4.1. Influence of the Bending Radius
At present, screen manufacturers and consumers have imposed demanding requirements for the thickness of flexible screens. Thus, the bending radius plays a key role in the foldability of the flexible screen components. In this paper, the bending radii were set to be 3 mm, 2.5 mm, 2 mm, 1.5 mm and 1 mm, respectively, and the bending time t = 18 s was used for a 180-degree folding simulation.
Figure 3 shows the Mises stress distribution in the case of
R = 2 mm. As the bending radius decreases: the curvature radius is inversely proportional to the normal bending stress under the differential geometry; the Mises stress of each film layer increases non-linearly; and the maximum value is located at the outermost position of the symmetrical central axis (hereinafter referred to as the central axis, marked by the red box in
Figure 3 after folding). Therefore, the decrease in the bending radius makes the risk of film damage gradually increase.
If the slight displacement of the central axis is ignored, the Mises stress distribution along the central axis for each bending radius can be obtained from
Figure 4a in which the inner end point of the axis is taken as the origin. It can be seen that, in the film layers other than the OCA adhesive layer, the Mises stress first drops and then rises while the stress of the OCA layer approaches 0 and the outermost edge of the BMS layer stress reaches the maximum. As the bending radius decreases, the Mises stress of each layer along the central axis gradually increases non-linearly. Therefore, the small bending radius requires high film material strength to support the entire bending process.
Figure 4b shows the normal bending stress along the central axis. Each film layer appears to be compressed and then stretched. The position of the local neutral layer is the position where the normal stress is 0. Since the normal bending stress near the neutral layer is the lowest, it is speculated that if the position of the OLED and BP layers are interchanged, the risk of damage to the OLED layer is reduced.
Figure 5a,b show the comparison graphs of normal bending stress after the OLED and BP layers are interchanged at
R = 3 mm and 2.5 mm, respectively.
It can be seen from
Figure 5 that for
R = 2.5 mm, the maximum tensile stress is reduced by 23.99% and the maximum compressive stress is increased by 15.82%. When
R = 3 mm, the tensile stress is reduced by 27.54% and the maximum compressive stress is increased by 20.22%. This indicates that after the interchange, the demand for compressive load-bearing increases while the demand for tensile load-bearing decreases. After the OLED and BP layers are interchanged, the risk of strength failure increases. Therefore, for the composite stack model, a single local optimization may not have a positive effect on the overall structure.
Due to the plastic nature of CPI, the CPI layer has not yet undergone plastic deformation with
R = 3 mm. When the bending radius is reduced from 2.5 mm to 1 mm, the maximum equivalent plastic strain is 6.234 × 10
−4, 6.108 × 10
−3, 1.498 × 10
−2 and 3.708 × 10
−2.
Figure 6 shows the maximum equivalent plastic strain area with
R = 1 mm.
When the bending radius is 2.5 mm, the plastic strain occurs first from the inside of the CPI layer, that is, the plastic strain occurs first in the compressed area. The plastic strain in the outer tension area does not occur until the bending radius is 2 mm. When the bending radius is 1.5 mm, the plastic strain occurs in the outer tension area. As the bending radius continues to decrease, the inner compression and outer tension areas expand. Because the compression zone inside the CPI first enters the plastic phase, if the CPI lamination stress reaches or exceeds the critical stress of buckling, it will cause the film to buckle, which is an unstable form of film failure. The buckling of two types of films with different physical forms, such as wrinkles and delamination, is mainly caused by compression effects. This is one of the reasons why the central axis position of the flexible screen module is raised inward after multiple bending. In order to prevent irreversible damage to the flexible screen, if the bending radius changes during the product design, the stacking layer sequence and material selection should be adjusted accordingly, and the product use process should avoid external factors that cause the bending area to be too small. In
Section 4.3, water-drop shaped folding was discussed to avoid the restriction of the bending area.
