


Influence of Ion Nitriding on Microstructure and Properties of Haynes 282 Nickel Superalloy Specimens Produced Using DMLS Technique

 , , , and
, , , and
Abstract
1. Introduction
2. Materials and Methods
2.1. Specimens’ Preparation Using the DMLS Technique
2.2. Ion-Nitriding Process
2.3. Microstructure
2.4. Nanohardness of the Nitrided Specimen
2.5. Corrosion Resistance Tests
2.6. Analysis of the Phase Composition and Residual Stresses
2.7. Tensile Testing at 750 °C
3. Research Results and Discussion
3.1. Microstructure
3.2. Phase Analysis and Residual Stress
3.3. Nanohardness
3.4. Corrosion Resistance
3.5. Tensile Testing at 750 °C
4. Conclusions
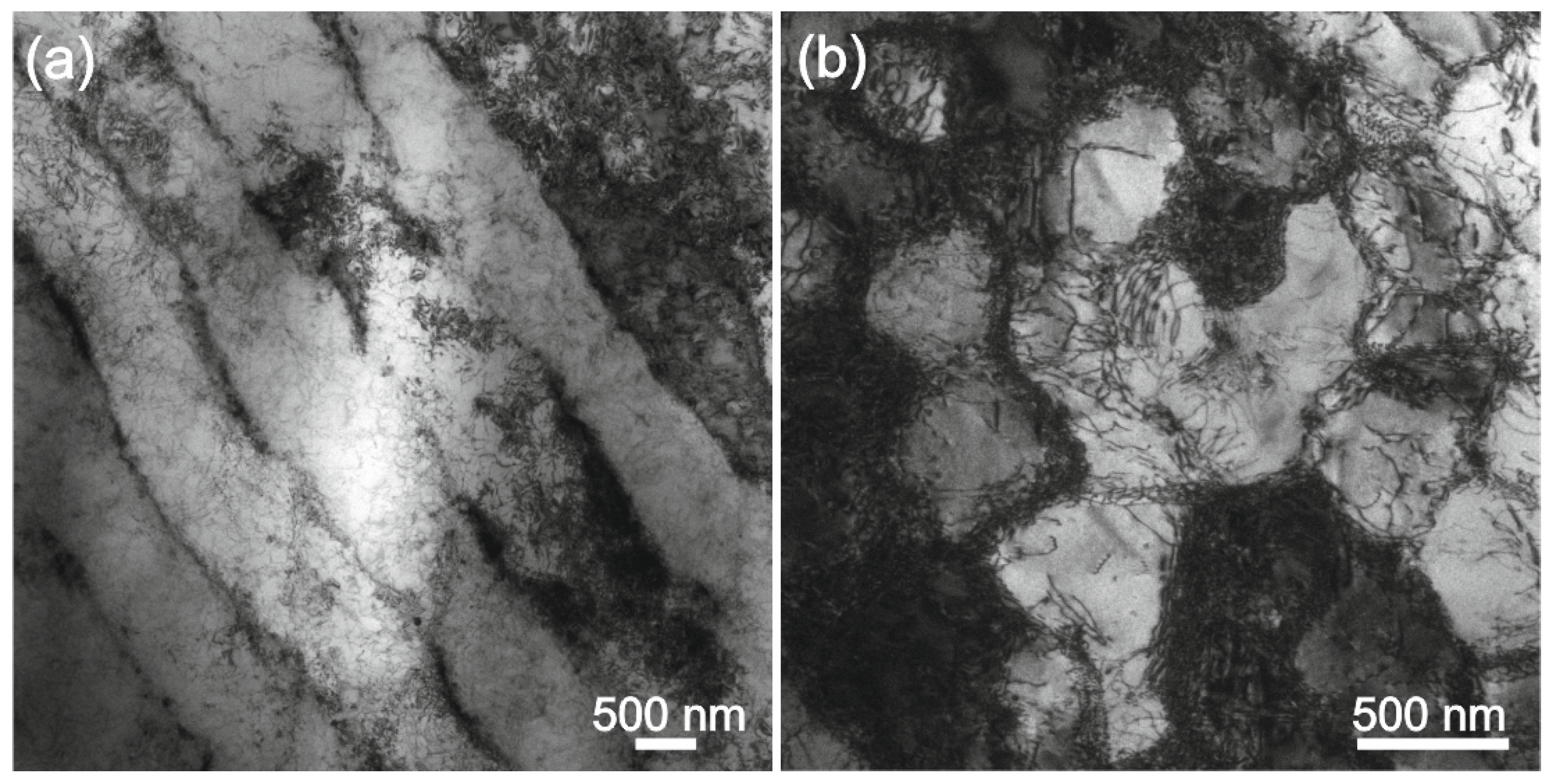
- As-built specimens were characterized by a high density of the dislocations arranged to the cells depending on the anisotropic structure due to the scanning strategy.
