1. Introduction
SCC is a type of green high-performance concrete, which is widely used in different projects and research due to its high fluidity, uniformity, and stability. It can flow and fill the formwork space under its own weight without external force vibration [
1]. Compared with ordinary concrete of the same strength, SCC has characteristics of low water-to-cement ratio [
2], large quantity of fine aggregate [
3], and large amount of cement and additives [
4], thereby resulting in the disadvantages of high hydration heat, high shrinkage, and expensive cost [
5]. SCC is prepared using fly ash as a supplementary cementitious material, as fly ash contributes to the fresh SCC’s workability, as well as long-term durability properties [
6,
7,
8].
The fly ash can improve the micro-structure of concrete through the morphological effect, micro-aggregate effect, and pozzolanic effect, further affecting its macro-properties [
9,
10]. However, the improvement in performance of SCC containing fly ash presents different characteristics. It was reported that the use of fly ash and limestone powder to partially replace cement gives SCC better workability, that is, shorter flow time (T
500) and greater slump flow of the mixture [
6,
11]. The study of P. Dinakar et al. [
12] found that the slump flow of SCC tends to increase first and then decrease in range of 10–70% fly ash, and when the fly ash is 70%, slump flow drops slightly compared with mixtures containing 50% fly ash, while T
500 and flow time of a V-shaped funnel do not change significantly with fly ash content. Compared with ordinary Portland cement, the fly ash has a slower pozzolanic reaction, so the compressive strength of SCC with 50–70% fly ash is lower than that of SCC prepared using pure cement for each test age [
13]. Similarly, it was observed that the splitting tensile strength and flexural strength is negatively correlated with the fly ash content [
14,
15]. This suggests that the incorporation of large amounts of fly ash causes SCC to show lower strength, particularly in the early stages, since fly ash cannot make up for the loss of cement [
16,
17], while the reduction in strength can be improved at the later ages to some extent [
18].
Adding steel fibers is the main way to improve the strength and deformation properties of concrete [
19], and the propagation of cracks can be effectively inhibited due to the bridging function of steel fibers. Compared to SCC without steel fibers, the compressive strength of SCC with 0.5% and 1.0% steel fiber is increased by 6% and 8%, respectively [
20]. The improvement in tensile strength and flexural strength of SCC by adding steel fibers is better than that in compressive strength [
21,
22]. Different behavior is observed in other literature [
23]. A. Alrawashdeh et al. [
23] observed that compared to the control mix, the use of steel fibers makes compressive strength worse, but splitting tensile strength is enhanced. Zeyad [
24] noted that the decrease of compressive strength mainly depends on the length and shape of steel fibers. On the basis of the above research, although the influence of steel fibers on compressive strength is debatable, it causes concrete to show better ductility and post-peak behavior [
25]. By analyzing stress-strain curves of steel-fiber-reinforced concrete, Wang et al. [
26] revealed that the addition of steel fibers markedly changes the failure mode of concrete from brittleness to ductility, and the toughness energy is positively correlated with steel fibers content in both static and dynamic compression. A study on steel-fiber-reinforced expanded-shale lightweight aggregate concrete (SFRELC) found that the compressive toughness ratio of SFRELC was 1.61–2.06 times greater than that of all-lightweight-aggregate concrete with steel fibers changed from 0.8% and 2.0% [
27]. Yang et al. [
28] results show that steel fibers can significantly enhance the tensile-compression ratio and flexural-compression ratio of high-fluidity ultra-high-strength concrete, and its relative toughness under axial compression is twice that of the matrix.
The results above imply that the workability of SCC is improved by partially replacing ordinary Portland cement, but the mechanical properties of SCC are reduced. On the contrary, the introduction of steel fiber can enhance the bending mechanical properties and toughness of concretes, but it’s known to all that the influence of steel fibers on the workability of SCC is particularly unfriendly [
29,
30]. For this reason, scholars have proposed adding both fly ash and steel fiber into SCC [
31], which can not only improve the workability of SCC, but also be beneficial to its mechanical properties and toughness. At present, the research mainly focuses on SCC with small volumes of fly ash (10–20%). In this paper, SCC is prepared with high levels of fly ash/lime powder (50%, 60%, and 70% by weight of cement), and tests of the workability and mechanical properties are carried out. Based on the analysis results of the workability and mechanical properties of SCC with 50–70% fly ash, SCC with 60% fly ash and different volume fractions of steel fiber (0%, 0.25%, 0.50%, 0.75%, and 1.00%) is prepared, and its workability, mechanical properties, and parameters of axial compression deformation characteristics are discussed. This is expected to provide a reference for further research and applications of steel-fiber-reinforced SCC with high levels of fly ash.
