
Properties and Microstructures of Crushed Rock Based-Alkaline Activated Material for Roadway Applications

 ,
,  , ,
, ,
Abstract
:1. Introduction
2. Materials
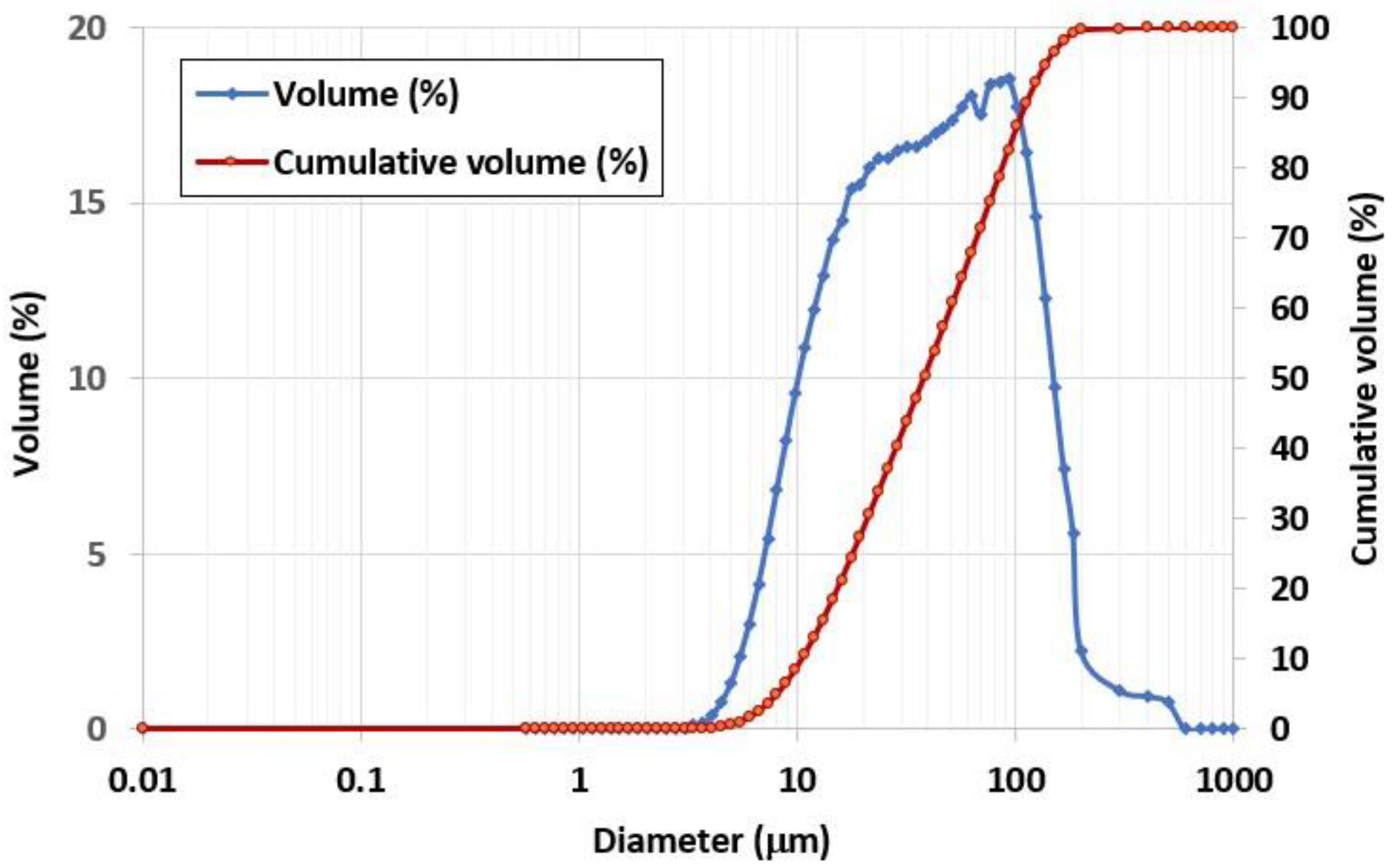
2.1. Raw Materials (Crushed Rock, CR)
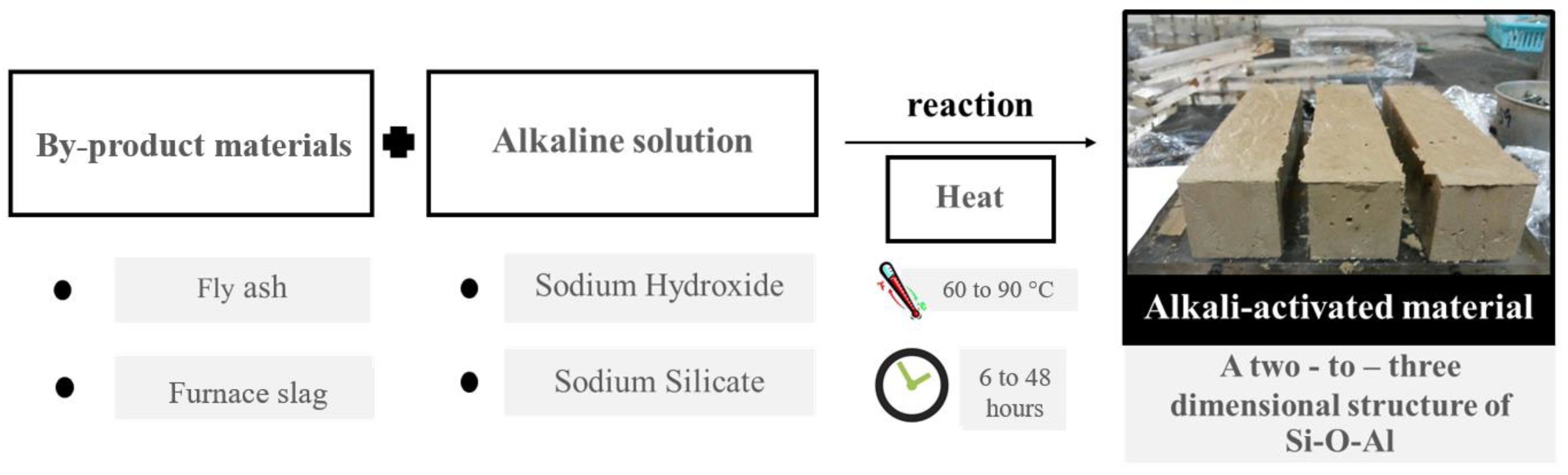
2.2. Alkaline Activators
3. Experimental Programs and Analytical Methods
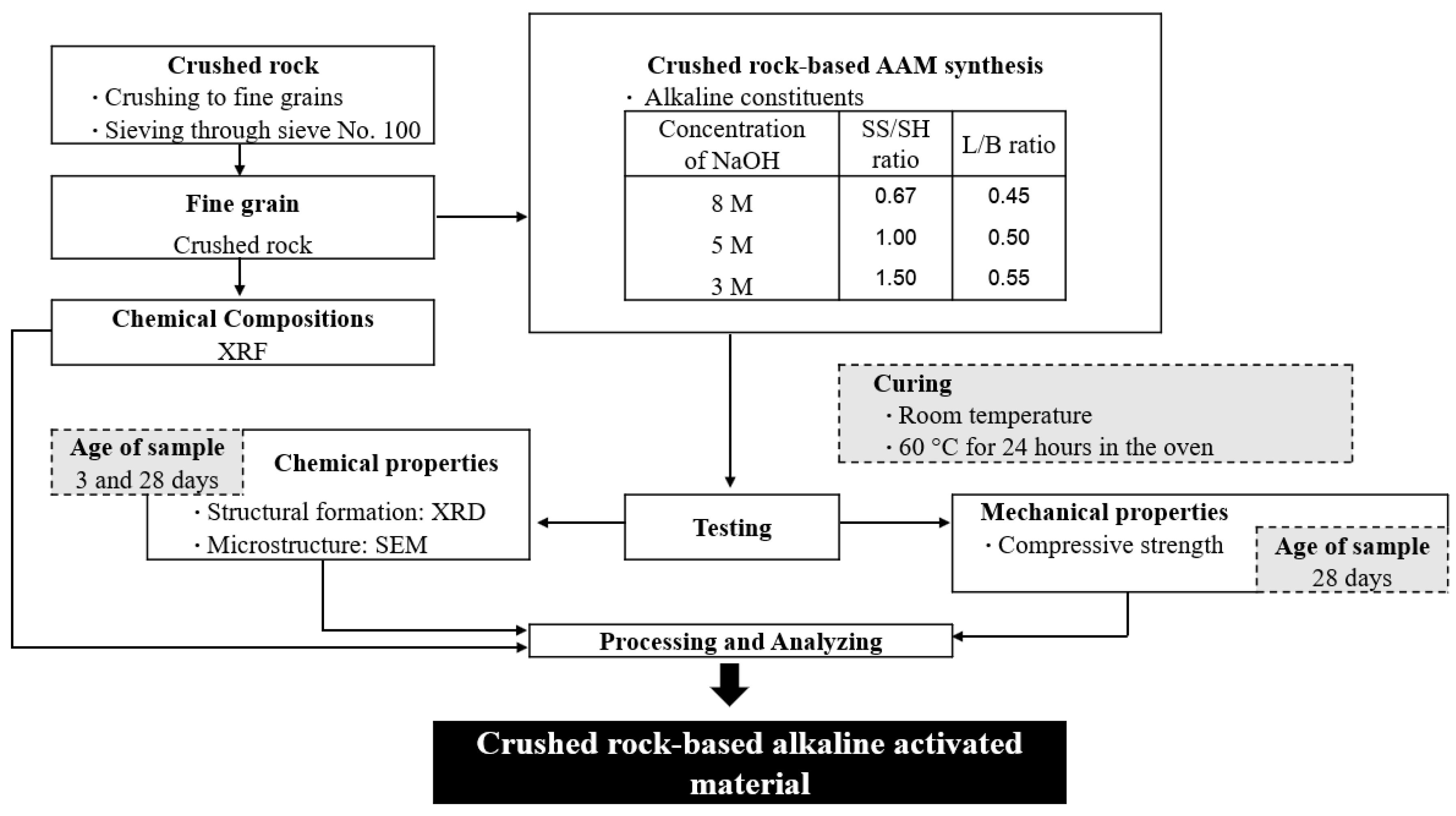
