
Enhanced Preservative Performance of Pine Wood through Nano-Xylan Treatment Assisted by High-Temperature Steam and Vacuum Impregnation


Abstract
1. Introduction
2. Experimental
2.1. Raw Material
2.2. Method
2.2.1. Synthesis of the Nano-Xylan from the Corncob Powder
2.2.2. Pretreatment of the Pine Wood and Nano-Xylan Impregnation
2.2.3. Inoculation and Cultivation of Wood-Rotting Fungi
2.2.4. Specimen Characterization
- (1)
- FTIR analysis
- (2)
- SEM analysis
- (3)
- XRD analysis
- (4)
- Drug loading, mass loss rate, and mechanical performance degradation
3. Results and Discussion
3.1. Correlation between Additive Loading and Treatment Parameters
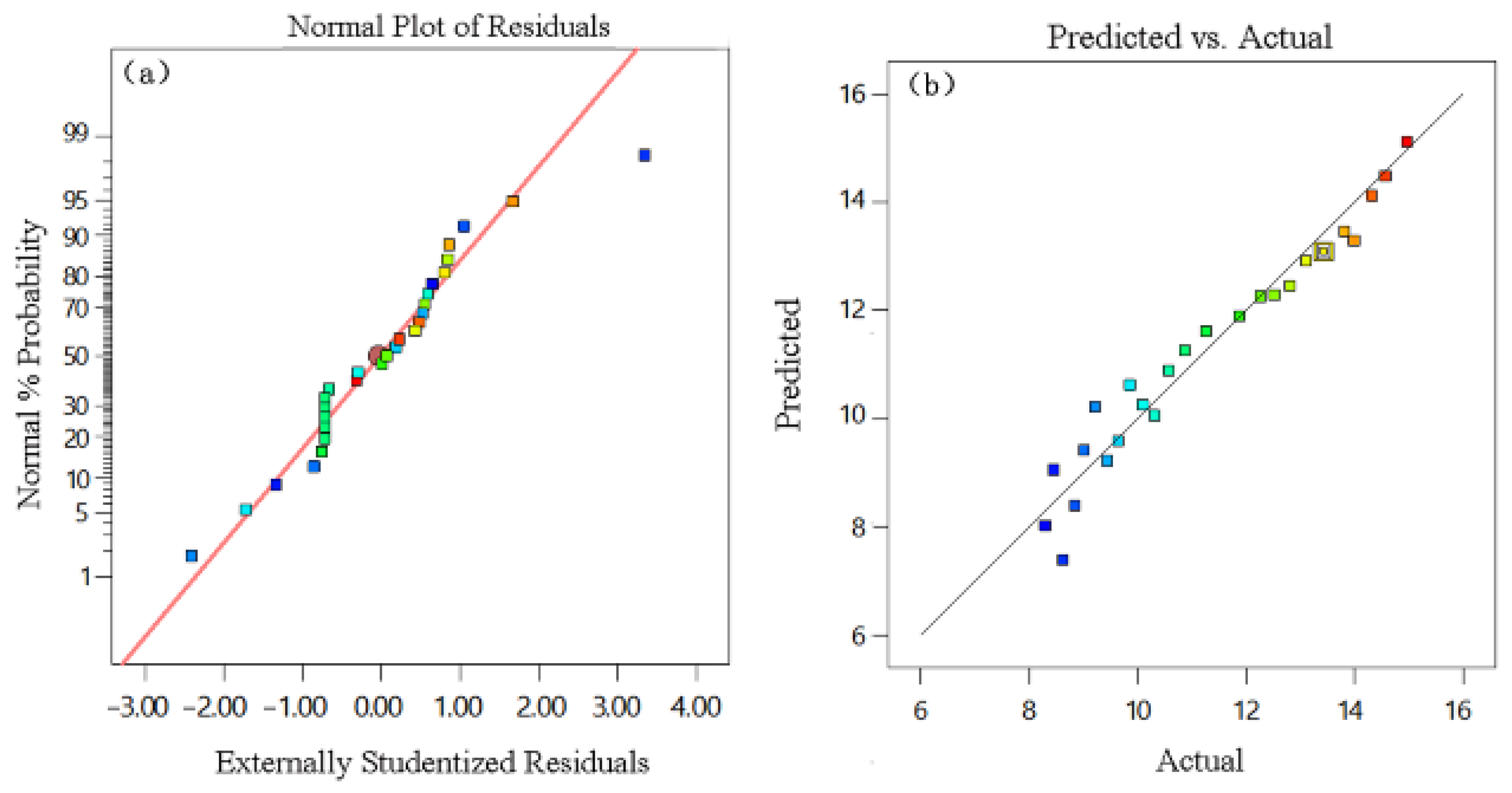
3.2. Optimization of the Loading Rate Using Response Surface Method
3.3. Mechanism Analysis Using FTIR, XRD, and SEM

3.4. Analysis of Mass Loss Rate and Degradation of Mechanical Performance
4. Conclusions
- (1)
- The nano-xylan loading of pine wood was enhanced via modification with high-temperature and high-pressure steam and impregnation under a vacuum. The additive loading generally increased upon increasing the steam pressure and temperature, heat-treatment time, vacuum degree, vacuum time, and nano-xylan concentration. The optimal additive loading (14.83%) was achieved at a steam temperature–pressure of 170 °C−0.8 MPa, heat treatment time of 50 min, vacuum degree of 0.08 MPa, and vacuum impregnation time of 50 min.,
- (2)
- High-temperature, high-pressure steam treatment enhanced the crystallinity of pine wood and decreased the number of free hydroxyl groups. Nano-xylan was grafted to the pine wood and inhibited the formation of hyphae clusters and the deterioration of the pine wood microstructure.
- (3)
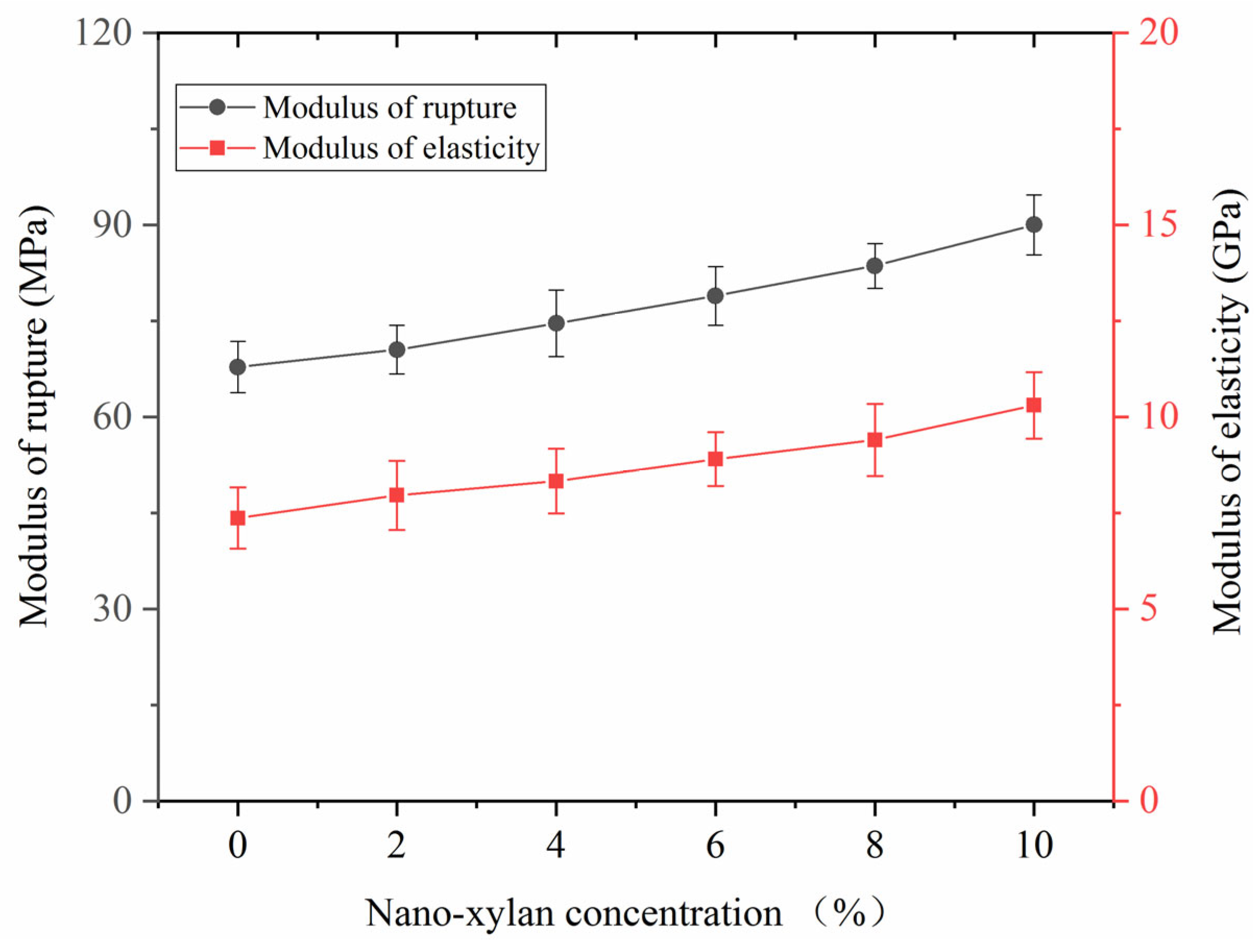
- The weight loss and mechanical performance degradation were mitigated via nano-xylan modification, and the improvement effect increased upon increasing the nano-xylan concentration.
- (1)
- Nano xylan can be compounded with Zn and Cu ions to obtain a new preservative with better anticorrosive properties.
