
Experimental Study on the Cutting Process of Single Triticale Straws

 , , and
, , and 
Abstract
1. Introduction
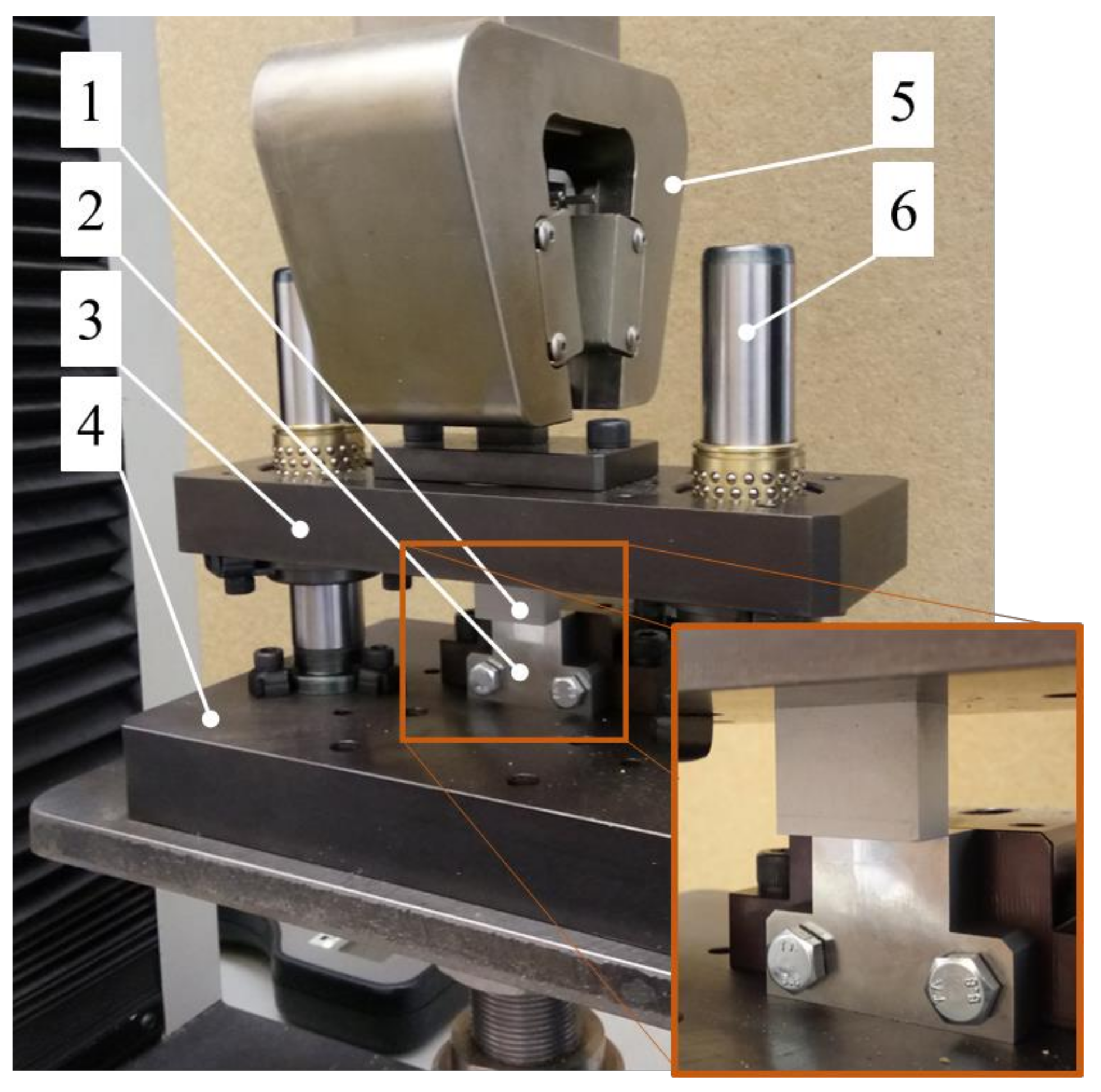
2. Materials and Methods
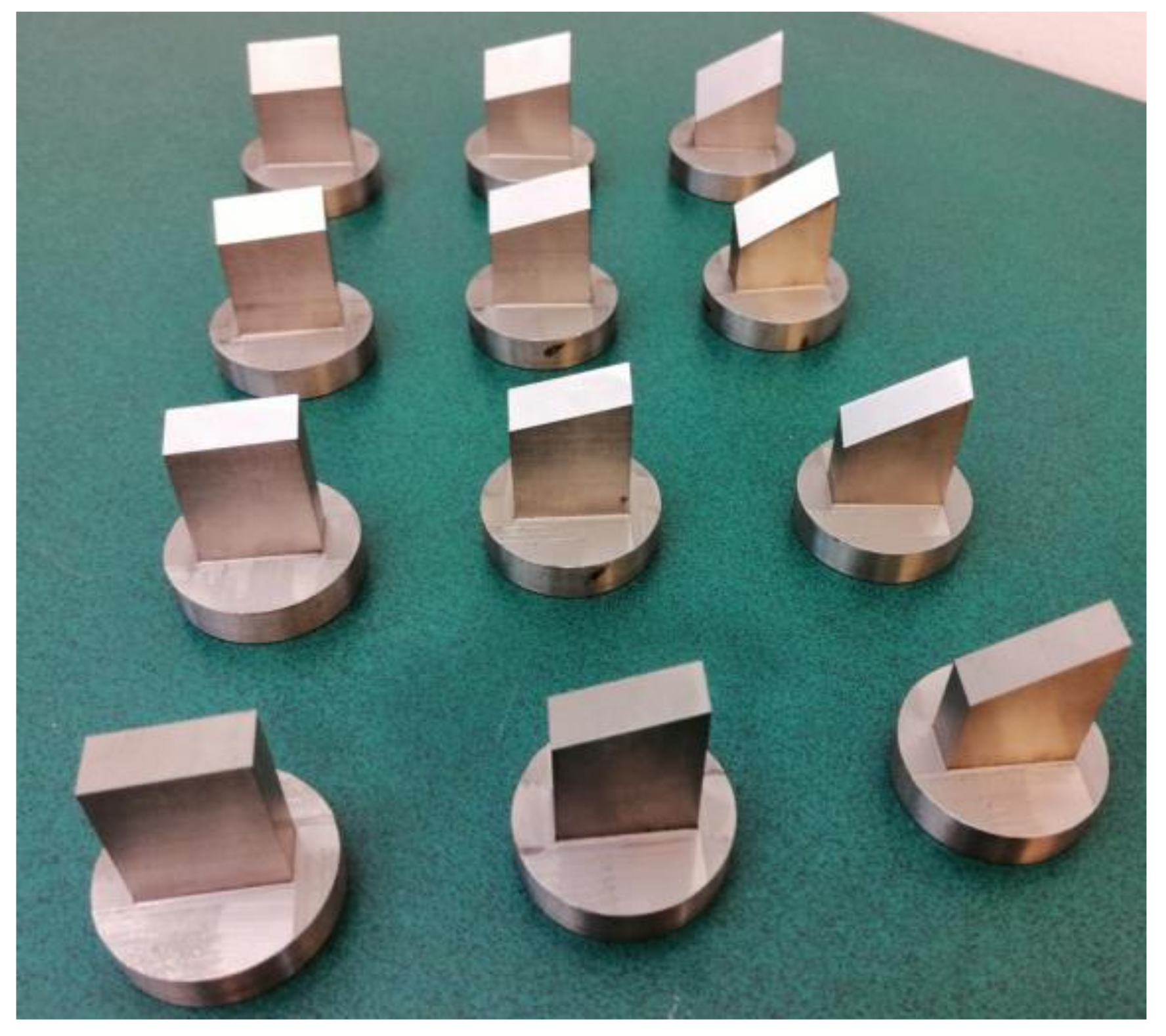
Material Preparation
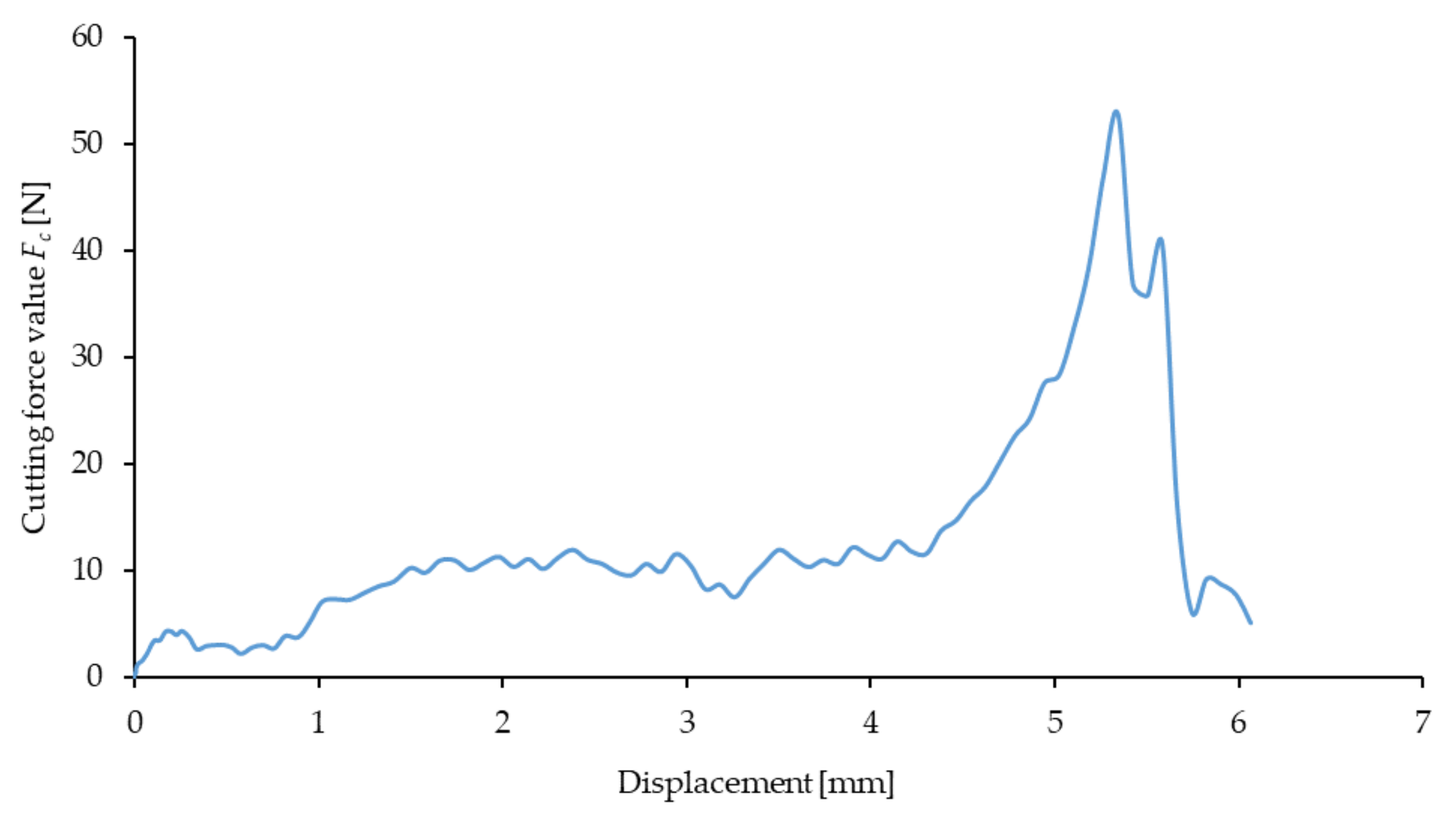
3. Results
3.1. The Results of the Examination Carried Out in the First Stage of the Study for Blade Angle α = 0° and Rake Angle β = 0°