3.1. Experimental Programs and Sample Preparations
3.2. Analytical Methods
4. Results and Discussion
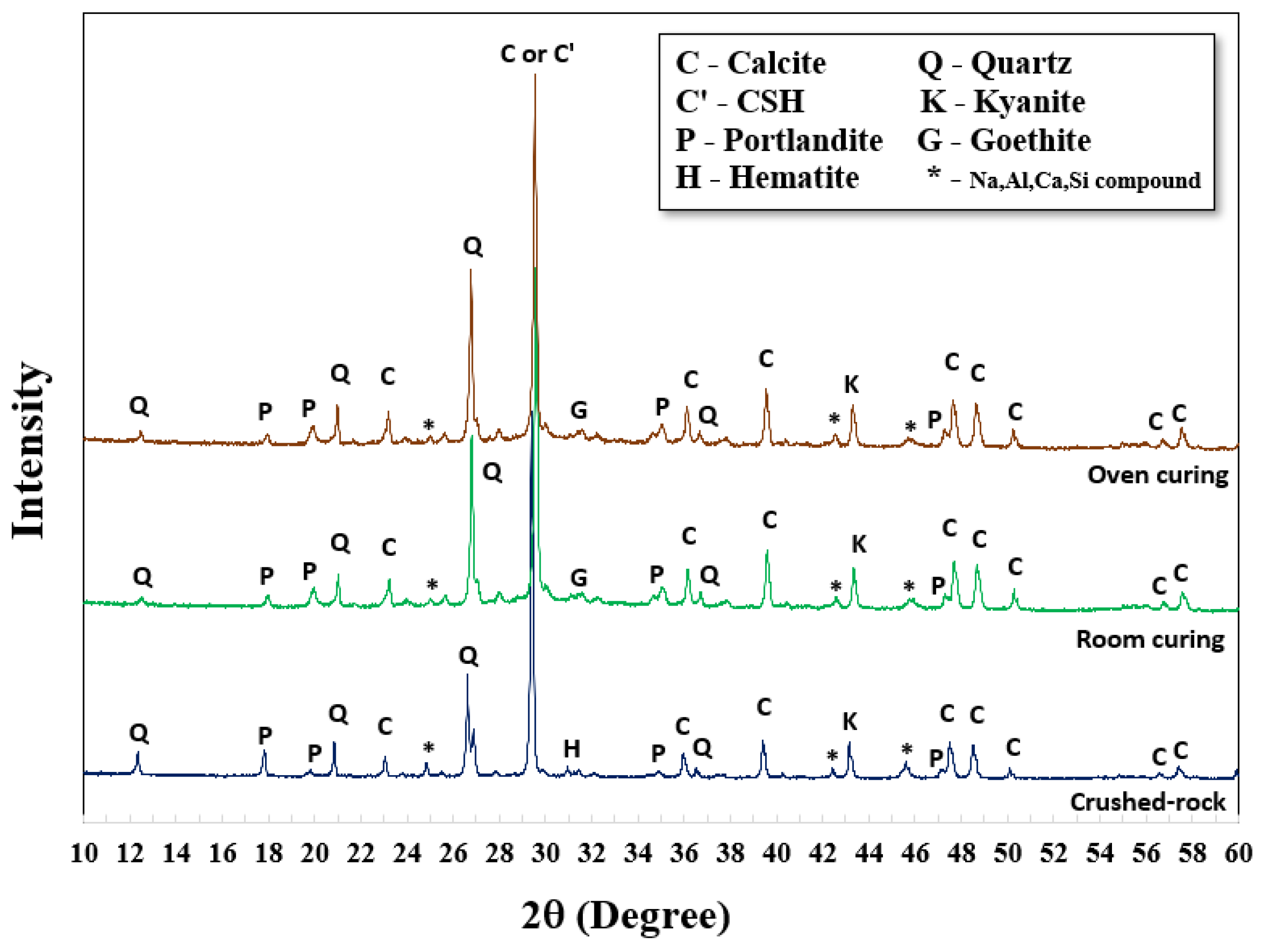
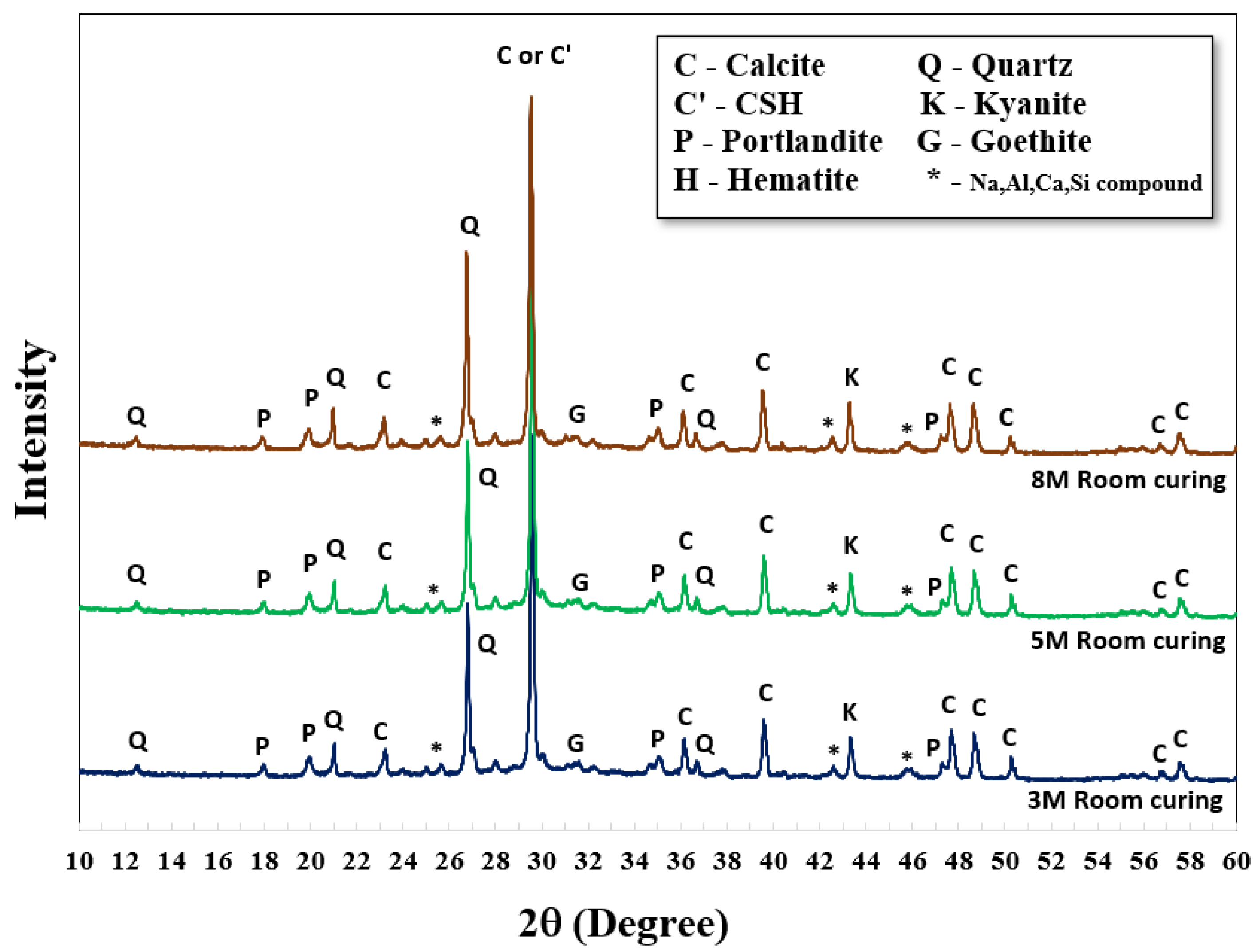
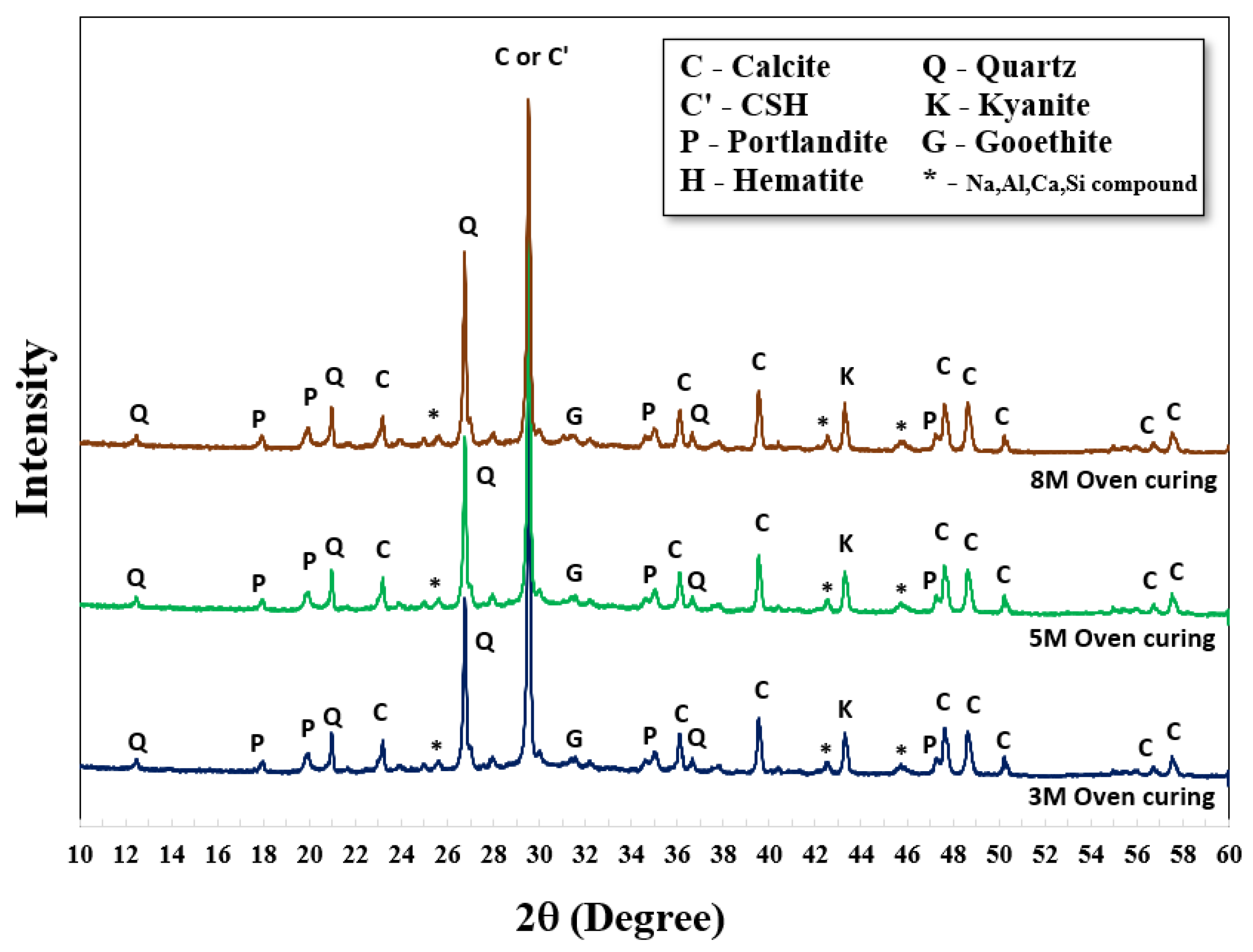
4.1. XRD Analysis
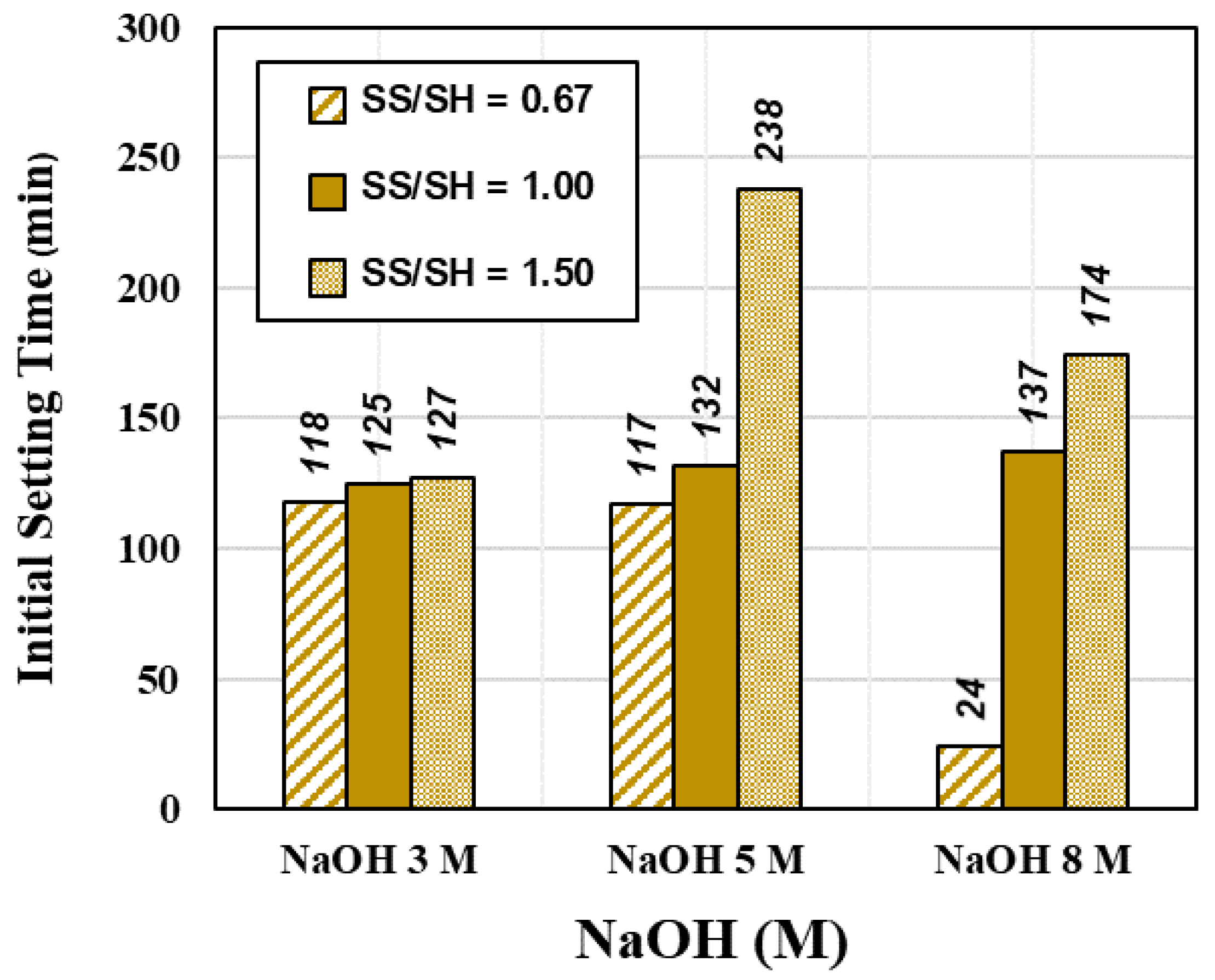
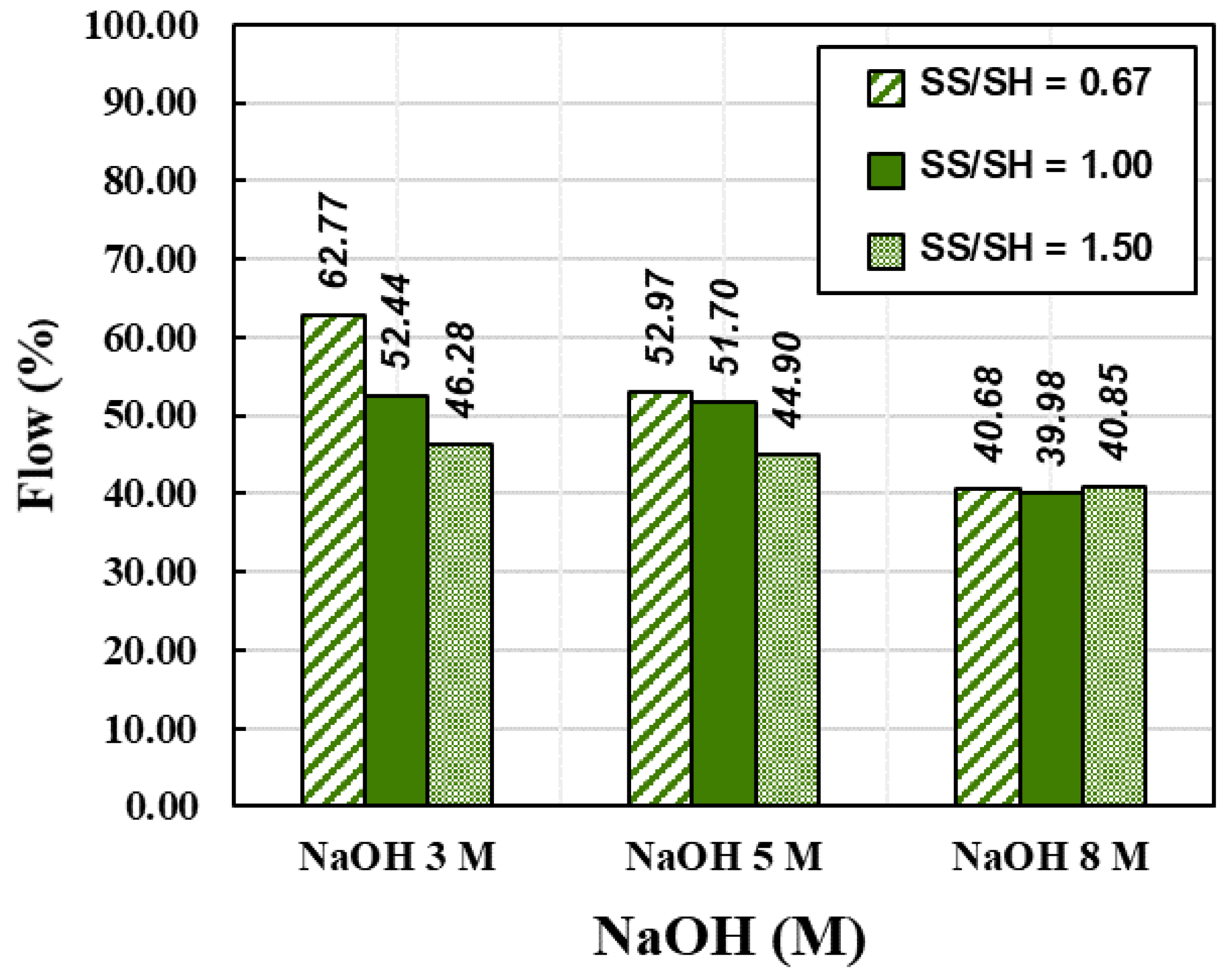
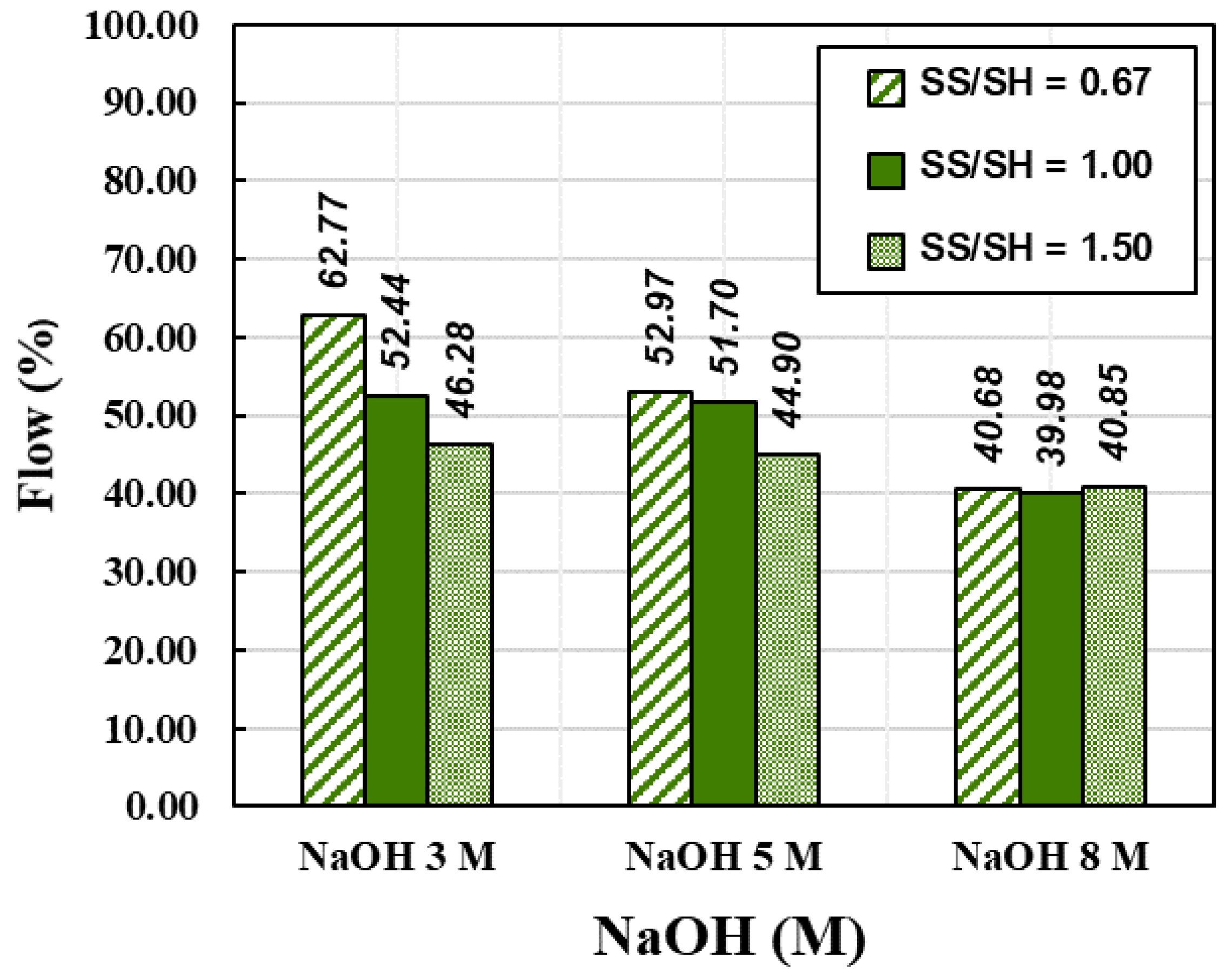
4.2. Setting Times and Flowability
