1. Introduction
The Compact Muon Solenoid (CMS) is a general-purpose detector at the Large Hadron Collider (LHC) at CERN, aimed at studying particles produced in high-energy proton-proton and heavy ion collisions [
1]. The current LHC programme will end in 2025 with Run 3. Afterwards, the LHC will be upgraded to operate at significantly higher luminosity in the framework of the High Luminosity Large Hadron Collider (HL-LHC) project, which will achieve instantaneous luminosities a factor of five larger than the LHC nominal value [
2]. The upgraded machine will begin operation in 2029. The experiments will enlarge their data sampling by one order of magnitude compared with the current LHC programme [
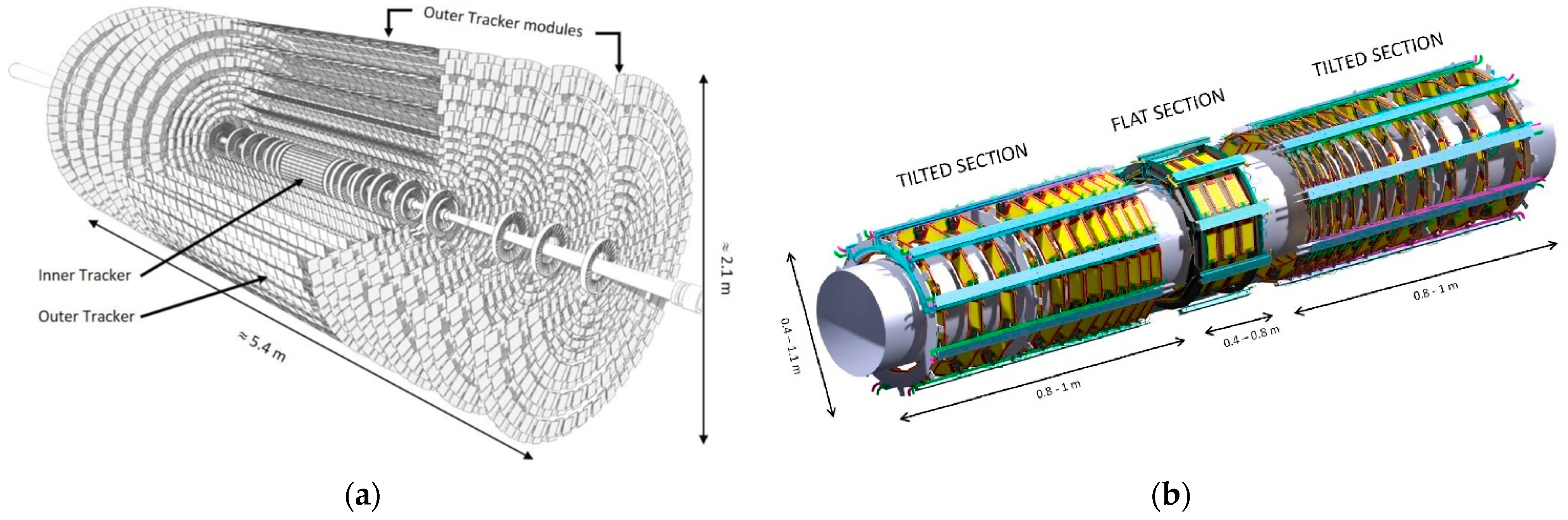
3]. In particular, more particles will impinge on the CMS detector than its detector systems were designed to handle. Therefore, an extensive upgrade of the CMS detector will take place in the coming years. One of the detector systems which will be entirely replaced to fully exploit the delivered luminosity is the tracker, which measures the trajectories of charged particles from the proton-proton collisions. The current strip and pixel trackers will be replaced by new Outer and Inner Tracker detectors. Their layout and innermost layers are shown in
Figure 1a.
Figure 1b shows a sub-section of the new tracker, the TBPS (Tracker Barrel with Pixel-Strip modules), of which prototypes have been manufactured.
The Outer Tracker will consist of about 13,200 modules, each built up of two silicon sensors separated by mechanical spacers [
5]. The modules and support structures include thousands of parts that contribute to positioning and cooling the sensors during operation at −30 °C. These parts need low mass while featuring high thermal conductivity, stiffness and strength. Their thermal expansion coefficient (CTE) should match as closely as possible that of silicon 2.4 × 10
−6 K
−1 to avoid deformations during cooling cycles. In particular, CTE should be at most 4 × 10
−6 K
−1 in the part planes parallel to silicon sensors and 2.4 × 10
−5 K
−1 in the through-thickness direction. The thermal conductivity of the mechanical module parts is specified to be at least 120 W/mK and above 220 W/mK in the most critical areas. A Young’s modulus > 95 GPa and flexural strength of min. 120 MPa are required. Relative density should be at most 2600 kg/m
3 and homogeneous throughout the volume of the parts. Moreover, the parts should be completely non-magnetic (relative magnetic permeability
µr ≤ 1.005) at the operating field of the superconducting CMS solenoid magnet of 3.5 T.
