
Advanced Optimization of Surface Characteristics and Material Removal Rate for Biocompatible Ti6Al4V Using WEDM Process with BBD and NSGA II



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Response Surface Methodology (RSM)
3.1.1. Multivariate Analysis (ANOVA)
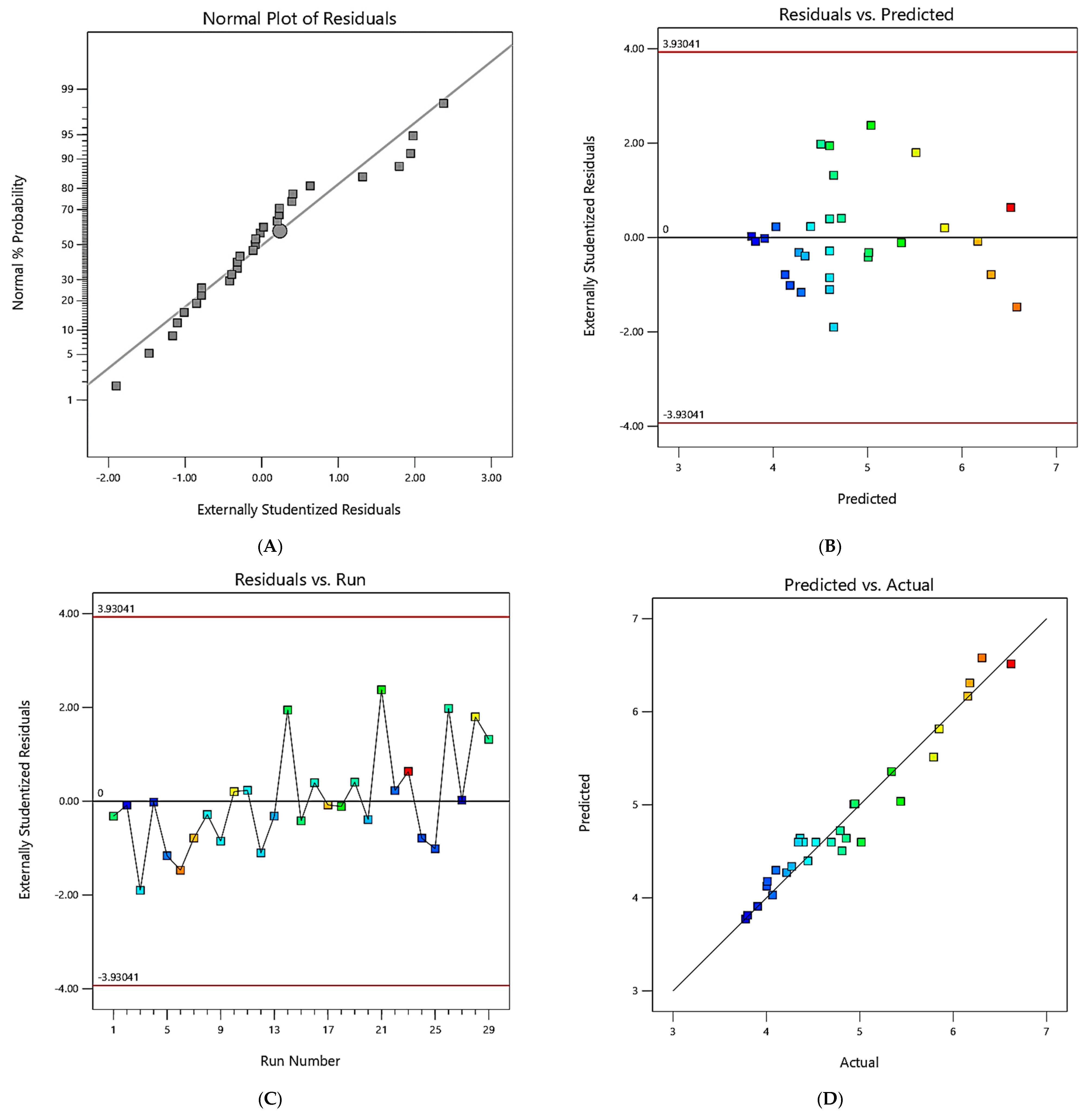
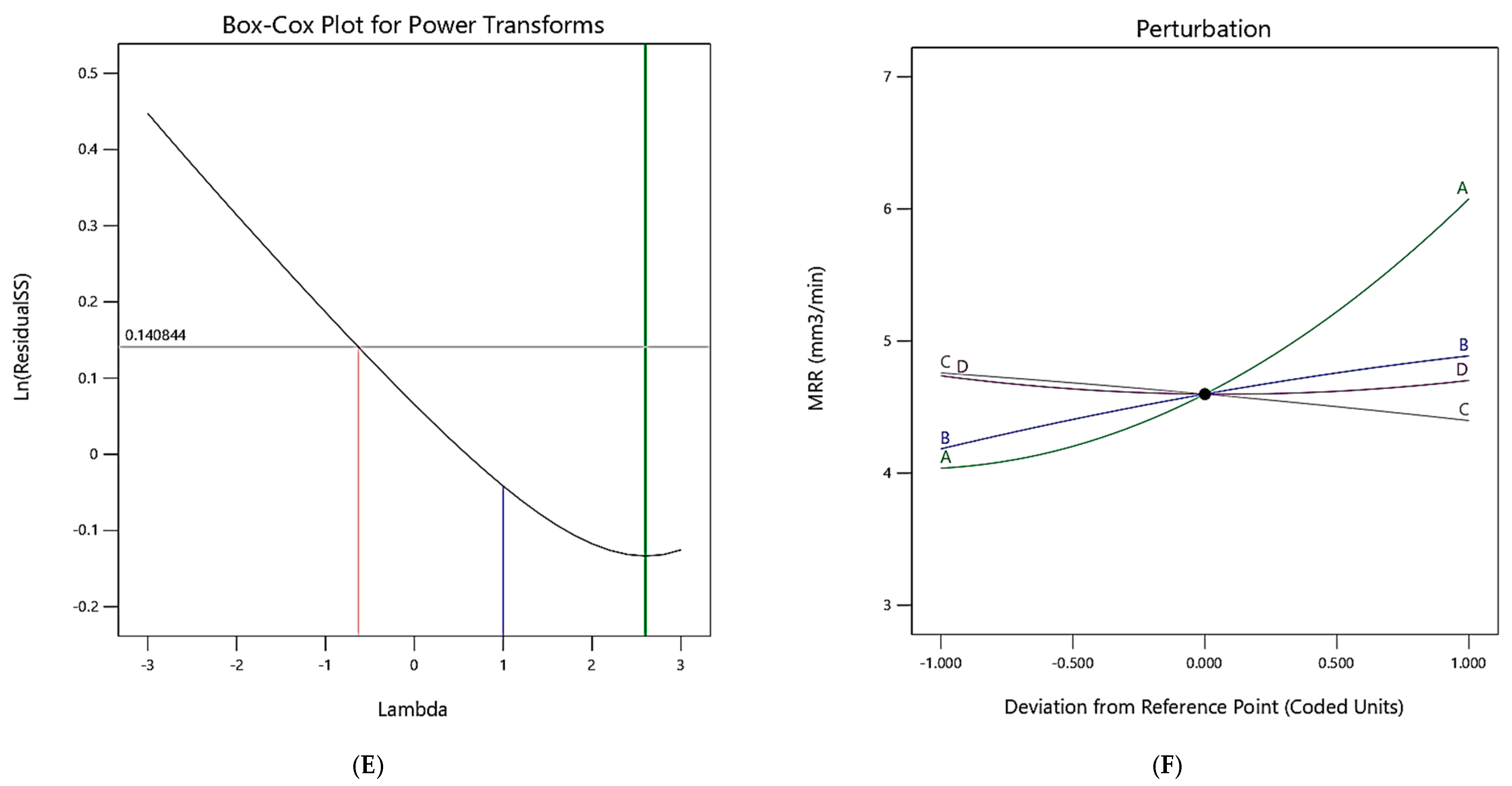
3.1.2. Diagnostic Graphs
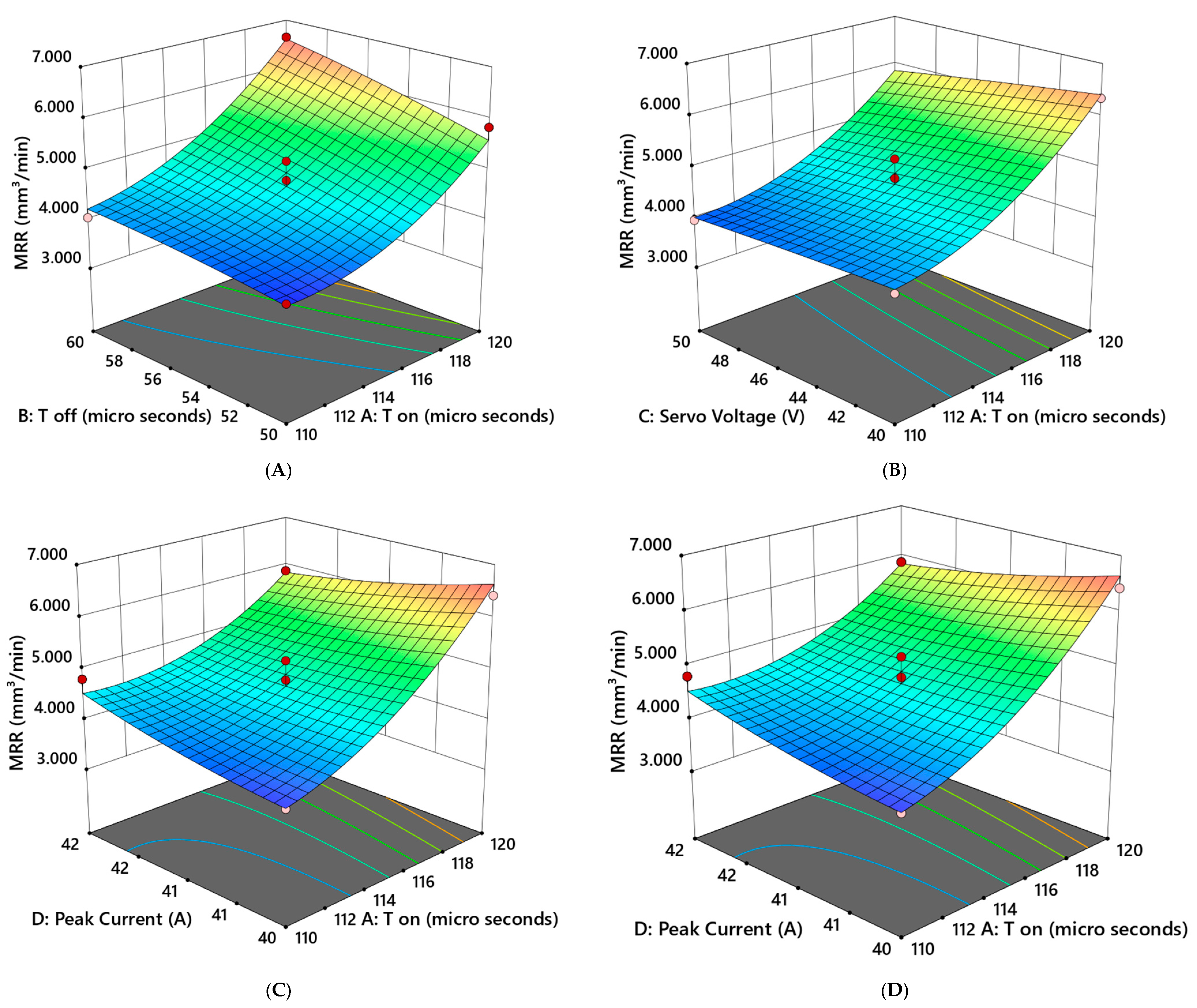
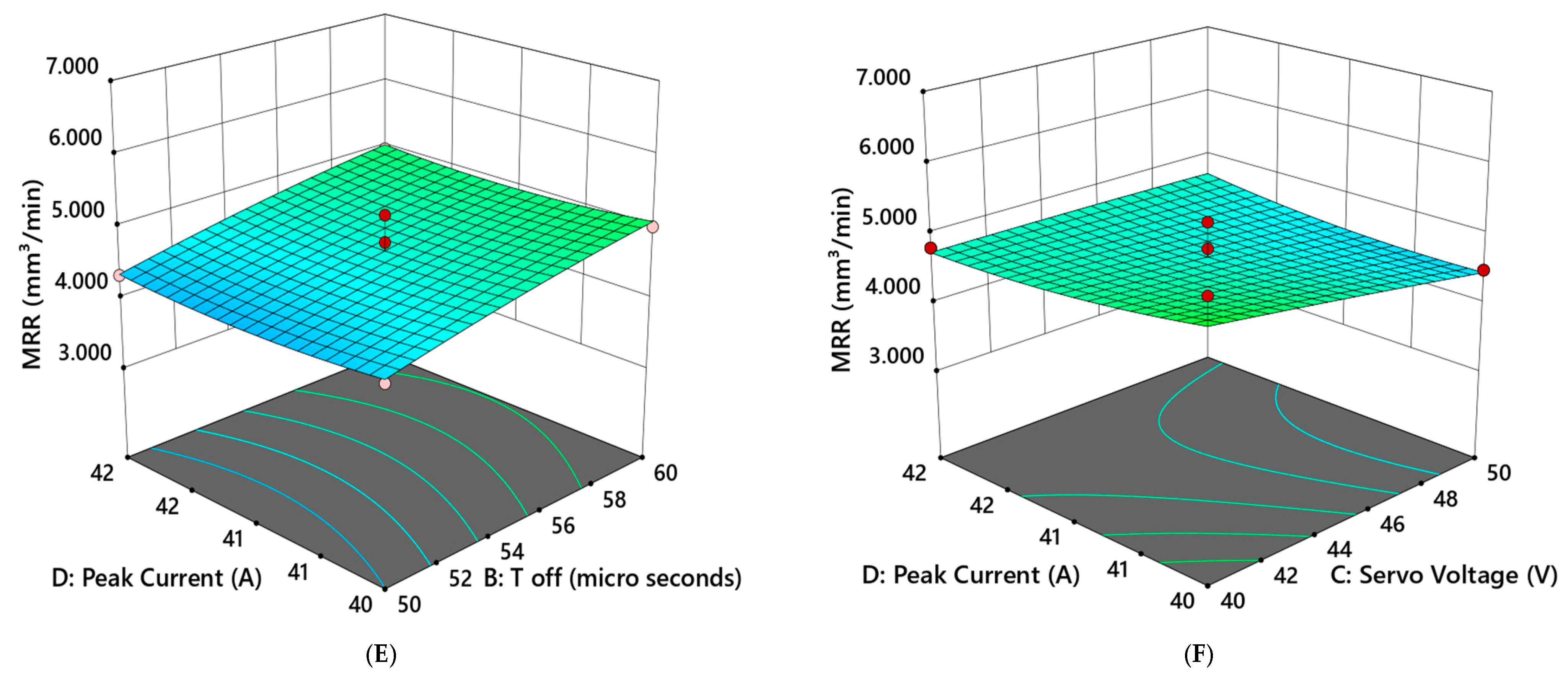
