
Hot Deformation Behavior of TA1 Prepared by Electron Beam Cold Hearth Melting with a Single Pass


Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. True Stress-Strain Curve of TA1 Sample Produced by Single Pass EB
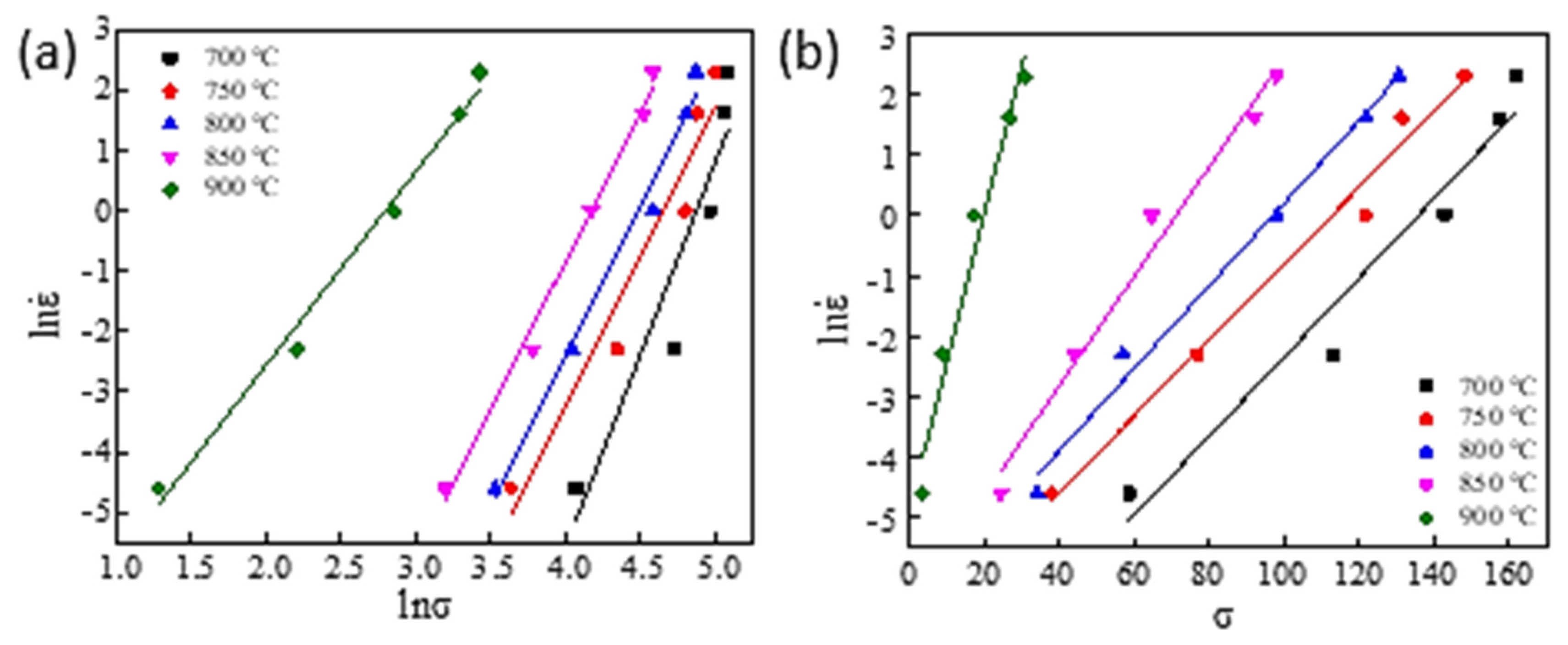