The modules have to feature dimensional and metallurgical stability during exposure to unregulated temperature and moisture conditions. Indeed, during storage and handling, as well as following installation in the caverns of the experiments, they may be submitted to uncontrolled temperature and moisture conditions before the steady operation at −30 °C.
Since the early 90 s, Metal Matrix Composites (MMCs) have been looked at as reference material for thermal management solutions for electronic packaging. Their properties, in particular CTE, can be tailored to match one of semiconductors in particular Si, by a proper selection of the reinforcement, its orientation and volume fraction. For High Energy Physics (HEP) detectors, the selected materials have to be as transparent as possible to particles. A “material budget” equivalent in terms of thickness to less than 1% of the radiation length of the material is considered a common requirement [
6]. For this reason, aluminium or aluminium alloy matrix are an advantage against higher-density copper matrix composites. Although aluminium has much lower conductivity than pure copper, in aluminium-carbon fibre (Al/C
f) composites, the thermal conductivity values specified for the CMS Outer Tracker application can be obtained. For a 58 vol.% unidirectional C
f content in an Al-3 wt.% Mg matrix MMC produced by gas pressure infiltration, the thermal conductivity of 540 W/mK could be achieved [
7], while 273 W/mK in the plane were reported that for a unidirectional C
f product obtained by a low-pressure infiltration process [
8]. Even for a short C
f reinforcement, Silvain et al. [
9] reported for a sintered MMC based on an Al + 5 vol.% AlSi matrix and 40 vol.% carbon fibres, thermal conductivity as high as 240 W/mK in the plane and the order of 120 W/mK in the transverse direction of carbon fibres. Ceteris paribus, these values were much higher than measured by the same authors for an Al/C
f product (in the order of 120 W/mK and 65 W/mK, respectively).
Due to the above properties, Al/C
f Metal Matrix Composites are the material of choice to produce light and stable thermal management components for High Energy Physics detectors. In particular, for the CMS Outer Tracker, Al/C
f is retained against a ceramic material solution such as AlN. Indeed, the CTE of the latter is in the order of 4 × 10
−6 K
−1 to 5 × 10
−6 K
−1 with little dependence on the directions, hence an advantage against Al/C
f MMCs, which are highly anisotropic. However, AlN, which is selected for some parts of ATLAS and CMS detectors, can only be used for components requiring to be electrical insulators. Moreover, AlN is not easily machinable in three-dimensional shapes as it is required, for example, for the cooling adapters of the Outer Tracker: AlN parts can only be obtained by water jet or laser cutting in two-dimensional shapes, hence only suitable and used for flat components of the detectors such as spacers, carrier plates etc. Finally, for the Outer Tracker, the parts need to be electrically conductive, which is the case for Al/C
f but not for AlN. Based on the above, about 500,000 cm
3 of Al/C
f raw material will be ordered for the build of different parts of the CMS Outer Tracker (
Figure 2), to be produced through a reliable process to guarantee consistent properties all along part manufacturing. In particular, it is critical for the function of the modules that the machined parts achieve tight dimensional tolerances and that their dimensional stability is guaranteed over time to a few microns.
One of the drawbacks of MMCs with aluminium alloy matrix, and in particular of Al/C
f, is their sensitivity to corrosion, even in normal humidity air [
10]. Indeed, inhomogeneities are introduced on the surface of the parts exposed to the environment, featuring a combination of galvanically active metal and reinforcement material, such as graphite or C
f, which is more noble in the galvanic potential series [
11,
12,
13]. Severe galvanic corrosion phenomena induce dimensional changes and the formation of internal defects near corrosion surfaces and in the bulk of the parts. To circumvent this issue, the applicability of a noble metal coating consisting of nickel-based layers covered by a thin gold film is studied in the present paper. It is known that noble metal coatings may suffer from corrosion at flaw sites in case of imperfect covering or local discontinuities in the film due to unfavourable anodic (aluminium) to cathodic (noble coating) coupling and area ratio in the presence of a local defect [
11]. For this reason, their efficiency as barrier protection is addressed in the present paper, together with their magnetic properties, the latter being particularly relevant for the specific case of HEP applications.