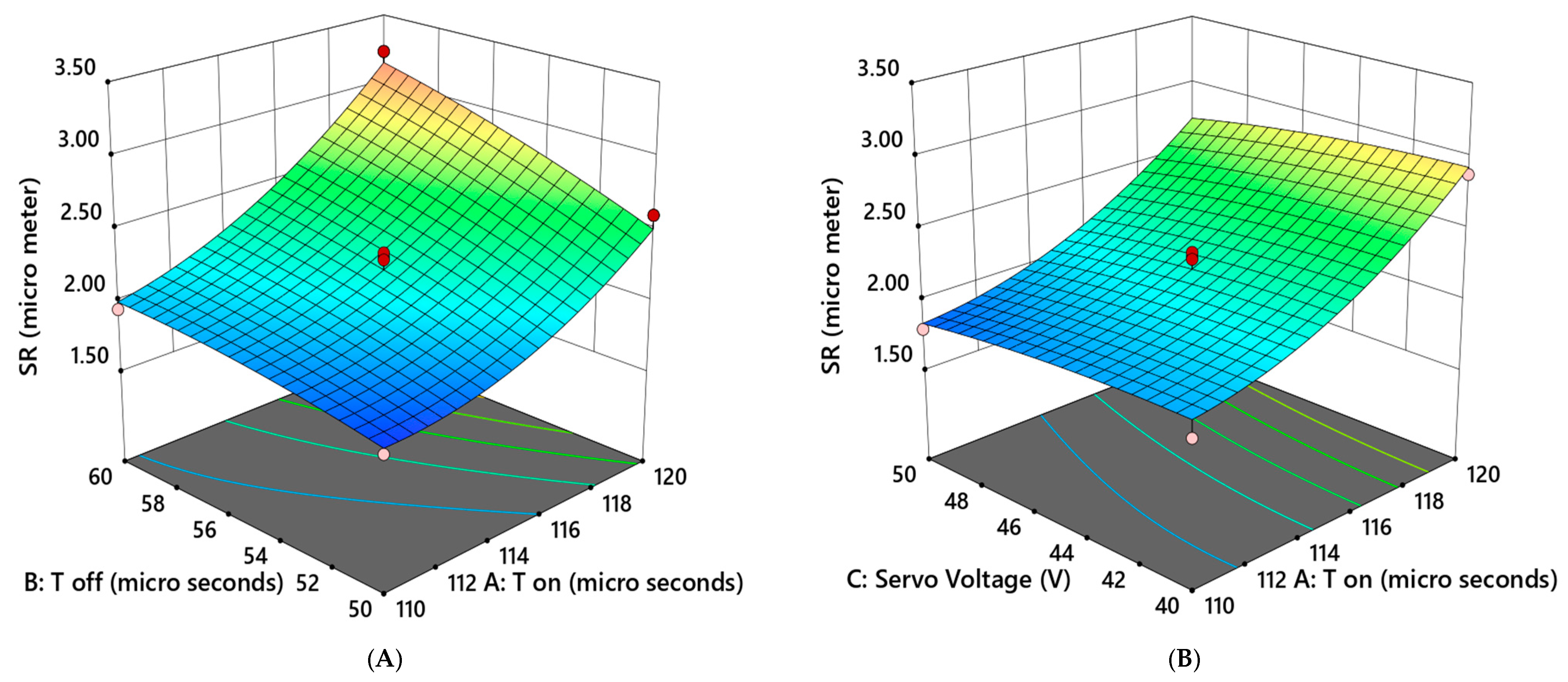
3.1.3. 3D Response Surface Plot
3.2. Multi-Objective Optimization Using Nondominated Sorting Generic Algorithm II (NSGA II)
- Step 1: On the basis of the maximum and minimum values of the input parameters, initialize the population (N);
- Step 2: Determine the fitness functions for every individual, including MRR and surface roughness;
- Step 3: Sort the initialized population using nondominated criteria;
- Step 4: Choose the individuals on the basis of crowding distance and ranking, and then produce offspring via crossover operations with a factor of 0.95 and mutation operations with a factor of 0.01;
- Step 5: Add the populations of the parents and offspring together, and determine who belongs in the next generation according to ranking and crowding distance;
- Step 6: If the maximum generation (500) has been achieved, stop; if not, return to Step 4.