- (2)
- Apply nano-xylan and its compound preservative to bamboo, straw, and other biomass materials.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Califano, A.; Baiesi, M.; Bertolin, C. Novel risk assessment tools for the climate-induced mechanical decay of wooden structures: Empirical and machine learning approaches. Forces Mech. 2022, 7, 100094. [Google Scholar] [CrossRef]
- Witomski, P.; Olek, W.; Bonarski, J.T. Changes in strength of Scots pine wood (Pinus silvestris L.) decayed by brown rot (Coniophora puteana) and white rot (Trametes versicolor). Chem. Eng. J. 2016, 3, 411–420. [Google Scholar] [CrossRef]
- Bouslimi, B.; Koubaa, A.; Bergeron, Y. Effects of biodegradation by brown-rot decay on selected wood properties in eastern white cedar (Thuja occidentalis L.). Int. Biodeter. Biodegr. 2014, 87, 87–98. [Google Scholar] [CrossRef]
- Bari, E.; Taghiyari, H.R.; Mohebby, B.; Clausen, C.A.; Vaseghi, M.J. Mechanical properties and chemical composition of beech wood exposed for 30 and 120 days to white-rot fungi. Holzforschung 2015, 69, 587–593. [Google Scholar] [CrossRef]
- Yuan, Z.A.; Wei, L.A.; Dm, A. Non-enzymatic modification of the crystalline structure and chemistry of Masson pine in brown-rot decay. Carbohydr. Polym. 2022, 286, 119242. [Google Scholar]
- Lyon, F.; Pizzi, A.; Imamura, Y.; Thevenon, M.F.; Kartal, S.N.; Gril, J. Leachability and termite resistance of wood treated with a new preservative: Ammonium borate oleate. Eur. J. Wood Wood Prod. 2007, 65, 359–366. [Google Scholar] [CrossRef]
- Xia, Y.; Ma, C.; Wang, H.; Sun, S.; Wen, J.; Sun, R. Multiple Analysis and Characterization of Novel and Environmentally Friendly Feather Protein-Based Wood Preservatives. Polymers 2020, 12, 237. [Google Scholar] [CrossRef]
- Sommerauer, L.; Thevenon, M.F.; Petutschnigg, A.; Tondi, G. Effect of hardening parameters of wood preservatives based on tannin copolymers. Holzforschung 2019, 73, 457–467. [Google Scholar] [CrossRef]
