
Effect of Shot Peening on the Strength and Corrosion Properties of 6082-T651 Aluminium Alloy


Abstract
1. Introduction
2. Experimental Method
2.1. Specimen Preparation and Shot Peening
2.2. Microstructural and Mechanical Analysis
2.3. Corrosion Analysis
3. Results and Discussion
3.1. Microstructural and Surface Roughness Analysis
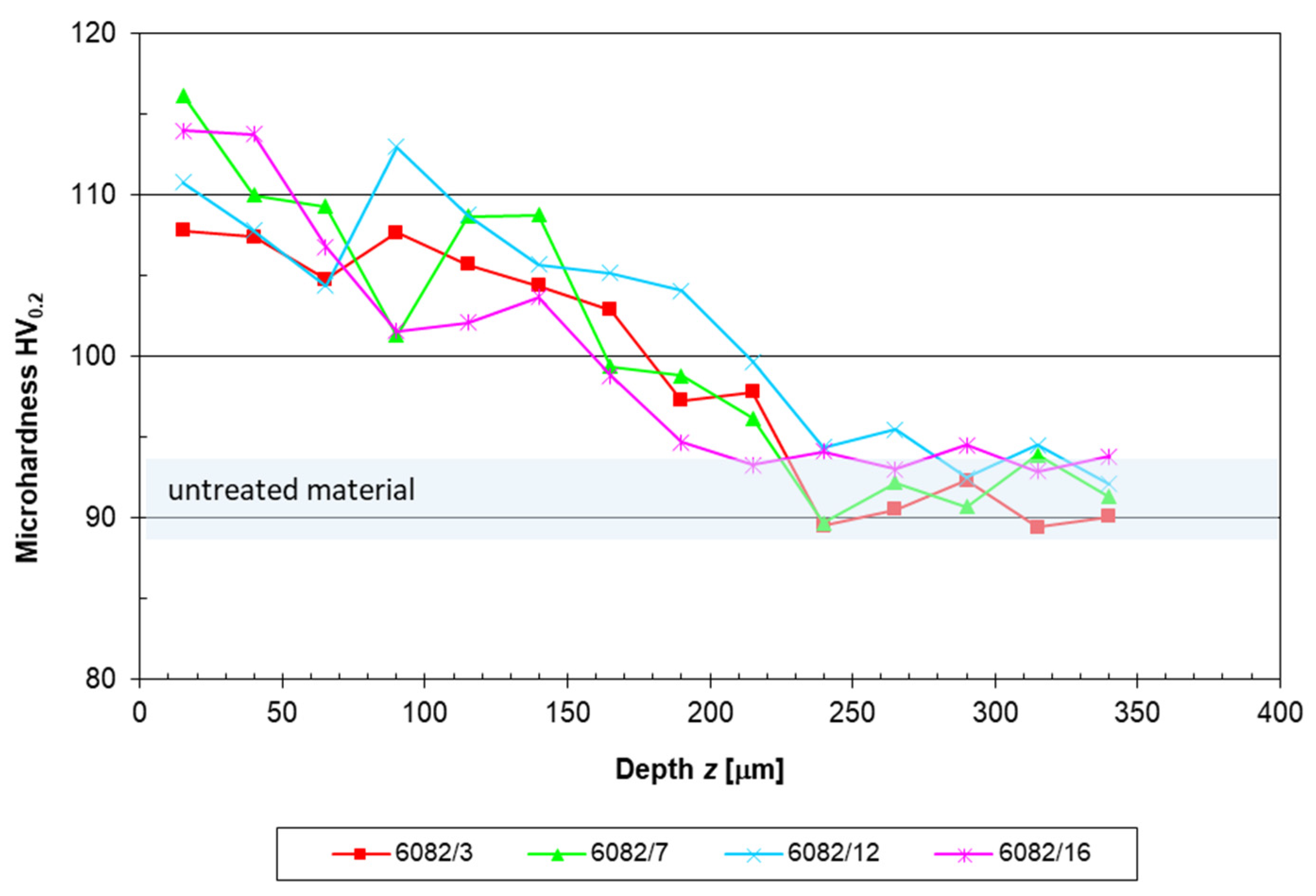
3.2. Microhardness and Residual Stress Analysis
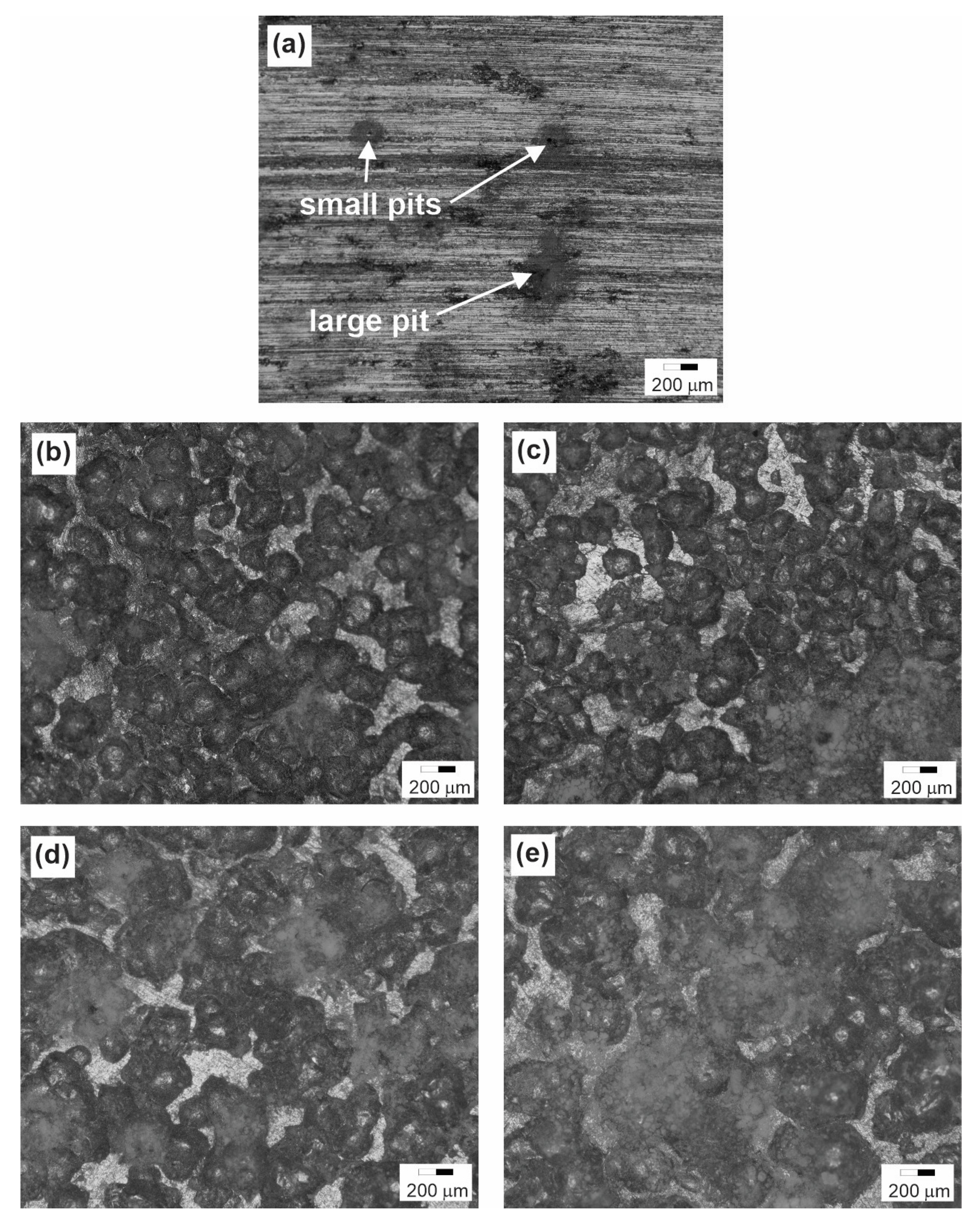
3.3. Corrosion Analysis
4. Conclusions
- The shot peening process was successfully implemented with a working pressure of 1.6 bar without any defects. At a working pressure of 4 bar and 8 bar, cracks and delaminations appeared in the surface layer, which represented the negative effects of hardening.
- An increased number of precipitates was observed in treated aluminium alloys, where plastic deformation caused by SP brought the precipitates closer together.
- SP increased the surface roughness, which increased with more intense SP conditions. At a working pressure of 8 bar, the Ra was increased 15.3 times.