4. Optimization Validation
5. Conclusions
- This study provides valuable insights into the optimization of the WEDM process for biocompatible titanium alloy Ti6Al4V.
- The nonlinear behavior in the responses of MRR and SR in the WEDM of Ti6Al4V alloy was found to be suitable for modeling, characterized by a quadratic model.
- The models developed for MRR and SR were adequate with a high F-value and reasonably decent association with the trial results (R2 of 96.87% for MRR and 95.42% for SR).
- The pulse active (Ton) time was identified as the most influential WEDM parameter with respect to MRR and SR, achieving a maximum percentage, followed by pulse inactive time (Toff).
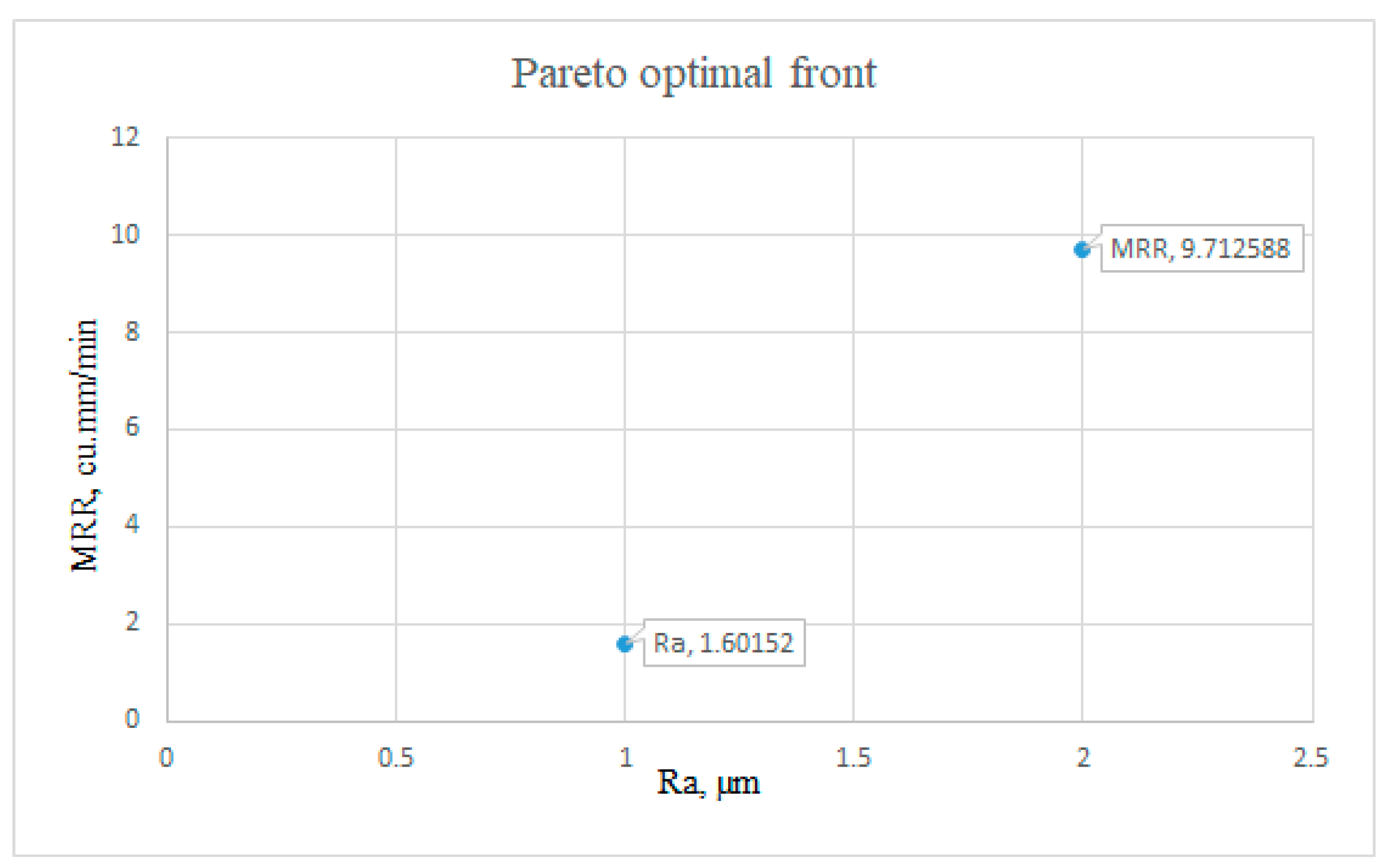
- The NSGA II optimization technique proved to be a more effective method for optimizing multiple objectives, and the NSGA II technique provided pareto optimal solutions that offered most favorable balance between surface characteristics and material removal rate.