- Johnson, M.G.; Luxton, T.P.; Rygiewicz, P.T. Transformation and release of micronized Cu used as a wood preservative in treated wood in wetland soil ScienceDirect. Environ. Pollut. 2021, 287, 117189. [Google Scholar] [CrossRef]
- Barbero-López, A.; Ochoa-Retamero, A.; López-Gómez, Y.; Vilppo, T.; Venäläinen, M.; Lavola, A.; Julkunen-Tiitto, R.; Haapala, A. Activity of Spent Coffee Ground Cinnamates against Wood-decaying Fungi in vitro. Bioresources 2018, 13, 6555–6564. [Google Scholar] [CrossRef]
- Brocco, V.F.; Paes, J.B.; da Costa, L.G.; Brazolin, S.; Arantes, M.D.C. Potential of teak heartwood extracts as a natural wood preservative. J. Clean. Prod. 2017, 142, 2093–2099. [Google Scholar] [CrossRef]
- Temiz, A.; Gezer, E.D.; Yildiz, U.C. Combustion properties of alder (Alnus glutinosa L.) Gaertn. subsp barbata (CA Mey) Yalt.) and southern pine (Pine wood L.) wood treated with boron compounds. Constr. Build. Mater. 2008, 22, 2165–2169. [Google Scholar] [CrossRef]
- Li, Y.F.; Chen, P.; Liu, Y.X.; Wang, X.M.; Wu, Q.L. Green Chemical Treatment of Natural Wood Material for Decay Resistance by 3-iodo-2-propynyl butyl carbamate (IPBC) with Supercritical CO2 as a Carrier Solvent. Adv. Mater. Res. 2010, 113–116, 2241–2245. [Google Scholar] [CrossRef]
- Krzosek, S.; Burawska-Kupniewska, I.; Mankowski, P. The Influence of Scots Pine Log Type (Pine wood L.) on the Mechanical Properties of Lumber. Forests 2020, 11, 1257. [Google Scholar] [CrossRef]
- Califano, A.; Baiesi, M.; Bertolin, C. Analysing the Main Standards for Climate-Induced Mechanical Risk in Heritage Wooden Structures: The Case of the Ringebu and Heddal Stave Churches (Norway). Atmosphere 2022, 13, 791. [Google Scholar] [CrossRef]
- Singh, B.R.; Almås, Å.R.; Kacprzak, M. Effects of single sewage sludge application on soil phytoremediation. J. Clean. Prod. 2017, 155, 189–197. [Google Scholar]
- Gao, X.; Fan, S.; Pang, J.; Rahman, M.Z.; Zhu, D.; Guo, S.; Ma, M.; Li, Z. Preparation of Nano-xylan and its Influences on the Anti-fungi Performance of Wood Plastic Composite. Ind. Crops Prod. 2021, 171, 113954. [Google Scholar] [CrossRef]