2. Materials and Methods
2.1. Raw Materials
Ordinary Portland cement with a grade of 42.5 was used in light of Chinese standard specifications (GB175-2007) [
32]. The properties of ordinary Portland cement are listed in
Table 1. The 45 μm sieving residue of them is 2.55%, which is determined by vacuum sieving method. The water requirement for normal consistency of Portland cement is 27.3%. Its specific surface area is 358 m
2/kg, density is 3.03 g/cm
3, and fluidity of cement mortar is 192 mm.
Fly ash has a specific surface area of 463 m
2/kg, water content of 0.18%, water requirement ratio of 104.32%, and 28 d activity index of 79.34%. The main components of fly ash are presented in
Table 2.
Lime powder produced by Liannanqiao building materials store, Shaping Town, Heshan City (in Guangdong, China) was used in this study.
Mixed sand with a fineness modulus of 2.75 was employed as fine aggregate, and apparent density and bulk density are 2.65 g/cm3 and 1.52 g/cm3, respectively.
Crushed limestone with 5–19 mm continuous gradation was employed as coarse aggregate. The bulk density and apparent density are 1.56 g/cm3 and 2.61 g/cm3, respectively.
Tap water was used in this study.
A polycarboxylate-based water-reducing agent of 530P type was used in this study, supplied by Nanjing Sitaibao Trading Co. Ltd. (in Nanjing, Jiangsu, China), with a water reduction rate of 30%.
Corrugated steel fiber produced by Hengshui Ruihai Rubber Products Co. Ltd. (in Hengshui, Hebei, China) was used in this study. The picture and property parameters of steel fibers used in this study are given in
Figure 1 and
Table 3, respectively.
2.2. Mix Proportions
The performance of SCC is controlled by the raw materials and mix proportion. In this paper, SCC is made with fly ash/lime powder instead of 50%, 60%, and 70% (by weight) of the cement. The addition of lime powder is to improve the workability of SCC [
33]. See
Table 4 below for the mix proportions of mixture. By systematically analyzing the workability and mechanical properties of SCC containing 50%, 60%, and 70% fly ash, steel-fiber-reinforced SCC containing 60% fly ash along with steel fiber (volume fractions of 0%, 0.25%, 0.50%, 0.75%, and 1.00%) is selected for further study.
2.3. Experimental Methods
A horizontal mixer was used to mix materials weighed according to their mix proportions in advance. First, coarse aggregate, fine aggregate, and cementitious materials (cement, fly ash, and lime powder) were added the mixer, and dry mixed for about 60 s. Second, half of the water dissolved in water-reducing agent was added and mixed for another 60 s. Thirdly, steel fibers were evenly sprinkled into the mixture within another 90 s during the process of mixing (when the volume fraction of steel fiber was 0%, the mixture was stirred for 90 s without steel fiber). At last, the remaining half of the water was added into the mixture and mixed for about 90 s until a homogeneous mixture was obtained. All mixtures were mixed in this way.
The workability test is performed, including the slump flow, slump-flow time (T
500), J-Ring flow, and static segregation percent. The slump flow is characterized by the average value of the maximum diameter in two vertical directions after the mixture stops flowing. Slump-flow time (T
500) is the time when the slump flow reaches 500 mm after releasing the slump cylinder. J-Ring flow refers to the average value of the maximum diameter in two vertical directions when mixture flows through a steel crown after releasing the slump cylinder. Segregation rate is represented by static segregation percent, which is the ratio of the mass of mortar flowing through a standard sieve to that of the concrete after the concrete has been standing for 120 s ± 5 s in the sieving experiment. All tests were carried out in accordance with the Chinese specification JGJ/T 283-2012 [
34].
Figure 2 shows part of the workability test process.
