1. Introduction
Tool steels are high-tech iron-based materials that combine high hardness, high wear resistance and acceptable toughness, as well as thermal stability in the case of hot-work tools steels and high-speed steels. In the latter type, the combination of high hardness and thermal stability is achieved via specific heat treatment, which comprises austenitizing at a temperature close to 1200 °C, depending on the steel grade, quenching by oil or inert gas, and multiple (usually triple or quadruple) tempering at approx. 550 °C. The mechanism of the process is based mostly on different thermal stability of carbides and the behavior of the retained austenite [
1,
2,
3]. Carbides in these steel grades can be divided into two main groups based on their thermal stability. Carbides with lower thermodynamic stability are M
3C (M = Mn, Fe, Cr), M
7C
3 (M = Cr, Mn), M
23C
6 (M = Cr) and M
2C (M = W, Mo). These carbides are characterized by lower melting points, reaching a maximum temperature of 1500 °C, and easier dissolution in austenite during austenitizing. Carbides with high thermodynamic stability have high melting points (even above 2000 °C), usually crystallize as a primary phase and are almost stable under the conditions of austenitizing. These carbides are MC (M = Ti, V, Nb), M
6C (M = W, Mo, Fe) and M
4C
3 (M = V) [
4,
5,
6].
During the secondary hardening procedure, the applied austenitizing temperature (see above) is high enough to dissolve a significant portion of M
2C and M
7C
3 carbides and a low portion of MC carbides. They saturate austenite via carbon and carbide-forming elements, especially chromium, molybdenum and a lower amount of vanadium. Subsequent quenching, usually by oil or pressurized inert gas, does not allow the formation of any carbides and, hence, martensite supersaturated by these elements is obtained. Moreover, a high amount of retained austenite is formed due to the high carbon content in austenite prior to quenching. Tempering of such alloys is carried out at a high temperature, usually around 550 °C. At this temperature, precipitation of fine carbides, mostly M
6C, MC or M
2C types, occurs [
7,
8]. In higher-chromium steels, chromium-based M
7C
3 or M
23C
6 carbides could precipitate [
9]. Due to related changes in austenite composition, i.e., a decrease in carbon content in austenite, which causes an increase in the “martensite start” and “martensite finish” temperatures, the retained austenite transforms to martensite upon cooling from the tempering temperature. Therefore, the tempering step is carried out three to four times in order to ensure the tempering of all additionally formed martensite in order to minimize the residual stresses and corresponding brittleness [
10,
11,
12,
13].
Even though these grades of tool steels are well-established materials, there is a continuous development of these materials. A big step forward is reached in the case of powder-metallurgy prepared using VANADIS grades of highly wear-resistant vanadium-alloyed tool steels [
14]. There have also been trials to introduce other carbide-forming metals to steel, especially niobium and titanium, which are industrially applied in stainless steel to bind excessive carbon. However, their applicability in tool steels is limited because the MC carbides of these elements tend to coarsen during conventional processing route [
15,
16,
17,
18]. The process using gas atomization and hot isostatic pressing has been found to be applicable even for higher contents of these elements. Recently, we developed Nb-alloyed cold-work tool steel, with a carbon content of 2.5 wt. %. Such content normally belongs to cast irons, but in this case, the majority of carbon is bound in carbides, and hence, the material behaves like a common tool steel during processing [
19]. In previous works [
19,
20], rapidly solidified powder of this steel, which was obtained via nitrogen gas atomization, was characterized and consolidated using hot isostatic pressing, and a heat treatment procedure was developed. It has been found that the optimal austenitizing temperature is 1100 °C because a lower temperature does not allow sufficient dissolution of carbides and, hence, the secondary hardening effect is lower, while higher temperatures cause excessive grain growth and coarsening of carbides. The precipitation of carbides during tempering at 550 °C was studied using SAED, and MC, M
2C and M
6C were found to be the major precipitating phases [
19].
Nowadays, additive manufacturing starts to play an important role in modern industry and is more and more often considered in tooling. An example of such a technology is directed energy deposition, which works based on the principle of sprinkling powder onto a material, where the powder is sintered by means of a laser beam. In addition to powder, wire can also be used as an input material. This technology is used for the production of new components and tools or for their repair. However, the success of applying additive manufacturing via this method is rather limited to lower-carbon steels, such as AISI H13 hot-work tool steel [
21]. In the case of high-carbon tool steels, there is a risk of serious problems, such as cracking. Therefore, this study tests the applicability of this additive manufacturing technology—directed energy deposition—on the structure and properties of the abovementioned high-carbon niobium-alloyed tool steel [
16,
22]. As a reference, spark plasma sintering was also applied.