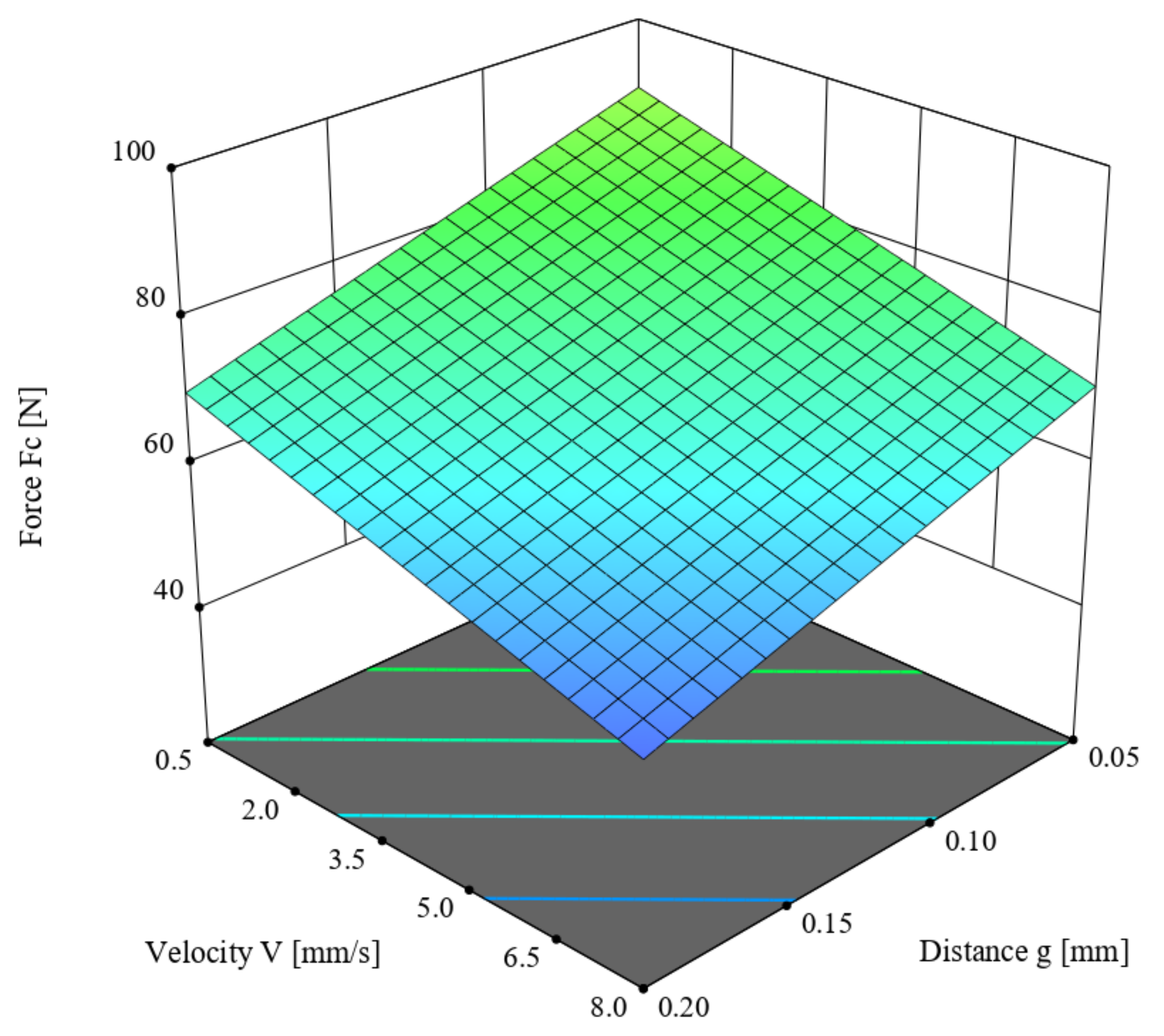
3.1.1. Multivariate Analysis of Cutting Force Fc for Cutting Straw with a Moisture Content of 10%
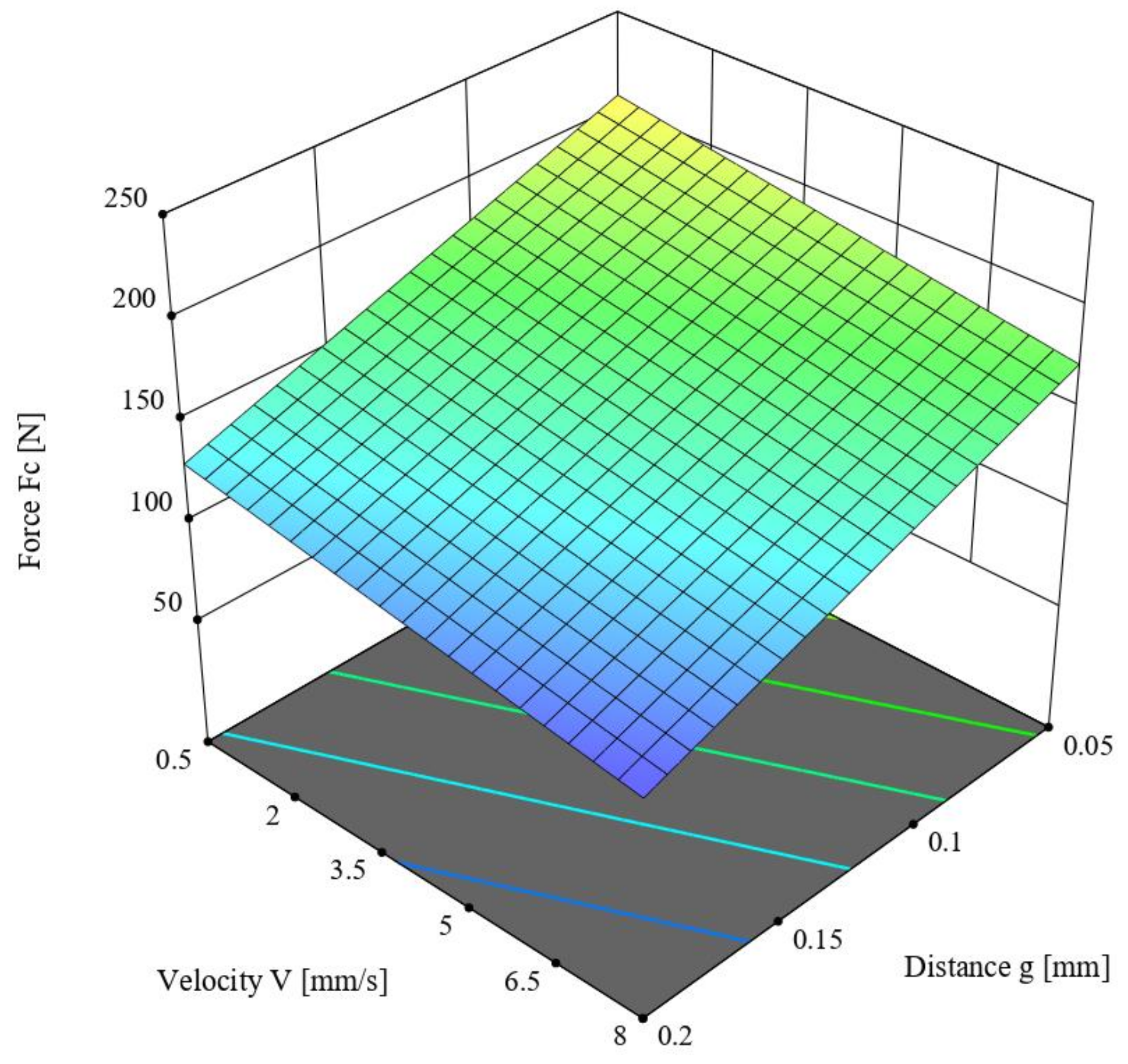
3.1.2. Multivariate Analysis of Cutting Force Fc for Cutting Straw with a Moisture Content of 40%
- -
- Higher values of the cutting force were recorded at the higher value (40%) of moisture content in the straw stems:
- -
- -