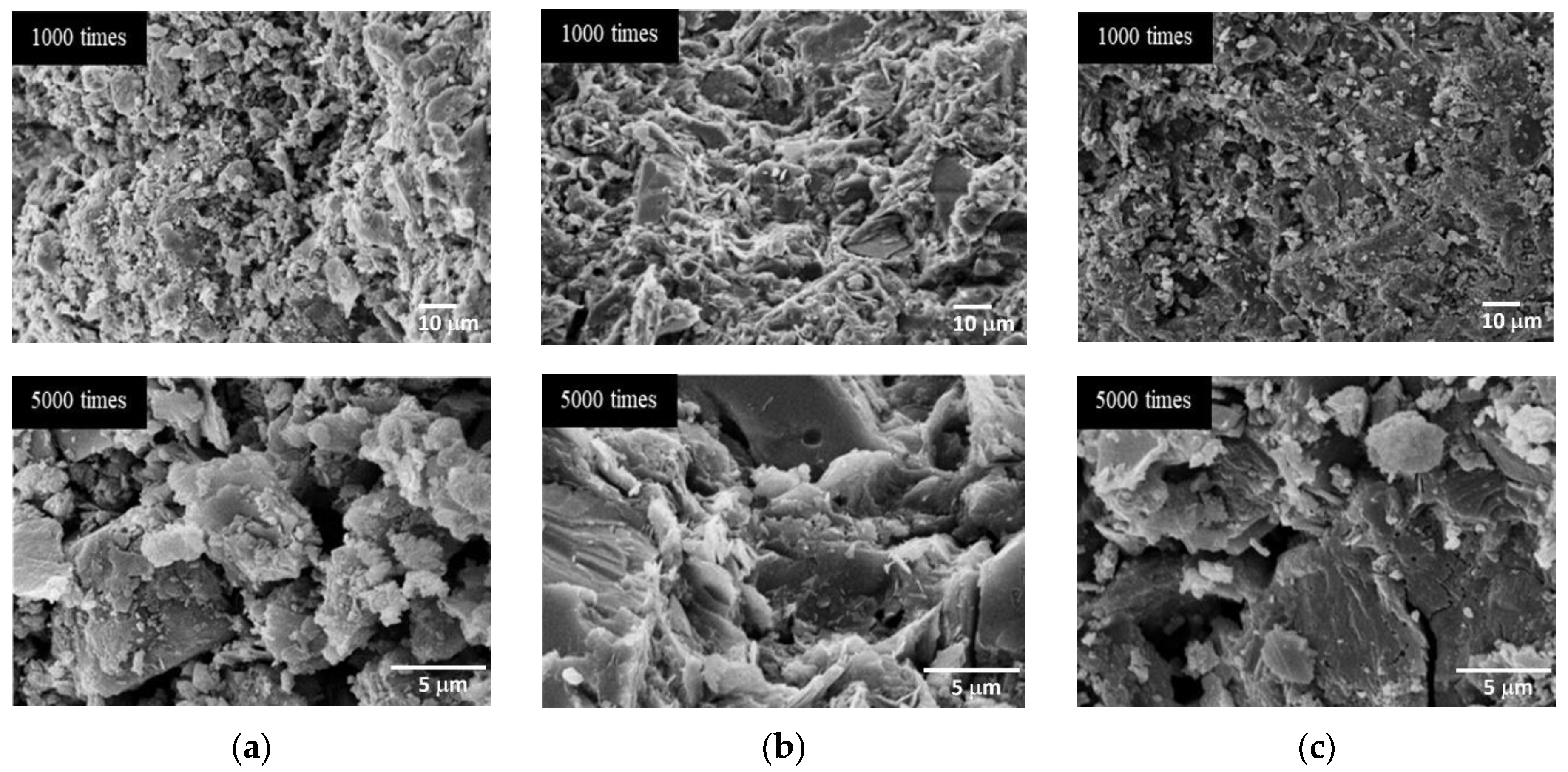
4.3. Compressive Strength and Microstructure Analysis
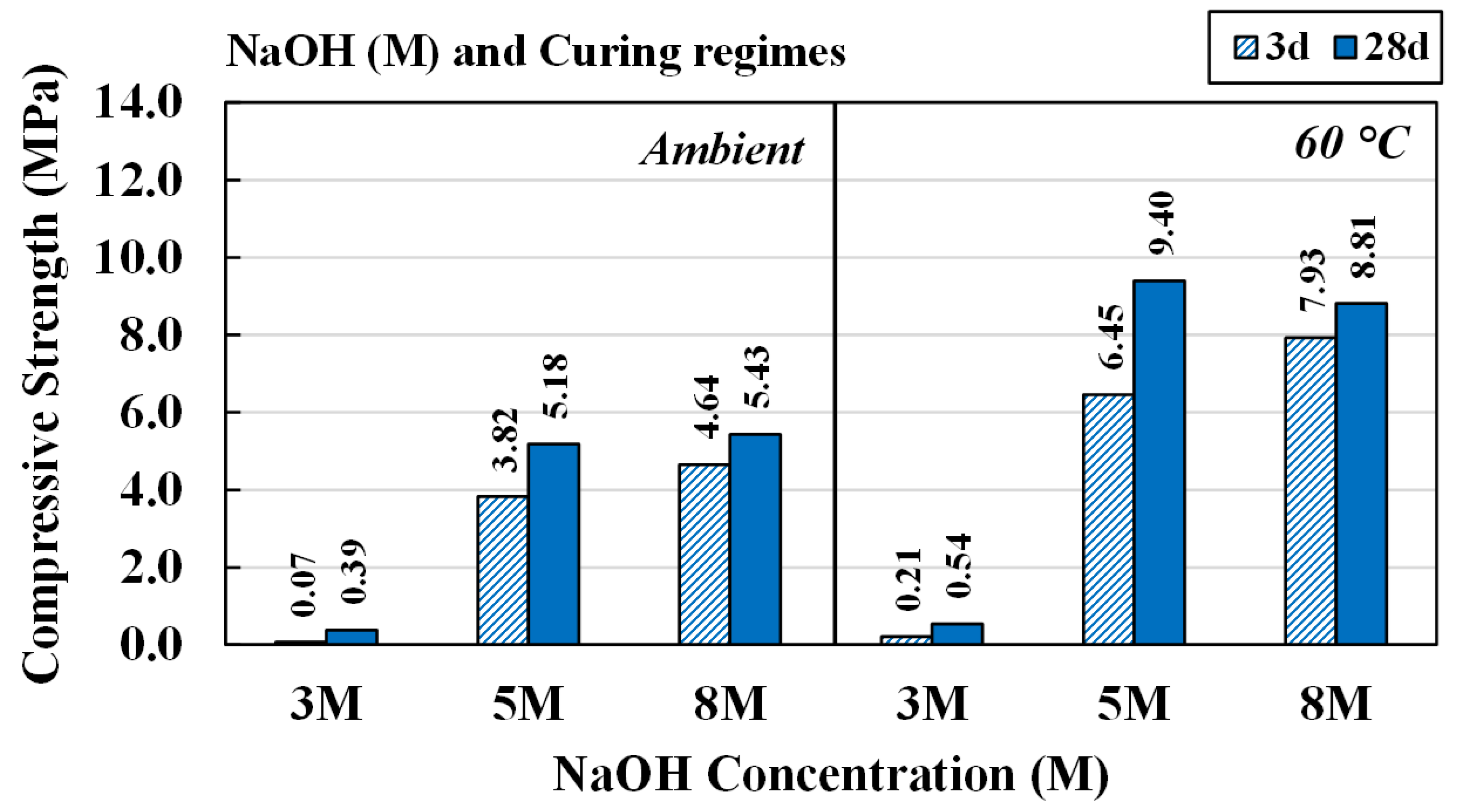
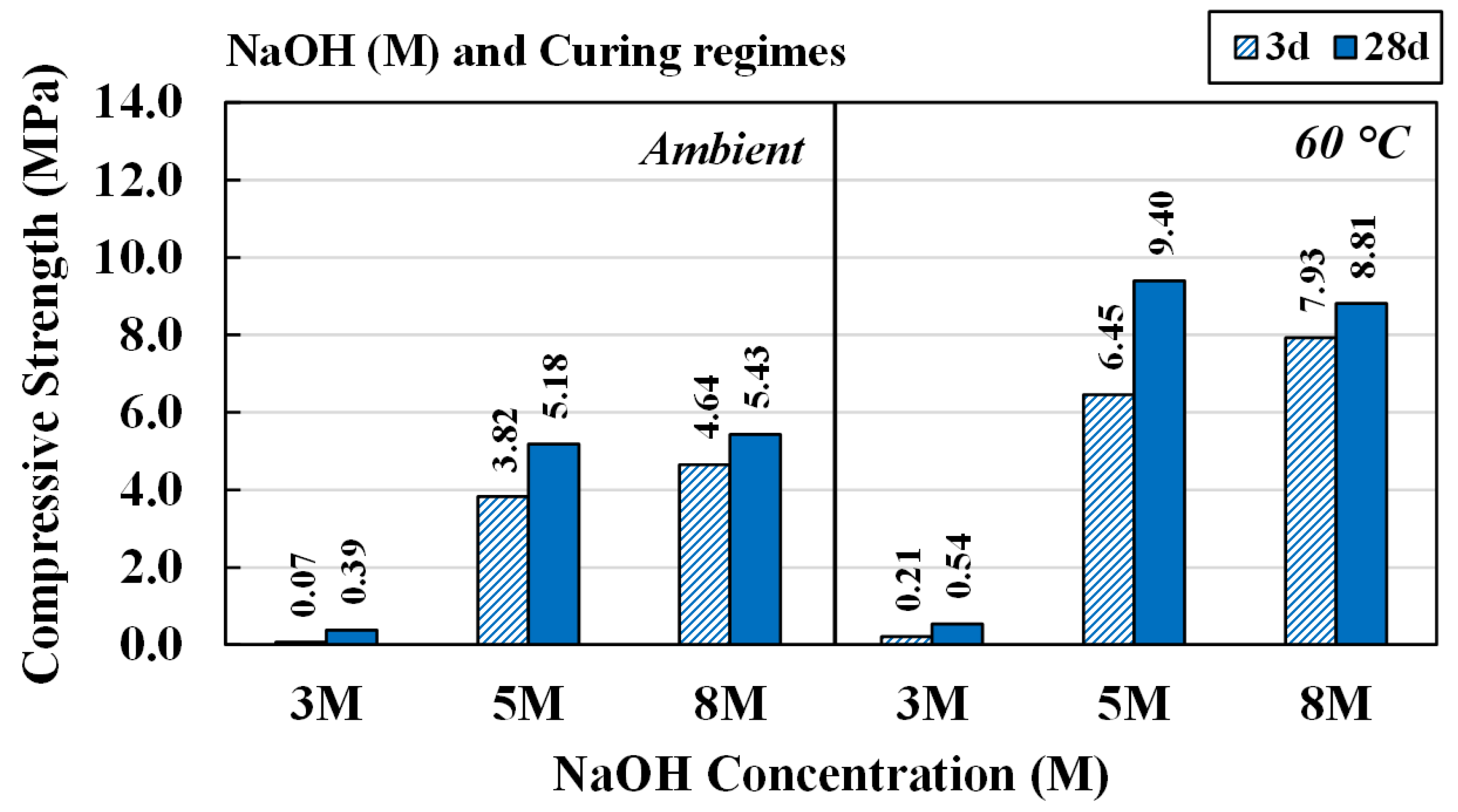
4.3.1. Effects of NaOH Concentrations and Curing Conditions
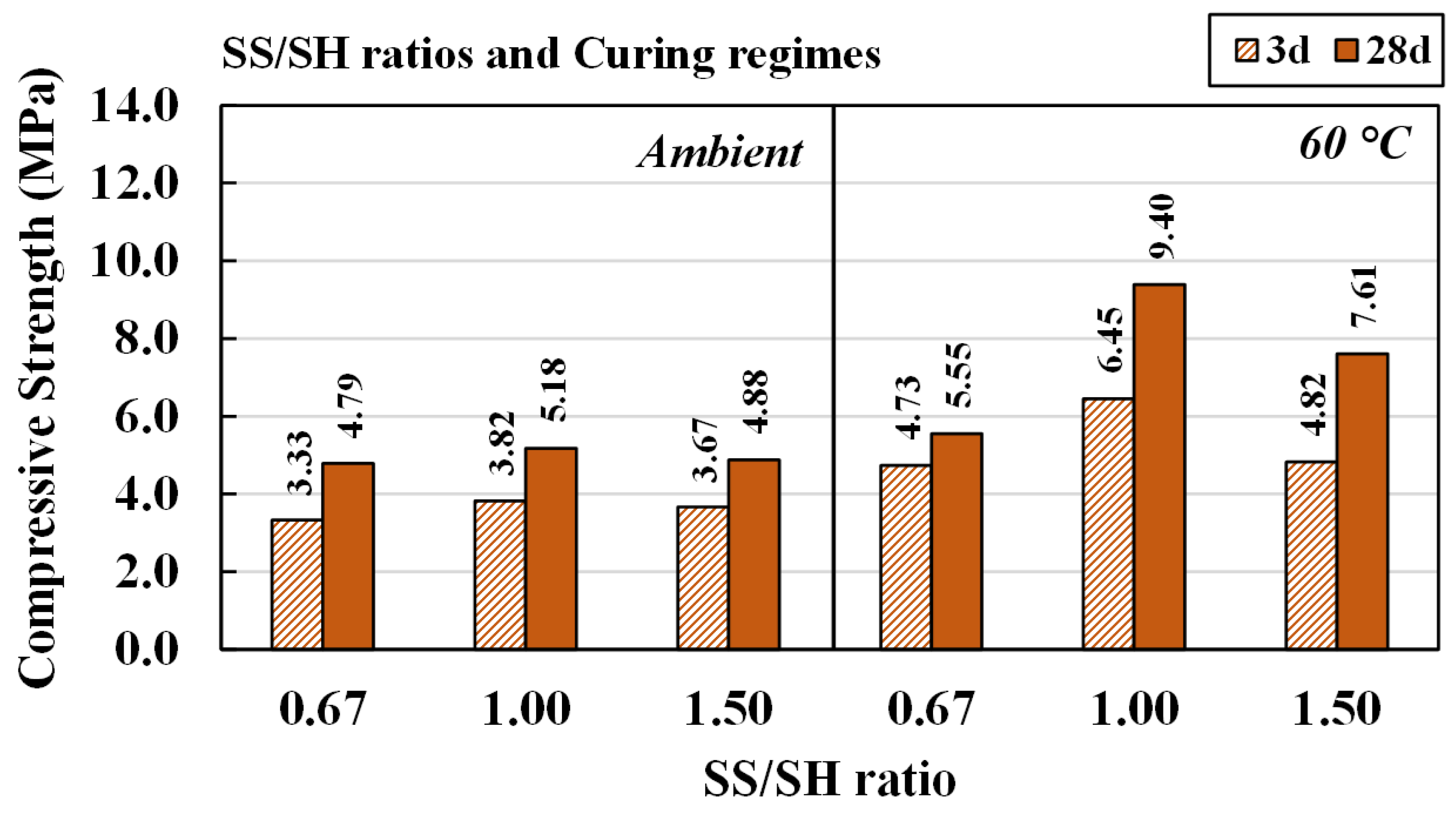
4.3.2. Effects of Sodium Silicate/Sodium Hydroxide Ratios and Curing Conditions
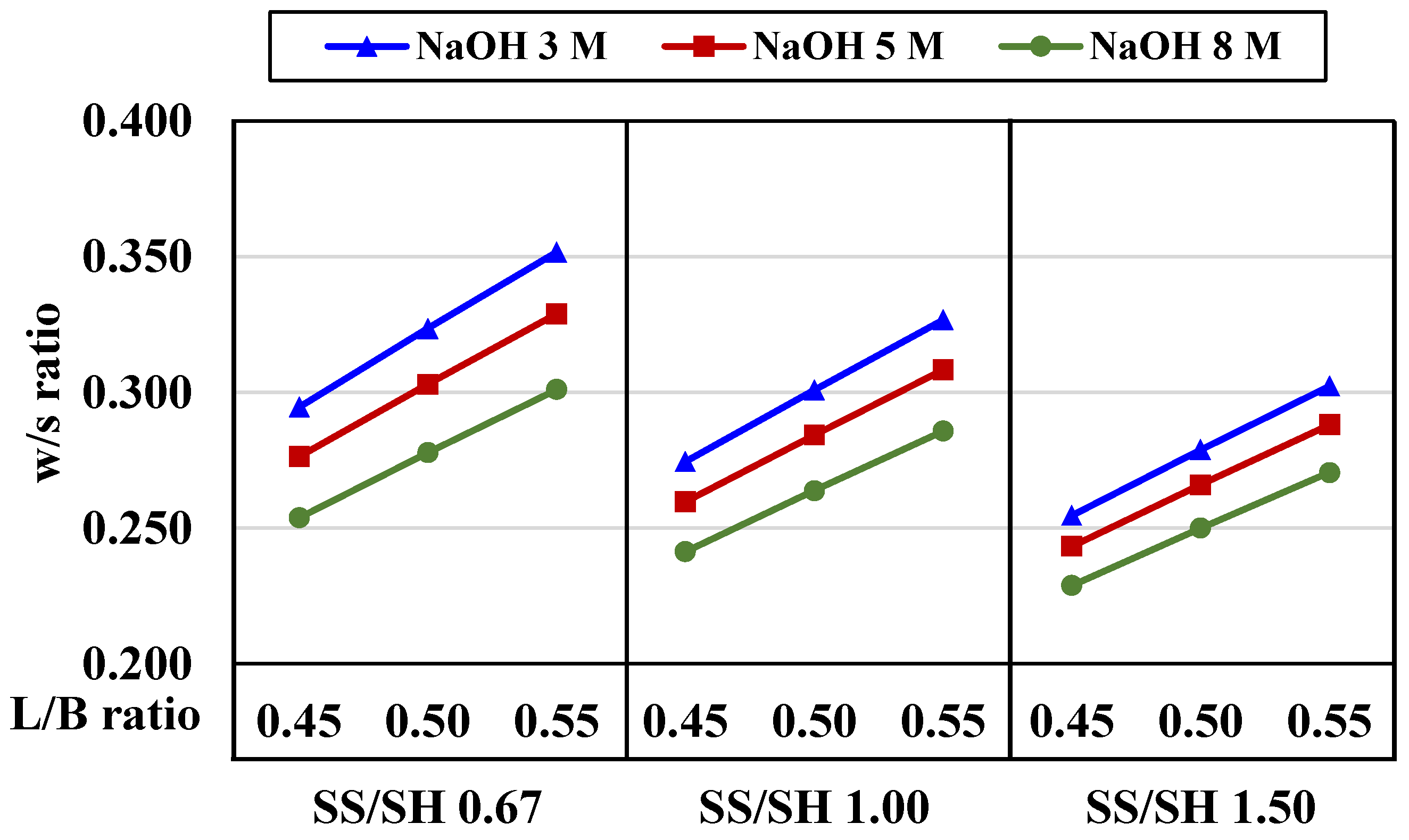