- The best process variables obtained using the optimization technique NSGA II were a Ton of 120 µs, Toff of 57 µs, servo voltage of 50 V, and peak current of 40 A.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gogolewski, D.; Kozior, T.; Zmarzły, P.; Mathia, T.G. Morphology of Models Manufactured by SLM Technology and the Ti6Al4V Titanium Alloy Designed for Medical Applications. Materials 2021, 14, 6249. [Google Scholar] [CrossRef] [PubMed]
- Meto, A.; Conserva, E.; Liccardi, F.; Colombari, B.; Consolo, U.; Blasi, E. Differential efficacy of two dental implant decontamination techniques in reducing microbial biofilm and re-growth onto titanium disks in vitro. Appl. Sci. 2019, 9, 3191. [Google Scholar] [CrossRef]
- Jhong, Y.T.; Chao, C.Y.; Hung, W.C.; Du, J.K. Effects of Various Polishing Techniques on the Surface Characteristics of the Ti-6Al-4V Alloy and on Bacterial Adhesion. Coatings 2020, 10, 1057. [Google Scholar] [CrossRef]
- Li, S.; Zhang, D.; Liu, C.; Shao, Z.; Ren, L. Influence of dynamic angles and cutting strain on chip morphology and cutting forces during titanium alloy Ti-6Al-4 V vibration-assisted drilling. J. Mater. Process. Technol. 2021, 288, 116898. [Google Scholar] [CrossRef]
- Lui, E.W.; Medvedev, A.E.; Edwards, D.; Qian, M.; Leary, M.; Brandt, M. Microstructure modification of additive manufactured Ti-6Al-4V plates for improved ballistic performance properties. J. Mater. Process. Technol. 2021, 301, 117436. [Google Scholar] [CrossRef]
- Liu, C.; Liu, D.; Zhang, X.; Yu, S.; Zhao, W. Effect of the ultrasonic surface rolling process on the fretting fatigue behavior of Ti-6Al-4V alloy. Materials 2017, 10, 833. [Google Scholar] [CrossRef]
- Gurrappa, I. Characterization of titanium alloy Ti-6Al-4V for chemical, marine and industrial applications. Mater. Charact. 2003, 51, 131–139. [Google Scholar] [CrossRef]
- Wang, C.P.; Wang, H.Z.; Ruan, G.L.; Wang, S.H.; Xiao, Y.X.; Jiang, L.D. Applications and prospects of titanium and its alloys in seawater desalination industry. IOP Conf. Ser. Mater. Sci. Eng. 2019, 688, 33036. [Google Scholar] [CrossRef]
- Benea, L.; Simionescu-Bogatu, N. Reactivity and Corrosion Behaviors of Ti6Al4V Alloy Implant Biomaterial under Metabolic Perturbation Conditions in Physiological Solutions. Materials 2021, 14, 7404. [Google Scholar] [CrossRef]
- Swain, S.; Kumar, R.; Panigrahi, I.; Sahoo, A.K.; Panda, A. Machinability performance investigation in CNC turning of Ti–6Al–4V alloy: Dry versus iron-aluminium oil coupled MQL machining comparison. Int. J. Lightweight Mater. Manuf. 2022, 5, 496–509. [Google Scholar] [CrossRef]
- Pervaiz, S.; Deiab, I.; Rashid, A.; Nicolescu, C.M. Experimental and Numerical Investigation of Ti6Al4V Alloy machinability using TiAlN Coated Tools. Trans. North Am. Manuf. Res. Inst. SME 2014, 42. [Google Scholar]
- García-Martínez, E.; Miguel, V.; Martínez-Martínez, A.; Manjabacas, M.C.; Coello, J. Sustainable Lubrication Methods for the Machining of Titanium Alloys: An Overview. Materials 2019, 12, 3852. [Google Scholar] [CrossRef] [PubMed]
- Karmiris-Obratański, P.; Papazoglou, E.L.; Leszczyńska-Madej, B.; Zagórski, K.; Markopoulos, A.P. A Comprehensive Study on Processing Ti–6Al–4V ELI with High Power EDM. Materials 2021, 14, 303. [Google Scholar] [CrossRef] [PubMed]
- Kumar, R.; Roy, S.; Gunjan, P.; Sahoo, A.; Sarkar, D.D.; Das, R.K. Analysis of MRR and Surface Roughness in Machining Ti-6Al-4V ELI Titanium Alloy Using EDM Process. Procedia Manuf. 2018, 20, 358–364. [Google Scholar] [CrossRef]
- Hareesh, K.; Nalina Pramod, K.V.; Linu Husain, N.K.; Binoy, K.B.; Dipin Kumar, R.; Sreejith, N.K. Influence of process parameters of wire EDM on surface finish of Ti6Al4V. Mater. Today Proc. 2021, 47, 5017–5023. [Google Scholar] [CrossRef]
- Rathi, P.; Ghiya, R.; Shah, H.; Srivastava, P.; Patel, S.; Chaudhari, R.; Vora, J. Multi-response optimization of Ni55. 8Ti shape memory alloy using taguchi–grey relational analysis approach. In Proceedings of the Recent Advances in Mechanical Infrastructure: Proceedings of the ICRAM 2019, Ahmedabad, India, 20–21 April 2019; Springer: Singapore, 2019; pp. 13–23. [Google Scholar]
- Chaudhari, R.; Ayesta, I.; Doshi, M.; Khanna, S.; Patel, V.K.; Vora, J.; De Lacalle, L.N.L. Effect of Multi-walled carbon nanotubes on the performance evaluation of Nickel-based super-alloy–Udimet 720 machined using WEDM process. Int. J. Adv. Manuf. Technol. 2022, 123, 2087–2105. [Google Scholar] [CrossRef]
- Devarasiddappa, D.; Chandrasekaran, M.; Arunachalam, R. Experimental investigation and parametric optimization for minimizing surface roughness during WEDM of Ti6Al4V alloy using modified TLBO algorithm. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 128. [Google Scholar] [CrossRef]