- Binma-ae, H.; Prasertsan, P.; Choorit, W. Preparation and Characterization of Biopolymers Recovered from Palm Oil Mill Effluent and Their Complex Hydrogels Compared to Commercial Xylan. Waste Biomass Valor. 2020, 11, 5109–5121. [Google Scholar] [CrossRef]
- Alekhina, M.; Mikkonen, K.S.; Alen, R.; Tenkanen, M.; Sixta, H. Carboxymethylation of alkali extracted xylan for preparation of bio-based packaging films. Carbohyd. Polym. 2014, 100, 89–96. [Google Scholar] [CrossRef]
- Li, X.; Shi, X.; Miao, W. Xylan chitosan conjugate—A potential food preservative. Food Chem. 2011, 126, 520–525. [Google Scholar] [CrossRef]
- Morris, P.I.; Grace, J.K.; Yoshimura, T.; Tsunoda, K. An International Termite Field Test of Wood Treated with Insecticides in a Buffered Amine Oxide Carrier. For. Prod. J. 2014, 64, 156–160. [Google Scholar] [CrossRef]
- Sun, H.; Jia, X.; Lv, P. Rapid synthesis and thermoelectric properties of In0.1Co4sb11Te0.8Ge0.2 alloys via high temperature and high pressure. Scr. Mater. 2015, 105, 38–41. [Google Scholar] [CrossRef]
- Zhou, D.; Xu, C.; He, D.W.; Fu, M.S.; Guo, J.; Zhou, H.F.; Pang, L.-X.; Yao, X. Dielectric properties and phase transitions of BiNbO4 ceramic. Scr. Mater. 2014, 81, 40–43. [Google Scholar] [CrossRef]
- Sasaki, C.; Sumimoto, K.; Asada, C.; Nakamura, Y. Direct hydrolysis of cellulose to glucose using ultra-high temperature and pressure steam explosion. Carbohyd. Polym. 2012, 89, 298–301. [Google Scholar] [CrossRef] [PubMed]
- Gao, X.; Lin, L.; Pang, J.; Chen, F.; Li, Q. Effects of impulse-cyclone drying and silane modification on the properties of wood fiber/HDPE composite material. Carbohyd. Polym. 2019, 207, 343–351. [Google Scholar] [CrossRef]
- Gao, X.; Li, Q.; Cheng, W.; Han, G.; Xuan, L. Optimization of High Temperature and Pressurized Steam Modified Wood Fibers for High-Density Polyethylene Matrix Composites Using the Orthogonal Design Method. Materials 2016, 9, 847. [Google Scholar] [CrossRef]
- Lin, L.; Cao, J.; Zhang, J.; Cui, Q.; Liu, Y. Enhanced Anti-Mold Property and Mechanism Description of Ag/TiO2 Wood-Based Nanocomposites Formation by Ultrasound- and Vacuum-Impregnation. Nanomaterials 2020, 10, 682. [Google Scholar] [CrossRef]