2. Materials and Methods
Two different Al/Cf products are the object of the present investigation, both reinforced by chopped high elastic modulus carbon fibres oriented in the xy plane. The volume fraction of carbon fibres is controlled to target an in-plane CTE of 4 × 10−6 K−1 and is in the order of 50 vol.%. They are both easily machinable to tight tolerances.
The first product, Al MetGraf™ 4-230 (hereafter referred to as GPI) manufactured by Parker Hannifin Corporation (Parker Hannifin Engineered Materials Group, North Haven CT USA), is obtained by gas-pressure assisted metal infiltration casting [
14]. It is based on an AlSi alloy matrix (high purity AlSi eutectic alloy A413 HP) reinforced with high modulus pitch-based carbon fibres. The gas-pressure infiltration process is based on a preform infiltrated by the molten A413 HP alloy. The product incorporates chopped fibres randomly oriented in a felted preform [
15], whose content (proprietary information) is aimed at achieving a density of 2400 kg/m
3 and an in-plane (through-thickness) average CTE of 4 × 10
−6 K
−1 (24 × 10
−6 K
−1 ) in the temperature range −55 °C to +125 °C. According to the manufacturer’s data, it features an in-plane (through-thickness) thermal conductivity of 230 (120) W/mK, Young’s modulus of 98 GPa, a flexural strength of 186 MPa and an ultimate in-plane tensile strength of 103 MPa, compliant with the Outer Tracker specification limits.