- The shot peening process proved to be an effective method of producing high compressive residual stresses and increased hardness in the treated surface layer. Microhardness increased by up to 27% compared to the untreated specimen. The compressive residual stresses were deeper and higher than in the untreated aluminium alloy. The untreated specimen had a maximum compressive residual stress of −14 MPa at a depth of 200 μm, while the treated specimen at a working pressure of 4 bar reached the maximum compressive stress of −231 MPa at a depth of 500 μm.
- All treated specimens improved the corrosion resistance of the EN AW 6082-T651 aluminium alloy, although the shot peening caused greater surface roughness. However, all treated specimens exhibited compressive residual stresses, which had a beneficial effect on corrosion resistance.
- The untreated aluminium alloy revealed no passive behaviour, while the treated specimens exhibited partial passivation, and all treated specimens had a much lower corrosion current density (up to 2.3 times lower compared to the untreated aluminium alloy) and a protective effect of up to 57%.
- All treated specimens exhibited a lower degree of anodic dissolution, while the untreated specimen offered a better and faster ability to repassivate.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, X.-F.; Li, X.-D.; Wang, N.; Liu, Y.J.; Tian, F.; Wang, C.-X. Robust superhydrophobic Sio2/epoxy composite coating prepared by one-step spraying method for corrosion protection of aluminum alloy: Experimental and theoretical studies. Mater. Des. 2023, 228, 111833. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, C.; Zhao, S.; Niu, A.; Ma, Y. Enhanced long-term corrosion of 2A14 aluminium alloy: Hybrid effect of micro-arc oxidation coating and cerium based conversion treatment. Surf. Coat. Technol. 2023, 464, 129579. [Google Scholar] [CrossRef]
- Chen, R.; Wang, H.; Li, J.; He, B.; Shao, W.; Zhang, S. Effect of laser remelting and heat treatment on microstructure and wear resistance of 2A97 Al-Li alloy. Surf. Interfaces 2022, 33, 102197. [Google Scholar] [CrossRef]
- Trdan, U.; Sano, T.; Klobčar, D.; Sano, Y.; Grum, J.; Šturm, R. Improvement of corrosion resistance of AA2024-T3 using femtosecond laser peening without protective and confining medium. Corros. Sci. 2018, 143, 46–55. [Google Scholar] [CrossRef]
- Rajamure, R.S.; Vora, H.D.; Srinivasan, S.G.; Dahotre, N.B. Laser alloyed Al-W coating on aluminium for enhanced corrosion resistance. Appl. Surf. Sci. 2015, 328, 205–214. [Google Scholar] [CrossRef]
- Qiao, J.; Zhang, X.; Chen, G.; Zhou, W.; Fu, X.; Wang, J. Effect of Shot Peen Forming on Corrosion-Resistant of 2024 Aluminum Alloy in Salt Spray Environment. Materials 2022, 15, 8583. [Google Scholar] [CrossRef]
- Efe, Y.; Karademir, I.; Husem, F.; Maleki, E.; Unal, O. Surface Severe Plastically Deformed Nanostructured AA7075 Alloy: Assessment on Tribological and Axial Fatigue Behaviors. J. Mater. Eng. Perform. 2020, 29, 3774–3783. [Google Scholar] [CrossRef]
- Trdan, U.; Skraba, M.; Porro, J.A.; Ocana, J.L.; Grum, J. Application of massive laser shock processing for improvement of mechanical and tribological properties. Surf. Coat. Technol. 2018, 342, 1–11. [Google Scholar] [CrossRef]
- Su, K.; Zhang, J.; Li, H.; Ji, D.; Hu, L. Anti-fatigue strengthening mechanism of conventional shot peening and micro-shot peening on bare and micro-arc oxidation coated 6082-T6 aluminium alloy. Mater. Lett. 2023, 331, 133442. [Google Scholar] [CrossRef]