2. Materials and Methods
In this work, the microstructure and mechanical properties of niobium-alloyed tool steel were determined. The chemical composition of niobium-alloyed tool steel was measured using an optical emission spectrometer, Magellan Q8 (Bruker, Billerica, MA, USA), and the results are presented in
Table 1. Two compaction technologies were used. The first technology was spark plasma sintering (SPS) using an HP D10 (FCT Systeme, Rauenstein, Germany) device. Sintering was carried out at 1000 °C for 10 min, using a pressure of 80 MPa and a heating rate of 300 K/min, while the sample cooled freely in the SPS device. The diameter of the sintered sample was 20 mm. The second technology was directed energy deposition (DED) technology. The deposition of niobium-alloyed tool steel was carried out using an InssTek MX-600 machine with the SDM800 module (the spot size of the laser was 800 μm, the layer height was 250 μm, and the hatch distance was 500 μm). The printing speed was 850 mm/min with a powder feed rate of 3 g/min. All samples were printed in the DMT mode (a mode for automatic laser power adjustment to maintain the layer height) with laser power ranging from 400 to 600 W.
After compaction, the samples were further heat-treated. During compaction using spark plasma sintering (SPS) or direct energy deposition (DED), soft annealing in an electric resistance furnace (Martinek, Kladno, Czech Republic) at 780 °C for 8 h was used; then, the samples were removed from the furnace to cool down and was placed inside for another 2 h at 680 °C. After that, austenitization at 1100 °C for 30 min and quenching in oil were carried out. The quenched samples were triple tempered at 550 °C for 1 h, followed by air cooling. As stated above, the heat treatment was optimized using HIP-consolidated samples recently [
19]. One sample in the printed state was subjected to heat treatment without soft annealing.
Because our experience has shown that X-ray diffraction analysis does not reveal carbides other than M
7C
3 in this alloy [