The second product, which was manufactured by the company Composite Innovation (hereafter referred to as PM), is a powder metallurgy MMC based on a matrix obtained from a mixture of spherical pure Al powder and 5 vol.% of eutectic Al11.3at%Si powder, engineered by the Institute of Condensed Matter Chemistry (ICMCB) of the Centre National de la Recherche Scientifique (CNRS) of Bordeaux (France). It is sintered in a semi-liquid process. The mixed powder was hot pressed by applying a 60 MPa uniaxial pressure for a holding time of 30 min at 600 °C, between the melting points of the Al11.3%Si alloy (585 °C) and of pure Al (660 °C), respectively. Details of the constituents and the process are provided in [
16].
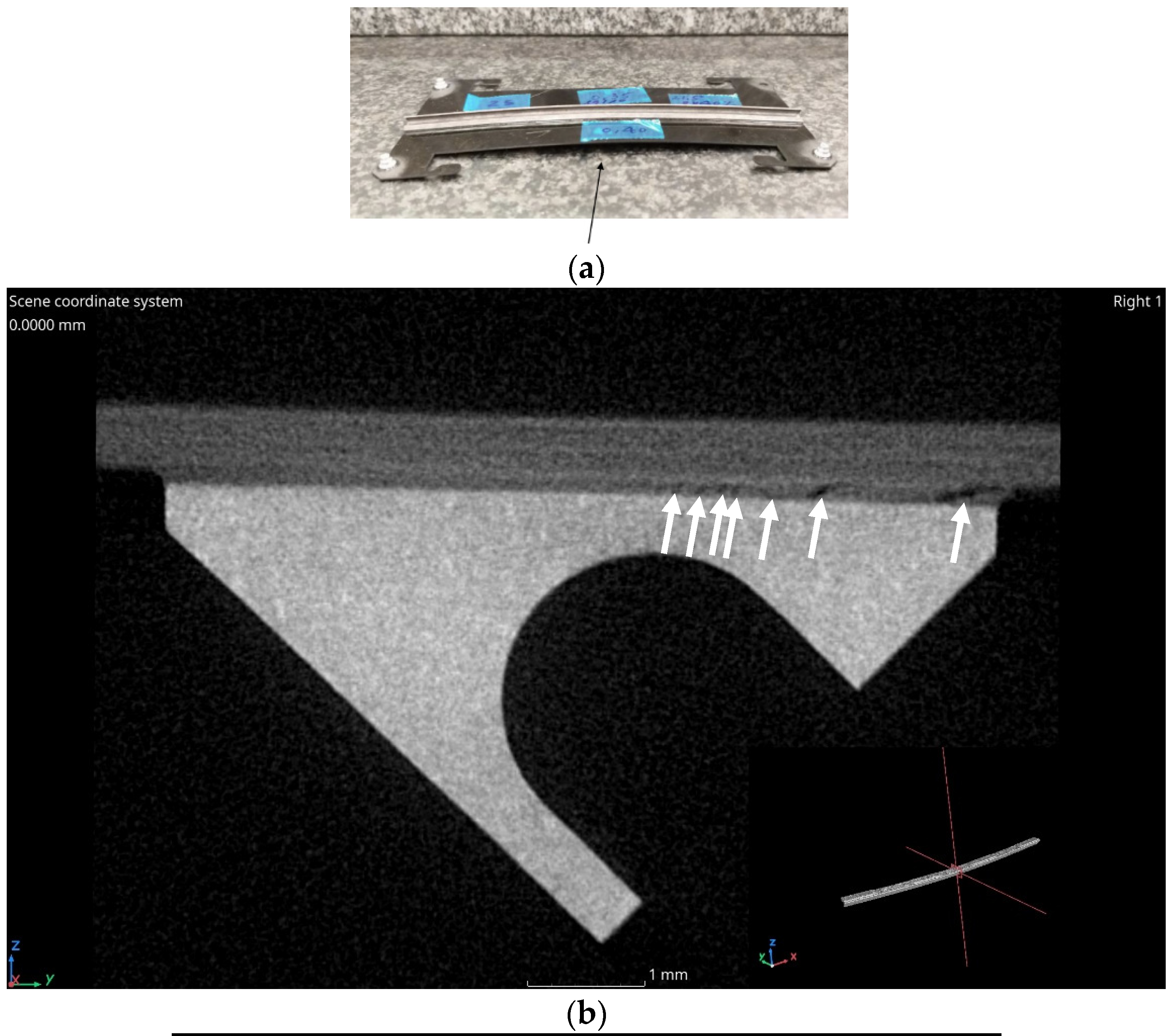
Cooling adapters fully machined from Al/C
f blocks of each of the two products were studied, as well as simpler rectangular cross-section samples cut from the blocks. In some cases, the adapters were glued onto the carbon plates using a Polytec EP 601-LV glue and cured for 48 h at RT (25 °C) with ≈50% RH (
Figure 3). The carbon plates consist of five plies of 120 gsm K13D2U/EX-1515 UD carbon fibre/Toray cyanate ester prepreg resin system, laminated to ~0.5 mm thickness and featuring a [0, 90, 0, 90, 0] layup.
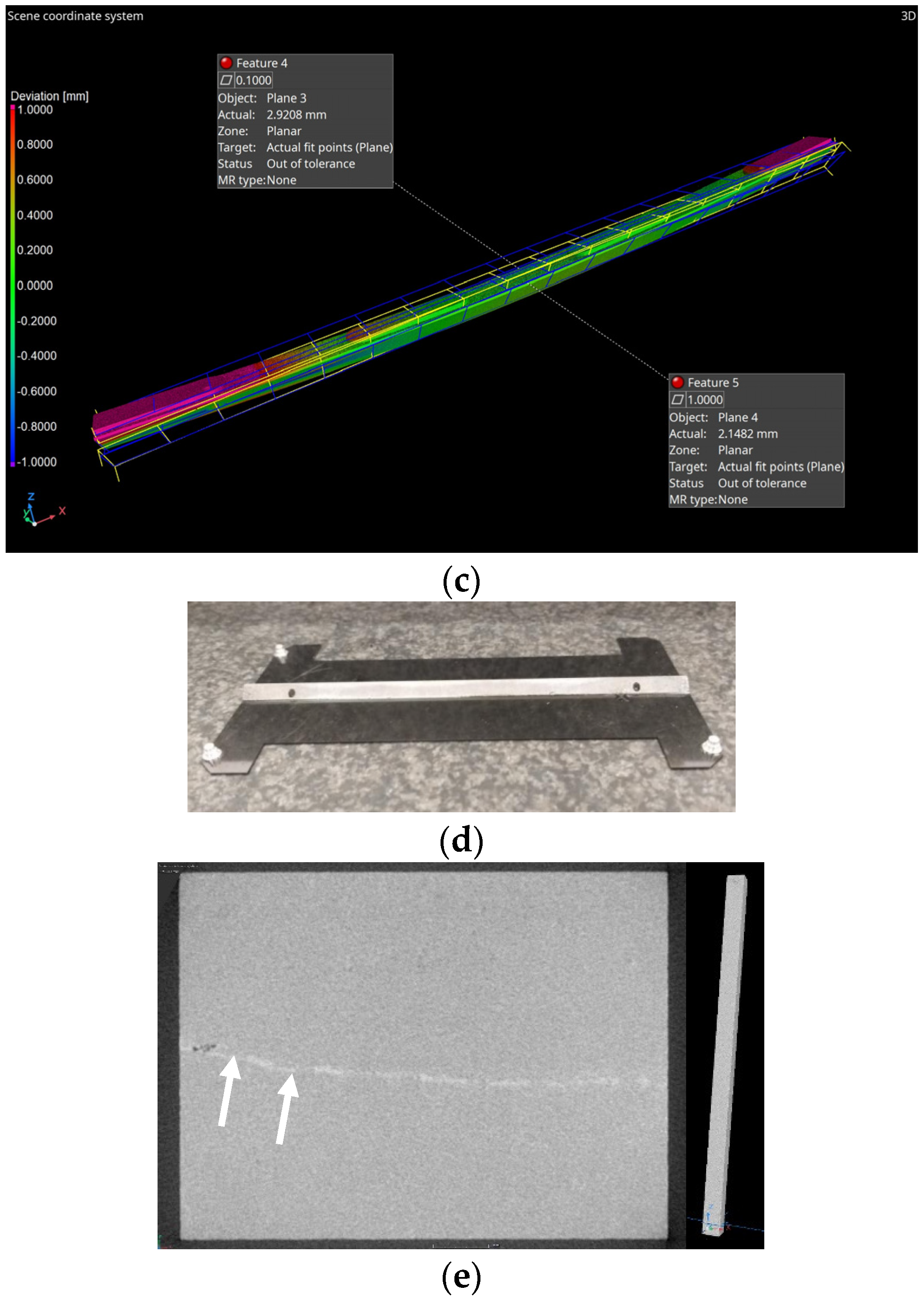
Volumetric examinations of the parts were performed by X-ray micro-tomography (CT) at CERN with the help of a Zeiss METROTOM 1500 tomograph (Carl Zeiss, Oberkochen, Germany). The achieved resolution (voxel size) is in the order of 15 µm to 20 µm. The same device was used for 3D metrological inspections with the same resolution.
Optical inspections at reception were performed using a Keyence VR-3200-G2 microscope. Metallurgical observations were carried out with the help of a Zeiss AxioImager microscope and a Keyence VHX-6000 Digital Microscope (DM, Keyence Corporation, Osaka, Japan). SEM and FIB-SEM observations