
Manufacturing of Aluminum Matrix Composites Reinforced with Carbon Fiber Fabrics by High Pressure Die Casting




Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. Samples Manufactured
3.2. Microstructure of Composites
3.3. Hardness of Composites
3.4. Tensile Properties of the Composites
4. Discussion
4.1. Wettability and Pressure Infiltration
4.2. Microstructure of the Samples
4.3. Mechanical Properties
4.3.1. Modeling the Mechanical Properties
4.3.2. Fractographic Analysis
5. Conclusions
- Aluminum matrix composites consisting of AA413 aluminum alloy reinforced with long carbon fibers in the shape of unidirectional and woven fabrics were manufactured by HPDC by incorporating the fabrics in the metallic die;
- Fibers were not degraded by the interaction with aluminum and most of the fibers remained in the zones where they were positioned before the entrance of the molten aluminum;
- The pressure applied by the HPDC process allowed the filling of the zones within the woven meshes and fibers, and the composites were practically free from defects. The carbon fibers limited the grain growth in the composites; thus, finer microstructures were obtained. As a result of this, hardness increased in the composites and more in the woven-reinforced composite because of its higher volumetric reinforcement fraction;
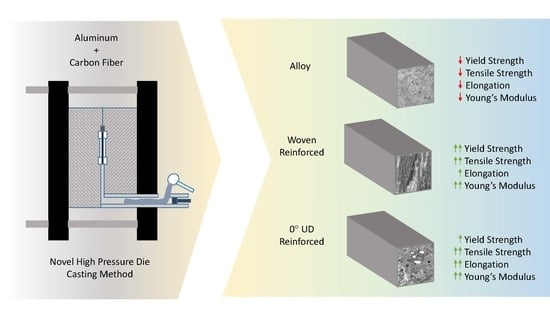
- The carbon fiber reinforcement used provided a 10% increase in Young’s modulus, a 6% with UD Cf and 12% with woven in yield strength, 28% increase in tensile strength, and the increase in elongation at break was 86% for the UD and 21% for the woven. The properties observed have been explained by the rule of mixtures models or by the Halpin–Tsai one, with a general deviation of less than 7%.
- Fractographic tests showed that the presence of fibers acted differently depending on the orientation. Fibers along the tensile test direction (0°) favored the ductile behavior of the alloy, and after the break, fibers arose from the fracture surface. In the woven-reinforced composite, the 90° fibers did not help to increase the strength of the composite and limited the deformation of the sample, therefore acting as defects.
- The material with the highest yield strength and tensile strength was the aluminum reinforced with woven with 8 vol.% Cf, while the material with the highest Young’s Modulus and elongation at break was the aluminum reinforced with 4 vol.% of unidirectional carbon fibers.
6. Patents
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Reddy, P.V.; Kumar, G.S.; Krishnudu, D.M.; Rao, H.R. Mechanical and Wear Performances of Aluminium-Based Metal Matrix Composites: A Review. J. Bio-Tribo-Corrosion 2020, 6, 83. [Google Scholar] [CrossRef]
- Akinwamide, S.O.; Akinribide, O.J.; Olubambi, P.A. Microstructural Evolution, Mechanical and Nanoindentation Studies of Stir Cast Binary and Ternary Aluminium Based Composites. J. Alloy. Compd. 2021, 850, 156586. [Google Scholar] [CrossRef]
- Akinwamide, S.O.; Abe, B.T.; Akinribide, O.J.; Obadele, B.A.; Olubambi, P.A. Characterization of Microstructure, Mechanical Properties and Corrosion Response of Aluminium-Based Composites Fabricated via Casting—A Review. Int. J. Adv. Manuf. Technol. 2020, 109, 975–991. [Google Scholar] [CrossRef]