- Farooq, M.U.; Ali, M.A.; He, Y.; Khan, A.M.; Pruncu, C.I.; Kashif, M.; Ahmed, N.; Asif, N. Curved profiles machining of Ti6Al4V alloy through WEDM: Investigations on geometrical errors. J. Mater. Res. Technol. 2020, 9, 16186–16201. [Google Scholar] [CrossRef]
- Vora, J.; Prajapati, N.; Patel, S.; Sheth, S.; Patel, A.; Khanna, S.; Ayesta, I.; de Lacalle, L.L.; Chaudhari, R. Multi-response optimization and effect of alumina mixed with dielectric fluid on WEDM process of Ti6Al4V. In Recent Advances in Mechanical Infrastructure: Proceedings of the ICRAM 2021; Springer: Singapore, 2022; pp. 277–287. [Google Scholar]
- Lin, M.; Tsao, C.; Huang, H.; Wu, C.; Hsu, C. Use of the grey-Taguchi method to optimise the micro-electrical discharge machining (micro-EDM) of Ti-6Al-4V alloy. Int. J. Comput. Integr. Manuf. 2015, 28, 569–576. [Google Scholar] [CrossRef]
- Priyadarshini, M.; Pal, K. Multi-objective optimisation of EDM process using hybrid Taguchi-based methodologies for Ti-6Al-4V alloy. Int. J. Manuf. Res. 2016, 11, 144–166. [Google Scholar] [CrossRef]
- Gupta, N.K.; Pandey, p.; Mehta, S.; Swati, S.; Mishra, S.K.; Tom, K.J. Characterization of ABS Material in Hybrid Composites: A Review. In Advances in Engineering Design Lecture Notes in Mechanical Engineering; Prasad, A., Gupta, S., Tyagi, R., Eds.; Springer: Singapore, 2019. [Google Scholar]
- Mouralova, K.; Kovar, J.; Karpisek, Z.; Kousa, P. Optimization Machining of Titanium Alloy Ti-6Al-4V by WEDM with Emphasis on the Quality of the Machined Surface. J. Manuf. Technol. 2016, 16, 1326–1331. [Google Scholar] [CrossRef]
- Pramanik, A.; Basak, A.K. Effect of wire electric discharge machining (EDM) parameters on fatigue life of Ti-6Al-4V alloy. Int. J. Fatigue 2019, 128, 105186. [Google Scholar] [CrossRef]
- Bisaria, H.; Shandilya, P. Experimental studies on electrical discharge wire cutting of Ni-rich NiTi shape memory alloy. Mater. Manuf. Process. 2018, 33, 977–985. [Google Scholar] [CrossRef]
- Chaudhari, R.; Vora, J.; Parikh, D.M. Multi-response Optimization of WEDM Parameters Using an Integrated Approach of RSM–GRA Analysis for Pure Titanium. J. Inst. Eng. India Ser. D 2020, 101, 117–126. [Google Scholar] [CrossRef]
- Thangaraj, M.; Annamalai, R.; Moiduddin, K.; Alkindi, M.; Ramalingam, S.; Alghamdi, O. Enhancing the Surface Quality of Micro Titanium Alloy Specimen in WEDM Process by Adopting TGRA-Based Optimization. Materials 2020, 13, 1440. [Google Scholar] [CrossRef]
- Sheth, M.; Gajjar, K.; Jain, A.; Shah, V.; Patel, H.; Chaudhari, R.; Vora, J. Multi-objective optimization of inconel 718 using Combined approach of taguchi—Grey relational analysis. In Advances in Mechanical Engineering; Springer: Singapore, 2021; pp. 229–235. [Google Scholar]
- Alam, M.N.; Siddiquee, A.N.; Khan, Z.A.; Khan, N.Z. A comprehensive review on wire EDM performance evaluation. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2022, 236, 1724–1746. [Google Scholar] [CrossRef]
- Patel, S.; Fuse, K.; Gangvekar, K.; Badheka, V. Multi-response optimization of dissimilar Al-Ti alloy FSW using Taguchi-Grey relational analysis. In Key Engineering Materials; Trans Tech Publications Ltd.: Bäch, Switzerland, 2020. [Google Scholar]
- Chaudhari, R.; Vora, J.J.; Prabu, S.M.; Palani, I.; Patel, V.K.; Parikh, D. Pareto optimization of WEDM process parameters for machining a NiTi shape memory alloy using a combined approach of RSM and heat transfer search algorithm. Adv. Manuf. 2019, 9, 64–80. [Google Scholar] [CrossRef]
- Vora, J.; Patel, V.K.; Srinivasan, S.; Chaudhari, R.; Pimenov, D.Y.; Giasin, K.; Sharma, S. Optimization of Activated Tungsten Inert Gas Welding Process Parameters Using Heat Transfer Search Algorithm: With Experimental Validation Using Case Studies. Metals 2021, 11, 981. [Google Scholar] [CrossRef]
- Chaudhari, R.; Khanna, S.; Vora, J.; Patel, V.K.; Paneliya, S.; Pimenov, D.Y.; Wojciechowski, S. Experimental investigations and optimization of MWCNTs-mixed WEDM process parameters of nitinol shape memory alloy. J. Mater. Res. Technol. 2021, 15, 2152–2169. [Google Scholar] [CrossRef]
- Nain, S.S.; Garg, D.; Kumar, S. Investigation for obtaining the optimal solution for improving the performance of WEDM of super alloy Udimet-L605 using particle swarm optimization. Eng. Sci. Technol. Int. J. 2018, 21, 261–273. [Google Scholar] [CrossRef]
- Sharma, N.; Khanna, R.; Gupta, R.D. WEDM process variables investigation for HSLA by response surface methodology and genetic algorithm. Eng. Sci. Technol. Int. J. 2015, 18, 171–177. [Google Scholar] [CrossRef]
- Phate, M.R.; Toney, S.B. Modeling and prediction of WEDM performance parameters for Al/SiCp MMC using dimensional analysis and artificial neural network. Eng. Sci. Technol. Int. J. 2019, 22, 468–476. [Google Scholar] [CrossRef]