3.2. Constitutive Model of TA1 Sample Produced by Single Pass EB
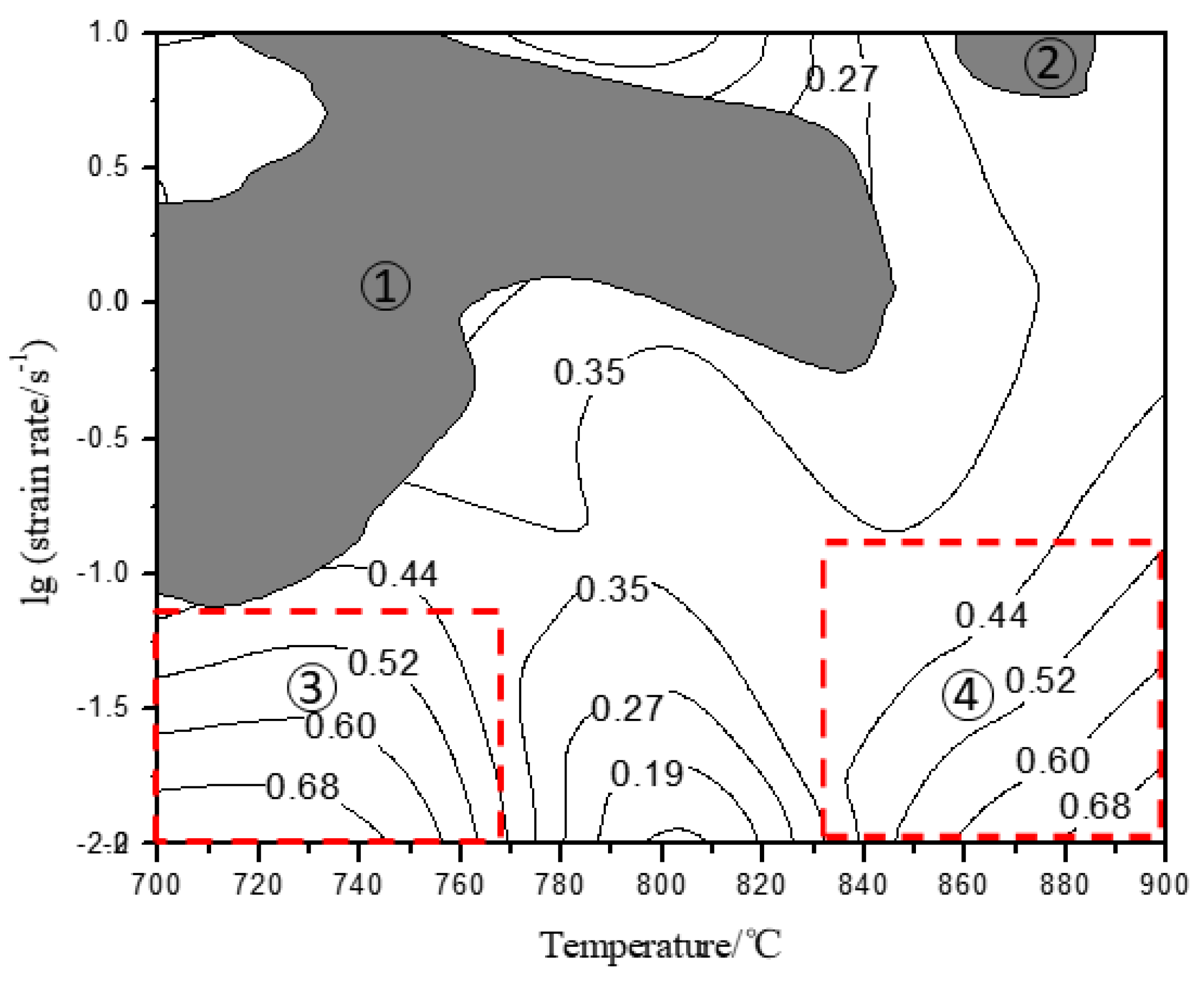
3.3. Processing Map of EB Furnace Produced TA1
4. Discussion
5. Conclusions
- (1)
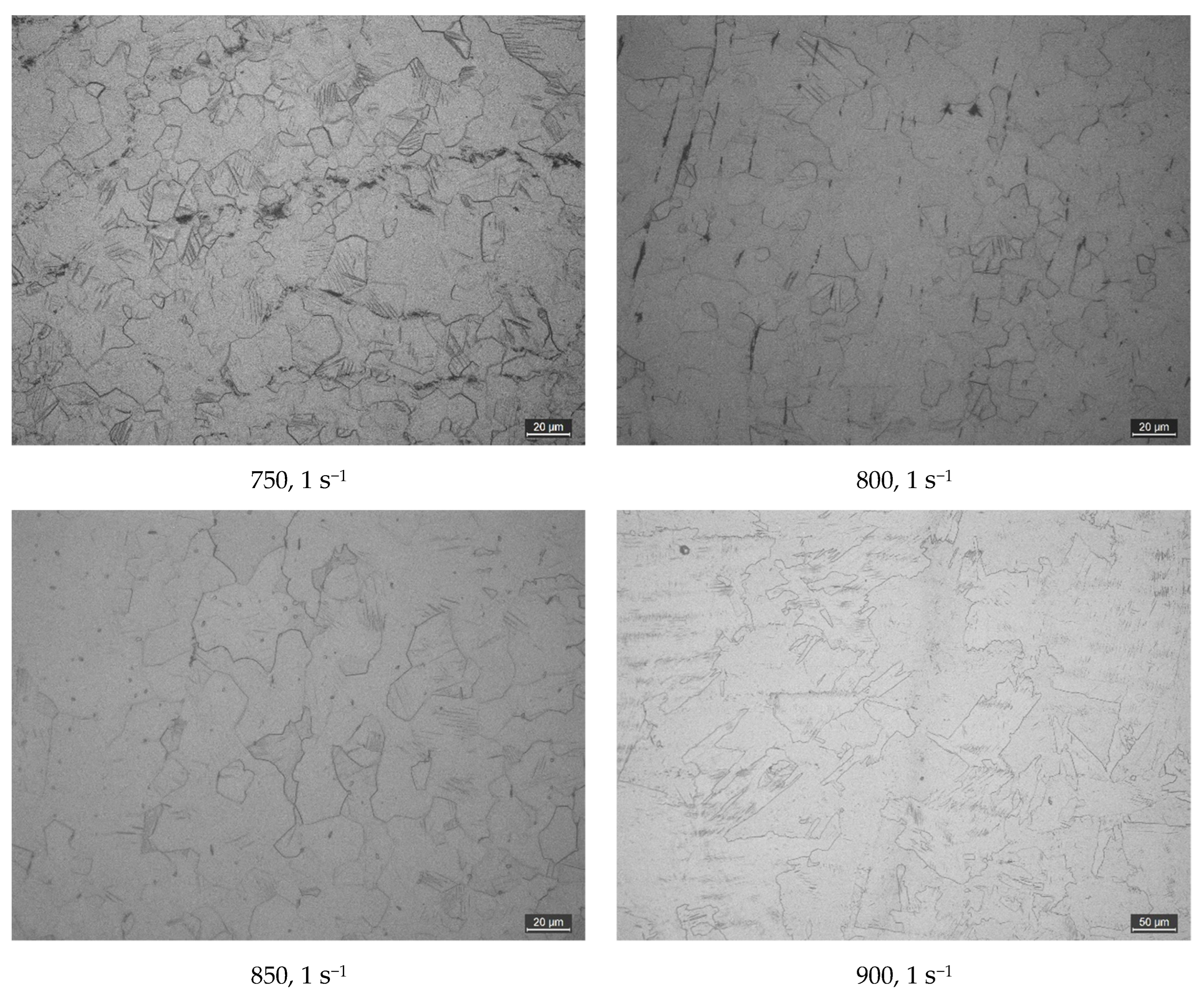
- TA1 prepared by electron beam cold hearth melting in just one pass was