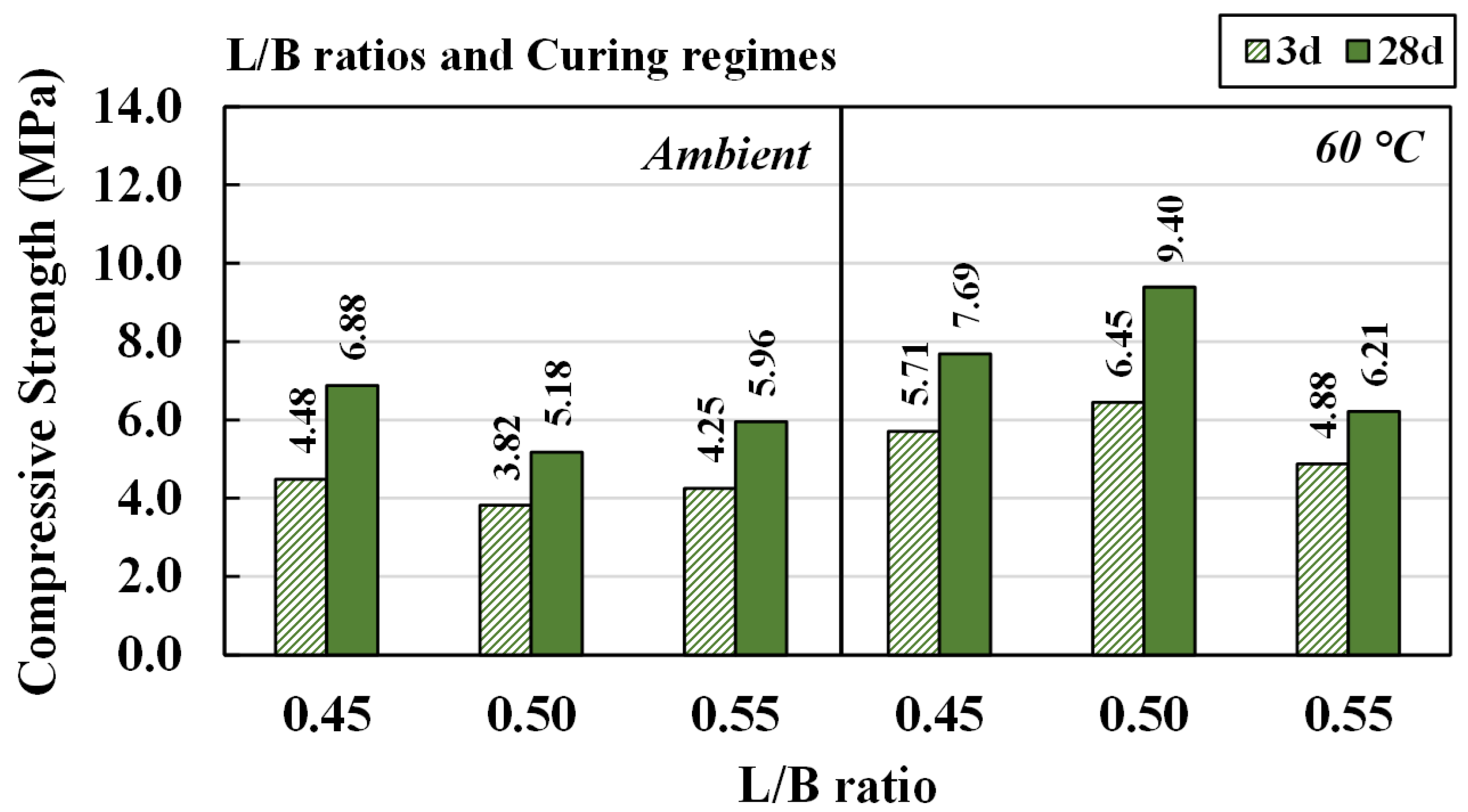
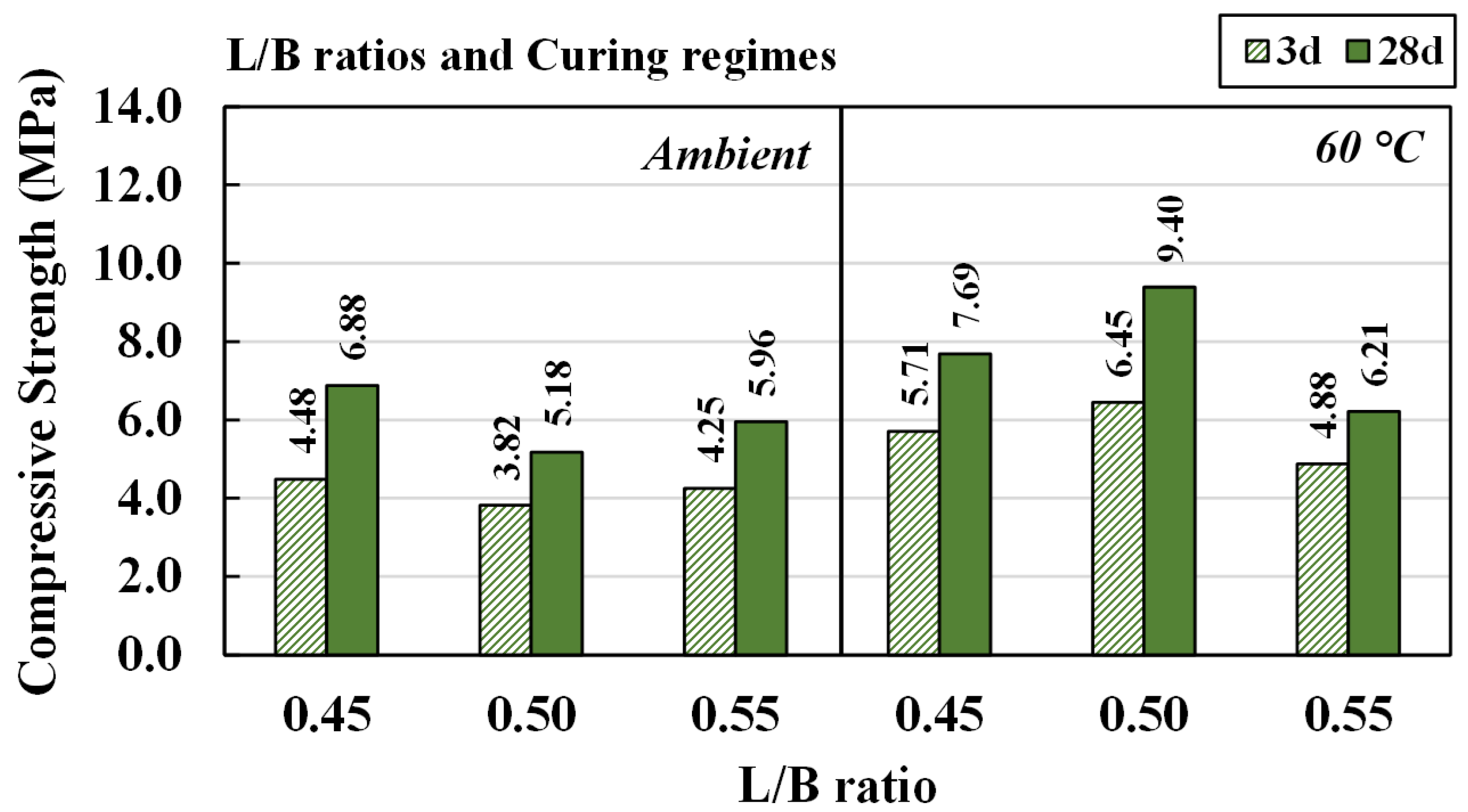
4.3.3. Effects of Liquid Alkaline/Binder Ratios and Curing Regimes
5. Concluding Remarks
- The setting time of crushed rock-based alkaline-activated paste depended mainly on the concentration of NaOH. Rapid setting occurred at a concentration of 8 M, as the high concentration reacted quickly with calcium in the system. Flow values decreased when the concentration of NaOH increased from 3 M to 8 M, as less water was present. The same results occurred when a higher SS/SH ratio was applied.
- The compressive strength of crushed rock-based alkaline-activated paste was developed with the passing of time. Moreover, it was clear that heat curing (oven curing at 60 °C) led to higher compressive strengths than curing at room (ambient) temperature. The relatively low compressive strength of CR-based AAM was primarily due to the less reactive CR, in comparison to OPC, fly ash, or any calcined materials. However, the room temperature curing process could lead to the low-strength alkaline-activated cement required for low-strength applications, e.g., roadway, pavement, or construction blocks.