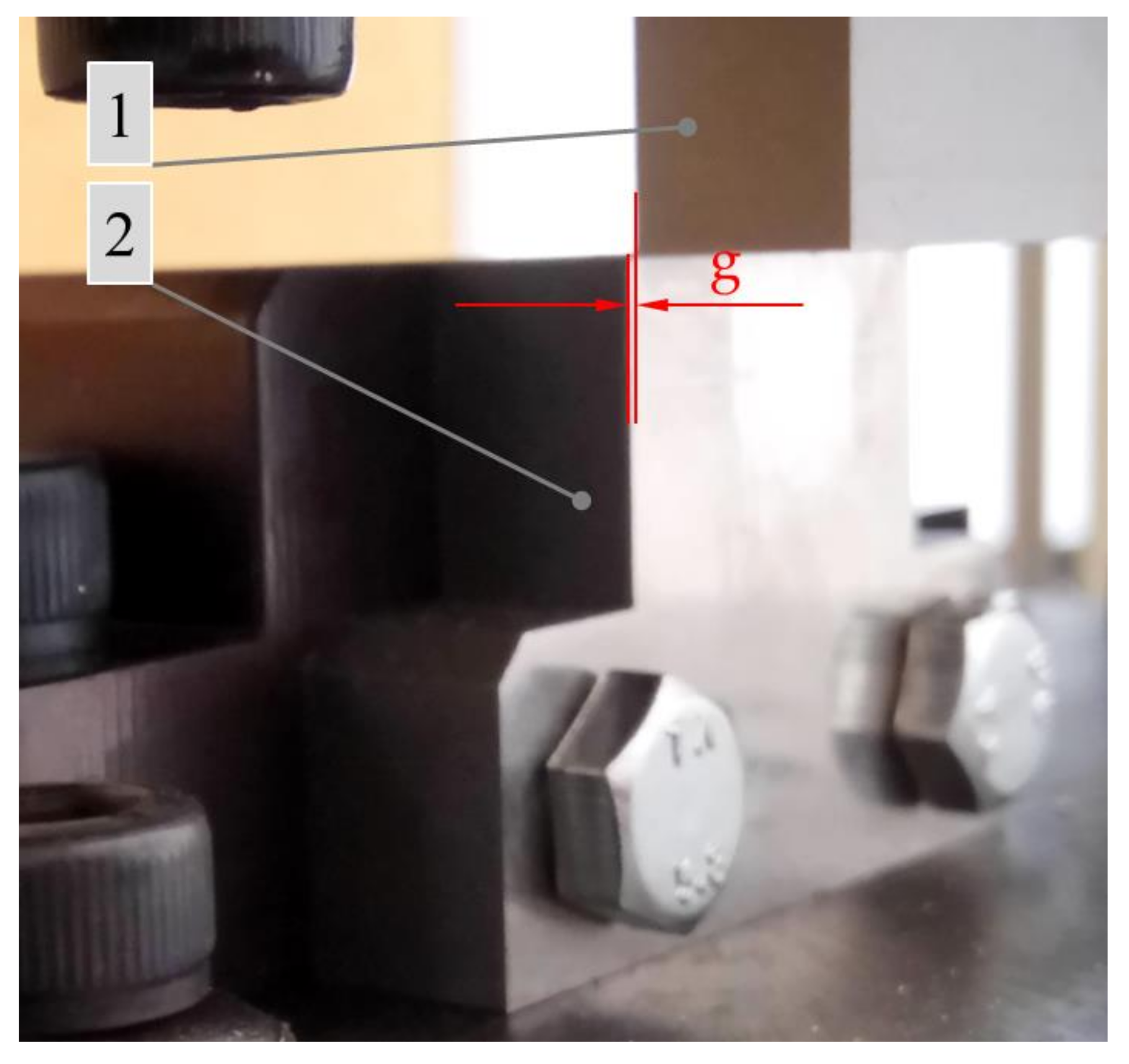
- In the course of the experiment, it was observed that for the offset g = 0.2 mm in selected tests, a partial separation of the stem occurred, resulting in a phenomenon of forcing it through the gap between the blade and the counter-blade (see Figure 9). This eliminated the offset value of g = 0.2 mm as a valid parameter (set-point) for use in the second stage of the experiment.