very sensitive to strain rate and temperature. The strain rate and temperature of TA1 cast in the EB furnace were very significant. Rising the temperature and lessening the strain rate will reduce the flow stress. In the unsteady deformation stage, the flow stress increased rapidly; The flow stress raised slowly or even fell in the steady-state deformation stage.
- (2)
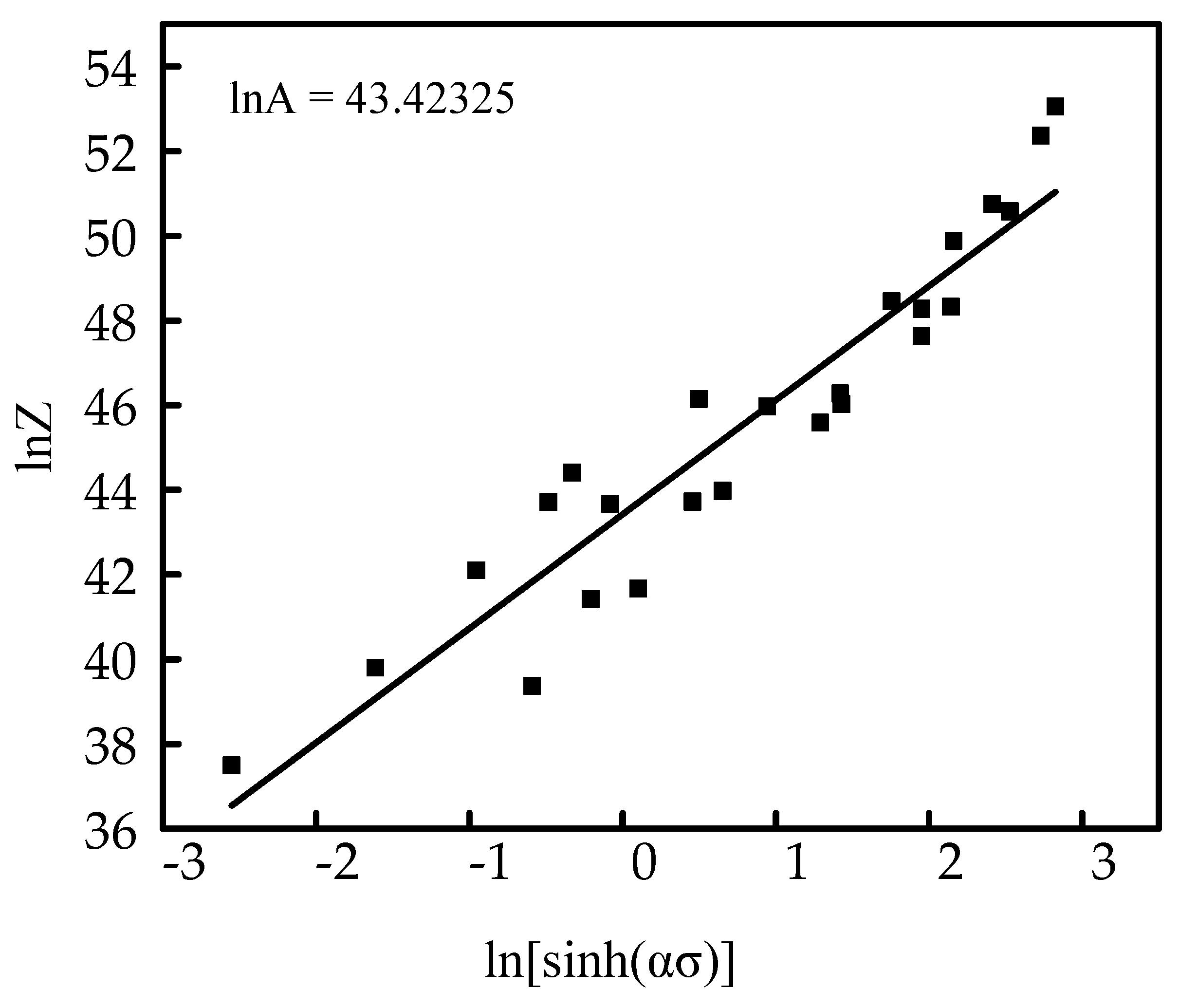
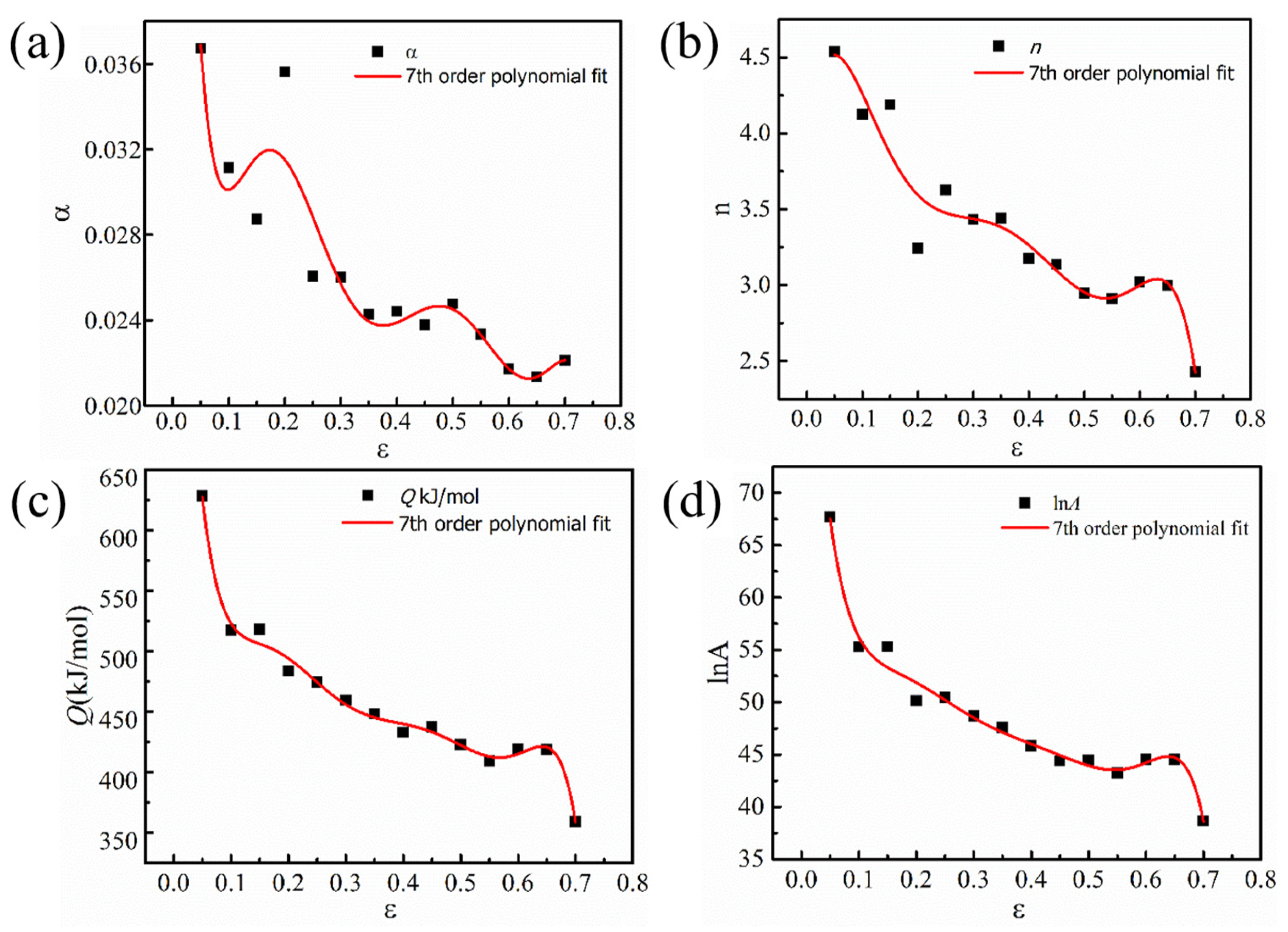
- The constitutive model of TA1 for EB furnace casting considering the effect of strain was Equation (15).