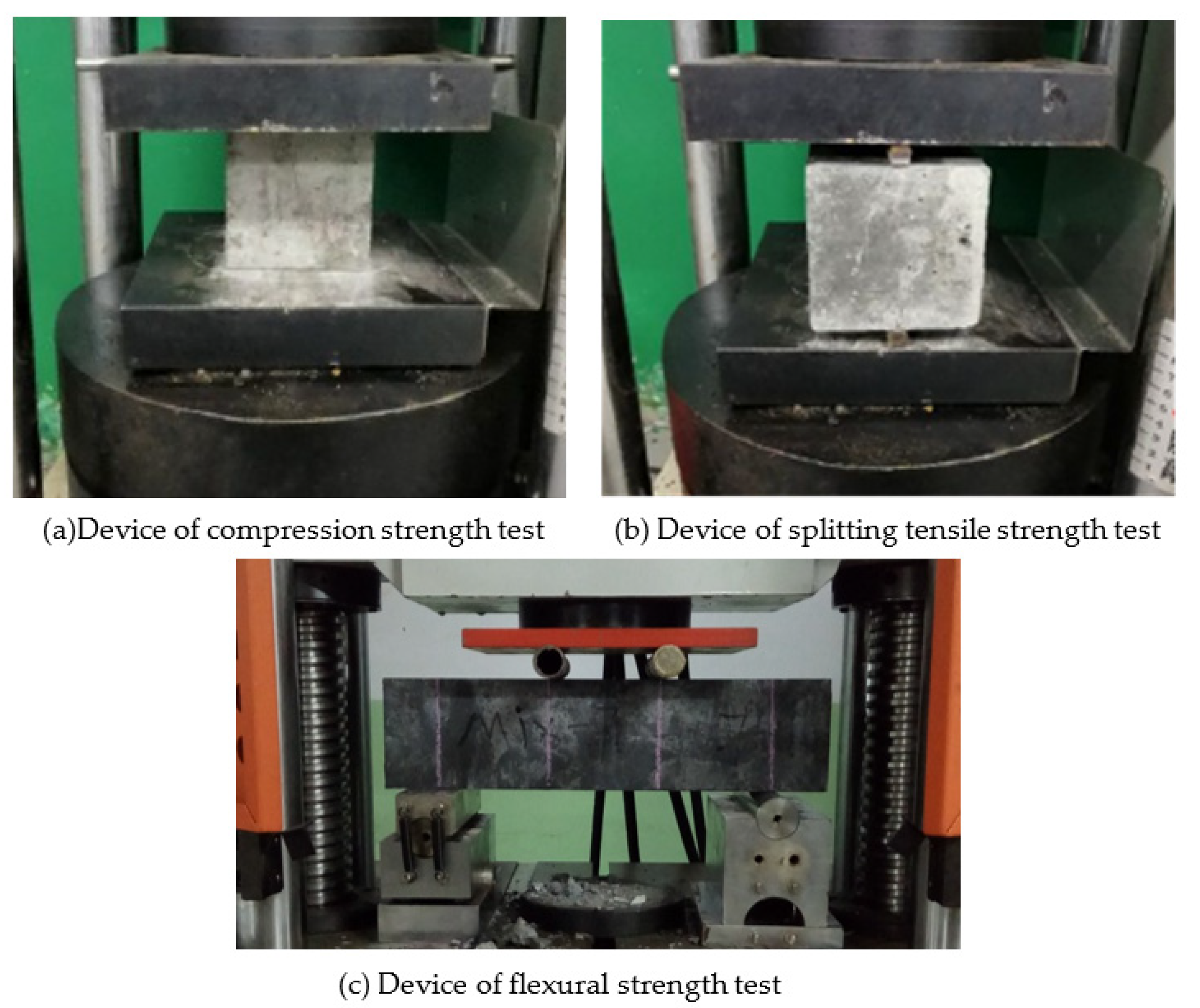
Mechanical properties of hardened SCC include compression, splitting tensile, and flexural strength. Cubical specimens are used for tests of compressive strength and splitting tensile strength. The size of the specimens is 100 mm × 100 mm × 100 mm. The size of the flexural strength specimen is 100 mm × 100 mm × 400 mm. Three specimens were measured at the age of 28 d for each case, and the average results were reported.
Figure 3 shows the device used for the mechanical properties test.