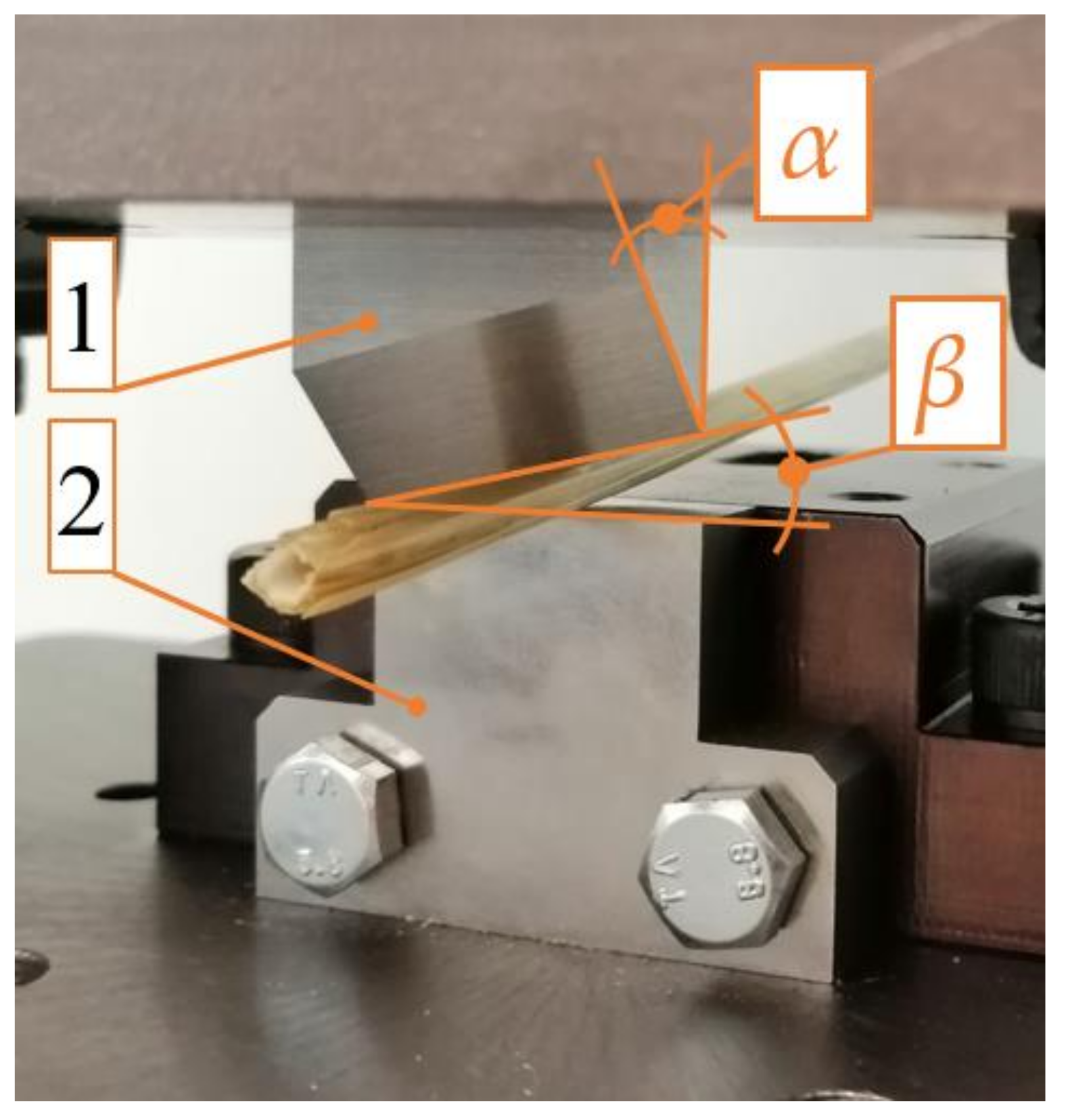
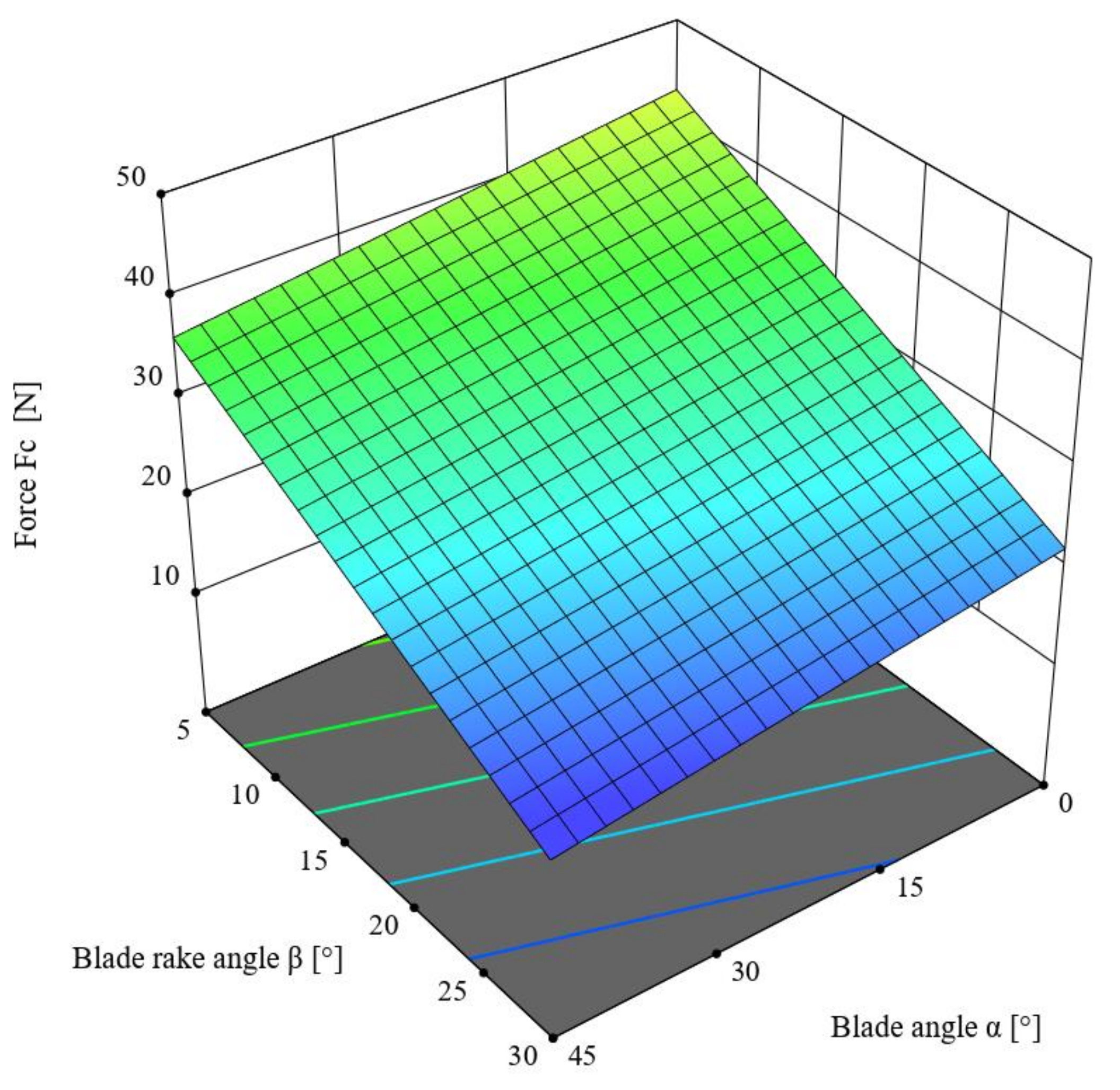
3.2. Results of the Second Stage of the Study with Blade Angle α ≠ 0° and Rake Angle β ≠ 0°
Multivariate Analysis of the Cutting Force Fc for Cutting Straw in the Second Stage of the Experiment
4. Discussion
- Fc′—force perpendicular to the edge of the knife blade (N);
- Fc—measured cutting force (N);
- β—blade rake angle (°).