- (3)
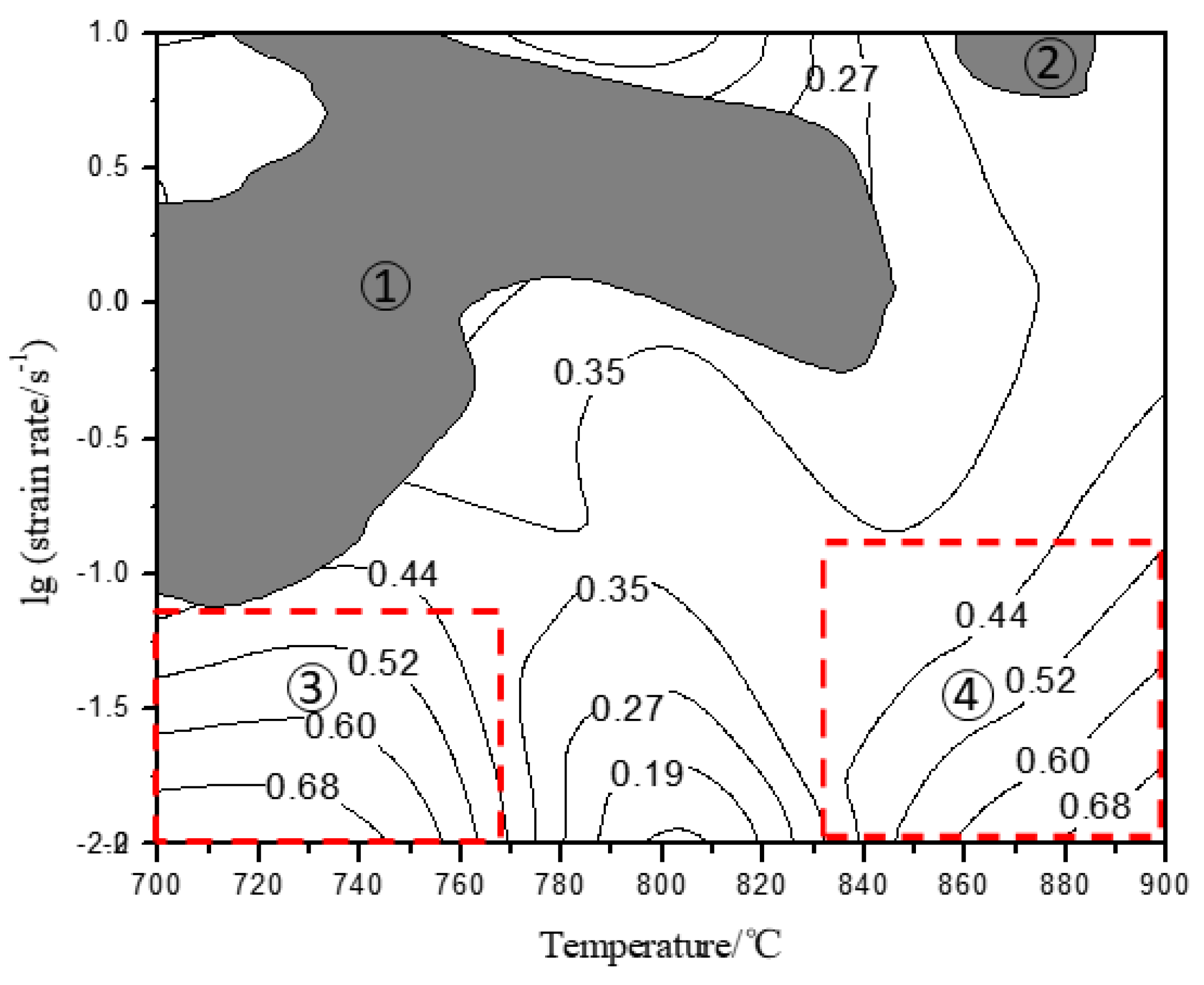
- Based on the processing map of the TA1 sample produced by the EB furnace, the suitable processing areas were obtained: The range of strain rate was 0.01–0.05 s−1 at the deformation temperature range was 700–770 °C; When the deformation temperature range was 840–900 °C, the strain rate range was 0.01–0.15 s−1.