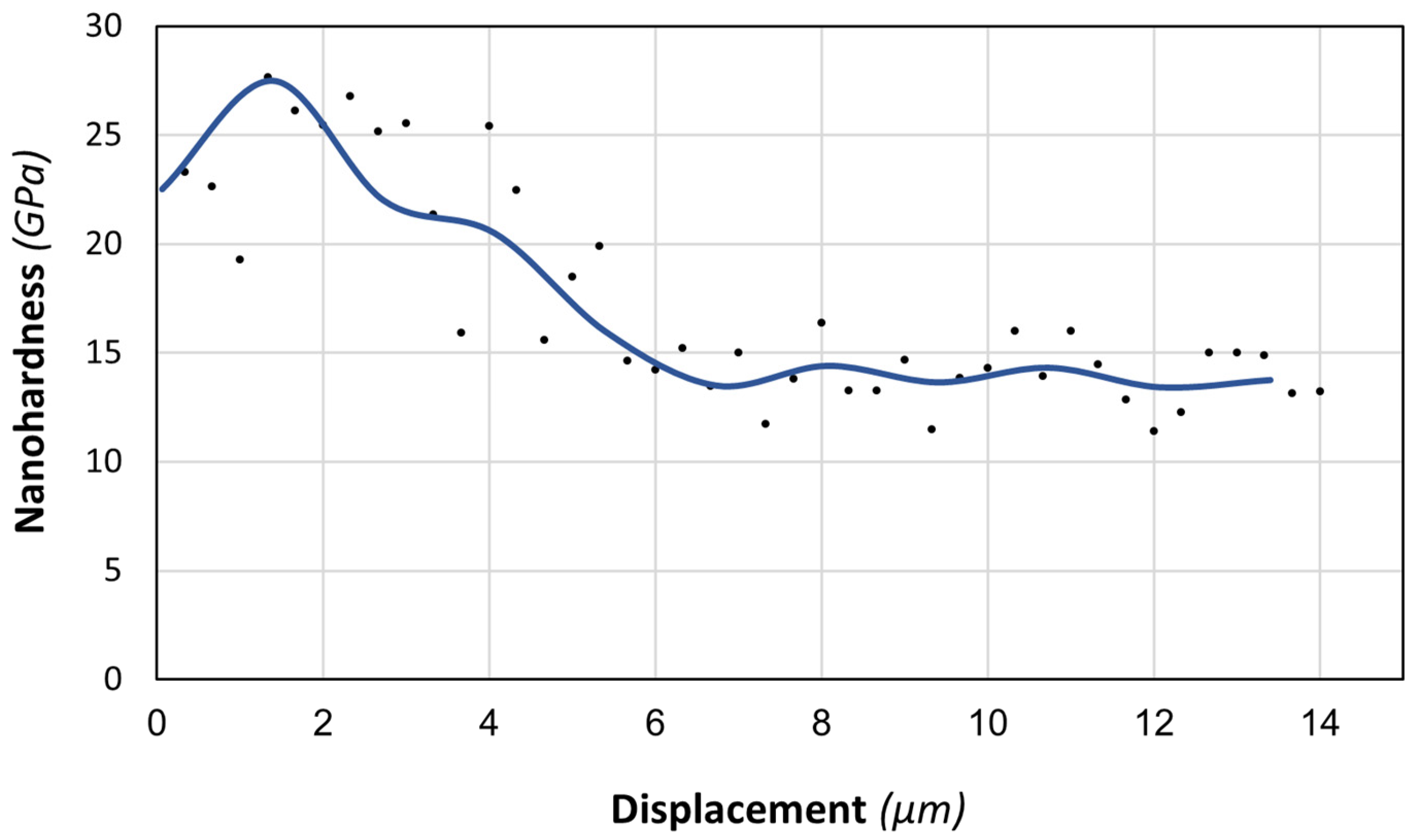
- Ion nitriding of as-built specimen at 570 °C leads to the formation of an approximatively 7 μm thick continuous layer with good adherence to the substrate.