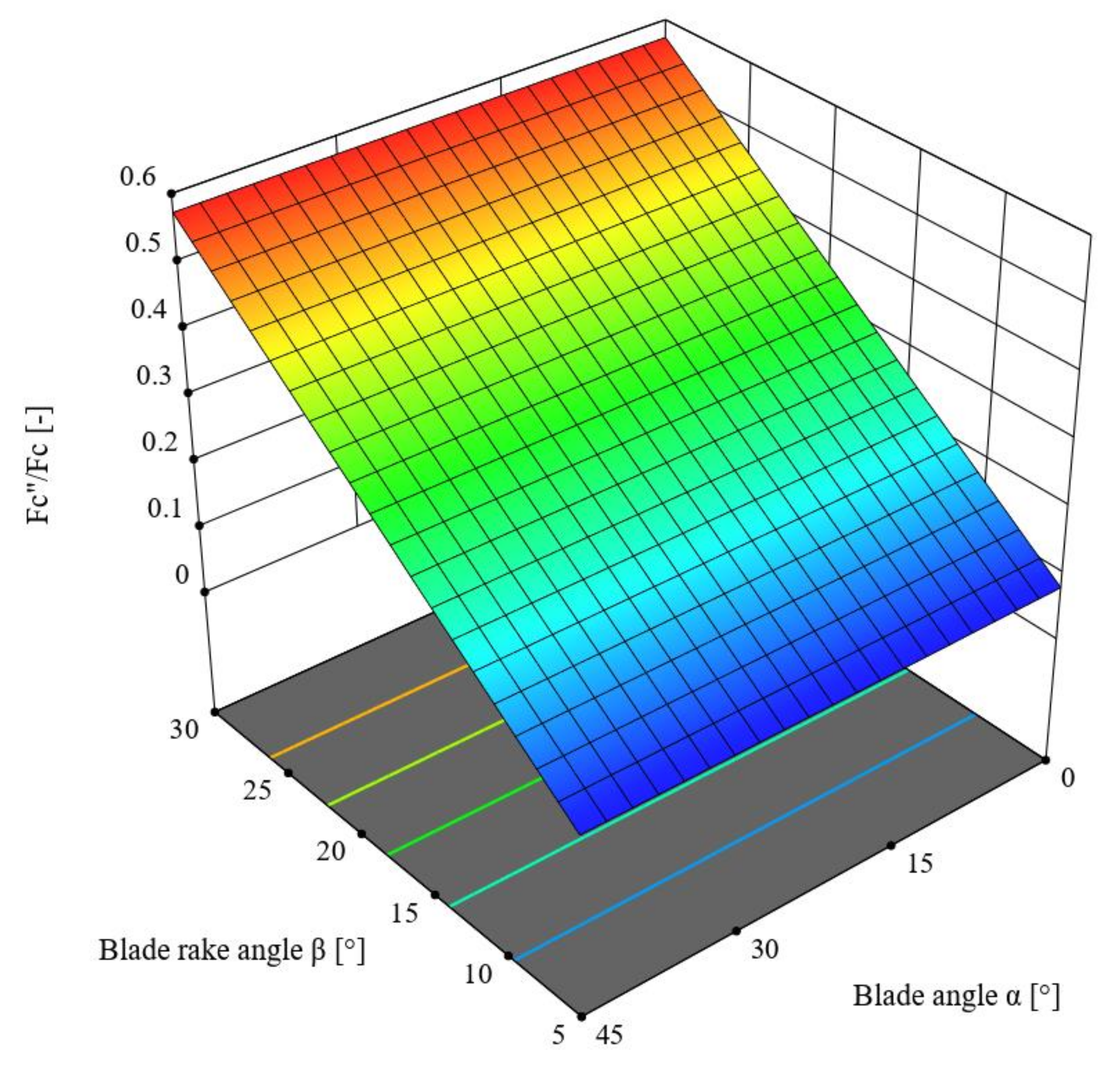
- Fc″—force horizontal to the measured Fc (N);
- Fc—measured vertical component of the cutting force (N);
- β—blade rake angle (°).
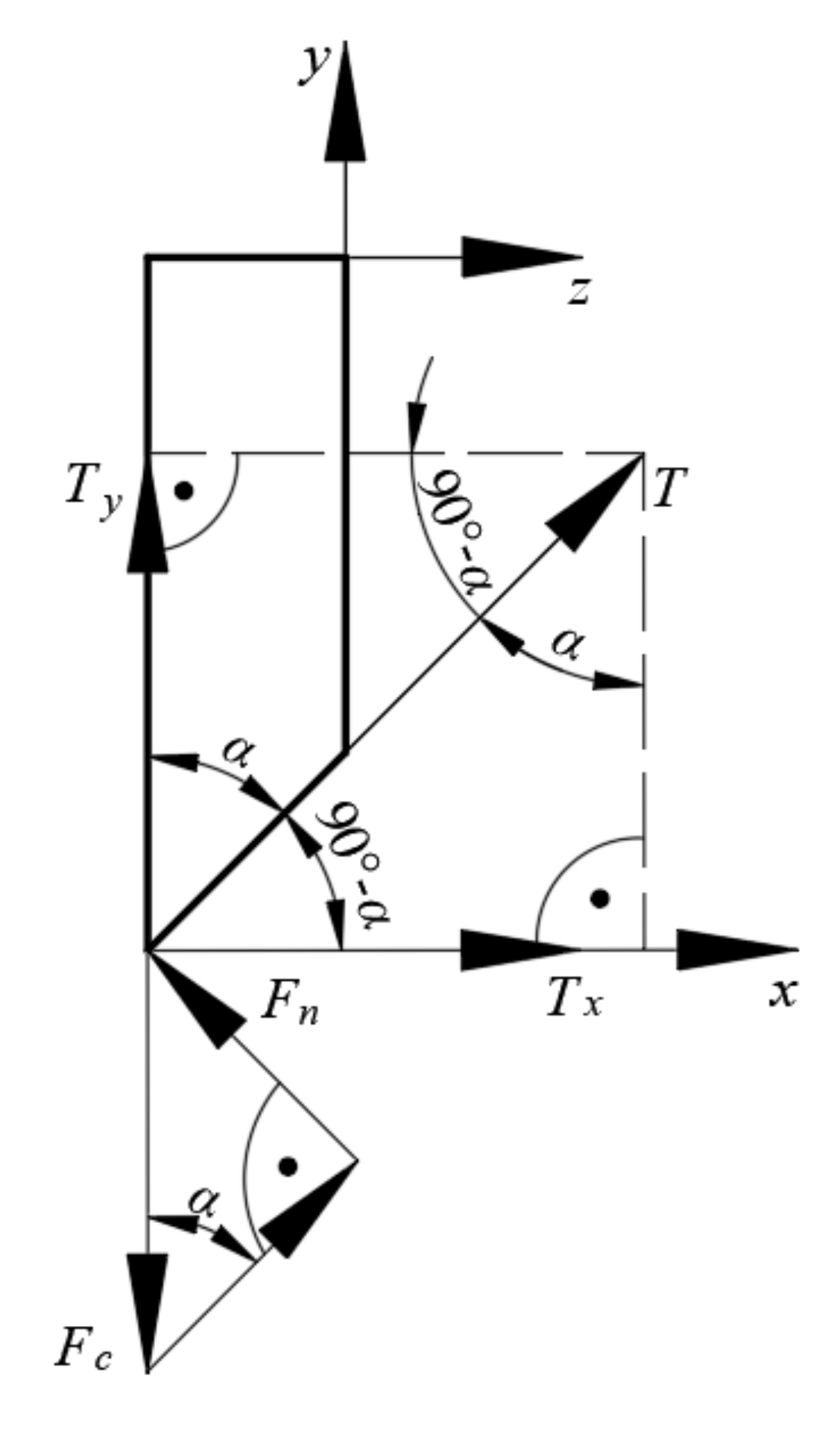
- Fc—force measured in the course of the cutting process of triticale straw (N);
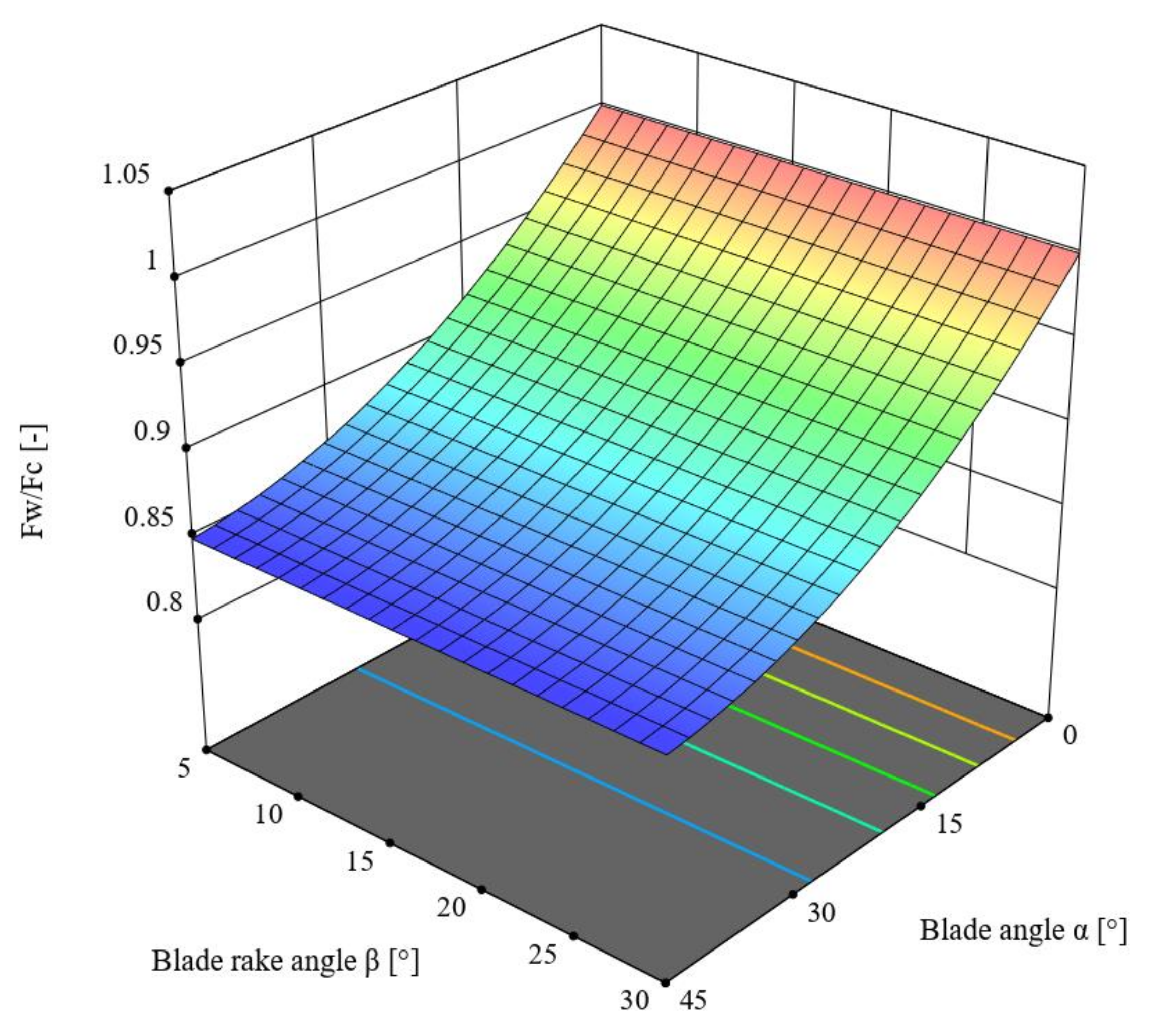
- Fw—working force (N);
- Ty—vertical component of the frictional force T (N).
- Fw—working force (N);
- Fs—force necessary to only cut (separate) the straw material (N);
- Fm—force necessary to overcome the resistances of the cut material; in other words, it is the force necessary to overcome the reaction force of the material compressed by the knife blade (N).
- T—frictional force (N);
- Ty—vertical component of the frictional force T (N);
- Fn—normal force of the frictional force T (N);
- Fc—force registered during the cutting process of triticale straw (N);
- α—knife blade angle (°);
Optimization of the Selection of Cutting Process Parameters
5. Conclusions
- -
- The ANOVA variance analysis of the obtained study results in the first stage performed on the set parameters of the triticale straw-cutting process, i.e., blade angle value α = 0°, rake angle β = 0°, offset g = 0.05, 0.1, and 0.2 mm, and linear velocity V = 0.5, 1, 2, 4, and 8 mm/s indicates that the lowest cutting force value Fc was achievable for the parameter values g = 0.2 mm and V = 8 mm/s. However, with the value g = 0.2 mm, there were incidents of incorrect cutting of the triticale straw, which eliminated the possibility of using this set-point value. Therefore, in the second stage of the examination, the values g = 0.1 mm and blade velocity V = 8 mm/s were used.
- -
- The ANOVA variance analysis of the obtained experimental results carried out in the second stage of the testing indicates that the lowest Fc value necessary to cut the triticale straw was achievable with α = 45° and β = 30°, together with the parameter values assumed in the first stage of the examination, i.e., offset g = 0.1 mm and blade velocity V = 8 mm/s.
- -
- Considering the analysis of the force distribution on the knife blade (Section 4), which led to determining the force ratios Fc″/Fc and Fw/Fc, and based on the performed optimization following the assumed criteria (see Section Optimization of the Selection of Cutting Process Parameters), it was possible to determine the optimum blade angle α (assuming the values: g = 0.1 mm and V = 8 mm/s), which was equal to α ≅ 0°, and the blade rake angle β was in the value range of 5–26°. The selection of a specific value from the indicated range depends on the weighting criterion adopted in the optimization process. These values can be decided at the discretion of the cutting machine constructor.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Larkin, S.; Ramage, J.; Scurlock, J. Bioenergy. In Renewable Energy: Power for a Sustainable Future; Boyle, G., Ed.; Oxford University Press: Oxford, UK, 2004; pp. 106–146. [Google Scholar]
- Chico-Santamarta, L.; Humphroes, A.; White, D.; Chaney, K.; Godwin, R.J. Effect of Pre- and Post-Pelletization Storage of Canola (Oilseed Rape) Straw on the Quality and Properties of Pellets. In Proceedings of the ASABE Annual International Meeting, Grand Sierra Resort and Casino, Reno, NV, USA, 21–24 June 2009. Paper No. 096105; 17p. [Google Scholar]
- Liu, R.; Yu, H.; Huang, Y. Structure and Morphology of Cellulose in Wheat Straw. Cellulose 2005, 12, 25–34. [Google Scholar] [CrossRef]