4.2. Influence of the OCA Profile
Since the film materials and the stacking sequences of the flexible screens are tending to become well-established, the OCA layer has become the preferred optimization object under the current engineering background. In order to study the influence of the OCA layer profile on the light-emitting layer of the OLED during the folding process, five OCA profiles, shown in
Figure 7, were carried out for the finite element analysis when the total thickness of the OCA layers remained unchanged.
The stacking sequence is shown in
Table 1. The profiles of the OCA adhesive layer in
Figure 7 corresponds to the thickness of the OCA layers in
Table 1: the 2nd, 4th, 6th, 8th, 10th and 12th layers. The seven functional layers and six adhesive OCA layers were alternately stacked, the bending radius was set to be
R = 3 mm and the bending time was
t = 18 s.
The Mises stress distribution along the central axis under the five OCA profiles is shown in
Figure 8. The maximum Mises stress is at the outermost position of the structure, and the selected part in the figure is the Mises stress of the OLED light-emitting layer.
It can be seen that the profiles S3, S4 and S5 share similar effects on the OLED light-emitting layer; the maximum difference ratios of S3/S5 and S4/S5 are 1.27% and 3.61%, respectively. On the other hand, compared with S5, the maximum stress of the OLED layer caused by profiles S1 and S2 increased by 13.53% and 24.04%, respectively. Further, the increase in the stress in the tension or compression zone on one side of the layer would correspondingly decrease the stress in the compression or tension zone on the other side. In other words, the profile of the OCA layer can be used to optimize the dominant bending tension or compression of the OLED layer.
In order to investigate the influence of the OCA profiles on the normal bending stress of the OLED and BP layers, a comparison diagram of the normal bending stress along the central axis under the five OCA profiles is shown in
Figure 9. The abbreviation C-S means compression stress, and T-S means tensile stress and T/C-S means tensile or compression stress.
In the OLED, areas S3, S4 and S5 share a similar stress distribution while S1 and S2 are different, which proves that the adhesive layer profile will change the tension or pressure dominance of the OLED light-emitting layer. On the other hand, the BP layer is completely dominated by compressive stress under S2, S4 and S5, while S1 and S3 create tensile stress. Therefore, to reduce the probability of yield failure, normal stress of the flexible screen module can be modulated according to the material characteristics of the laminated stack structure.
The impact of the OCA layer on the OLED layer should be investigated. Because of its superelasticity, the OCA has an obvious strain response during the folding process. Considering its impact on the OLED layer, the strain of the OLED layer in the same direction as the central axis was used to draw the sample-strain diagram in
Figure 10. The abbreviation C-strain in
Figure 10 means compression strain and T-strain means tensile strain.
It can be seen from
Figure 10 that the maximum increment ratio of S1/S5 is 13.07%, the maximum increment ratio of S2/S5 is 18.56%, the absolute strain increment ratios of S1/S5 and S2/S5 are 1.0053% and 1.0042%, respectively. Therefore, the change of the profile does not have a critical effect on the absolute difference of the strain along the x direction of the OLED layer, but it will offset the neutral layer to the left or right, which is still dominated by changing the tensile strain or compressive strain of the OLED layer.