- Ding, H.; Bao, X.; Jamili-Shirvan, Z.; Jin, J.; Deng, L.; Yao, K.; Gong, P.; Wang, X. Enhancing Strength-Ductility Synergy in an Ex Situ Zr-Based Metallic Glass Composite via Nanocrystal Formation within High-Entropy Alloy Particles. Mater. Des. 2021, 210, 110108. [Google Scholar] [CrossRef]
- Tan, Z.; Wang, L.; Xue, Y.; Zhang, P.; Cao, T.; Cheng, X. High-Entropy Alloy Particle Reinforced Al-Based Amorphous Alloy Composite with Ultrahigh Strength Prepared by Spark Plasma Sintering. Mater. Des. 2016, 109, 219–226. [Google Scholar] [CrossRef]
- Chak, V.; Chattopadhyay, H.; Dora, T.L. A Review on Fabrication Methods, Reinforcements and Mechanical Properties of Aluminum Matrix Composites. J. Manuf. Process. 2020, 56, 1059–1074. [Google Scholar] [CrossRef]
- Arunkumar, S.; Sundaram, M.S.; Suketh, K.M.; Vigneshwara, S. Materials Today: Proceedings A Review on Aluminium Matrix Composite with Various Reinforcement Particles and Their Behaviour. Mater. Today Proc. 2020, 33, 484–490. [Google Scholar] [CrossRef]
- Srinivasan, R.; Pridhar, T.; Kirubakaran, R.; Ramesh, A. Materials Today: Proceedings Prediction of Wear Strength of Squeeze Cast Aluminium Hybrid Metal Matrix Composites Using Response Surface Methodology. Mater. Today Proc. 2020, 27, 1806–1811. [Google Scholar] [CrossRef]
- Ramos-masana, A.; Colominas, C. Surface & Coatings Technology Evaluation of DC-MS and HiPIMS TiB 2 and TaN Coatings as Diffusion Barriers against Molten Aluminum: An Insight into the Wetting Mechanism. Surf. Coat. Technol. 2019, 375, 171–181. [Google Scholar] [CrossRef]
- Sarina, B.A.O.; Kai, T.; Kvithyld, A.; Engh, T.; Tangstad, M. Wetting of Pure Aluminium on Graphite, SiC and Al 2 O 3 in Aluminium Filtration. Trans. Nonferrous Met. Soc. China 2012, 22, 1930–1938. [Google Scholar] [CrossRef]
- Fu, Y.; Li, H.; Cao, W. Enhancing the Interfacial Properties of High-Modulus Carbon Fiber Reinforced Polymer Matrix Composites via Electrochemical Surface Oxidation and Grafting. Compos. Part A Appl. Sci. Manuf. 2020, 130, 105719. [Google Scholar] [CrossRef]
- Tong, H.; Qiu, F.; Zuo, R.; Shen, P.; Cong, X.; Liu, J.; Yang, H.; Jiang, Q. The Effect and Mechanism of Alloying Elements on Al/SiC Interfacial Reaction in Al Melt. Appl. Surf. Sci. 2020, 501, 144265. [Google Scholar] [CrossRef]
- Bhujanga, D.P.; Manohara, H.R. Processing and Evaluation of Mechanical Properties and Dry Sliding Wear Behavior of AA6061-B4C Composites. Mater. Today Proc. 2018, 5, 19773–19782. [Google Scholar] [CrossRef]
- Rams, J.; Ureña, A.; Escalera, M.D.; Sánchez, M. Electroless Nickel Coated Short Carbon Fibres in Aluminium Matrix Composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 566–575. [Google Scholar] [CrossRef]
- Alten, A.; Erzi, E.; Gürsoy, Ö.; Hapçı Ağaoğlu, G.; Dispinar, D.; Orhan, G. Production and Mechanical Characterization of Ni-Coated Carbon Fibers Reinforced Al-6063 Alloy Matrix Composites. J. Alloys Compd. 2019, 787, 543–550. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, S.; Liu, J.; Lu, Y.; Liu, Y.; Li, T. Electroless Nickel Plating and Spontaneous Infiltration Behavior of Woven Carbon Fibers. Mater. Des. 2020, 186, 108301. [Google Scholar] [CrossRef]
- Bhav Singh, B.; Balasubramanian, M. Processing and Properties of Copper-Coated Carbon Fibre Reinforced Aluminium Alloy Composites. J. Mater. Process. Technol. 2009, 209, 2104–2110. [Google Scholar] [CrossRef]
- Lancin, M.; Marhic, C. TEM Study of Carbon Fibre Reinforced Aluminium Matrix Composites: Influence of Brittle Phases and Interface on Mechanical Properties. J. Eur. Ceram. Soc. 2000, 20, 1493–1503. [Google Scholar] [CrossRef]