- Siwale, W.; Frodeson, S.; Berghel, J.; Henriksson, G.; Finell, M.; Arshadi, M.; Jonsson, C. Influence on off-gassing during storage of Scots pine wood pellets produced from sawdust with different extractive contents. Biomass Bioenergy 2022, 156, 106325. [Google Scholar] [CrossRef]
- Tanger, P.; Field, J.L.; Jahn, C.E.; DeFoort, M.W.; Leach, J.E. Biomass for thermochemical conversion: Targets and challenges. Front. Plant Sci. 2013, 4, 218. [Google Scholar] [CrossRef]
- Ben-Iwo, J.; Manovic, V.; Longhurst, P. Biomass resources and biofuels potential for the production of transportation fuels in Nigeria. Renew. Sustain. Energy Rev. 2016, 63, 172–192. [Google Scholar] [CrossRef]
- Tabil, L.; Adapa, P.; Kashaninejad, M. Biomass Feedstock Pre-Processing—Part 1: Pre-Treatment. In Biofuel’s Engineering Process Technology; Dos Santos Bernardes, M.A., Ed.; IntechOpen: London, UK, 2011; ISBN 978-953-307-480-1. [Google Scholar] [CrossRef]
- Orisaleye, J.I.; Jekayinfa, S.O.; Adebayo, A.O.; Ahmed, N.A.; Pecenka, R. Effect of densification variables on density of corn cob briquettes produced using a uniaxial compaction biomass briquetting press. Energy Sources, Part A: Recover. Util. Environ. Eff. 2018, 40, 3019–3028. [Google Scholar] [CrossRef]
- DaSilva, D.A.; Alesi, L.S.; Da Róz, A.L.; Santos, L.; Quadros, T.M.C.; Yamaji, F.M. Effect of the Particle Size on Compaction of Elephant Grass Biomass. Rev. Virtual Quim. 2018, 10, 323–333. [Google Scholar] [CrossRef]
- Wu, P.; Ma, Y.; Chen, Y.; Zhang, Y.; Wang, H. Vibration-assisted Compaction of Biomass. Bioresources 2014, 9, 3857–3868. Available online: https://bioresources.cnr.ncsu.edu/resources/vibration-assisted-compaction-of-biomass/ (accessed on 19 April 2023). [CrossRef]
- Talaśka, K.; Malujda, I.; Wilczyński, D. Agglomeration of Natural Fibrous Materials in Perpetual Screw Technique—A Challenge for Designer. Procedia Eng. 2016, 136, 63–69. [Google Scholar] [CrossRef]
- Wilczyński, D.; Berdychowski, M.; Talaśka, K.; Wojtkowiak, D. Experimental and numerical analysis of the effect of compaction conditions on briquette properties. Fuel 2021, 288, 119613. [Google Scholar] [CrossRef]
- Bembenek, M.; Zięba, A.; Kopyściański, M.; Krawczyk, J. Analysis of the Impact of the Consolidated Material on the Morphology of Briquettes Produced in a Roller Press. J. Mater. Eng. Perform. 2020, 29, 3792–3799. [Google Scholar] [CrossRef]
- Bembenek, M.; Wdaniec, P. Effect of crusher type and its parameters on the dry granulation of powders. Przemysł Chem. 2019, 98, 310–313. [Google Scholar]
- Bembenek, M.; Buczak, M.; Baiul, K. Modelling of the Fine-Grained Materials Briquetting Process in a Roller Press with the Discrete Element Method. Materials 2022, 15, 4901. [Google Scholar] [CrossRef] [PubMed]
- Whittaker, C.; Shield, I. Factors affecting wood, energy grass and straw pellet durability—A review. Renew. Sustain. Energy Rev. 2017, 71, 1–11. [Google Scholar] [CrossRef]
- Relova, I.; Vignote, S.; León, M.; Ambrosio, Y. Optimisation of the manufacturing variables of sawdust pellets from the bark of Pinus caribaea Morelet: Particle size, moisture and pressure. Biomass Bioenergy 2009, 33, 1351–1357. [Google Scholar] [CrossRef]
- Castellano, J.M.; Gomez, M.; Fernández, M.; Esteban, L.S.; Carrasco, J.E. Study on the effects of raw materials composition and pelletization conditions on the quality and properties of pellets obtained from different woody and non woody biomasses. Fuel 2015, 139, 629–636. [Google Scholar] [CrossRef]
- Bergman, R.; Cai, Z.; Carll, C.G. Wood Handbook: Wood as an Engineering Material (Centennial Edition); General Technical Report FPL-GTR-190; U.S. Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 2010; 508p.