- (4)
- Compared with VAR produced TA1 sample, EB produced TA1 sample had lower activation energy of thermal deformation and a smaller suitable range for thermal processing.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Boyer, R. Titanium for aerospace: Rationale and applications. Adv. Perform. Mater. 1995, 2, 349–368. [Google Scholar] [CrossRef]
- Vakhrusheva, S.; Hruzin, V. Effect of deformation ratio on texture and properties of Titanium alloy tubes under cold rolling. Metallofiz. Noveishie Tekhnologii 2019, 41, 1303–1314. [Google Scholar] [CrossRef]
- Kotkunde, N.; Deole, A.D.; Gupta, A.K.; Singh, S.K.; Aditya, B. Failure and formability studies in warm deep drawing of Ti-6Al-4V alloy. Mater. Des. 2014, 60, 540–547. [Google Scholar] [CrossRef]
- Gao, L.; Li, X.M.; Huang, H.G.; Sui, Y.D.; Zhang, H.M.; Shi, Z.; Chattopadhyay, K.; Jiang, Y.H.; Zhou, R. Numerical study of aluminum segregation during electron beam cold hearth remelting for large-scale Ti-6wt%Al-4wt%V alloy round ingot. Int. J. Heat Mass Transf. 2019, 139, 754–772. [Google Scholar] [CrossRef]
- Gao, L.; Huang, H.G.; Kratzsch, C.; Zhang, H.M.; Chattopadhyay, K.; Jiang, Y.H.; Zhou, R. Numerical study of aluminum segregation during electron beam cold hearth melting for large-scale Ti-6wt%Al-4wt%V alloy slab ingot. Int. J. Heat Mass Transf. 2020, 147, 118976. [Google Scholar] [CrossRef]
- Gao, L.; Huang, H.G.; Jiang, Y.H.; Chen, G.; Chattopadhyay, K.; Zhou, R. Numerical study on the solid-liquid interface evolution of large-scale titanium alloy ingots during high energy consumption electron beam cold hearth melting. JOM 2020, 72, 1953. [Google Scholar] [CrossRef]
- Gao, L.; Huang, H.G.; Zhang, Y.Q.; Zhang, H.M.; Shi, Z.; Jiang, Y.H.; Zhou, R. Numerical modeling of EBCHM for large-scale TC4 alloy round ingots. JOM 2018, 70, 2934–2942. [Google Scholar] [CrossRef]
- Xu, G.; Tao, J.; Deng, Y.; Zheng, B.; Zhang, Y.; Jiang, Y. Multi-stage hot deformation and dynamic re-crystallization behavior of low-cost Ti–Al–V–Fe alloy via electron beam cold hearth melting. J. Mater. Res. Technol. 2022, 20, 1186–1203. [Google Scholar] [CrossRef]
- Ma, R.X.; Wang, Y.C.; Luo, W. Processing map establishment and hot rolling process optimization of commercial pure titanium. Titan. Ind. Prog. 2016, 33, 29–32. (In Chinese) [Google Scholar]
- Li, J.; Shi, Q.N.; Yu, H.; Ren, W. Thermal deformation behavior and processing diagram of pure titanium TA1. Iron Steel Vanadium Titan. 2016, 37, 37–43. (In Chinese) [Google Scholar]
- Huang, Y.D. Thermal Deformation Behavior and Microstructure of TA1 Prepared by EB Furnace Melting and Casting Residual Titanium. Ph.D. Thesis, Kunming University of Science and Technology, Kunming, China, 2021. (In Chinese). [Google Scholar]
- GB/T4698; China Nonferrous Metals Industry Association. Methods for Chemical Analysis of Titanium Sponge, Titanium and Titanium Alloys. China Standards Press: Beijing, China, 2020.
- Huang, W.; Qiu, H.; Zhang, Y.; Zhang, F.; Gao, L.; Omran, M.; Chen, G. Microstructure and phase transformation behavior of Al2O3-ZrO2 under microwave sintering. Ceram. Int. 2022, 49, 4855–4862. [Google Scholar] [CrossRef]
- Wan, Z.; Hu, L.; Sun, Y.; Wang, T.; Li, Z. Hot deformation behavior and processing workability of a Ni-based alloy. J. Alloys Compd. 2018, 769, 367–375. [Google Scholar] [CrossRef]
- Evans, R.W.; Scharning, P.J. Axisymmetric compression test and hot orking properties of alloys. Mater. Sci. Technol. 2001, 17, 995–1004. [Google Scholar] [CrossRef]
- Wang, W.; Gong, P.; Zhang, H.; Shi, Y.; Wang, M.; Zhang, X.; Wang, K. Hot deformation behavior of TC4 Ti-alloy prepared by electron beam cold hearth melting. Chin. J. Mater. Res. 2020, 34, 665–673. (In Chinese) [Google Scholar]