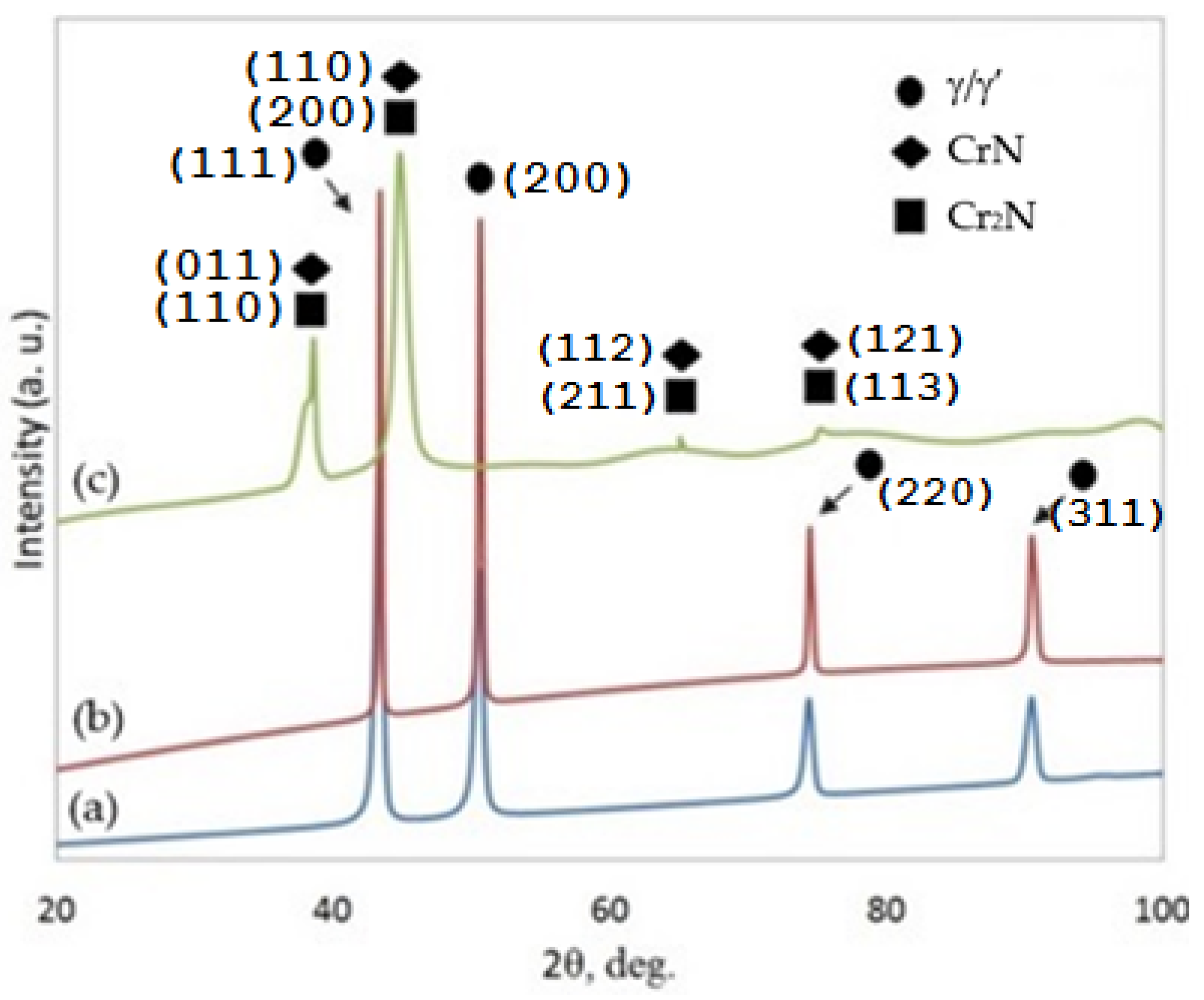
- A very fine surface film of the nitrided layer contained nanocrystals of CrN/Cr2N phases.
- Residual tensile stresses were found to be higher by 88 MPa in the specimens as-built with DMLS compared to the as-built and nitrided specimens.