- Deb, K.; Member, A.; Pratap, A.; Agarwal, S.; Meyarivan, T. A Fast and Elitist Multiobjective Genetic Algorithm: NSGA-II. IEEE Trans. Evol. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef]
- Khullar, V.R.; Sharma, N.; Kishore, S.; Sharma, R. RSM- and NSGA-II-Based Multiple Performance Characteristics Optimization of EDM Parameters for AISI 5160. Arab. J. Sci. Eng. 2017, 42, 1917–1928. [Google Scholar] [CrossRef]
- Kumar, K.; Agarwal, S. Multi-objective parametric optimization on machining with wire electric discharge machining. Int. J. Adv. Manuf. Technol. 2012, 62, 617–633. [Google Scholar] [CrossRef]
- Krishnan, S.A.; Samuel, G.L. Multi-objective optimization of material removal rate and surface roughness in wire electrical discharge turning. Int. J. Adv. Manuf. Technol. 2012, 67, 2021–2032. [Google Scholar] [CrossRef]
- Golshan, A.; Gohari, S.; Ayob, A. Modeling and optimization of cylindrical wire electro discharge machining of AISI D3 tool steel using non-dominated sorting genetic algorithm. In Proceedings of the 2011 International Conference on Graphic and Image Processing, Cairo, Egypt, 1–2 October 2011. [Google Scholar]
- Bezerra, M.A.; Santelli, R.E.; Oliveira, E.P.; Villar, L.S.; Escaleira, L.A. Response surface methodology (RSM) as a tool for optimization in analytical chemistry. Talanta 2008, 76, 965–977. [Google Scholar] [CrossRef]
- Maruyama, S.A.; Palombini, S.V.; Claus, T.; Carbonera, F.; Montanher, P.F.; de Souza, N.E.; Visentainer, J.V.; Gomes, S.T.M.; Matsushita, M. Application of Box-Behnken design to the study of fatty acids and antioxidant activity from enriched white bread. J. Braz. Chem. Soc. 2013, 24, 1520–1529. [Google Scholar] [CrossRef]
- Ahmad, A.; Alkharfy, K.M.; Wani, T.A.; Raish, M. Application of Box-Behnken design for ultrasonic-assisted extraction of polysaccharides from Paeonia emodi. Int. J. Biol. Macromol. 2015, 72, 990–997. [Google Scholar] [CrossRef]
- Zhang, G.; Li, W.; Zhang, Y.; Huang, Y.; Zhang, Z.; Chen, Z. Analysis and reduction of process energy consumption and thermal deformation in a micro-structure wire electrode electric discharge machining thin-wall component. J. Clean. Prod. 2020, 244, 18763. [Google Scholar] [CrossRef]
- Chen, Z.; Zhou, H.; Wu, C.; Zhang, G.; Yan, H. A New Wire Electrode for Improving the Machining Characteristics of High-Volume Fraction SiCp/Al Composite in WEDM. Materials 2022, 15, 4098. [Google Scholar] [CrossRef] [PubMed]
- Chen, F.; Peng, J.; Lei, D.; Liu, J.; Zhao, G. Optimization of genistein solubilization by κ-carrageenan hydrogel using response surface methodology. Food Sci. Hum. Wellness 2013, 2, 124–131. [Google Scholar] [CrossRef]
- Ilavenil, K.K.; Pandian, P.; Kasthuri, A. Adsorption study of removal of lead ions using Prosopis juliflora and prediction by artificial neural network modeling. Mater. Today Proc. 2023, 72, 2344–2350. [Google Scholar] [CrossRef]
- Morelli, L.L.; Prado, M.A. Extraction optimization for antioxidant phenolic compounds in red grape jam using ultrasound with a response surface methodology. Ultrason. Sonochem. 2012, 19, 1144–1149. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ti | Al | V | Fe | O |
|---|---|---|---|---|---|
| Weight (%) | ~90 | ~6 | ~4 | Max 0.25 | Max 0.2 |
| Parameters and Their Levels | −1 Level | +1 Level |
|---|---|---|
| Pulse active (Ton) time (µs) | 110 | 120 |
| Pulse inactive (Toff) time (µs) | 50 | 60 |
| Servo voltage (SV) (V) | 40 | 50 |
| Peak amplitude of current (PC) (A) | 40 | 42 |
| Expt No. | Input Parameters | Responses | ||||
|---|---|---|---|---|---|---|
| A—Ton (µs) | B—Toff (µs) | C—SV (V) | D—PC (A) | MRR (mm3/min) | SR (µm) | |
| 1. | 115 | 60 | 45 | 40 | 5.011 | 2.48 |
| 2. | 110 | 55 | 45 | 40 | 3.849 | 1.92 |
| 3. | 115 | 55 | 50 | 42 | 4.41 | 2.30 |
| 4. | 110 | 55 | 50 | 41 | 3.957 | 1.79 |
| 5. | 115 | 50 | 40 | 41 | 4.103 | 2.09 |
| 6. | 120 | 55 | 45 | 40 | 6.423 | 2.98 |
| 7. | 120 | 55 | 40 | 41 | 6.345 | 2.88 |
| 8. | 115 | 55 | 45 | 41 | 4.51 | 2.29 |
| 9. | 115 | 55 | 45 | 41 | 4.423 | 2.13 |
| 10. | 120 | 55 | 45 | 42 | 5.873 | 2.77 |
| 11. | 115 | 55 | 50 | 40 | 4.484 | 2.00 |
| 12. | 115 | 55 | 45 | 41 | 4.429 | 2.04 |
| 13. | 115 | 50 | 45 | 42 | 4.327 | 1.85 |
| 14. | 115 | 55 | 45 | 41 | 5.173 | 2.34 |
| 15. | 115 | 60 | 45 | 42 | 4.956 | 2.42 |
| 16. | 115 | 55 | 45 | 41 | 4.792 | 2.31 |
| 17. | 120 | 55 | 50 | 40 | 6.145 | 2.88 |
| 18. | 115 | 60 | 40 | 40 | 5.446 | 2.57 |
| 19. | 115 | 55 | 40 | 42 | 4.805 | 2.25 |
| 20. | 115 | 50 | 45 | 40 | 4.36 | 2.11 |
| 21. | 115 | 55 | 40 | 40 | 5.512 | 2.60 |
| 22. | 115 | 50 | 50 | 41 | 4.209 | 1.85 |
| 23. | 120 | 60 | 45 | 41 | 6.639 | 3.23 |