- Ahlatci, H.; Koçer, T.; Candan, E.; Çimenoğlu, H. Wear Behaviour of Al/(Al2O3p+SiCp) Hybrid Composites. Tribol. Int. 2006, 39, 213–220. [Google Scholar] [CrossRef]
- Nour-Eldin, M.; Elkady, O.; Yehia, H.M. Timeless Powder Hot Compaction of Nickel-Reinforced Al/(Al2O3-Graphene Nanosheet) Composite for Light Applications Using Hydrazine Reduction Method. J. Mater. Eng. Perform. 2022, 1–16. [Google Scholar] [CrossRef]
- Yehia, H.M.; Allam, S. Hot Pressing of Al-10 Wt% Cu-10 Wt% Ni/x (Al2O3–Ag) Nanocomposites at Different Heating Temperatures. Met. Mater. Int. 2021, 27, 500–513. [Google Scholar] [CrossRef]
- Elkady, O.A.; Yehia, H.M.; Ibrahim, A.A.; Elhabak, A.M.; Elsayed, E.M.; Mahdy, A.A. Direct Observation of Induced Graphene and SiC Strengthening in Al–Ni Alloy via the Hot Pressing Technique. Crystals 2021, 11, 1142. [Google Scholar] [CrossRef]
- Kientzl, I.; Dobránszky, J. Production and Examination of Double Composites. Mater. Sci. Forum 2007, 537–538, 191–198. [Google Scholar] [CrossRef]
- Kientzl, I.; Orbulov, I.N.; Dobránszky, J.; Németh, Á. Mechanical Behaviour Al-Matrix Composite Wires in Double Composite Structures. In Advances in Science and Technology; Lublin University of Technology: Lublin, Poland, 2006; pp. 147–152. [Google Scholar] [CrossRef]
- Venkatesan, S.; Xavior, M.A. Analysis of Mechanical Properties of Aluminum Alloy Metal Matrix Composite by Squeeze Casting—A Review. Mater. Today Proc. 2018, 5, 11175–11184. [Google Scholar] [CrossRef]
- Hajjari, E.; Divandari, M.; Arabi, H. Effect of Applied Pressure and Nickel Coating on Microstructural Development in Continuous Carbon Fiber-Reinforced Aluminum Composites Fabricated by Squeeze Casting. Mater. Manuf. Process. 2011, 26, 599–603. [Google Scholar] [CrossRef]
- Baghi, M.; Niroumand, B.; Emadi, R. Fabrication and Characterization of Squeeze Cast A413-CSF Composites. J. Alloys Compd. 2017, 710, 29–36. [Google Scholar] [CrossRef]
- Ju, C.P.; Chen, K.I.; Lin, J.H.C. Process, Microstructure and Properties of Squeeze-Cast Short-Carbon-Fibre-Reinforced Aluminium-Matrix Composites. J. Mater. Sci. 1994, 29, 5127–5134. [Google Scholar] [CrossRef]
- Sukumaran, K.; Ravikumar, K.K.; Pillai, S.G.K.; Rajan, T.P.D.; Ravi, M.; Pillai, R.M.; Pai, B.C. Studies on Squeeze Casting of Al 2124 Alloy and 2124-10% SiCp Metal Matrix Composite. Mater. Sci. Eng. A 2008, 490, 235–241. [Google Scholar] [CrossRef]
- Nishida, Y.; Shirayanagi, I.; Sakai, Y. Infiltration of Fibrous Preform by Molten Aluminum in a Centrifugal Force Field. Metall. Mater. Trans. A 1996, 27, 4163–4169. [Google Scholar] [CrossRef]
- Zhiming, Y.; Tengteng, W.; Jinxu, L.; Lin, Z.; Shukui, L. Interface Optimization and Mechanical Properties of Cu-Coated Carbon Fiber Cloth/Titanium Alloy Composite. Rare Met. Mater. Eng. 2017, 46, 869–875. [Google Scholar] [CrossRef][Green Version]
- Torres, B.; Taltavull, C.; López, A.J.; Campo, M.; Rams, J. Al/SiCp and Al11Si/SiCp Coatings on AZ91 Magnesium Alloy by HVOF. Surf. Coat. Technol. 2015, 261, 130–140. [Google Scholar] [CrossRef]
- Torres, B.; Campo, M.; Ureña, A.; Rams, J. Thermal Spray Coatings of Highly Reinforced Aluminium Matrix Composites with Sol–Gel Silica Coated SiC Particles. Surf. Coat. Technol. 2007, 201, 7552–7559. [Google Scholar] [CrossRef]