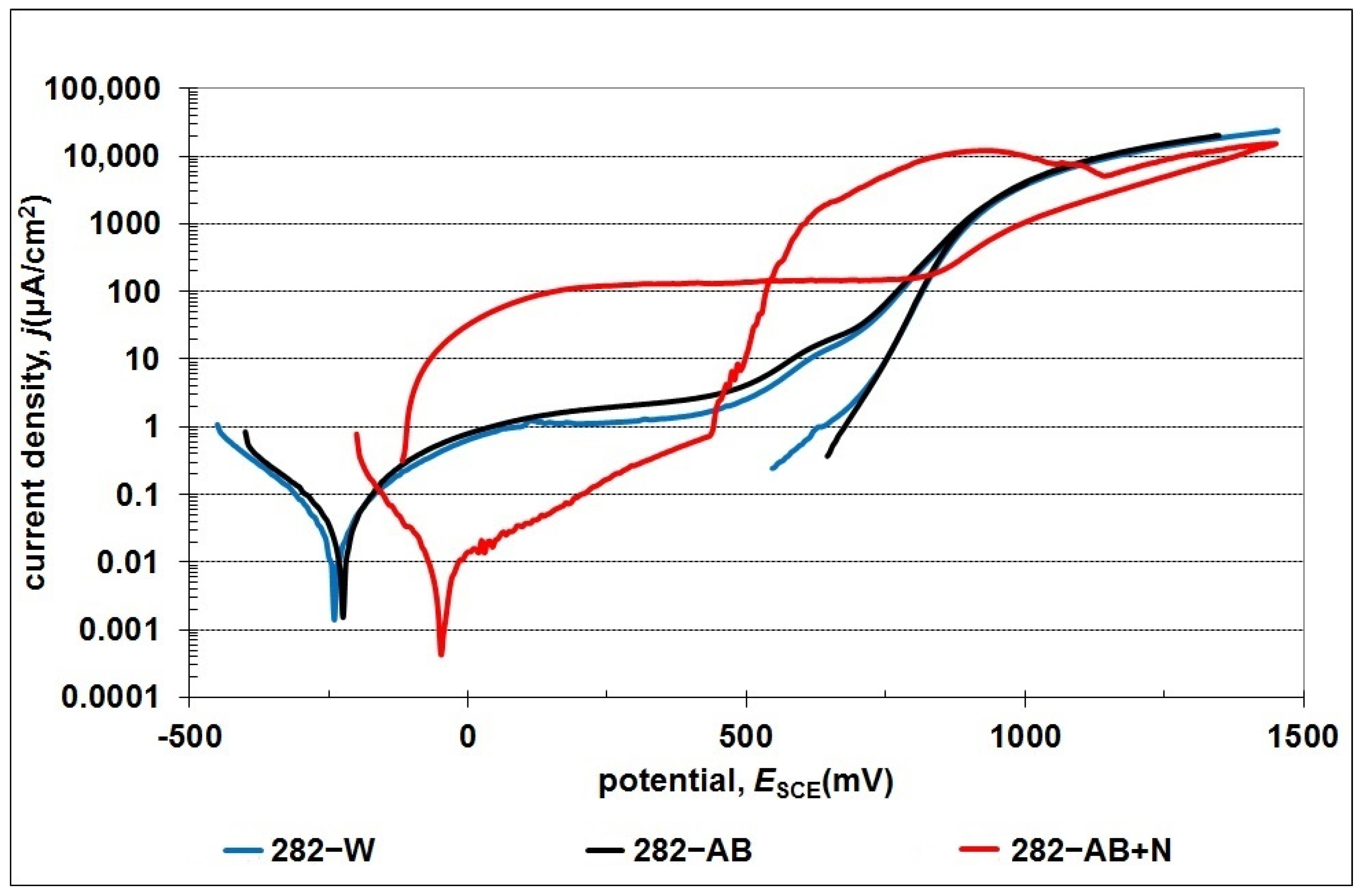
- Specimens protected by nitrided layer demonstrated high corrosion resistance.
- Nitrided layer showed a negligible effect on the yield strength, ultimate tensile stress, and elongation.
- Tensile behavior of the specimens built with DMLS differs from the purchased 282 alloy due to the microstructure characteristics.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lin, L.; Jun, Z.; Cheng, A. Nickel-Based Superalloys in Encyclopedia of Materials: Metals and Alloys; Caballero, F.G., Ed.; Elsevier: Amsterdam, The Netherlands, 2022; pp. 294–304. [Google Scholar]
- Pollock, T.M.; Tin, S. Nickel-Based Superalloys for Advanced Turbine Engines: Chemistry, Microstructure and Properties. J. Propuls. Power 2006, 22, 361–374. [Google Scholar] [CrossRef]
- Klarstrom, D.; Pike, L.; Ishwar, V. Nickel-Base Alloy Solutions for Ultrasupercritical Steam Power Plants. Procedia Eng. 2013, 55, 221–225. [Google Scholar] [CrossRef]
- Thakur, A.; Gangopadhyay, S. State of the Art in Surface Integrity in Machining of Nickel-Based Super Alloys. Int. J. Mach. Tools Manuf. 2016, 100, 25–54. [Google Scholar] [CrossRef]
- Angel, N.M.; Basak, A. On the Fabrication of Metallic Single Crystal Turbine Blades with a Commentary on Repair via Additive Manufacturing. J. Manuf. Mater. Process. 2020, 4, 101. [Google Scholar] [CrossRef]
- Dudziak, T.; Boroń, L.; Homa, M.; Nowak, R.; Horton, N.; Sheppard, R.; Purgert, R.M.; Siewiorek, A.; Sobczak, N.; Sobczak, J. The Influence of Fabrication Process on the Initial Stages of Steam Oxidation Performed on Haynes® 282® Alloy at 760 °C. J. Mater. Eng. Perform. 2016, 26, 239–249. [Google Scholar] [CrossRef]
- Ban, S.-D.; Shin, Y.-T.; Lee, S.R.; Lee, H.-W. Corrosion Resistance of Inconel 625 Overlay Welded Inside Pipes as a Function of Heat Treatment Temperature. Int. J. Electrochem. Sci. 2016, 11, 7764–7774. [Google Scholar] [CrossRef]
- Sitek, R.; Kwaśniak, P.; Sopicka-Lizer, M.; Borysiuk, J.; Kamiński, J.; Mizera, J.; Kurzydłowski, K. Experimental and ab-initio study of the Zr- and Cr-enriched aluminide layer produced on an IN 713C Inconel substrate by CVD; investigations of the layer morphology, structural stability, mechanical properties, and corrosion resistance. Intermetallics 2016, 74, 15–24. [Google Scholar] [CrossRef]
- Further work on detailed microstructure characterisation and strengthening mechanisms as well as tailored post-AM heat treat-ment is required to reveal the full potential of Haynes 282 by LPBF. Mater. Today Commun. 2021, 26, 102038114.