19], selective etching was used to highlight individual carbides according to the procedure described in [
23]. Etching to highlight MC-type carbides, i.e., mainly NbC carbides, was carried out electrolytically in 10 g of CrO
3 in 50 mL of water. Chemical etching in 2 g of KMnO
4, 2 g of NaOH, and 50 mL of water reveals carbides of the M
2C and M
6C types. Using the same solution and electrolytic etching, carbides M
2C, M
6C and M
7C
3 were revealed. From the selective carbide etching, the area fraction, carbide size, and Feret’s diameters were determined using the thresholding operations of the ImageJ software.
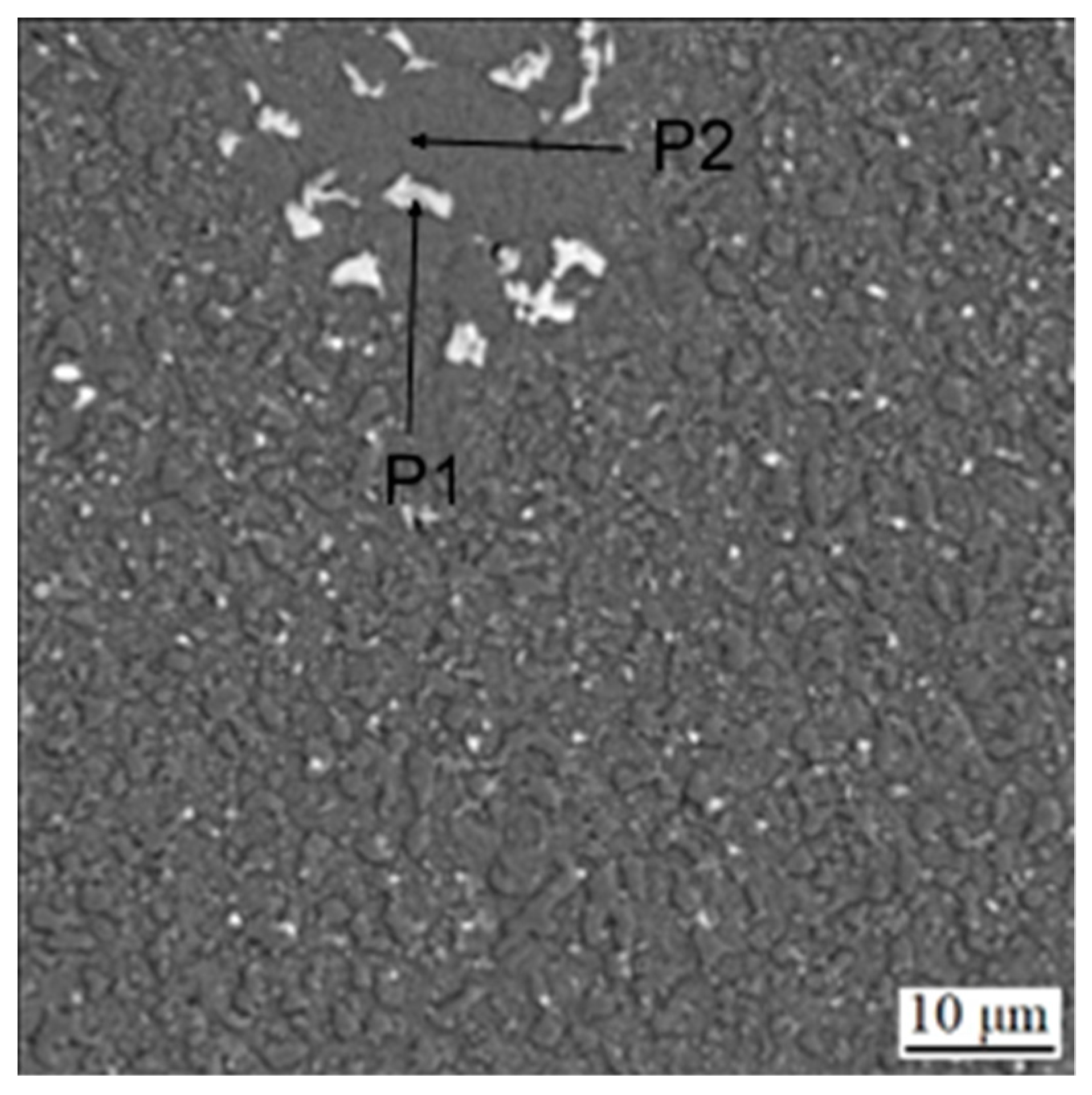
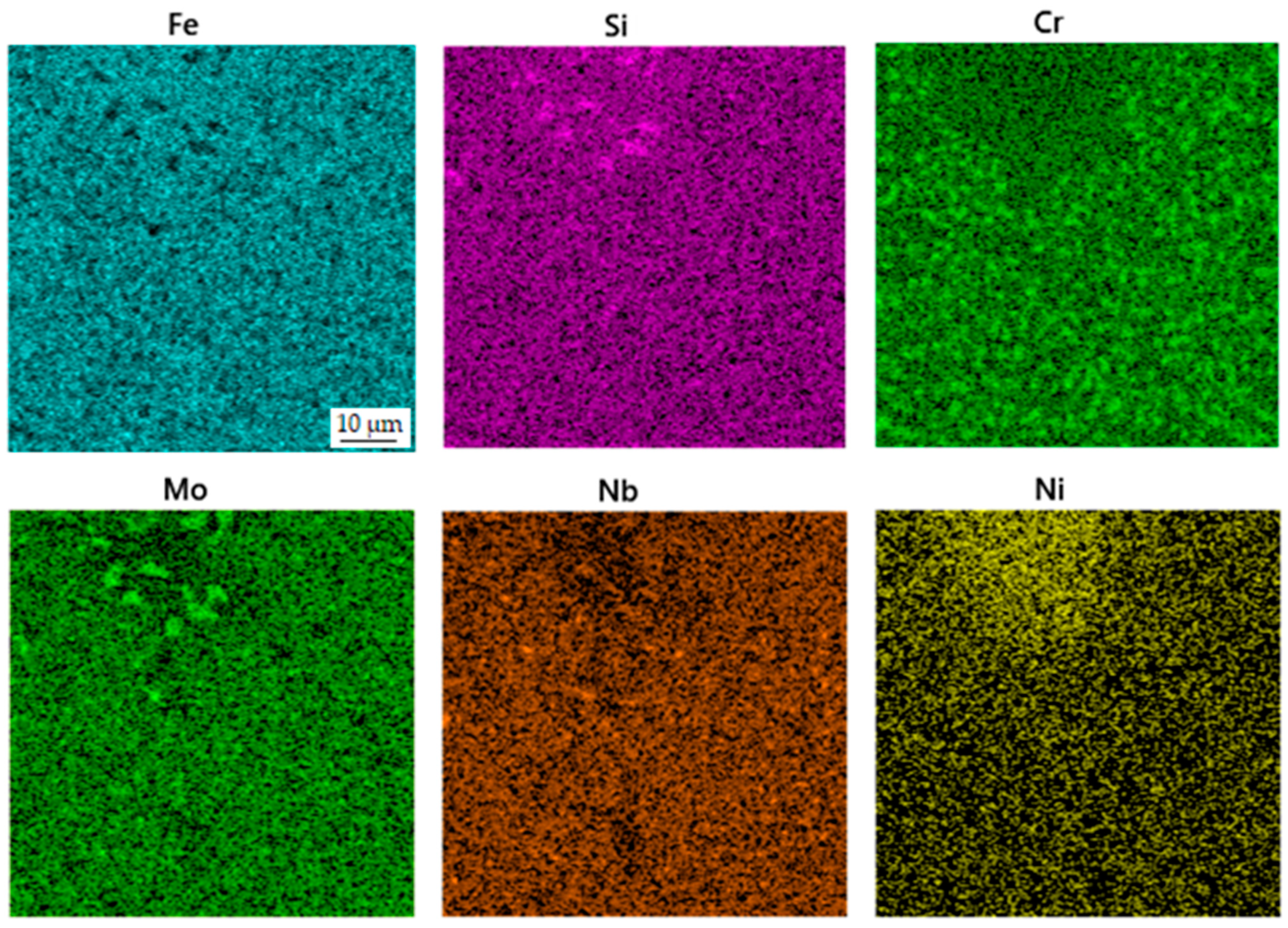
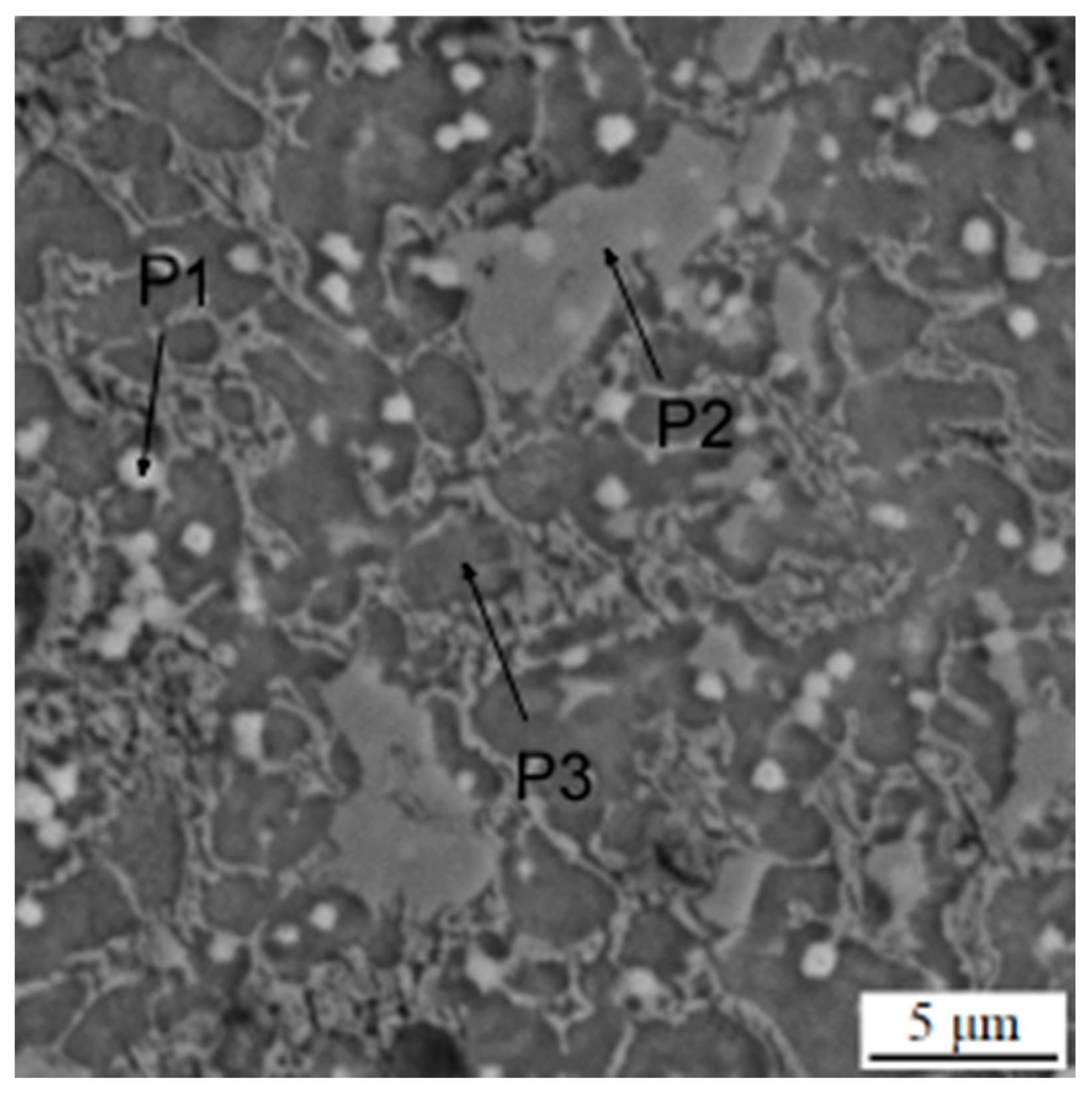
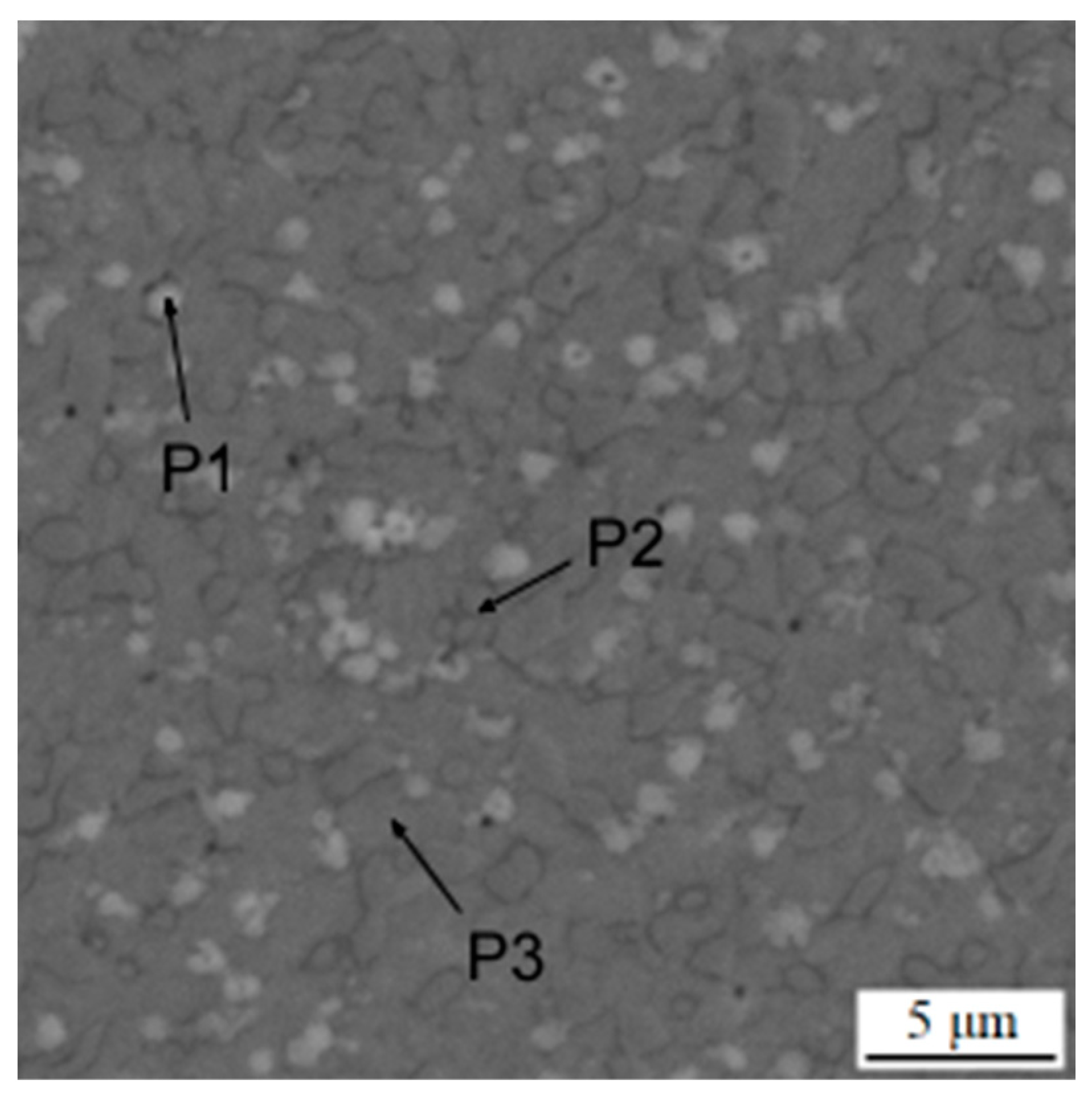
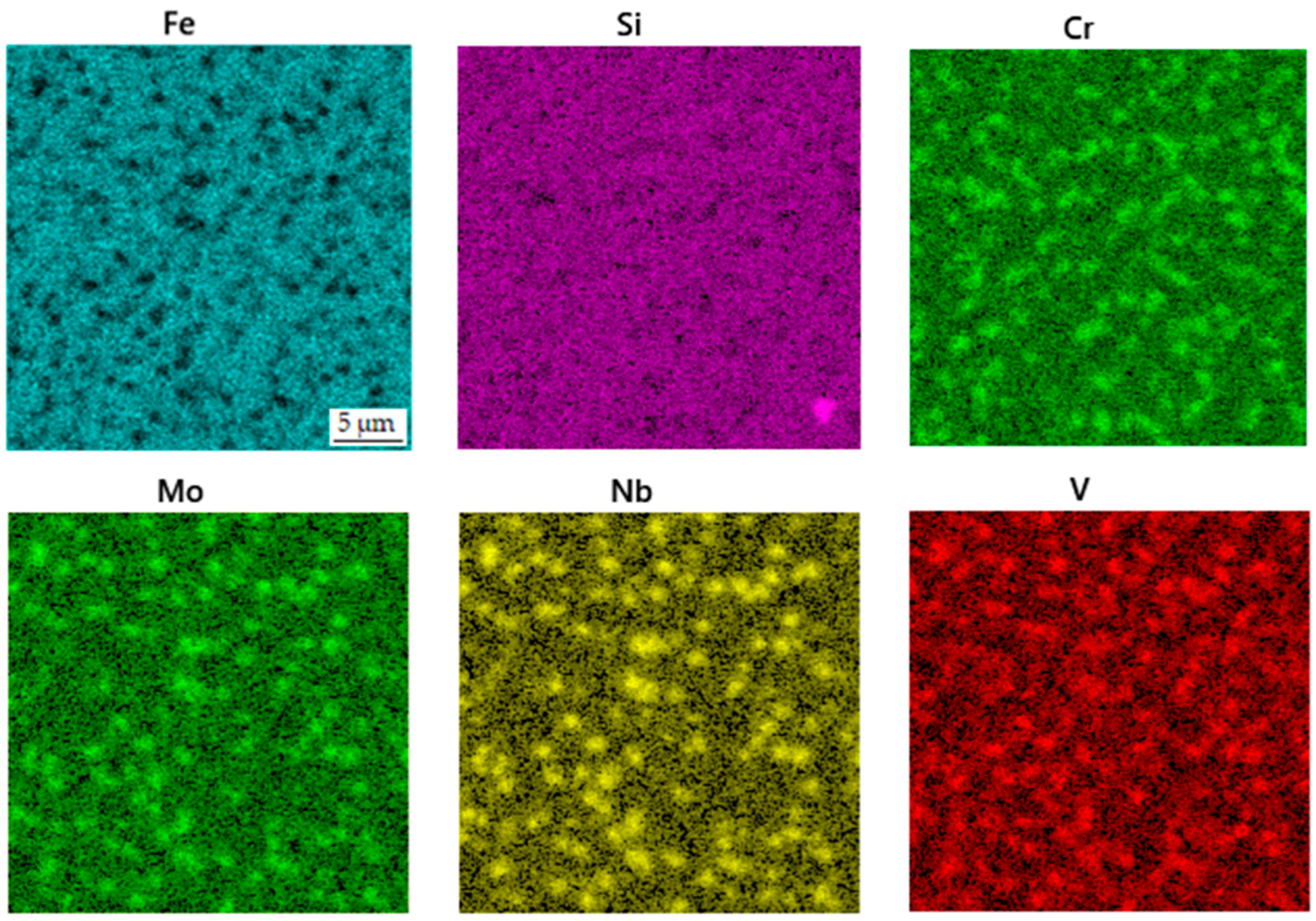
After etching the samples in a Nital solution (10 mL of nitric acid and 90 mL of ethanol), their microstructure was observed using a scanning electron microscope (SEM) VEGA 3 LMU (TESCAN, Brno, Czech Republic). The scanning electron microscope was equipped with an energy-dispersive spectrometer (EDS) with an X-max 20 mm2 detector (Oxford Instruments, High Wycombe, UK).