4.3. Influence of the Water-Drop Folding Shape
At present, U-shaped full-path folding is adopted by most producers and companies. However, different folding forms are employed gradually in order to reduce the bending internal stress, among which, the water-drop-shaped folding is introduced into the flexible electronics field due to its superior load-bearing capacity of the structure and increased ability to reduce the gap between the two folded screens [
30,
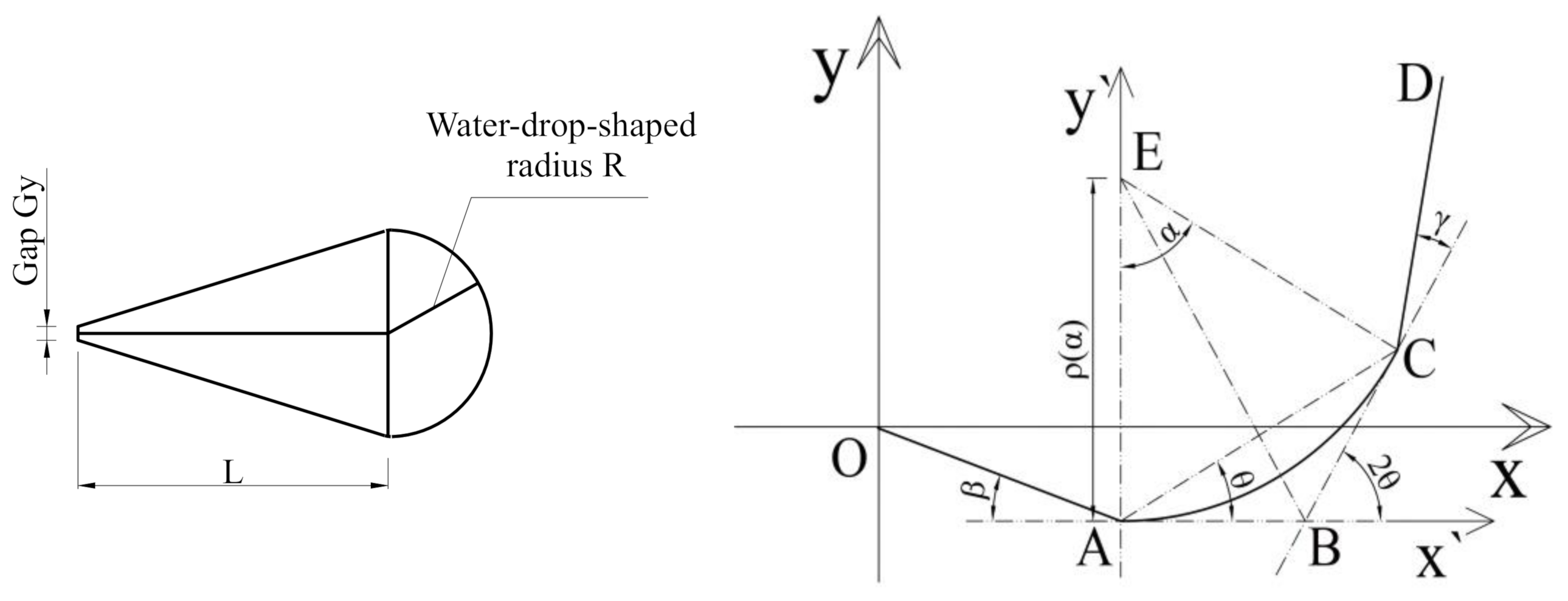
31]. The water-drop shape means that the shape of the folded flexible screens is like a water-drop, which is shown in
Figure 11a. Therefore, the shape of the water-drop in the final bending state was used as the design blueprint. The design bending radius was
R, the distance between the center of the water-drop semicircle and the tip of the water-drop was
L and the gap between the two screens was
. The folding process was controlled by the parameters
R,
L,
and the motion. In order to ensure the evenly distribution of the bending stress in the bending area of the flexible screen, the bending area was in a symmetrical bending state at all times. At the same time, the servo control equation was used to control the water-drop-shaped bending process. The geometric relationship of the water-drop-shaped bending process is shown in
Figure 11b.
In order to derive the water-drop-shaped servo control curve equation, the co-ordinate system
was first obtained as shown in
Figure 11b. Since the tangent angles are equal at two points of symmetry on the arc
at any time, the following equations can be derived from geometric relations:
The trajectory equation of point C is expressed as follows with the polar co-ordinate in the co-ordinate system
by solving Equation (5):
The water-drop-shaped bending path is described by the trajectory equation of point D. In the co-ordinate system
, the additional geometric parameters of the water-drop shape can be obtained from
Figure 11a. Since the servo control equation is a function of time
t and the total control time is set to be
T, to ensure a uniform rotation angle per unit time, the following expressions are obtained by combining geometric relationship:
Thus, the drop-shaped bending servo control curve (Equation (8)) can be derived to obtain the servo co-ordinates of point D at any time
t within the total time
T by converting Equation (6) under the co-ordinate system
into
co-ordinate and taking Equation (7) into account:
Thus, the U-shaped bending and the water-drop-shaped bending were simulated under
L = 3
R,
= 0.2 mm and
R was set to 3 mm, 2.5 mm, 2 mm, respectively; and the results were shown in
Figure 12. The Mises stress distribution for two types under
R = 2 mm is shown in
Figure 12a.