- Kruszelnicka, W.; Marczuk, A.; Kasner, R.; Bałdowska-Witos, P.; Piotrowska, K.; Flizikowski, J.; Tomporowski, A. Mechanical and Processing Properties of Rice Grains. Sustainability 2020, 12, 552. [Google Scholar] [CrossRef]
- Kruszelnicka, W.; Opielak, M.; Ambrose, K.; Pukalskas, S.; Tomporowski, A.; Walichnowska, P. Energy-Dependent Particle Size Distribution Models for Multi-Disc Mill. Materials 2022, 15, 6067. [Google Scholar] [CrossRef]
- Bitra, V.S.; Alvin, R.; Womac, A.R.; Igathinathane, C.; Miu, P.I.; Yang, Y.T.; Smith, D.R.; Chevanan, N.; Sokhansanj, S. Direct measures of mechanical energy for knife mill size reduction of switchgrass, wheat straw, and corn stover. Bioresour. Technol. 2009, 100, 6578–6585. [Google Scholar] [CrossRef]
- Zastempowski, M.; Bochat, A. Research Issues in the Process of Cutting Straw into Pieces. Sustainability 2020, 12, 6167. [Google Scholar] [CrossRef]
- Barakat, A.; Monlau, F.; Solhy, A.; Carrere, H. Mechanical dissociation and fragmentation of lignocellulosic biomass: Effect of initial moisture, biochemical and structural proprieties on energy requirement. Appl. Energy 2015, 142, 240–246. [Google Scholar] [CrossRef]
- Azadbakht, M.; Esmaeilzadeh, E.; Esmaeili-Shayan, M. Energy consumption during impact cutting of canola stalk as a function of moisture content and cutting height. J. Saudi Soc. Agric. Sci. 2015, 14, 147–152. [Google Scholar] [CrossRef]
- Wilczyński, D.; Talaśka, K.; Malujda, I.; Jankowiak, P. Experimental research on biomass cutting process. MATEC Web Conf. 2018, 157, 07016. [Google Scholar] [CrossRef]
- Gao, Y.; Hu, X.; Tong, S.; Kan, J.; Wang, Y.; Kang, F. Multi-objective optimization of peak cutting force and cutting energy consumption in cutting of Caragana korshinskii branches. Bioresources 2022, 17, 6325–6340. [Google Scholar] [CrossRef]
- Zhang, C.; Chen, L.; Xia, J.; Zhang, J. Effects of blade sliding cutting angle and stem level on cutting energy of rice stems. Int. J. Agric. Biol. Eng. 2019, 12, 75–81. [Google Scholar] [CrossRef]
- Song, S.; Zhou, H.; Xu, L.; Jia, Z.; Hu, G. Cutting mechanical properties of sisal leaves under rotary impact cutting. Ind. Crops Prod. 2022, 182, 114856. [Google Scholar] [CrossRef]
- Vu, V.-D.; Nguyen, T.-T.; Chu, N.-H.; Ngo, Q.-H.; Ho, K.-T.; Nguyen, V.-D. Multiresponse Optimization of Cutting Force and Cutting Power in Chopping Agricultural Residues Using Grey-Based Taguchi Method. Agriculture 2020, 10, 51. [Google Scholar] [CrossRef]
- Mathanker, S.K.; Grift, T.E.; Hansen, A.C. Effect of blade oblique angle and cutting speed on cutting energy for energycane stems. Biosyst. Eng. 2015, 133, 64–70. [Google Scholar] [CrossRef]
- Johnson, P.C.; Clementson, C.L.; Mathanker, S.; Grift, T.E.; Hansen, A.C. Cutting energy characteristics of Miscanthus x giganteus stems with varying oblique angle and cutting speed. Biosyst. Eng. 2012, 112, 42–48. [Google Scholar] [CrossRef]
- Ventura, C.E.H.; Hassui, A. Evaluation of static cutting forces and tool wear in HSM process applied to pocket milling. Int. J. Adv. Manuf. Technol. 2013, 65, 1681–1689. [Google Scholar] [CrossRef]
- Voss, B.M.; Pereira, M.P.; Rolfe, B.F.; Doolan, M.C. Using stamping punch force variation for the identification of changes in lubrication and wear mechanism. J. Phys. Conf. Ser. 2017, 896, 012028. [Google Scholar] [CrossRef]
- Choudhury, S.; Kishore, K. Tool wear measurement in turning using force ratio. Int. J. Mach. Tools Manuf. 2000, 40, 899–909. [Google Scholar] [CrossRef]
- Akyürek, F.; Yaman, K.; Tekiner, Z. An Experimental Work on Tool Wear Affected by Die Clearance and Punch Hardness. Arab. J. Sci. Eng. 2017, 42, 4683–4692. [Google Scholar] [CrossRef]
- Gouarir, A.; Martínez-Arellano, G.; Terrazas, G.; Benardos, P.; Ratchev, S. In-process Tool Wear Prediction System Based on Machine Learning Techniques and Force Analysis. Procedia CIRP 2018, 77, 501–504. [Google Scholar] [CrossRef]
- Siddhpura, A.; Paurobally, R. A study of the effects of friction on flank wear and the role of friction in tool wear monitoring. Aust. J. Mech. Eng. 2012, 10, 141–156. [Google Scholar] [CrossRef]
- Richter, D. Friction coefficients of some agricultural materials. Agric. Eng. 1954, 35, 411–413. [Google Scholar]
- Wojtkowiak, D.; Talaśka, K. Determination of the effective geometrical features of the piercing punch for polymer composite belts. Int. J. Adv. Manuf. Technol. 2019, 104, 315–332. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| g (mm) | V (mm/s) | Fc (N) 10% | Fc (N) 40% |
|---|---|---|---|
| 0.05 | 0.5 | 75.1 | 211.4 |
| 0.05 | 1 | 66.8 | 153.3 |
| 0.05 | 2 | 84.2 | 242.3 |
| 0.05 | 4 | 91.6 | 214.5 |
| 0.05 | 8 | 74.7 | 158.1 |
| 0.1 | 0.5 | 100.4 | 198.3 |
| 0.1 | 1 | 82.1 | 166.7 |
| 0.1 | 2 | 117.1 | 196 |
| 0.1 | 4 | 68.4 | 154.4 |
| 0.1 | 8 | 53.7 | 135.9 |
| 0.2 | 0.5 | 61 | 123.7 |
| 0.2 | 1 | 62.3 | 128.3 |