- NaOH concentrations between 5 M and 8 M gave the materials a satisfying strength. However, a 5 M concentration was preferable for setting time, flowability, and costs. An SS/SH ratio of 1.00 provided the highest compressive strength and flowability. For room curing, an L/B ratio of 0.45 yielded the best maximum strength value for practical work applications. The best L/B ratio for oven curing was 0.50, to compensate for evaporation during the heat curing process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tenn, N.; Allou, F.; Petit, C.; Absi, J.; Rossignol, S. Formulation of New Materials Based on Geopolymer Binders and Different Road Aggregates. Ceram. Int. 2015, 41, 5812–5820. [Google Scholar] [CrossRef]
- Tang, N.; Deng, Z.; Dai, J.G.; Yang, K.; Chen, C.; Wang, Q. Geopolymer as an Additive of Warm Mix Asphalt: Preparation and Properties. J. Clean. Prod. 2018, 192, 906–915. [Google Scholar] [CrossRef]
- Phummiphan, I.; Horpibulsuk, S.; Rachan, R.; Arulrajah, A.; Shen, S.L.; Chindaprasirt, P. High Calcium Fly Ash Geopolymer Stabilized Lateritic Soil and Granulated Blast Furnace Slag Blends as a Pavement Base Material. J. Hazard. Mater. 2018, 341, 257–267. [Google Scholar] [CrossRef] [PubMed]
- Provis, J.L.; Lukey, G.C.; Van Deventer, J.S.J. Do Geopolymers Actually Contain Nanocrystalline Zeolites? A Reexamination of Existing Results. Chem. Mater. 2005, 17, 3075–3085. [Google Scholar] [CrossRef]
- Fernández-Jiménez, A.; Monzó, M.; Vicent, M.; Barba, A.; Palomo, A. Alkaline Activation of Metakaolin-Fly Ash Mixtures: Obtain of Zeoceramics and Zeocements. Microporous Mesoporous Mater. 2008, 108, 41–49. [Google Scholar] [CrossRef]
- Nusit, K.; Jitsangiam, P.; Kodikara, J.; Bui, H.H.; Leung, G.L.M. Advanced Characteristics of Cement-Treated Materials with Respect to Strength Performance and Damage Evolution. J. Mater. Civ. Eng. 2017, 29, 4016255. [Google Scholar] [CrossRef]
- Shi, C.; Roy, D.; Krivenko, P. Alkali-Activated Cements and Concretes; CRC Press: Abingdon, UK, 2006. [Google Scholar]
- Davidovits, J. Chemistry and Applications, 2nd ed.; CRC Press: Saint-Quentin, France, 2008. [Google Scholar]
- Provis, J.L.; van Deventer, J.S.J. Geopolymers: Structures, Processing, Properties and Industrial Applications; Woodhead Publishing Series in Civil and Structural Engineering; Woodhead Publishing: Sawston, UK, 2009. [Google Scholar]
- Provis, J.L.; Duxson, P.; van Deventer, J.S. Alkali-Activated Binders to Enhance the Sustainability of Concrete Production. In Proceedings of the ASEAN Australian Engineering Congress, Kuching, Malaysia, 25–27 July 2011. [Google Scholar]
- Chindaprasirt, P.; Rattanasak, U.; Vongvoradit, P.; Jenjirapanya, S. Thermal Treatment and Utilization of Al-Rich Waste in High Calcium Fly Ash Geopolymeric Materials. Int. J. Miner. Metall. Mater. 2012, 19, 872–878. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Rattanasak, U. Characterization of the Porous Alkali-Activated Fly Ash Composite as Solid Absorbent. Int. J. Greenh. Gas Control. 2019, 85, 30–35. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Rattanasak, U. Synthesis of Porous Alkali-Activated Materials for High-Acidic Wastewater Treatment. J. Water Process Eng. 2020, 33, 101118. [Google Scholar] [CrossRef]
- Dezem, V. Cement Produces More Pollution Than All the Trucks in the World. Available online: https://www.bloomberg.com/news/articles/2019-06-23/green-cement-struggles-to-expand-market-as-pollution-focus-grows (accessed on 7 January 2022).
- Khongprom, P.; Suwanmanee, U. Environmental Benefits of the Integrated Alternative Technologies of the Portland Cement Production: A Case Study in Thailand. Eng. J. 2017, 21, 15–27. [Google Scholar] [CrossRef]
- Chalee, W.; Cheewaket, T.; Jaturapitakkul, C. Enhanced Durability of Concrete with Palm Oil Fuel Ash in a Marine Environment. J. Mater. Res. Technol. 2021, 13, 128–137. [Google Scholar] [CrossRef]
- Somna, R.; Jaturapitakkul, C.; Mada, A.M. Effect of Ground Fly Ash and Ground Bagasse Ash on the Durability of Recycled Aggregate Cconcrete. Cem. Concr. Compos. 2012, 34, 848–854. [Google Scholar] [CrossRef]
- Jitsangiam, P.; Nikraz, H. Coarse Bauxite Residue for Roadway Construction Materials. Int. J. Pavement Eng. 2013, 14, 265–273. [Google Scholar] [CrossRef] [Green Version]
- Turner, L.K.; Collins, F.G. Carbon Dioxide Equivalent (CO2-e) Emissions: A Comparison between Geopolymer and OPC Cement Concrete. Constr. Build. Mater. 2013, 43, 125–130. [Google Scholar] [CrossRef]
- Suwan, T.; Fan, M.; Braimah, N. Internal Heat Liberation and Strength Development of Self-Cured Geopolymers in Ambient Curing Conditions. Constr. Build. Mater. 2016, 114, 297–306. [Google Scholar] [CrossRef]
- Davidovits, J. Geopolymers: Inorganic Polymeric New Materials. J. Therm. Anal. Calorim. 1991, 37, 1633–1656. [Google Scholar] [CrossRef]
- Eiamwijit, M.; Pachana, K.; Kaewpirom, S.; Rattanasak, U.; Chindaprasirt, P. Comparative Study on Morphology of Ground Sub-Bituminus FBC Fly Ash Geopolymeric Material. Adv. Powder Technol. 2015, 26, 1053–1057. [Google Scholar] [CrossRef]
- Bualuang, T.; Jitsangiam, P.; Tanchaisawat, T. Sustainable Flexible Pavement Base Stabilization with Pozzolanic Materials Incorporating Sodium Hydroxide and Asphalt Emulsion. Transp. Eng. 2021, 6, 100094. [Google Scholar] [CrossRef]
- Maichin, P.; Suwan, T.; Jitsangiam, P.; Chindaprasirt, P.; Fan, M. Effect of Self-Treatment Process on Properties of Natural Fiber-Reinforced Geopolymer Composites. Mater. Manuf. Process. 2020, 35, 1120–1128. [Google Scholar] [CrossRef]
- Si, R.; Guo, S.; Dai, Q. Influence of Calcium Content on the Atomic Structure and Phase Formation of Alkali-Activated Cement Binder. J. Am. Ceram. Soc. 2019, 102, 1479–1494. [Google Scholar] [CrossRef]
- Provis, J.; van Deventer, J. Introduction and Scope. In Alkali Activated Materials; Springer: Dordrecht, The Netherlands, 2014; pp. 1–9. [Google Scholar]
- Alderson, A.; Jameson, G. Cemented Materials Characterisation: Final Report; National Academy of Sciences: Washington, DC, USA, 2014. [Google Scholar]
- Jitsangiam, P.; Nikraz, H.; Siripun, K. Construction and Demolition (C&D) Waste as a Road Base Material for Western Australia Roads. Aust. Geomech. J. 2009, 44, 57–62. [Google Scholar]
- Huan, Y.; Siripun, K.; Jitsangiam, P.; Nikraz, H. A Preliminary Study on Foamed Bitumen Stabilisation for Western Australian Pavements. Sci. Res. Essays 2010, 5, 3687–3700. [Google Scholar]
- Jitsanigam, P.; Biswas, W.K.; Compton, M. Sustainable Utilization of Lime Kiln Dust as Active Filler in Hot Mix Asphalt with Moisture Damage Resistance. Sustain. Mater. Technol. 2018, 17, e00071. [Google Scholar] [CrossRef]
- Halsted, G.E.; Adaska, W.S.; McConnell, W.T. Guide to Cement-Modified Soil (CMS); Portland Cement Association: Skokie, IL, USA, 2008. [Google Scholar]
- Kumlai, S.; Jitsangiam, P.; Pichayapan, P. The Implications of Increasing Temperature Due to Climate Change for Asphalt Concrete Performance and Pavement Design. KSCE J. Civ. Eng. 2017, 21, 1222–1234. [Google Scholar] [CrossRef]
- Jitsangiam, P.; Boonserm, K.; Phenrat, T.; Chummuneerat, S.; Chindaprasirt, P.; Nikraz, H. Recycled Concrete Aggregates in Roadways: Laboratory Examination of Self-Cementing Characteristics. J. Mater. Civ. Eng. 2015, 27, 04014270. [Google Scholar] [CrossRef] [Green Version]
- Jitsangiam, P.; Suwan, T.; Pimraksa, K.; Sukontasukkul, P.; Chindaprasirt, P. Challenge of Adopting Relatively Low Strength and Self-Cured Geopolymer for Road Construction Application: A Review and Primary Laboratory Study. Int. J. Pavement Eng. 2021, 22, 1454–1468. [Google Scholar] [CrossRef]
- Chakrabarti, S.; Kodikara, J.K.; Pardo, L. Survey Results on Stabilisation Methods and Performance of Local Government Roads in Australia. Road Transp. Res. 2002, 11, 3–16. [Google Scholar]
- Sounthararajah, A.; Bui, H.H.; Nguyen, N.; Jitsangiam, P.; Kodikara, J. Early-Age Fatigue Damage Assessment of Cement-Treated Bases under Repetitive Heavy Traffic Loading. J. Mater. Civ. Eng. 2018, 30, 04018079. [Google Scholar] [CrossRef]
- Suwan, T.; Fan, M. Influence of OPC Replacement and Manufacturing Procedures on the Properties of Self-Cured Geopolymer. Constr. Build. Mater. 2014, 73, 551–561. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Thaiwitcharoen, S.; Kaewpirom, S.; Rattanasak, U. Controlling Ettringite Formation in FBC Fly Ash Geopolymer Concrete. Cem. Concr. Compos. 2013, 41, 24–28. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Paisitsrisawat, P.; Rattanasak, U. Strength and Resistance to Sulfate and Sulfuric Acid of Ground Fluidized Bed Combustion Fly Ash-Silica Fume Alkali-Activated Composite. Adv. Powder Technol. 2014, 25, 1087–1093. [Google Scholar] [CrossRef]
- Bualuang, T.; Jitsangiam, P.; Suwan, T.; Rattanasak, U.; Jakrawatana, N.; Kalapat, N.; Nikraz, H. Non-OPC Binder Based on a Hybrid Material Concept for Sustainable Road Base Construction towards a Low-Carbon Society. J. Mater. Res. Technol. 2021, 14, 374–391. [Google Scholar] [CrossRef]
- ASTM C191-08; Standard Test Methods for Time of Setting of Hydraulic Cement by Vicat Needle. ASTM International: West Conshohocken, PA, USA, 2008.
- ASTM C230/C230M-14; Standard Specification for Flow Table for Use in Tests of Hydraulic Cement. ASTM International: West Conshohocken, PA, USA, 2014.
- EN 196-1; 2016 Methods of Testing Cement—Part 1: Determination of Strength. British Standard Institution: London, UK, 2016.