- Das, P.; Bhuniya, B.; Samanta, S.K.; Dutta, P. Studies on Die Filling of A356 Al Alloy and Development of a Steering Knuckle Component Using Rheo Pressure Die Casting System. J. Mater. Process. Technol. 2019, 271, 293–311. [Google Scholar] [CrossRef]
- Gu, C.; Lu, Y.; Cinkilic, E.; Miao, J.; Klarner, A.; Yan, X.; Luo, A.A. Predicting Grain Structure in High Pressure Die Casting of Aluminum Alloys: A Coupled Cellular Automaton and Process Model. Comput. Mater. Sci. 2019, 161, 64–75. [Google Scholar] [CrossRef]
- Tian, C.; Law, J.; Van der Touw, J.; Murray, M.; Yao, J.-Y.; Graham, D.; John, D.S. Effect of Melt Cleanliness on the Formation of Porosity Defects in Automotive Aluminium High Pressure Die Castings. J. Mater. Process. Technol. 2002, 122, 82–93. [Google Scholar] [CrossRef]
- Qi, M.; Kang, Y.; Li, J.; Wulabieke, Z.; Xu, Y.; Li, Y.; Liu, A.; Chen, J. Microstructures Refinement and Mechanical Properties Enhancement of Aluminum and Magnesium Alloys by Combining Distributary-Confluence Channel Process for Semisolid Slurry Preparation with High Pressure Die-Casting. J. Mater. Process. Technol. 2020, 285, 116800. [Google Scholar] [CrossRef]
- Samal, P.; Vundavilli, P.R.; Meher, A.; Mahapatra, M.M. Recent Progress in Aluminum Metal Matrix Composites: A Review on Processing, Mechanical and Wear Properties. J. Manuf. Process. 2020, 59, 131–152. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, D.; Nagaumi, H.; Zhou, Y.; Yu, W.; Chong, X.; Li, X.; Zhang, H. Morphology, Thermal Stability, Electronic Structure and Mechanical Properties of α-AlFeMnSi Phases with Varying Mn/Fe Atomic Ratios: Experimental Studies and DFT Calculations. J. Alloy. Compd. 2022, 901, 163523. [Google Scholar] [CrossRef]
- Gajalakshmi, K.; Senthilkumar, N.; Mohan, B.; Anbuchezhiyan, G. An Investigation on Microstructure and Mechanical Behaviour of Copper-Nickel Coated Carbon Fibre Reinforced Aluminium Composites. Mater. Res. Express 2020, 7, 115701. [Google Scholar] [CrossRef]
- Inoue, T.; Horita, Z.; Somekawa, H.; Ogawa, K. Effect of Initial Grain Sizes on Hardness Variation and Strain Distribution of Pure Aluminum Severely Deformed by Compression Tests. Acta Mater. 2008, 56, 6291–6303. [Google Scholar] [CrossRef]
- Mahaviradhan, N.; Sivaganesan, S.; Padma Sravya, N.; Parthiban, A. Experimental Investigation on Mechanical Properties of Carbon Fiber Reinforced Aluminum Metal Matrix Composite. Mater. Today Proc. 2020, 39, 743–747. [Google Scholar] [CrossRef]
- Landry, K.; Kalogeropoulou, S.; Eustathopoulos, N. Wettability of Carbon by Aluminum and Aluminum Alloys. Mater. Sci. Eng. A 1998, 254, 99–111. [Google Scholar] [CrossRef]
- Ureña, A.; Rams, J.; Escalera, M.D.; Sánchez, M. Effect of Copper Electroless Coatings on the Interaction between a Molten Al–Si–Mg Alloy and Coated Short Carbon Fibres. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1947–1956. [Google Scholar] [CrossRef]
- Constantin, H.; Harper, L.; Kennedy, A.R. Pressure-Assisted Infiltration of Molten Metals into Non-Rigid, Porous Carbon Fibre Structures. J. Mater. Process. Technol. 2018, 255, 66–75. [Google Scholar] [CrossRef]
- Lee, M.; Choi, Y.; Sugio, K.; Matsugi, K.; Sasaki, G. Effect of Aluminum Carbide on Thermal Conductivity of the Unidirectional CF/Al Composites Fabricated by Low Pressure Infiltration Process. Compos. Sci. Technol. 2014, 97, 1–5. [Google Scholar] [CrossRef]
- Yang, M.; Scott, V.D. Carbide Formation in a Carbon Fibre Reinforced Aluminium Composite. Carbon N.Y. 1991, 29, 877–879. [Google Scholar] [CrossRef]