- Liang, H.C.; Yan, X.S.; Zhang, Z.Q.; Bai, C.G.; Li, D.F.; Yang, L. Thermal deformation behavior of Ti-4Al-3V alloy at high temperature. J. Shenyang Ligong Univ. 2022, 41, 59–65. [Google Scholar]
- Ma, T.; Wang, Y.; Yang, C.; Alamusi; Deng, Q.; Liu, Y.; Li, X.; Wei, Q.; Hu, N. Effect of strain rate on microscale formability and microstructural evolution of TA1 foil. Mater. Sci. Eng. A 2021, 817, 141338. [Google Scholar] [CrossRef]
- Zhao, T.; Zhang, B.; Zhao, F.; Zhang, Z.; Dang, X.; Ma, Y.; Cai, J.; Wang, K. Hot deformation behavior of multilayered Ti/Ni composites during isothermal compression. J. Mater. Res. Technol. 2022, 18, 4903–4917. [Google Scholar] [CrossRef]
- Zhangg, X.B.; Yu, Y.B.; Liu, B.; Zhao, Y.; Ren, J.; Yan, Y.; Cao, R.; Chen, J. Microstructure characteristics and tensile properties of multilayer Al-6061/Ti-TA1 sheets fabricated by accumulative roll bonding. J. Mater. Process. Technol. 2020, 275, 116378. [Google Scholar] [CrossRef]
- Zhou, S.W.; Dong, H.B.; Jiang, Z.W. Flow stress analysis and constitutive equation of TB17 titanium alloy under hot compression. J. Plast. Eng. 2018, 25, 218–223. (In Chinese) [Google Scholar]
- Sun, J.; Chen, Y.; Liu, F.; Yang, E.; Wang, S.; Fu, H.; Qi, Z.; Huang, S.; Yang, J.; Liu, H.; et al. Calibration of arrhenius constitutive equation for B4Cp/6063Al composites in high temperatures. Materials 2022, 15, 6438. [Google Scholar] [CrossRef]
- Xu, Y.; Yang, X.J.; He, Y.; Du, D.N. Constitutive equation for hot deformation behavior of TC4 titanium alloy. Rare Met. Mater. Eng. 2017, 46, 1320–1326. [Google Scholar]
- Narayana, P.L.; Li, C.L.; Hong, J.K.; Choi, S.W.; Park, C.H.; Kim, S.W.; Kim, S.E.; Reddy, N.S.; Yeom, J.-T. Characterization of hot deformation behavior and processing maps of Ti–19Al–22Mo alloy. Met. Mater. Int. 2019, 25, 1063–1071. [Google Scholar] [CrossRef]
- Liu, Q.; Wang, Z.; Yang, H.; Ning, Y. Hot deformation behavior and processing maps of Ti-6554 alloy for aviation key structural parts. Metals 2020, 10, 828. [Google Scholar] [CrossRef]
- Xu, M.; Jia, W.J.; Zhang, Z.; Xie, J. Hot compression deformation behavior and processing map of TA15 alloy. Rare Met. Mater. Eng. 2017, 46, 2708–2713. [Google Scholar]
- Yang, Z.; Yu, W.; Lang, S.; Wei, J.; Wang, G.; Ding, P. Hot Deformation behavior and processing maps of a new Ti-6Al-2Nb-2Zr-0.4B Titanium alloy. Materials 2021, 14, 2456. [Google Scholar] [CrossRef]
- Gu, B.; Chekhonin, P.; Xin, S.; Liu, G.; Ma, C.; Zhou, L.; Skrotzki, W. Effect of temperature and strain rate on the deformation behavior of Ti5321 during hot-compression. J. Alloys Compd. 2021, 876, 159938. [Google Scholar] [CrossRef]
- Sun, B.Q.; Yan, X.D.; Yang, S.L.; Yao, Y. Study on hot deformation characteristics and machining diagram of Al-Li-Cu-Mg-Zn-Ag alloy. Rare Met. 2017, 41, 949–954. (In Chinese) [Google Scholar]
- Quan, G.-Z.; Wen, H.-R.; Pan, J.; Zou, Z.-Y. Construction of processing maps based on expanded data by BP-ANN and identification of optimal deforming parameters for Ti-6Al-4V alloy. Int. J. Precis. Eng. Manuf. 2016, 17, 171–180. [Google Scholar] [CrossRef]
- Lin, X.; Huang, H.; Yuan, X.; Wang, Y.; Zheng, B.; Zuo, X.; Zhou, G. Study on hot deformation behavior and processing map of a Ti-47.5Al-2.5V-1.0Cr-0.2Zr alloy with a fully lamellar microstructure. J. Alloys Compd. 2022, 901, 163648. [Google Scholar] [CrossRef]
- Li, C.; Huang, L.; Zhao, M.; Guo, S.; Su, Y.; Li, J. Characterization of hot workability of Ti-6Cr-5Mo-5V-4Al alloy based on hot processing map and microstructure evolution. J. Alloys Compd. 2022, 905, 164161. [Google Scholar] [CrossRef]
- Yang, Y.; Xu, D.; Cao, S.; Wu, S.; Zhu, Z.; Wang, H.; Li, L.; Xin, S.; Qu, L.; Huang, A. Effect of strain rate and temperature on the deformation behavior in a Ti-23.1Nb-2.0Zr-1.00 titanium alloy. J. Mater. Sci. Technol. 2021, 73, 52–60. [Google Scholar] [CrossRef]