- Wang, L.; Mao, K.; Tortorelli, P.F.; Maziasz, P.J.; Thangirala, M.; Unocic, K.A.; Chen, X.F. Effect of heterogeneous microstructure on the tensile and creep performances of cast Haynes 282 alloy. Mater. Sci. Eng. A 2021, 828, 142099. [Google Scholar] [CrossRef]
- Pike, L. Development of a Fabricable Gamma Prime (γ’) Strengthened Superalloy. Proc. Int. Symp. Superalloys 2008, 2008, 191–200. [Google Scholar] [CrossRef]
- Rozman, K.A.; Kruzic, J.J.; Hawk, J.A. Fatigue Crack Growth Behavior of Nickel-base Superalloy Haynes 282 at 550–750 °C. J. Mater. Eng. Perform. 2015, 24, 2841–2846. [Google Scholar] [CrossRef]
- Liu, Z.; Zhao, D.; Wang, P.; Yan, M.; Yang, C.; Chen, Z.; Lu, J.; Lu, Z. Additive manufacturing of metals: Microstructure evolution and multistage control. J. Mater. Sci. Technol. 2022, 100, 224–236. [Google Scholar] [CrossRef]
- Çam, G. Prospects of producing aluminum parts by wire arc additive manufacturing (WAAM). Mater. Today Proc. 2022, 62, 77–85. [Google Scholar] [CrossRef]
- Günen, A.; Gürol, U.; Koçak, M.; Çam, G. A new approach to improve some properties of wire arc additively manufactured stainless steel components: Simultaneous homogenization and boriding. Surf. coat. Technol. 2023, 460, 129395. [Google Scholar] [CrossRef]
- Lipinski, P.; Barbas, A.; Bonnet, A.-S. Fatigue behavior of thin-walled grade 2 titanium samples processed by selective laser melting. Application to life prediction of porous titanium implants. J. Mech. Behav. Biomed. Mater. 2013, 28, 274–290. [Google Scholar] [CrossRef] [PubMed]
- Sitek, R.; Szustecki, M.; Zrodowski, L.; Wysocki, B.; Jaroszewicz, J.; Wisniewski, P.; Mizera, J. Analysis of Microstructure and Properties of a Ti–AlN Composite Produced by Selective Laser Melting. Materials 2020, 13, 2218. [Google Scholar] [CrossRef]
- Dong, Y.; Tang, J.; Wang, D.; Wang, N.; He, Z.; Li, J.; Zhao, D.; Yan, M. Additive manufacturing of pure Ti with superior mechanical performance, low cost, and biocompatibility for potential replacement of Ti-6Al-4V. Mater. Des. 2020, 196, 109142. [Google Scholar] [CrossRef]
- Sitek, R.; Puchlerska, S.; Nejman, I.; Majchrowicz, K.; Pakieła, Z.; Żaba, K.; Mizera, J. The Impact of Plastic Deformation on the Microstructure and Tensile Strength of Haynes 282 Nickel Superalloy Produced by DMLS and Casting. Materials 2022, 15, 7545. [Google Scholar] [CrossRef]
- Boswell, J.; Jones, J.; Barnard, N.; Clark, D.; Whittaker, M.; Lancaster, R. The effects of energy density and heat treatment on the microstructure and mechanical properties of laser additive manufactured Haynes 282. Mater. Des. 2021, 205, 109725. [Google Scholar] [CrossRef]
- Fernandez-Zelaia, P.; Kirka, M.M.; Dryepondt, S.N.; Gussev, M.N. Crystallographic texture control in electron beam additive manufacturing via conductive manipulation. Mater. Des. 2020, 195, 109010. [Google Scholar] [CrossRef]
- Osoba, L.O.; Oladoye, A.M.; Ogbonna, V.E. Corrosion evaluation of superalloys Haynes 282 and Inconel 718 in Hydrochloric acid. J. Alloys Compd. 2019, 804, 376–384. [Google Scholar] [CrossRef]
- Pike, L.; Srivastava, S. Oxidation behavior of wrought gamma-prime strengthened alloys. Mater. Sci. Forum. 2008, 595–598, 661–671. [Google Scholar] [CrossRef]
- Klapper, H.S.; Zadorozne, N.S.; Rebak, R.B. Localized Corrosion Characteristics of Nickel Alloys: A Review. Acta Met. Sin. English Lett. 2017, 30, 296–305. [Google Scholar] [CrossRef]
- Tamarin, Y. Conditions of Turbine Blade Operation. In Protective Coatings for Turbine Blades; ASM International: Detroit, MI, USA, 2002; ISBN 978-0-87170-759-8. Available online: https://app.knovel.com/hotlink/pdf/id:kt010SPJL2/protective-coatings-turbine/conditions-turbine-blade (accessed on 6 March 2023).