- Su, N.; Fang, C.; Zhou, H.; Tang, T.; Fei, B. Hydrophobic treatment of bamboo with rosin. Constr. Build. Mater. 2020, 271, 121507. [Google Scholar] [CrossRef]
- Sarkar, R.; Bhowmik, A.; Kundu, A.; Dutta, A.; Nain, L.; Chawla, G. Inulin from Pachyrhizus erosus root and its production intensification using evolutionary algorithm approach and response surface methodology. Carbohyd. Polym. 2021, 251, 117042. [Google Scholar] [CrossRef]
- Kaboorani, A.; Faezipour, M. Effects of Wood Preheat Treatment on Thermal Stability of HDPE Composites. J. Reinf. Plast. Compos. 2009, 28, 2945–2955. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Code | Levels | ||
|---|---|---|---|---|
| Steam pressure (MPa) and Temperature (°C) | A | 0.5, 150 | 0.6, 160 | 0.8, 170 |
| Treatment time (min) | B | 40 | 45 | 50 |
| Absolute value of vacuum degree (MPa) | C | −0.06 | −0.07 | −0.08 |
| Vacuum time (min) | D | 40 | 45 | 50 |
| Run | A | B | C | D | Additive Loading (%) |
|---|---|---|---|---|---|
| 1 | 150 | 45 | 0.07 | 50 | 11.89 |
| 2 | 160 | 45 | 0.07 | 45 | 10.89 |
| 3 | 160 | 45 | 0.07 | 45 | 10.89 |
| 4 | 160 | 50 | 0.07 | 50 | 13.44 |
| 5 | 160 | 45 | 0.08 | 40 | 12.53 |
| 6 | 160 | 40 | 0.08 | 45 | 14 |
| 7 | 150 | 45 | 0.06 | 45 | 8.31 |
| 8 | 160 | 40 | 0.07 | 50 | 12.28 |
| 9 | 150 | 45 | 0.07 | 40 | 8.46 |
| 10 | 170 | 45 | 0.06 | 45 | 9.66 |
| 11 | 160 | 45 | 0.06 | 40 | 8.63 |
| 12 | 170 | 45 | 0.07 | 40 | 9.87 |
| 13 | 160 | 45 | 0.07 | 45 | 10.89 |
| 14 | 160 | 50 | 0.08 | 45 | 13.33 |
| 15 | 160 | 50 | 0.07 | 40 | 10.11 |
| 16 | 150 | 40 | 0.07 | 45 | 10.32 |
| 17 | 160 | 40 | 0.06 | 45 | 8.85 |
| 18 | 160 | 45 | 0.06 | 50 | 9.23 |
| 19 | 150 | 45 | 0.08 | 45 | 13.11 |
| 20 | 160 | 45 | 0.07 | 45 | 10.89 |
| 21 | 170 | 45 | 0.08 | 45 | 14.28 |
| 22 | 170 | 45 | 0.07 | 50 | 13.83 |
| 23 | 160 | 40 | 0.07 | 40 | 9.03 |
| 24 | 160 | 45 | 0.07 | 45 | 10.89 |
| 25 | 160 | 45 | 0.08 | 50 | 14.07 |
| 26 | 170 | 50 | 0.07 | 45 | 12.82 |
| 27 | 160 | 50 | 0.06 | 45 | 9.45 |