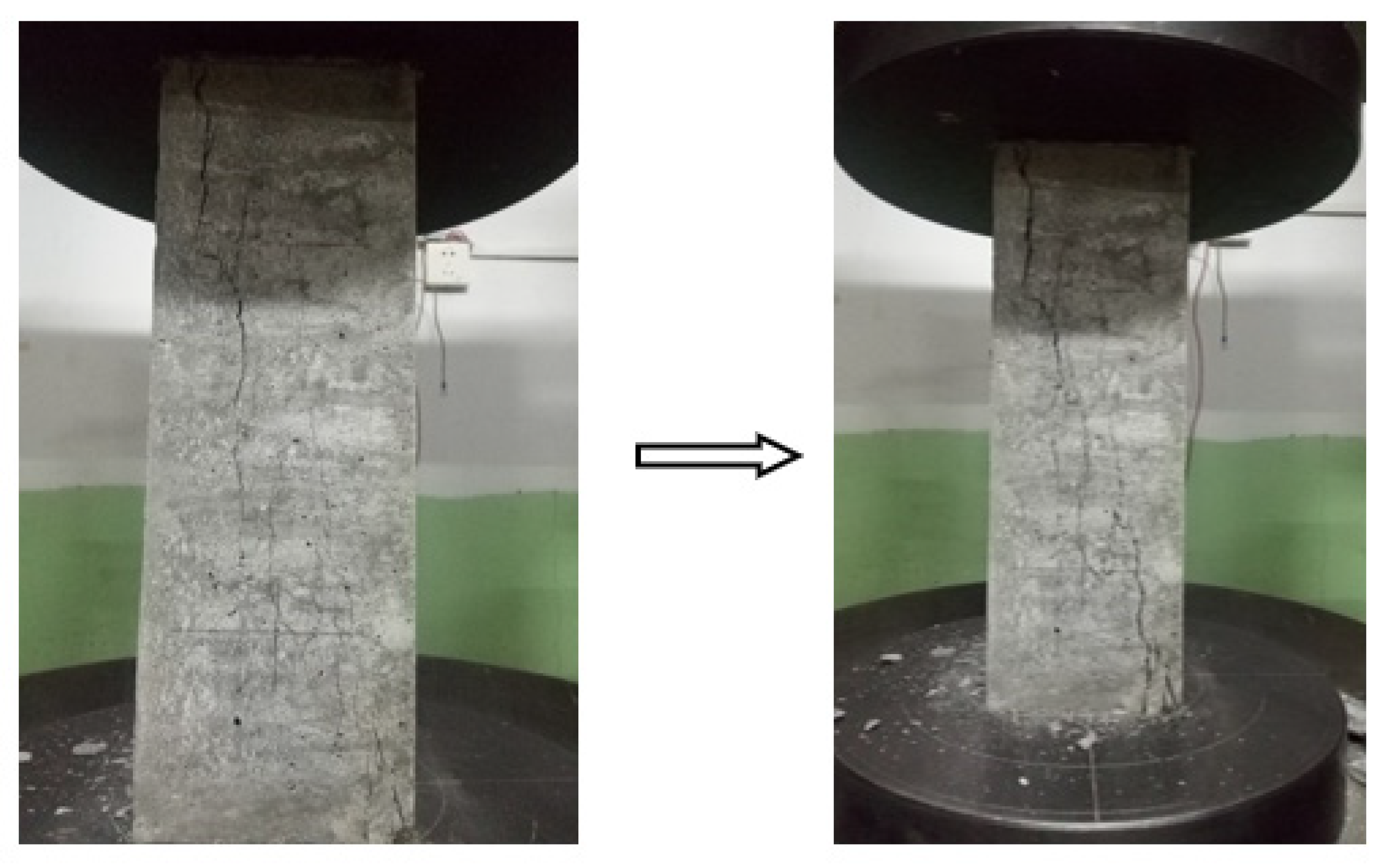
The axial compression deformation performance test was carried out at 28 d age using the YAW6206 electro-hydraulic servo-pressure-testing machine-controlled microcomputer. The size of the specimen was 100 mm × 100 mm × 300 mm. The loading mode was constant displacement, and the loading speed was 0.05 mm/min. The surface crack propagation process of the specimen during the test is shown in
Figure 4.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}