- Tacikowski, M.; Sitek, R.; Sikorski, K.; Wierzchoń, T. Structure of Al–Ni intermetallic composite layers produced on the Inconel 600 by the glow discharge enhanced-PACVD method. Intermetallics 2009, 17, 1098–1104. [Google Scholar] [CrossRef]
- Darolia, R. Thermal barrier coatings technology: Critical review, progress update, remaining challenges and prospects. Int. Mater. Rev. 2013, 58, 315–348. [Google Scholar] [CrossRef]
- Borowski, T.; Brojanowska, A.; Kost, M.; Garbacz, H.; Wierzchoń, T. Modifying the properties of the Inconel 625 nickel alloy by glow discharge assisted nitriding. Vacuum 2009, 83, 1489–1493. [Google Scholar] [CrossRef]
- Bertrand, G.; Mahdjoub, H.; Meunier, C. A study of the corrosion behaviour and protective quality of sputtered chromium nitride coatings. Surf. coat. Technol. 2000, 126, 199–209. [Google Scholar] [CrossRef]
- Paulauskas, I.; Brady, M.; Meyer, H.; Buchanan, R.; Walker, L. Corrosion behavior of CrN, Cr2N and π phase surfaces on nitrided Ni–50Cr for proton exchange membrane fuel cell bipolar plates. Corros. Sci. 2006, 48, 3157–3171. [Google Scholar] [CrossRef]
- Zhang, H.; Qin, H.; Ren, Z.; Zhao, J.; Hou, X.; Doll, G.; Dong, Y.; Ye, C. Low-temperature nitriding of nanocrystalline Inconel 718 alloy. Surf. coat. Technol. 2017, 330, 10–16. [Google Scholar] [CrossRef]
- Dahm, K.; Short, K.; Collins, G. Characterisation of nitrogen-bearing surface layers on Ni-base superalloys. Wear 2007, 263, 625–628. [Google Scholar] [CrossRef]
- Aw, P.K.; Batchelor, A.W.; Loh, N.L. Structure and tribological properties of plasma nitrided surface films on Inconel 718. Surf. coat. Technol. 1997, 89, 70–76. [Google Scholar] [CrossRef]
- Teng, Y.; Guo, Y.-Y.; Zhang, M.; Yang, Y.-J.; Huang, Z.; Zhou, Y.-W.; Wu, F.-Y.; Liang, Y.-S. Effect of Cr/CrNx transition layer on mechanical properties of CrN coatings deposited on plasma nitrided austenitic stainless steel. Surf. coat. Technol. 2019, 367, 100–107. [Google Scholar] [CrossRef]
- Yetim, A.; Codur, M.; Yazici, M. Using of artificial neural network for the prediction of tribological properties of plasma nitrided 316L stainless steel. Mater. Lett. 2015, 158, 170–173. [Google Scholar] [CrossRef]
- Shen, H.; Wang, L.; Sun, J. Characteristics and properties of Cr N compound layer produced by plasma nitriding of Cr-electroplated of AISI 304 stainless steel. Surf. coat. Technol. 2020, 385, 125450. [Google Scholar] [CrossRef]
- Kurata, Y.; Futakawa, M. Corrosion of CrN-Coated Steels in Liquid Pb-Bi. Mater. Trans. 2007, 48, 519–525. [Google Scholar] [CrossRef]
- Williamson, D.; Ozturk, O.; Wei, R.; Wilbur, P. Metastable phase formation and enhanced diffusion in f.c.c. alloys under high dose, high flux nitrogen implantation at high and low ion energies. Surf. coat. Technol. 1994, 65, 15–23. [Google Scholar] [CrossRef]
- Eliasen, K.M.; Christiansen, T.L.; Somers, M.A.J. Low temperature gaseous nitriding of Ni based superalloys. Surf. Eng. 2010, 26, 248–255. [Google Scholar] [CrossRef]
- Maj, P.; Bochenek, K.; Sitek, R.; Koralnik, M.; Jonak, K.; Wieczorek, M.; Pakieła, Z.; Mizera, J. Comparison of mechanical properties and structure of Haynes 282 consolidated via two different powder metallurgy methods: Laser powder bed fusion and hot pressing. Arch. Civ. Mech. Eng. 2023, 23, 130. [Google Scholar] [CrossRef]
- Amperprint® 0233 Haynes® 282® Advanced Nickel Superalloy for Powder Bed Fusion. 2020. Available online: https://kbmadvanced.com/amperprint-0233-haynes-282/ (accessed on 6 March 2023).