| 28 | 170 | 40 | 0.07 | 45 | 11.27 |
| 29 | 150 | 50 | 0.07 | 45 | 10.58 |
| Source | Sum of Squares | dF | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 105.05 | 14 | 26.26 | 98.42 | <0.0001 |
| A | 7.30 | 1 | 7.30 | 27.36 | <0.0001 |
| B | 1.66 | 1 | 1.66 | 6.21 | 0.0200 |
| C | 71.98 | 1 | 71.98 | 269.76 | <0.0001 |
| D | 24.11 | 1 | 24.11 | 90.36 | <0.0001 |
| AB | 21.56 | 1 | 31.2 | 24.81 | <0.0001 |
| AC | 11.28 | 1 | 10.07 | 18.53 | <0.0001 |
| AD | 1.35 | 1 | 2.23 | 27.16 | <0.0112 |
| BC | 0.26 | 1 | 0.48 | 31.85 | <0.0029 |
| BD | 0.06 | 1 | 0.67 | 13.07 | <0.0546 |
| CD | 3.98 | 1 | 14.86 | 8.55 | <0.0731 |
| A2 | 98.32 | 1 | 31.57 | 275.14 | <0.0001 |
| B2 | 106.37 | 1 | 72.96 | 571.66 | <0.0001 |
| C2 | 198.67 | 1 | 168.22 | 876.21 | <0.0001 |
| D2 | 85.34 | 1 | 54.97 | 635.17 | <0.0001 |
| Residual | 6.40 | 24 | 0.2668 | / | |
| Lack-of-fit | 6.40 | 20 | 0.3202 | 3.85 | 0.0021 |
| Pure error | 0.0000 | 4 | 0.0000 | / | / |
| Cotal deviation | 111.46 | 48 | / | / | / |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, S.; Gao, X.; Pang, J.; Liu, G.; Li, X. Enhanced Preservative Performance of Pine Wood through Nano-Xylan Treatment Assisted by High-Temperature Steam and Vacuum Impregnation. Materials 2023, 16, 3976. https://doi.org/10.3390/ma16113976
Fan S, Gao X, Pang J, Liu G, Li X. Enhanced Preservative Performance of Pine Wood through Nano-Xylan Treatment Assisted by High-Temperature Steam and Vacuum Impregnation. Materials. 2023; 16(11):3976. https://doi.org/10.3390/ma16113976
Chicago/Turabian StyleFan, Shutong, Xun Gao, Jiuyin Pang, Guanlin Liu, and Xianjun Li. 2023. "Enhanced Preservative Performance of Pine Wood through Nano-Xylan Treatment Assisted by High-Temperature Steam and Vacuum Impregnation" Materials 16, no. 11: 3976. https://doi.org/10.3390/ma16113976
APA StyleFan, S., Gao, X., Pang, J., Liu, G., & Li, X. (2023). Enhanced Preservative Performance of Pine Wood through Nano-Xylan Treatment Assisted by High-Temperature Steam and Vacuum Impregnation. Materials, 16(11), 3976. https://doi.org/10.3390/ma16113976