- Liu, J.L.; Zeng, W.D.; Shu, Y.; Xie, Y.; Yang, J. Hot working parameters optimization of TC4-DT titanium alloy based on processing maps considering true strain. Rare Met. Mater. Eng. 2016, 45, 1647–1653. [Google Scholar]
- Ji, X.M.; Xiang, C.; Hu, Y.N. Microstructure evolution and parameters optimization during hot deformation of TA12 titanium alloy. J. Funct. Mater. 2015, 46, 08081–08085. (In Chinese) [Google Scholar]
- Prasad, Y.; Seshacharyulu, T. Modelling of hot deformation for microstructural control. Metall. Rev. 1998, 43, 243–258. [Google Scholar] [CrossRef]
- Liu, J.H.; Liu, J.S.; Xiong, Y.S.; He, W.W.; Zhang, P.; Liu, X.M. Study on hot deformation behavior and machining diagram of TC4-DT titanium alloy. Rare Met. Mater. Eng. 2013, 42, 1674–1678. (In Chinese) [Google Scholar]
- Vinod, B.; Ananthi, V.; Ramanathan, S. Hot deformation behavior of Titanium alloy-reinforced solid/agro waste materials: Constitutive analysis and processing maps. J. Bio-Tribo-Corros. 2021, 7, 119. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | O | N | C | H | Ti |
|---|---|---|---|---|---|
| ≤0.20 | ≤0.18 | ≤0.03 | ≤0.08 | ≤0.015 | Bal |
| True Strain | α | n | Q (kJ/mol) | lnA |
|---|---|---|---|---|
| 0.05 | 0.0367310 | 4.537762 | 628.09658 | 67.68917 |
| 0.1 | 0.0311358 | 4.123178 | 517.24992 | 55.28302 |
| 0.15 | 0.0287303 | 4.188236 | 517.89557 | 55.30470 |
| 0.2 | 0.0356319 | 3.242180 | 483.62878 | 50.14605 |
| 0.25 | 0.0260507 | 3.625776 | 474.42582 | 50.45797 |
| 0.3 | 0.0260062 | 3.431418 | 459.28553 | 48.67368 |
| 0.35 | 0.0242674 | 3.438538 | 448.01972 | 47.60311 |
| 0.4 | 0.0244092 | 3.174006 | 432.84269 | 45.82066 |
| 0.45 | 0.0237639 | 3.135992 | 437.09739 | 44.38648 |
| 0.5 | 0.0247517 | 2.947084 | 422.53110 | 44.47413 |
| 0.55 | 0.0233285 | 2.910886 | 409.14240 | 43.21425 |
| 0.6 | 0.0216964 | 3.020520 | 419.02809 | 44.54717 |
| 0.65 | 0.0213428 | 2.996986 | 418.49972 | 44.51738 |
| 0.7 | 0.0221200 | 2.429494 | 358.97080 | 38.67918 |
| α | n | Q (kJ/mol) | lnA |
|---|---|---|---|
| α0 = 0.08047 | n0 = 3.9809 | Q0 = 1050.80096 | A0 = 104.97502 |
| α1 = −1.57336 | n1 = 25.52243 | Q1 = −14,406.71512 | A1 = −1213.97161 |
| α2 = 18.63559 | n2 = −388.12653 | Q2 = 156,765.29615 | A2 = 12,090.3470 |
| α3 = −107.21173 | n3 = 2069.28187 | Q3 = −890,952.59121 | A3 = −64,932.77841 |
| α4 = 328.63345 | n4 = −5187.62503 | Q4 = 2,814,010.0 | A4 = 198,218.43158 |
| α5 = −550.47869 | n5 = 6070.79641 | Q5 = 4,982,800.0 | A5 = −345,319.45288 |
| α6 = 475.65222 | n6 = −2494.63078 | Q6 = 4,624,390.0 | A6 = 319,534.03285 |
| α7 = −165.87799 | n7 = −246.27687 | Q7 = −1,749,330.0 | A7 = −121,622.70438 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Z.; Huang, W.; Zhao, W.; Sun, X.; Ji, H.; Yin, S.; Chen, J.; Gao, L. Hot Deformation Behavior of TA1 Prepared by Electron Beam Cold Hearth Melting with a Single Pass. Materials 2023, 16, 369. https://doi.org/10.3390/ma16010369
Zhang Z, Huang W, Zhao W, Sun X, Ji H, Yin S, Chen J, Gao L. Hot Deformation Behavior of TA1 Prepared by Electron Beam Cold Hearth Melting with a Single Pass. Materials. 2023; 16(1):369. https://doi.org/10.3390/ma16010369
Chicago/Turabian StyleZhang, Zhibo, Weiwei Huang, Weidong Zhao, Xiaoyuan Sun, Haohang Ji, Shubiao Yin, Jin Chen, and Lei Gao. 2023. "Hot Deformation Behavior of TA1 Prepared by Electron Beam Cold Hearth Melting with a Single Pass" Materials 16, no. 1: 369. https://doi.org/10.3390/ma16010369
APA StyleZhang, Z., Huang, W., Zhao, W., Sun, X., Ji, H., Yin, S., Chen, J., & Gao, L. (2023). Hot Deformation Behavior of TA1 Prepared by Electron Beam Cold Hearth Melting with a Single Pass. Materials, 16(1), 369. https://doi.org/10.3390/ma16010369