- HAYNES® 282® Alloy. Available online: https://www.haynesintl.com/new-alloy-brochures/high-temperature-alloys/alloy-at-a-glance/h-3172c.pdf (accessed on 6 March 2023).
- Cullity, B.D.; Stock, S.R. Elements of X-ray Diffraction; Pearson: Prentice Hall, NJ, USA, 2001. [Google Scholar]
- Martinez, S.A.; Sathish, S.; Blodgett, M.P.; Shepard, M.J. Residual Stress Distribution on Surface-treated Ti-6Al-4V by X-ray Diffraction. Soc. Exp. Mech. 2003, 43, 141–147. [Google Scholar] [CrossRef]
- Ratajski, J.; Gilewicz, A.; Bartosik, P.; Szparaga, Ł. Mechanical properties of antiwear Cr/CrN multi-module coatings. Arch. Mater. Sci. Eng. 2015, 75, 35–45. [Google Scholar]
- Bertsch, K.; de Bellefon, G.M.; Kuehl, B.; Thoma, D. Origin of dislocation structures in an additively manufactured austenitic stainless steel 316L. Acta Mater. 2020, 199, 19–33. [Google Scholar] [CrossRef]
- Calandri, M.; Yin, S.; Aldwell, B.; Calignano, F.; Lupoi, R.; Ugues, D. Texture and Microstructural Features at Different Length Scales in Inconel 718 Produced by Selective Laser Melting. Materials 2019, 12, 1293. [Google Scholar] [CrossRef]
- Li, C.; Liu, Z.; Fang, X.; Guo, Y. Residual Stress in Metal Additive Manufacturing. Procedia CIRP 2018, 71, 348–353. [Google Scholar] [CrossRef]
- Ahmad, B.; van der Veen, S.O.; Fitzpatrick, M.E.; Guo, H. Residual stress evaluation in selective-laser-melting additively manufactured titanium (Ti6Al4V) and inconel 718 using the contour method and numerical simulation. Addit. Manuf. 2018, 22, 571–582. [Google Scholar] [CrossRef]
- Teixeira, O.; Silva, F.J.G.; Atzeni, E. Residual stresses and heat treatments of Inconel 718 parts manufactured via metal laser beam powder bed fusion: An overview. Int. J. Adv. Manuf. Technol. 2021, 113, 3139–3162. [Google Scholar] [CrossRef]
- Deng, D.; Peng, R.L.; Brodin, H.; Moverare, J. Microstructure and mechanical properties of Inconel 718 produced by selective laser melting: Sample orientation dependence and effects of post heat treatments. Mater. Sci. Eng. A 2018, 713, 294–306. [Google Scholar] [CrossRef]
- AlMangour, B.; Yang, J.-M. Improving the surface quality and mechanical properties by shot-peening of 17-4 stainless steel fabricated by additive manufacturing. Mater. Des. 2016, 110, 914–924. [Google Scholar] [CrossRef]
- Benedetti, M.; Torresani, E.; Leoni, M.; Fontanari, V.; Bandini, M.; Pederzolli, C.; Potrich, C. The effect of post-sintering treatments on the fatigue and biological behavior of Ti-6Al-4V ELI parts made by selective laser melting. J. Mech. Behav. Biomed. Mater. 2017, 71, 295–306. [Google Scholar] [CrossRef] [PubMed]
- Xu, X.-L.; Yu, Z.-W.; Cui, L.-Y. Microstructure and properties of plasma nitrided layers on Ni-based superalloy Ni-20Cr. Mater. Charact. 2019, 155, 109798. [Google Scholar] [CrossRef]
- Orazem, M.E.; Tribollet, B. Electrochemical Impedance Spectroscopy; Wiley: Hoboken, NJ, USA, 2008. [Google Scholar]
- Taguchi, M.; Kurihara, J. Effect of surface nitriding on corrosion resistance of chromium in sulfuric acid solution. Mater. Trans. JIM 1991, 32, 1170–1176. [Google Scholar] [CrossRef]