In addition to the phase analysis and microstructure evaluation, the samples were characterized from the viewpoints of mechanical properties (hardness), as well as tribological behavior (wear rate and friction coefficient). Hardness was measured using the Vickers method at a load of 30 kg (HV 30), which corresponds to 294 N. Hardness was measured ten times for each sample and the average value was calculated. Wear resistance was measured using a TriboTester tribometer (Tribotechnic, Clichy, France) with the ball-on-disc tribometer in a linear reciprocal mode (
e excenter, i.e., the length of one sliding motion, of 5 mm). In this case, the “ball” was made of alumina (α-Al
2O
3) and it was 6 mm in diameter, and the “disc” was a sample. A schematic of the wear test is shown in
Figure 1 below. No lubricant was used during the process. The sliding distance (
l) in this process was 20 m and a normal force (
F) of 5 N was used. The wear rate (
w [mm
3 N
−1 m
−1]) was calculated using Equation (1), wherein we take into account the wear track section area (
A [mm
2]).
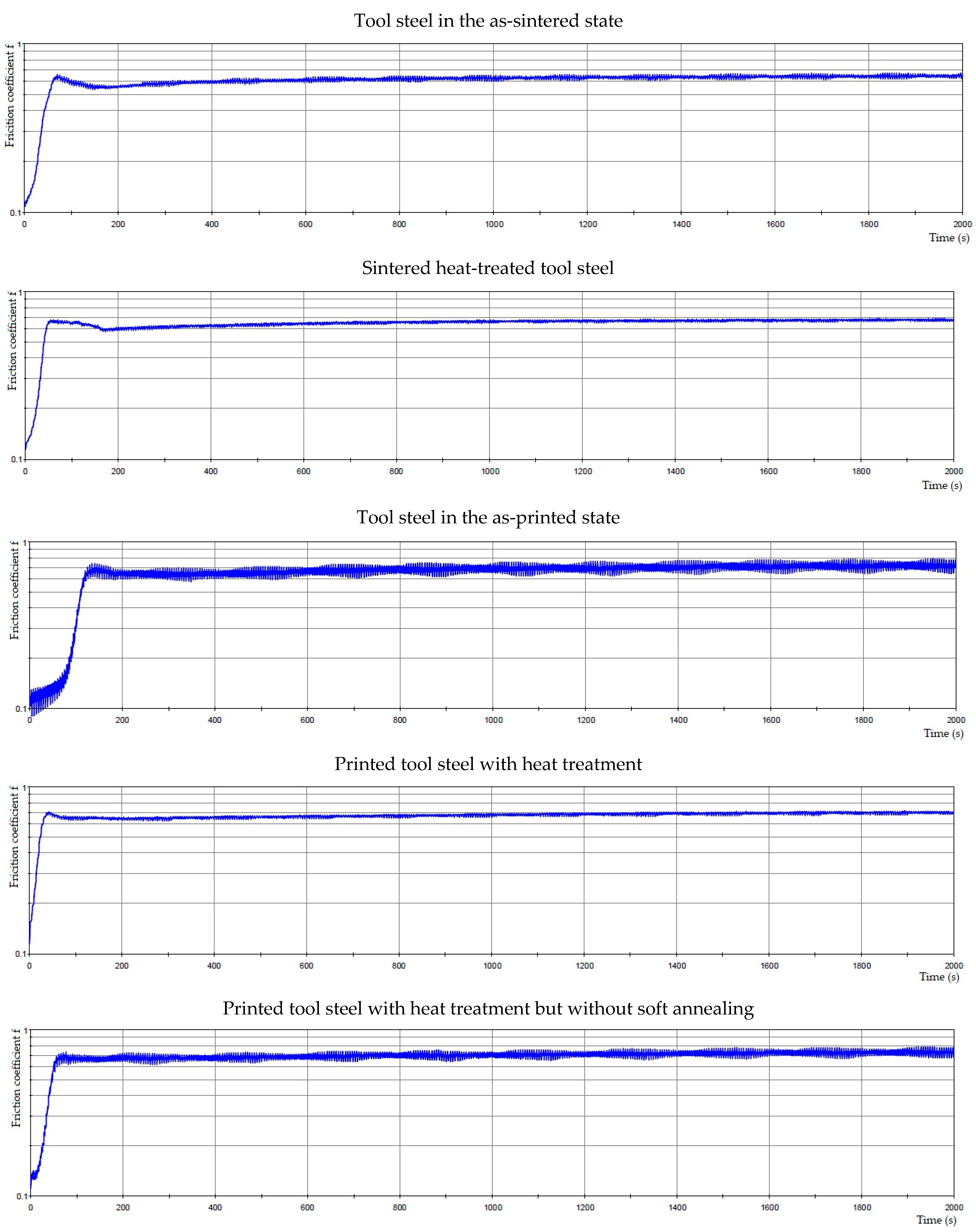
In addition to the wear rate, the friction coefficient was recorded during the test via the TriboTester proprietary software (Tribotechnic, Clichy, France). The calculation of the friction coefficient (
f, dimensionless) is based on Equation (2):
where
Ff means the friction force [N], which was measured using the force sensor of the TriboTester tribometer, and
F is the normal force defined above.
4. Discussion
Niobium forms stable MC carbides, as proven recently [
24,
25] and in this work. These carbides are highly stable and, therefore, they do not dissolve significantly during austenitizing. Thus, it could be concluded that they do not strongly affect the secondary hardening effect. In reality, the presence of niobium increases the hardness of steel in all states because of the stability of these carbides throughout the