were performed respectively with Zeiss Sigma and Sigma 500 Field Emission Gun (FEG, Carl Zeiss, Oberkochen, Germany) systems and a Zeiss XB540 FIB-SEM unit. Secondary Electrons (SE), Backscattered Electrons (BSE) modes and Energy dispersive X-ray Spectroscopy (EDS) were applied in order to identify and analyse the distribution of the phases in the bulk of the material, as well as the corrosion residues and their nature.
Magnetic permeability measurements were performed with the help of a portable Foerster Magnetoscop 1.069
® device (Institut Dr. Foerster GmbH & Co., Reutlingen, Germany) [
17] under a constant field of 80 kA/m (about 0.1 T). The Foerster Magnetoscop is a commercial instrument used to measure the relative permeability of feebly magnetic specimens. This flux-distortion detection method is compliant with Test Method 4 of ASTM A342/A342M [
18]. The instrument is equipped with a permeability probe made of a cylindrical permanent magnet and two fluxgate magnetometers. The specimens were also tested by a Static-Sample Magnetometer (SSM) available at CERN in order to verify the permeability values under a wider applied field range (up to 1 T) and benchmark the Foerster Magnetoscop 1.069
® results at 0.1 T for future inspections of the adapters following coating process to be eventually applied for the series production. SSM measurements consist of the insertion of the specimen to be tested inside a dipolar and highly uniform magnetic field and a measurement of the perturbation of such field induced by the specimen, from which the relative magnetic permeability of the specimen is calculated. A description of the technique is available in [
19].