- García-Lodeiro, I.; Fernández-Jiménez, A.; Palomo, A. Variation in Hybrid Cements over Time. Alkaline Activation of Fly Ash-Portland Cement Blends. Cement Concr. Res. 2013, 52, 112–122. [Google Scholar] [CrossRef]
- Guo, X.; Shi, H.; Wei, X. Pore Properties, Inner Chemical Environment, and Microstructure of Nano-Modified CFA-WBP (Class C Fly Ash-Waste Brick Powder) Based Geopolymers. Cement Concr. Comps. 2017, 79, 53–61. [Google Scholar] [CrossRef]
- Myers, R.J.; L’Hôpital, E.; Provis, J.L.; Lothenbach, B. Effect of Temperature and Aluminium on Calcium (Alumino)Silicate Hydrate Chemistry under Equilibrium Conditions. Cement Concr. Comps. 2015, 68, 83–93. [Google Scholar] [CrossRef]
- Wattanachai, P.; Suwan, T. Strength of Geopolymer Cement Curing at Ambient Temperature by Non-Oven Curing Approaches: An Overview. In Proceedings of the 4th International Conference on Manufacturing and Industrial Technologies, Lisbon, Portugal, 27–29 May 2017; IOP Conference Series: Materials Science and Engineering. Volume 212. [Google Scholar]
- Indian Roads Congress. Quality Assurance Handbook for Rural Roads; National Rural Roads Development Agency (NRRDA), Ed.; National Rural Roads Development Agency: New Delhi, Indian, 2016. [Google Scholar]
- Taylor, P.C.; Kosmatka, S.H.; Voigt, G.F. Integrated Materials and Construction Practices for Concrete Pavement: A State-of-the-Practice Manual; Federal Highway Administration, Office of Pavement Technology: Washington, DC, USA, 2007.
- Bualuang, T.; Jitsangiam, P.; Suwan, T.; Rattanasak, U.; Tangchirapat, W.; Thongmunee, S. Influence of Asphalt Emulsion Inclusion on Fly Ash/Hydrated Lime Alkali-Activated Material. Materials 2021, 14, 7017. [Google Scholar] [CrossRef]
- Petermann, J.C.; Saeed, A.; Hammons, M.I. Alkaline-Activated Geopolymers: A Literature Review: Final Technical Report; Air Force Research Laboratory, Materials and Manufacturing Directorate, Airbase Technologies Division: Spring Hill, FL, USA, 2010. [Google Scholar] [CrossRef]
- Hanjitsuwan, S.; Hunpratub, S.; Thongbai, P.; Maensiri, S.; Sata, V.; Chindaprasirt, P. Effects of NaOH Concentrations on Physical and Electrical Properties of High Calcium Fly Ash Geopolymer Paste. Cement Concr. Comps. 2014, 45, 9–14. [Google Scholar] [CrossRef]
- Siyal, A.A.; Azizli, K.A.; Man, Z.; Ullah, H. Effects of Parameters on the Setting Time of Fly Ash Based Geopolymers Using Taguchi Method. Procedia Eng. 2016, 148, 302–307. [Google Scholar] [CrossRef] [Green Version]
- Jimma, B.E. Workability-Integrated Mixture Proportioning Method for Pervious Concrete; Clemson University: Clemson, SC, USA, 2014. [Google Scholar]
- Jain, B.; Jain, V.; Sancheti, G. A study on workability of silica fume and iron dust added concrete. In Proceedings of the Community Based Research and Innovations in Civil Engineering, Jaipur, India, 18–19 March 2021; IOP Conference Series: Earth and Environmental Science. Volume 796. [Google Scholar]
- Yaseri, S.; Hajiaghaei, G.; Mohammadi, F.; Mahdikhani, M.; Farokhzad, R. The Role of Synthesis Parameters on the Workability, Setting and Strength Properties of Binary Binder Based Geopolymer Paste. Constr. Build. Mater. 2017, 157, 534–545. [Google Scholar] [CrossRef]
- Laskar, S.M.; Talukdar, S. Preparation and Tests for Workability, Compressive and Bond Strength of Ultra-Fine Slag Based Geopolymer as Concrete Repairing Agent. Constr. Build. Mater. 2017, 154, 176–190. [Google Scholar] [CrossRef]
- Vasić, M.V.; Terzić, A.; Radovanović, Ž.; Radojević, Z.; Warr, L.N. Alkali-activated geopolymerization of a low illitic raw clay and waste brick mixture. An alternative to traditional ceramics. Appl. Clay Sci. 2022, 218, 106410. [Google Scholar] [CrossRef]
- Akinyemi, B.A.; Alaba, P.A.; Rashedi, A. Selected performance of alkali-activated mine tailings as cementitious composites: A review. J. Build. Eng. 2022, 50, 104154. [Google Scholar] [CrossRef]
- Thejas, H.K.; Hossiney, N. Alkali-activated bricks made with mining waste iron ore tailings. Case Stud. Constr. Mater. 2022, 16, e00973. [Google Scholar]
- Mao, Q.; Li, Y.; Liu, K.; Peng, H.; Shi, X. Mechanism, characterization and factors of reaction between basalt and alkali: Exploratory investigation for potential application in geopolymer concrete. Cem. Concr. Compos. 2022, 130, 104526. [Google Scholar] [CrossRef]
- Hardjito, D.; Wallah, S.E.; Sumajouw, D.M.J.; Rangan, B.V. Factors Influencing the Compressive Strength of Fly Ash-Based Geopolymer Concrete. Civ. Eng. Dimens. 2004, 6, 88–93. [Google Scholar]
- Hardjito, D.; Wallah, S.E.; Sumajouw, D.M.J.; Rangan, B.V. On the Development of Fly Ash-Based Geopolymer Concrete. ACI Mater. J. 2004, 101, 467–472. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | Al2O3 | SiO2 | K2O | CaO | MnO | Fe2O3 | TiO2 |
|---|---|---|---|---|---|---|---|
| CR (%w/w) | 8.06 | 21.99 | 4.39 | 59.53 | 0.28 | 5.74 | 0.57 |
| NaOH (Molar) | Crushed Rock (g) | SS/SH Ratio | L/B Ratio | NaOH Sol. (g) | Na2SiO3 Sol. (g) |
|---|---|---|---|---|---|
| 3 | 1500 | 0.67 | 0.45 | 404.2 | 270.8 |
| 0.67 | 0.50 | 449.1 | 300.9 | ||
| 0.67 | 0.55 | 494.0 | 331.0 | ||
| 1.00 | 0.45 | 337.5 | 337.5 | ||
| 1.00 | 0.50 | 375.0 | 375.0 | ||
| 1.00 | 0.55 | 412.5 | 412.5 | ||
| 1.50 | 0.45 | 270.0 | 405.0 | ||
| 1.50 | 0.50 | 300.0 | 450.0 | ||
| 1.50 | 0.55 | 330.0 | 495.0 | ||
| 5 | 1500 | 0.67 | 0.45 | 404.2 | 270.8 |
| 0.67 | 0.50 | 449.1 | 300.9 | ||
| 0.67 | 0.55 | 494.0 | 331.0 | ||
| 1.00 | 0.45 | 337.5 | 337.5 | ||
| 1.00 | 0.50 | 375.0 | 375.0 | ||
| 1.00 | 0.55 | 412.5 | 412.5 | ||
| 1.50 | 0.45 | 270.0 | 405.0 | ||
| 1.50 | 0.50 | 300.0 | 450.0 | ||
| 1.50 | 0.55 | 330.0 | 495.0 | ||
| 8 | 1500 | 0.67 | 0.45 | 404.2 | 270.8 |
| 0.67 | 0.50 | 449.1 | 300.9 | ||
| 0.67 | 0.55 | 494.0 | 331.0 | ||
| 1.00 | 0.45 | 337.5 | 337.5 | ||
| 1.00 | 0.50 | 375.0 | 375.0 | ||
| 1.00 | 0.55 | 412.5 | 412.5 | ||
| 1.50 | 0.45 | 270.0 | 405.0 | ||
| 1.50 | 0.50 | 300.0 | 450.0 | ||
| 1.50 | 0.55 | 330.0 | 495.0 |
| NaOH Concentration | RT Curing | Oven Curing | ||
|---|---|---|---|---|
| Peak Area (a.u.) | % Difference | Peak Area (a.u.) | % Difference | |
| 3 M | 3816 | 0 | 3944 | 0 |
| 5 M | 4205 | 10 | 4545 | 15 |
| 8 M | 4445 | 16 | 4743 | 20 |
| SS/SH Ratio | L/B Ratio | Water-to-Solid (w/s) Ratio | ||
|---|---|---|---|---|
| NaOH 3 M | NaOH 5 M | NaOH 8 M | ||
| 0.67 | 0.45 | 0.295 | 0.276 | 0.254 |
| 0.50 | 0.324 | 0.303 | 0.278 | |
| 0.55 | 0.352 | 0.329 | 0.301 | |
| 1.00 | 0.45 | 0.275 | 0.260 | 0.241 |
| 0.50 | 0.301 | 0.284 | 0.264 | |
| 0.55 | 0.327 | 0.308 | 0.286 | |
| 1.50 | 0.45 | 0.255 | 0.243 | 0.229 |
| 0.50 | 0.279 | 0.266 | 0.250 | |
| 0.55 | 0.302 | 0.288 | 0.271 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Suwan, T.; Jitsangiam, P.; Thongchua, H.; Rattanasak, U.; Bualuang, T.; Maichin, P. Properties and Microstructures of Crushed Rock Based-Alkaline Activated Material for Roadway Applications. Materials 2022, 15, 3181. https://doi.org/10.3390/ma15093181
Suwan T, Jitsangiam P, Thongchua H, Rattanasak U, Bualuang T, Maichin P. Properties and Microstructures of Crushed Rock Based-Alkaline Activated Material for Roadway Applications. Materials. 2022; 15(9):3181. https://doi.org/10.3390/ma15093181
Chicago/Turabian StyleSuwan, Teewara, Peerapong Jitsangiam, Hemwadee Thongchua, Ubolluk Rattanasak, Thanon Bualuang, and Phattharachai Maichin. 2022. "Properties and Microstructures of Crushed Rock Based-Alkaline Activated Material for Roadway Applications" Materials 15, no. 9: 3181. https://doi.org/10.3390/ma15093181
APA StyleSuwan, T., Jitsangiam, P., Thongchua, H., Rattanasak, U., Bualuang, T., & Maichin, P. (2022). Properties and Microstructures of Crushed Rock Based-Alkaline Activated Material for Roadway Applications. Materials, 15(9), 3181. https://doi.org/10.3390/ma15093181