| 0.2 | 2 | 80.4 | 97 |
| 0.2 | 4 | 47.1 | 140.5 |
| 0.2 | 8 | 53.9 | 101 |
| Source | Sum of Squares | df a | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 1790.3 | 2 | 895.2 | 33.5 | 0.00700 | Significant |
| g | 1041.4 | 1 | 1041.4 | 38.9 | 0.00719 | |
| V | 749.0 | 1 | 749.0 | 28.0 | 0.01201 |
| Source | Sum of Squares | df a | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 18169.4 | 2 | 9084.7 | 14.0 | 0.0007 | Significant |
| g | 15717.0 | 1 | 15717.0 | 24.2 | 0.0004 | |
| V | 2452.4 | 1 | 2452.4 | 3.8 | 0.0760 |
| Fc (N) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| No. | α = 0°, β = 5° | α = 15° β = 5° | α = 30°, β = 5° | α = 45°, β = 5° | α = 0°, β = 15° | α = 15°, β = 15° | α = 30°, β = 15° | α = 45°, β = 15° | α = 0°, β = 30° | α = 15°, β = 30° | α = 30°, β = 30° | α = 45°, β = 30° |
| 1. | 44.7 | 50.5 | 42.1 | 34.9 | 28.9 | 36.1 | 23.1 | 23.7 | 17.8 | 25.3 | 22.2 | 18.7 |
| 2. | 42.4 | 52.3 | 37.1 | 28.7 | 30.3 | 32.8 | 28.0 | 24.0 | 17.1 | 25.0 | 17.3 | 17.9 |
| 3. | 31.5 | 58.2 | 36.2 | 28.9 | 27.7 | 34.2 | 25.4 | 23.2 | 19.0 | 25.3 | 16.7 | 16.3 |
| 4. | 38.5 | 61.6 | 39.9 | 31.0 | 30.2 | 34.9 | 32.7 | 25.6 | 17.3 | 23.1 | 17.5 | 15.6 |
| 5. | 36.3 | 46.4 | 42.7 | 35.8 | 34.2 | 31.9 | 26.6 | 26.6 | 16.9 | 25.1 | 17.7 | 15.3 |
| 6. | 46.3 | 60.0 | 38.0 | 34.8 | 32.5 | 30.9 | 29.2 | 25.1 | 16.6 | 25.3 | 17.2 | 15.8 |
| 7. | 36.5 | 64.9 | 35.7 | 31.8 | 32.6 | 33.2 | 26.9 | 27.3 | 17.2 | 23.4 | 22.6 | 15.8 |
| 8. | 38.1 | 47.9 | 34.5 | 27.6 | 33.7 | 36.9 | 29.7 | 27.2 | 17.6 | 25.1 | 17.5 | 17.3 |
| 9. | 31.3 | 45.1 | 41.0 | 34.3 | 34.8 | 31.4 | 31.0 | 27.4 | 17.4 | 24.3 | 18.1 | 17.2 |
| 10. | 36.6 | 53.6 | 33.5 | 29.5 | 33.3 | 33.9 | 26.4 | 25.9 | 16.7 | 23.0 | 16.5 | 16.7 |
| Fcavg (N) | 38.2 | 54.1 | 38.1 | 31.7 | 31.8 | 33.6 | 27.9 | 25.6 | 17.4 | 24.5 | 18.3 | 16.7 |
| Source | Sum of Squares | df a | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 972.3 | 2 | 486.2 | 15.3 | 0.0013 | Significant |
| α | 76.6 | 1 | 76.6 | 2.4 | 0.1555 | |
| β | 895.7 | 1 | 895.7 | 28.1 | 0.0005 |
| α (°) | β (°) | Fc (N) | Fc′ (N) | Fc″ (N) | Fc″/Fc (-) |
|---|---|---|---|---|---|
| 0 | 5 | 38.2 | 38.4 | 3.3 | 0.087 |
| 0 | 15 | 31.8 | 32.9 | 8.5 | 0.268 |
| 0 | 30 | 17.4 | 20.1 | 10.1 | 0.577 |
| 15 | 5 | 54.1 | 54.3 | 4.7 | 0.087 |
| 15 | 15 | 33.6 | 34.8 | 9.0 | 0.268 |
| 15 | 30 | 24.5 | 28.3 | 14.1 | 0.577 |
| 30 | 5 | 38.1 | 38.3 | 3.3 | 0.087 |
| 30 | 15 | 27.9 | 28.9 | 7.5 | 0.268 |
| 30 | 30 | 18.3 | 21.1 | 10.6 | 0.577 |
| 45 | 5 | 31.8 | 31.9 | 2.8 | 0.087 |
| 45 | 15 | 25.6 | 26.5 | 6.9 | 0.268 |
| 45 | 30 | 16.7 | 19.3 | 9.6 | 0.577 |
| Source | Sum of Squares | df a | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 0.4904 | 1 | 0.4904 | 7772.2 | <0.0001 | Significant |
| β | 0.4904 | 1 | 0.4904 | 7772.2 | <0.0001 |
| Source | Sum of Squares | df a | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 0.0405 | 2 | 0.0202 | 5613.2 | <0.0001 | Significant |
| α | 0.0382 | 1 | 0.0382 | 10599.6 | <0.0001 | |
| α2 | 0.0023 | 1 | 0.0023 | 626.7 | <0.0001 |
| Input/Output Variable | Goal | Lower Limit | Upper Limit |
|---|---|---|---|
| α (°) | is in range | 0 | 45 |
| β (°) | is in range | 5 | 30 |
| Fc (N) | minimize | 16.7 | 54.1 |
| Fc″/Fc (-) | minimize | 0.0875 | 0.577 |
| Fw/Fc (-) | maximize | 0.85 | 0.99 |
| Weight Fc/(Fc″/Fc)/(Fw/Fc) | Blade Angle α (°) | Blade Rake Angle β (°) | Fc (N) | Fc″/Fc (-) | Fw/Fc (-) |
|---|---|---|---|---|---|
| 0.1/0.45/0.45 | 0.12 | 5.3 | 42.8 | 0.087 | 0.999 |
| 0.2/0.4/0.4 | 0.12 | 5.3 | 42.8 | 0.087 | 0.999 |
| 0.3/0.35/0.35 | 0.12 | 9.5 | 39.2 | 0.17 | 0.999 |
| 0.4/0.3/0.3 | 0.12 | 13.8 | 35.7 | 0.25 | 0.999 |
| 0.5/0.25/0.25 | 0.12 | 17.4 | 32.6 | 0.33 | 0.999 |
| 0.6/0.2/0.2 | 0.12 | 20.6 | 29.9 | 0.39 | 0.999 |
| 0.7/0.15/0.15 | 0.12 | 23.4 | 27.5 | 0.44 | 0.999 |
| 0.8/0.1/0.1 | 1.4 | 25.9 | 25.2 | 0.49 | 0.992 |
| 0.45/0.45/0.1 | 1.45 | 10.9 | 37.9 | 0.2 | 0.992 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wilczyński, D.; Talaśka, K.; Wałęsa, K.; Wojtkowiak, D.; Bembenek, M. Experimental Study on the Cutting Process of Single Triticale Straws. Materials 2023, 16, 3943. https://doi.org/10.3390/ma16113943
Wilczyński D, Talaśka K, Wałęsa K, Wojtkowiak D, Bembenek M. Experimental Study on the Cutting Process of Single Triticale Straws. Materials. 2023; 16(11):3943. https://doi.org/10.3390/ma16113943
Chicago/Turabian StyleWilczyński, Dominik, Krzysztof Talaśka, Krzysztof Wałęsa, Dominik Wojtkowiak, and Michał Bembenek. 2023. "Experimental Study on the Cutting Process of Single Triticale Straws" Materials 16, no. 11: 3943. https://doi.org/10.3390/ma16113943
APA StyleWilczyński, D., Talaśka, K., Wałęsa, K., Wojtkowiak, D., & Bembenek, M. (2023). Experimental Study on the Cutting Process of Single Triticale Straws. Materials, 16(11), 3943. https://doi.org/10.3390/ma16113943