| 24. | 110 | 55 | 40 | 41 | 4.087 | 1.84 |
| 25. | 110 | 60 | 45 | 41 | 4.041 | 1.94 |
| 26. | 110 | 55 | 45 | 42 | 4.808 | 2.38 |
| 27. | 110 | 50 | 45 | 41 | 3.916 | 1.75 |
| 28. | 120 | 50 | 45 | 41 | 5.838 | 2.60 |
| 29. | 115 | 60 | 50 | 41 | 5.006 | 2.35 |
| Source | Sum of Squares | Df | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 17.75 | 14 | 1.27 | 18.5 | <0.0001 |
| A—Ton | 11.88 | 1 | 11.88 | 173.37 | <0.0001 |
| B—Toff | 1.42 | 1 | 1.42 | 20.68 | 0.0005 |
| C—SV | 0.3557 | 1 | 0.3557 | 5.19 | 0.0589 |
| D—PC | 0.004 | 1 | 0.004 | 0.0588 | 0.8119 |
| AB | 0.0888 | 1 | 0.0888 | 1.3 | 0.274 |
| AC | 0.0181 | 1 | 0.0181 | 0.264 | 0.6154 |
| AD | 0.5798 | 1 | 0.5798 | 8.46 | 0.0114 |
| BC | 0.0076 | 1 | 0.0076 | 0.1108 | 0.7441 |
| BD | 0.001 | 1 | 0.001 | 0.0148 | 0.905 |
| CD | 0.0911 | 1 | 0.0911 | 1.33 | 0.2681 |
| A2 | 1.34 | 1 | 1.34 | 19.61 | 0.0006 |
| B2 | 0.0251 | 1 | 0.0251 | 0.3664 | 0.5546 |
| C2 | 0.0026 | 1 | 0.0026 | 0.0379 | 0.8484 |
| D2 | 0.0929 | 1 | 0.0929 | 1.36 | 0.2636 |
| Residual | 0.9591 | 14 | 0.0685 | ||
| Lack of fit | 0.6636 | 10 | 0.0664 | 0.8983 | 0.5972 |
| Pure error | 0.2955 | 4 | 0.0739 | ||
| Cor total | 18.71 | 28 |
| Source | Sum of Squares | Df | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 3.93 | 14 | 0.2806 | 10.02 | <0.0001 |
| A—Ton | 2.26 | 1 | 2.26 | 80.8 | <0.0001 |
| B—Toff | 0.6684 | 1 | 0.6684 | 23.86 | 0.0002 |
| C—SV | 0.0564 | 1 | 0.0564 | 2.01 | 0.1777 |
| D—PC | 0.0256 | 1 | 0.0256 | 0.9138 | 0.3553 |
| AB | 0.0156 | 1 | 0.0156 | 0.5579 | 0.4675 |
| AC | 0.042 | 1 | 0.042 | 1.5 | 0.2409 |
| AD | 0.0465 | 1 | 0.0465 | 1.66 | 0.2183 |
| BC | 0.0344 | 1 | 0.0344 | 1.23 | 0.2866 |
| BD | 0.0136 | 1 | 0.0136 | 0.4866 | 0.4969 |
| CD | 0.0494 | 1 | 0.0494 | 1.76 | 0.2054 |
| A2 | 0.3023 | 1 | 0.3023 | 10.79 | 0.0054 |
| B2 | 0.0066 | 1 | 0.0066 | 0.2349 | 0.6354 |
| C2 | 0.041 | 1 | 0.041 | 1.46 | 0.2464 |
| D2 | 0.0076 | 1 | 0.0076 | 0.2706 | 0.6111 |
| Residual | 0.3921 | 14 | 0.028 | ||
| Lack of fit | 0.2206 | 10 | 0.0221 | 0.5147 | 0.8203 |
| Pure error | 0.1715 | 4 | 0.0429 | ||
| Cor total | 4.32 | 28 |
| S. No. | Ton | Toff | Servo Voltage | Peak Current | MRR | SR |
|---|---|---|---|---|---|---|
| 1. | 120 | 59 | 50 | 40 | 8.995111 | 1.789038 |
| 2. | 120 | 57 | 50 | 40 | 9.712588 | 1.60152 |
| 3. | 120 | 57 | 50 | 40 | 9.630805 | 1.608884 |
| 4. | 120 | 60 | 50 | 40 | 8.612424 | 1.987299 |
| 5. | 120 | 60 | 50 | 40 | 8.573463 | 1.99937 |
| 6. | 120 | 58 | 50 | 40 | 9.160236 | 1.714015 |
| 7. | 120 | 57 | 50 | 40 | 9.553325 | 1.61439 |
| 8. | 120 | 58 | 50 | 40 | 9.085653 | 1.746697 |
| 9. | 120 | 57 | 50 | 40 | 9.643118 | 1.60284 |
| 10. | 120 | 59 | 50 | 40 | 9.037575 | 1.77747 |
| 11. | 120 | 60 | 50 | 40 | 8.686113 | 1.954955 |
| 12. | 120 | 60 | 50 | 40 | 8.463633 | 2.066013 |
| 13. | 120 | 59 | 50 | 40 | 8.835108 | 1.866152 |
| 14. | 120 | 60 | 50 | 40 | 8.488892 | 2.045831 |
| 15. | 120 | 58 | 50 | 40 | 9.323258 | 1.665676 |
| 16. | 120 | 59 | 50 | 40 | 8.7235 | 1.911485 |
| 17. | 120 | 57 | 50 | 40 | 9.479039 | 1.623467 |
| 18. | 120 | 59 | 50 | 40 | 8.791831 | 1.87836 |
| 19. | 120 | 59 | 50 | 40 | 8.694218 | 1.928456 |
| 20. | 120 | 59 | 50 | 40 | 9.040872 | 1.76309 |
| 21. | 120 | 60 | 50 | 40 | 8.508329 | 2.03119 |
| 22. | 120 | 58 | 50 | 40 | 9.403723 | 1.647672 |
| 23. | 120 | 60 | 50 | 40 | 8.43774 | 2.074575 |
| Input Parameters | Responses | |||||
|---|---|---|---|---|---|---|
| Ton | Toff | Servo Voltage | Peak Current | MRR | SR | |
| 120 | 57 | 50 | 40 | NSGA-II | 9.712 | 1.60 |
| Experiment | 9.609 | 1.62 | ||||
| % Deviation | 1.06% | 1.54% | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nagadeepan, A.; Jayaprakash, G.; Senthilkumar, V. Advanced Optimization of Surface Characteristics and Material Removal Rate for Biocompatible Ti6Al4V Using WEDM Process with BBD and NSGA II. Materials 2023, 16, 4915. https://doi.org/10.3390/ma16144915
Nagadeepan A, Jayaprakash G, Senthilkumar V. Advanced Optimization of Surface Characteristics and Material Removal Rate for Biocompatible Ti6Al4V Using WEDM Process with BBD and NSGA II. Materials. 2023; 16(14):4915. https://doi.org/10.3390/ma16144915
Chicago/Turabian StyleNagadeepan, Anbazhagan, Govindarajalu Jayaprakash, and Vagheesan Senthilkumar. 2023. "Advanced Optimization of Surface Characteristics and Material Removal Rate for Biocompatible Ti6Al4V Using WEDM Process with BBD and NSGA II" Materials 16, no. 14: 4915. https://doi.org/10.3390/ma16144915
APA StyleNagadeepan, A., Jayaprakash, G., & Senthilkumar, V. (2023). Advanced Optimization of Surface Characteristics and Material Removal Rate for Biocompatible Ti6Al4V Using WEDM Process with BBD and NSGA II. Materials, 16(14), 4915. https://doi.org/10.3390/ma16144915