- Wang, Z.; Xie, L.; Zhang, Q.; Ali, R.A.; Chen, W.; Zhou, L. Surface layer strengthening mechanism of 2060 aluminum–lithium alloy after shot-peening. J. Mater. Res. Technol. 2023, 23, 4615–4633. [Google Scholar] [CrossRef]
- Sun, Q.; Han, Q.; Wang, S.; Xu, R. Microstructure, corrosion behaviour and thermal stability of AA 7150 after ultrasonic shot peening. Surf. Coat. Technol. 2020, 398, 26127. [Google Scholar] [CrossRef]
- Su, C.-H.; Chen, T.-C.; Ding, Y.-S.; Lu, G.X.; Tsay, L.-W. Effects of Micro-Shot Peening on the Fatigue Strength of Anodized 7075-T6 Alloy. Materials 2023, 16, 1160. [Google Scholar] [CrossRef]
- Trško, L.; Guagliano, M.; Bokuvka, O.; Novy, F.; Jambor, M.; Florkova, Z. Influence of Severe Shot Peening on the Surface State and Ultra-High-Cycle Fatigue Behavior of an AW 7075 Aluminum Alloy. J. Mater. Eng. Perform. 2017, 26, 2784–2797. [Google Scholar] [CrossRef]
- Hao, W.; Ning, C.Y.; Huang, Y.H.; Cao, Z.Y.; Chen, X.X.; Zhang, W.W. Improvement of abrasion resistance in artificial seawater and corrosion resistance in NaCl solution of 7075 aluminum alloy processed by laser shock peening. Opt. Lasers Eng. 2017, 90, 179–185. [Google Scholar] [CrossRef]
- Chakkravarthy, V.; Oliveria, J.P.; Mahomed, A.; Yu, N.; Manojkumar, P.; Lakshmanan, M.; Zhang, L.; Raja, V.; Jerome, S.; Prabhu, T.R.; et al. Effect of abrasive water jet peening on NaCl-induced hot corrosion behavior of Ti-6Al-4V. Vaccuum 2023, 210, 111872. [Google Scholar] [CrossRef]
- Soyama, H. Cavitation Peening—A review. Metals 2020, 10, 270. [Google Scholar] [CrossRef]
- Chen, S.; Richter, B.; Morrow, J.D.; Sridharan, K.; Pfefferkorn, F.E.; Eriten, M. Pulsed laser remelting of A384 aluminum, part I: Measuring homogeneity and wear resistance. J. Manuf. Process. 2018, 32, 606–614. [Google Scholar] [CrossRef]
- Avcu, Y.Y.; Yetik, O.; Guney, M.; Iakovakis, E.; Sınmazçelik, T.; Avcu, E. Surface, Subsurface and Tribological properties of Ti6Al4V alloy shot peened under different parameters. Materials 2020, 13, 4363. [Google Scholar] [CrossRef]
- Unal, O.; Maleki, E.; Karademir, I.; Husem, F.; Efe, Y.; Das, T. Effects of conventional shot peening, severe shot peening, re-shot peening and precised grinding operations on fatigue performance of AISI 1050 railway axle steel. Int. J. Fatigue 2022, 155, 106613. [Google Scholar] [CrossRef]
- ASTM E 837-08; Standard Test Method for Determining Residual Stresses by the Hole Drilling Strain Gage Method. ASTM International: West Conshohocken, PA, USA, 2008.
- ASTM G5-14; Standard Reference Test Method for Making Potentiodynamic Anodic Polarization Measurements. ASTM International: West Conshohocken, PA, USA, 2014.
- Chi, G.; Yi, D.; Liu, H. Effect of roughness on electrochemical and pitting corrosion of Ti-6Al-4V alloy in 12 wt.% HCl solution at 35 °C. J. Mater. Res. Technol. 2020, 9, 1162–1174. [Google Scholar] [CrossRef]
- Shulze, V. Modern Mechanical Surface Treatment: States, Stability, Effects; Wiley and Sons: Hoboken, NJ, USA, 2005. [Google Scholar]
- Bisen, N.S.; Sivasubramanian, J.; Basu, A. Ultrasonic shot peening of 316L strainless stell—Experimental and analytical approach. Mater. Today Proc. 2023; in press. [Google Scholar] [CrossRef]