manufacturing and processing of steel. It is advantageous for the tempered state, but not for the soft-annealed one, because it lowers machinability. Hence, processing via additive manufacturing or other net-shape or near net-shape processing of Nb-alloyed steels could be very advantageous.
There are two contradictory phenomena, which influence the applicability of additive manufacturing processes in the case of Nb-alloyed high-carbon tool steels:
A high content of niobium implies the need for high solidification rates in order to suppress the coarsening of MC carbides.
A high carbon content, together with a high amount of chromium in steel, increases the quenching ability of steel. Therefore, martensite can form during the cooling of 3D printed products, which could lead to cracking of the products.
It implies that the cooling rate has to be balanced between these limits. When we compare selective laser melting (SLM) and directed energy deposition (DED), we can conclude that DED usually reaches a lower cooling rate. This work confirmed the suitability of DED because cracking was not observed, even though very high hardness and wear resistance were achieved even in the as-printed state. The fact that the network of carbides was disintegrated during heat treatment is also very interesting and important. In order to prove whether austenitizing is sufficient for the disintegration of the carbide network, heat treatment without soft annealing was tested (see above) and proved to be successful. It implies that the selected austenitizing temperature (1100 °C), which was optimized based on previous work [
24], is high enough to dissolve a significant portion of chromium-based M
7C
3 carbides. Therefore, in the case of 3D printing processes when machining is not required, soft annealing can be skipped, which lowers the energy consumption and carbon footprint of the material used. This fact can highly likely be generalized to all steels of a similar type, i.e., high-carbon “ledeburitic” tool steels.


 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}