- Huang, L.-F.; Hutchison, M.J.; Santucci, R.J.; Scully, J.R., Jr.; Rondinelli, J.M. Improved Electrochemical Phase Diagrams from Theory and Experiment: The Ni–Water System and Its Complex Compounds. J. Phys. Chem. C 2017, 121, 9782–9789. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Cr | Co | Mo | Ti | Al | Fe | Mn | Si | C | B |
|---|---|---|---|---|---|---|---|---|---|---|
| Bal | 19.5 | 10.0 | 8.5 | 2.1 | 1.5 | 1.5 * | 0.3 * | 0.15 * | 0.05 | 0.005 |
| Ni | Cr | Co | Mo | Ti | Al | Fe | Mn | Si | C | B |
|---|---|---|---|---|---|---|---|---|---|---|
| Bal. | 20 | 10.0 | 8.5 | 2.1 | 1.5 | 1.5 * | 0.3 * | 0.15 * | 0.06 | 0.005 |
| Substitute Arrangement | Dielectric Layer | Err % | Double Layer | Err % | ||
|---|---|---|---|---|---|---|
| 282–W | R(RQ) | R(Ωcm2) | 8.07 × 105 | 1.3 | ||
| Q CPE(Fcm−2 × sn−1) | 1.99 × 10−5 | 0.5 | ||||
| n | 0.91 | 0.1 | ||||
| 282–AB | R(RQ)(RQ) | R(Ωcm2) | 6.26 × 104 | 27.5 | 4.36 × 105 | 15.7 |
| Q CPE(Fcm−2 × sn−1) | 4.99 × 10−5 | 20.3 | 3.87 × 10−5 | 35.9 | ||
| n | 0.86 | 1.2 | 0.88 | 6.4 | ||
| 282–AB+N | R(Q[R(RQ)]) | R(Ωcm2) | 8.61 × 103 | 10.8 | 7.43 × 106 | 4.6 |
| Q CPE(Fcm−2 × sn−1) | 2.67 × 10−5 | 1.2 | 1.03 × 10−5 | 2.8 | ||
| n | 0.89 | 0.2 | 0.66 | 0.5 |
| 282–W | SD (±) | 282–AB | SD(±) | 282–AB+N | SD (±) | |
|---|---|---|---|---|---|---|
| Rp (kΩcm2) | 809 | 24 | 637 | 11 | 2763 | 96 |
| Icorr (µA/cm2) | 3.88 × 10−2 | 0.002 | 4.09 × 10−2 | 0.002 | 0.89 × 10−2 | 0.0007 |
| Ecorr (mV) | −240 | 10 | −225 | 25 | −45 | 15 |
| Sa | SD | Ra | SD | Rz | SD | |
|---|---|---|---|---|---|---|
| 282–W | 12.78 ± 0.15 | 7.35 ± 0.62 | 76.14 ± 13.74 | |||
| 282–AB | 16.45 ± 0.24 | 6.39 ± 0.40 | 71.82 ± 10.63 | |||
| 282–AB+N | 118.93 ± 1.37 | 84.25 ± 5.26 | 1186.65 ± 263.02 | |||
| Specimens | σy (MPa) | UTS (MPa) | A (%) |
|---|---|---|---|
| 282–W | 604 ± 4 | 715 ± 4 | 16 ± 1.5 |
| 282–AB | 810 ± 3 | 870 ± 4 | 17 ± 6.4 |
| 282–AB+N | 830 ± 5 | 882 ± 6 | 15 ± 8.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sitek, R.; Kulikowski, K.; Paradowski, K.; Gancarczyk, K.; Losertová, M.; Kobayashi, A.; Moneta, J.; Kamiński, J. Influence of Ion Nitriding on Microstructure and Properties of Haynes 282 Nickel Superalloy Specimens Produced Using DMLS Technique. Materials 2023, 16, 5020. https://doi.org/10.3390/ma16145020
Sitek R, Kulikowski K, Paradowski K, Gancarczyk K, Losertová M, Kobayashi A, Moneta J, Kamiński J. Influence of Ion Nitriding on Microstructure and Properties of Haynes 282 Nickel Superalloy Specimens Produced Using DMLS Technique. Materials. 2023; 16(14):5020. https://doi.org/10.3390/ma16145020
Chicago/Turabian StyleSitek, Ryszard, Krzysztof Kulikowski, Krystian Paradowski, Kamil Gancarczyk, Monika Losertová, Akira Kobayashi, Joanna Moneta, and Janusz Kamiński. 2023. "Influence of Ion Nitriding on Microstructure and Properties of Haynes 282 Nickel Superalloy Specimens Produced Using DMLS Technique" Materials 16, no. 14: 5020. https://doi.org/10.3390/ma16145020
APA StyleSitek, R., Kulikowski, K., Paradowski, K., Gancarczyk, K., Losertová, M., Kobayashi, A., Moneta, J., & Kamiński, J. (2023). Influence of Ion Nitriding on Microstructure and Properties of Haynes 282 Nickel Superalloy Specimens Produced Using DMLS Technique. Materials, 16(14), 5020. https://doi.org/10.3390/ma16145020