- De Sanctis, M.; Pelletier, S.; Bienvenue, Y. On the Formation of Interfacial Carbides in a Carbon Fibre-Reinforced Aluminium Composite. Carbon N.Y. 1994, 32, 925–930. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, S.; Lu, Y.; Jiang, L.; Zhang, Y.; Li, T. Semisolid-Rolling and Annealing Process of Woven Carbon Fibers Reinforced Al-Matrix Composites. J. Mater. Sci. Technol. 2017, 33, 623–629. [Google Scholar] [CrossRef]
- Wielage, B.; Dorner, A. Corrosion Studies on Aluminium Reinforced with Uncoated and Coated Carbon Fibres. Compos. Sci. Technol. 1999, 59, 1239–1245. [Google Scholar] [CrossRef]
- Deng, Y.; Mao, Z.; Yang, N.; Niu, X.; Lu, X. Collaborative Optimization of Density and Surface Roughness of 316L Stainless Steel in Selective Laser Melting. Materials 2020, 13, 1601. [Google Scholar] [CrossRef]
- Jeoung, S.K.; Hwang, Y.J.; Lee, H.W.; Son, S.K.; Kim, H.S.; Ha, J.U. Study on Properties of CFRP Fabricated by VA-RTM Process; AIP Publishing LLC: Melville, NY, USA, 2016; p. 120016. [Google Scholar] [CrossRef]
- Herráez, M.; Mora, D.; Naya, F.; Lopes, C.S.; González, C.; Llorca, J. Transverse Cracking of Cross-Ply Laminates: A Computational Micromechanics Perspective. Compos. Sci. Technol. 2015, 110, 196–204. [Google Scholar] [CrossRef]
- Islam, M.A.; Begum, K. Prediction Models for the Elastic Modulus of Fiber-Reinforced Polymer Composites: An Analysis. J. Sci. Res. 2011, 3, 225–238. [Google Scholar] [CrossRef]
- Manu, K.S.; Raag, L.A.; Rajan, T.; Pai, B.; Petley, V.; Verma, S.N. Self-Lubricating Bidirectional Carbon Fiber Reinforced Smart Aluminum Composites by Squeeze Infiltration Process. J. Mater. Sci. Technol. 2019, 35, 2559–2569. [Google Scholar] [CrossRef]
- Aynalem, G.F. Processing Methods and Mechanical Properties of Aluminium Matrix Composites. Adv. Mater. Sci. Eng. 2020, 2020, 1–19. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Reinforcement | |
|---|---|---|
| Alloy | None | 0% |
| Woven reinforced | 0/90° 2 × 2 twill | 8 vol.% |
| 0° UD reinforced | 0° UD | 4 vol.% |
| Sample | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation at Break (%) | Young’s Modulus (GPa) |
|---|---|---|---|---|
| Alloy | 177 ± 8 | 216 ± 15 | 0.84 ± 0.18 | 77 ± 5 |
| Woven reinforced | 199 ± 3 | 276 ± 10 | 1.02 ± 0.12 | 84 ± 4 |
| 0° UD reinforced | 188 ± 6 | 273 ± 19 | 1.68 ± 0.17 | 85 ± 5 |
| ROM (GPa) | HT (GPa) | ||
|---|---|---|---|
| Al—Cf u | Al—Cf twill | Al—Cf u | Al—Cf twill |
| 83.2 | 89.3 | 83.5 | 80.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bedmar, J.; Torres, B.; Rams, J. Manufacturing of Aluminum Matrix Composites Reinforced with Carbon Fiber Fabrics by High Pressure Die Casting. Materials 2022, 15, 3400. https://doi.org/10.3390/ma15093400
Bedmar J, Torres B, Rams J. Manufacturing of Aluminum Matrix Composites Reinforced with Carbon Fiber Fabrics by High Pressure Die Casting. Materials. 2022; 15(9):3400. https://doi.org/10.3390/ma15093400
Chicago/Turabian StyleBedmar, Javier, Belén Torres, and Joaquín Rams. 2022. "Manufacturing of Aluminum Matrix Composites Reinforced with Carbon Fiber Fabrics by High Pressure Die Casting" Materials 15, no. 9: 3400. https://doi.org/10.3390/ma15093400
APA StyleBedmar, J., Torres, B., & Rams, J. (2022). Manufacturing of Aluminum Matrix Composites Reinforced with Carbon Fiber Fabrics by High Pressure Die Casting. Materials, 15(9), 3400. https://doi.org/10.3390/ma15093400