4. Discussion
The observed degradation and dimensional changes of the powder metallurgy adapters submitted to severe temperature-humidity cycles are understood as due to an extreme moisture sensitivity induced by active galvanic corrosion phenomena between the C
fs and aluminium-based matrix, inducing changes of volumes and even failures in the glued joint in the subassemblies due to the stresses introduced at the interfaces by the bending of the adapter (bi-material effect). The PM fabrication route minimises the number of cavities in the microstructure, mainly present at the Al/C
f interface, thanks to the applied semi-liquid phase sintering involving the presence of a small fraction of the liquid phase during the sintering process. Indeed, PM Al/C
f composite is a nonreactive system, where chemical reactions between the matrix, constituted by powder particles featuring an alumina surface layer, and the fibres are absent, while the semi-liquid phase sintering involving eutectic AlSi allows the wettability and the Al/C
f interfacial properties to be improved, particularly for high content of C
f. On this basis, physical properties and, in particular, thermal conductivity compatible with requirements for heat sink materials could be obtained through this route [
16]. Nevertheless, the present study has demonstrated that the internal structure of the investigated PM samples remains more open than for GPI samples and features an unfilled network of cavities between the C
fs and the matrix, which may grow under the effect of the intake of moisture into the bulk material and subsequent galvanic corrosion. On this basis, subassemblies, including uncoated PM adapters, remain stable only if maintained within controlled laboratory conditions (22 °C and RH < 60%), where no dimensional effects have been measured for at least a time period of a few months. Since excursions to higher temperature and humidity levels cannot be excluded during the lifetime of HEP detectors before and after installation due to manufacturing, assembly, transport and maintenance periods where exposure conditions may be ill-controlled, PM parts have to be coated to make them suitable for such detectors.
The studied subassemblies, including coated PM adapters, have been shown to be dimensionally stable and microstructurally sound. PM adapters coated with a sequence of NiP, Ni and Au deposits are impervious to moisture. The coated PM parts object of the present study would be acceptable for TBPS ring production. Indeed, their relative magnetic permeability for fields above saturation of Ni (0.65 T), such as the operating field of the CMS magnet (3.5 T), is below 1.005, as shown in this study. However, the addition of a heavy-density coating approximately 20 µm thick induces an increase of the radiation length of the parts expected to be up to 15%; hence the thickness of the coatings should be carefully controlled and, as needed minimised for future productions.
On the other hand, products obtained by pressure infiltration casting (GPI) that have been the object of early development and prototyping for the main CERN LHC detectors, such as CMS and ATLAS, have shown less sensitivity even to extreme temperature-humidity cycles (50 °C, 100% RH for 144 h and 70 °C, 100% RH for 60 h). They may be used uncoated in the detector application presented here. Their compact microstructure explains the absence of observable galvanic corrosion phenomena on their surface and bulk, despite the observed presence of closed porosity and segregation band defects in their microstructure.
5. Conclusions and Perspectives
The present work confirms the suitability of the two investigated Al/Cf MMCs for application to the highly sensitive HEP detector components of the CERN CMS Outer Tracker, requiring tight geometrical control and microstructural stability over time. For powder metallurgy parts sintered through the semi-liquid phase process, it has been shown that a multi-layered protective noble metal coating is impervious to moisture, hence allowing dimensional stability to be guaranteed and the onset of corrosion phenomena to be avoided. The present investigations have also confirmed that the pressure infiltration casting Al/Cf product examined in the present work is already state-of-the-art for application to HEP detectors such as the CERN CMS Outer Tracker.
In order to circumvent the limitations of uncoated PM products highlighted in the present paper, alternative PM products obtained by an Al + Mg powder route may be considered and are being studied, with the aim of obtaining a denser microstructure and reducing porosity. An Al15%volMg/C
f/55f product, hot pressed at 500 °C under 60 MPa, could achieve a hardness of 50 HV, equivalent to GPI MetGraf™ 4–230 samples, a compact structure at the Al alloy matrix-C
f interface and a density very close to the theoretical one [
22]. It will be further studied. Alternative sintering processes based on Spark Plasma Sintering (SPS) have also been developed. In particular, parts based on SPS AlSiMg and Al + eutectic AlSi alloyed powders, respectively, have been produced and investigated. These products show moisture sensitivity and mechanical properties equivalent to or in excess of the ones of the GPI product examined in this study [
23]. Optimization of the coatings applicable to PM products is also envisaged, taking into account that such coatings influence radiation length. It is envisaged to avoid the pure electrolytic Ni layer in order to further decrease magnetic permeability at low fields and to reduce the thickness of the NiP layer in order to decrease radiation length. On this basis, a non-magnetic coating exclusively based on NiP+Au deposits has been developed and will eventually be examined. Concerning the GPI product, future optimization will reduce the presence of segregation bands. It is known that these bands and the porosity embedded in them can occur even in casting with relatively thin cross-sections as the adapters [
24]. Since they are generally due to excessive pressure during casting, closer control of the infiltration casting parameters should allow us to avoid them in series production.

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}