- Si, C.; Sun, W.; Tian, Y.; Cai, J. Cavitation erosion resistance enhancement of the surface modified 2024T351 Al alloy by ultrasonic shot peening. Surf. Coat. 2023, 452, 129122. [Google Scholar] [CrossRef]
- John, M.; Ralls, A.M.; Misra, M.; Menezes, P.L. Effect of ultrasonic impact peening on stress corrosion cracking resistance of austenitic stainless-stell welds for nuclear canister applications. J. Nucl. Mater. 2023, 584, 154590. [Google Scholar] [CrossRef]
- Gowtham, S.; Arunnellaiappan, T.; Rameshbabu, N. An investigation on pulsed DC plasma electrolytic oxidation of Cp-Ti and its corrosion behaviour in simulated body fluid. Surf. Coat. Technol. 2016, 301, 63–73. [Google Scholar] [CrossRef]
- Li, D.; Lang, Y.; Liu, X.; Zhou, Y. Corrosion behavior of Ti3AlC2 in NaOH and H2SO4. J. Eur. Ceram. Soc. 2010, 30, 3227–3234. [Google Scholar] [CrossRef]
- Kim, Y.; Yoo, M.; Moon, M. Effects of surface Roughness on the Electochemical Properites and Galvanic Corrosion Behavior of CFRP and SPCC Alloy. Materials 2020, 13, 4211. [Google Scholar] [CrossRef]
- Takakuwa, O.; Soyama, H. Effect of Residual Stress on the Corrosion Behavior of Austenic Stainless Stell. Adv. Chem. Eng. Sci. 2015, 5, 62. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Mg | Mn | Fe | Cr | Zn | Ti | Cu |
|---|---|---|---|---|---|---|---|
| (wt.%) | (wt.%) | (wt.%) | (wt.%) | (wt.%) | (wt.%) | (wt.%) | (wt.%) |
| 0.87 | 0.72 | 0.42 | 0.35 | 0.02 | 0.04 | 0.03 | 0.05 |
| Condition | Rm | Rp0.2 | A | HV0.2 |
|---|---|---|---|---|
| (MPa) | (MPa) | (%) | ||
| T651 | 326 | 298 | 12 | 89 |
| Specimen Designation | Working Pressure | Mass Flow | Almen Intensity | Nozzle Distance | Type of Working Medium |
|---|---|---|---|---|---|
| p (bar) | ṁ (kg/min) | I (mmA) | y (mm) | (/) | |
| 6082 | / | / | / | / | / |
| 6082/3 | 1.6 | 1.0 | 0.25 | 4 | S170HRC56 |
| 6082/7 | 1.6 | 1.5 | 0.31 | 4 | S170HRC56 |
| 6082/12 | 4 | 1.6 | 0.53 | 4 | S170HRC56 |
| 6082/16 | 8 | 1.5 | 0.7 | 4 | S170HRC56 |
| 6082 | 6082/3 | 6082/7 | 6082/12 | 6082/16 | |
|---|---|---|---|---|---|
| Ra (m) | 0.85 ± 0.05 | 6.82 ± 0.28 | 6.38 ± 0.50 | 10.33 ± 0.43 | 13.93 ± 0.91 |
| Ecorr (mVSCE) | −766 ± 15 | −750 ± 9 | −753 ± 13 | −748 ± 14 | −748 ± 11 |
| Esw (mVSCE) | −741 ± 10 | −700 ± 11 | −715 ± 6 | −710 ± 8 | −708 ± 9 |
| Eprot (mVSCE) | −793 ± 13 | −785 ± 7 | −785 ±9 | −789 ± 7 | −790 ± 8 |
| icorr (Acm−2) | 22.5 ± 2.9 | 9.7 ± 0.7 | 11.2 ± 0.4 | 11.6 ± 0.5 | 12.2 ± 1.1 |
| PEF (%) | / | 57 | 50 | 49 | 46 |
| Esw–Ecorr (mV) | 25 ± 5 | 50 ± 2 | 38 ± 7 | 38 ± 6 | 40 ± 2 |
| Ecorr–Eprot (mV) | 28 ± 2 | 35 ± 2 | 33 ± 4 | 40 ± 7 | 46 ± 3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ravnikar, D.; Šturm, R.; Žagar, S. Effect of Shot Peening on the Strength and Corrosion Properties of 6082-T651 Aluminium Alloy. Materials 2023, 16, 4976. https://doi.org/10.3390/ma16144976
Ravnikar D, Šturm R, Žagar S. Effect of Shot Peening on the Strength and Corrosion Properties of 6082-T651 Aluminium Alloy. Materials. 2023; 16(14):4976. https://doi.org/10.3390/ma16144976
Chicago/Turabian StyleRavnikar, Dunja, Roman Šturm, and Sebastjan Žagar. 2023. "Effect of Shot Peening on the Strength and Corrosion Properties of 6082-T651 Aluminium Alloy" Materials 16, no. 14: 4976. https://doi.org/10.3390/ma16144976
APA StyleRavnikar, D., Šturm, R., & Žagar, S. (2023). Effect of Shot Peening on the Strength and Corrosion Properties of 6082-T651 Aluminium Alloy. Materials, 16(14), 4976. https://doi.org/10.3390/ma16144976