It can be seen from
Figure 12a that the most dangerous position of the flexible screen after the water-drop-shaped and U-shaped folding, that is, the maximum Mises stress, is marked by the red box at the position of the central axis of the bending. The Mises stress diagram of six types of samples along the bending axis is shown in
Figure 12b. It can be seen from
Figure 12b that for each functional layer of the flexible screen, under the different bending radii, the water-drop-shaped bending results in a smaller stress response than the U-shaped bending. The smaller the bending radius, the more obvious the water-drop folding is at reducing the maximum Mises stress since the light-emitting layer of the OLED layer, the flexible substrate of the CPI layer and the BMS layer are the core concern about failure of the structure.
Table 6 shows the maximum stress response for the three types of core membranes under the two folding types. The increment ratio refers to the ratio of the difference between the maximum stress of the U shape and the maximum stress of the water-drop shape to the maximum stress of the U shape.
From
Table 6 and
Figure 12b, it can be seen that, compared with the classic U-shaped bending, the water-drop-shaped folding could not only reduce the maximum stress of the whole structure but also the core layers. There are two reasons for this. Firstly, according to the micro-element stress state of the material mechanics, the main stress distribution of the U-shaped normal bending stress is in the bending semicircle, while the water-drop-shaped design increases the length of the spline curve by
L which is two times compared to the U-shape. Thus, the main stress distribution after the bending is not limited to the semicircular area which could reduce the stress concentration. Secondly, because there is no direct control of the droplet forming a semicircle, the radius of the rounded part is slightly larger than the initial design
R. For the bending radius
R = 2 mm, the rounded droplet is approximately equal to 2.286 mm. Thus, the stress is reduced by the inverse relationship between the radius of curvature and the normal bending stress. On the other hand, the reason why the stress reduction effect is not obvious for the large radius is that the final state water-droplet circle is close to the U-shaped circle. Therefore, for OLED flexible screen equipment which continues to pursue a small bending radius, water-drop-shaped folding is preferred because it can not only save space but also reduce the risk of structure failure.
4.4. Experimental Results
In previous research, Saleh et al. [
32] systematically described the various bending methods of flexible electronic devices and the corresponding bending test devices, which has a certain significance for the design and selection of experiments.
Currently, it is difficult to detect the internal stacked structure stress. Instead, the maximum displacement distance of the flexible screen was measured to verify the accuracy of the model, because the three basic variables in the finite element can be expressed based on the nodal displacement matrix. Therefore, the finite element simulation results can be verified by the maximum slip distance during bending.
Before the experiment, the corresponding film was marked by laser engraving and other methods on the flexible screen module section. When the flexible screen module was bent, a CCD camera with a high-magnification telephoto lens was employed to continuously take photographs to obtain a complete record of the film layer dislocation. Due to the optical imaging function, a micro-range lens with an accuracy of 0.1 mm was placed on the side of the flexible screen. Adobe Illustrator were used to obtain the frame numbers at the beginning and end of bending, and the images were overlapped to measure the slip distance of the designated mark. The experimental equipment and result are shown in
Figure 13. The maximum sliding distance of bending was recorded after the bending experiments, as shown in
Table 7. In this experiment, the bending radius of the fixture board was set to 3 mm.
In order to reduce the influence of reading error during ranging, the mathematical expectation was calculated. Compared with the simulated ranging under the same bending radius, the difference ratio was less than 1%, which confirms the accuracy of the finite element model and the experimental results.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}