
Effect of Al Layer Thickness on the Bonding and Mechanical Behavior of a Mg-(Al-)Ti Laminated Sheet Prepared by Hot-Rolling after Differential Preheating Treatment

Abstract
:1. Introduction
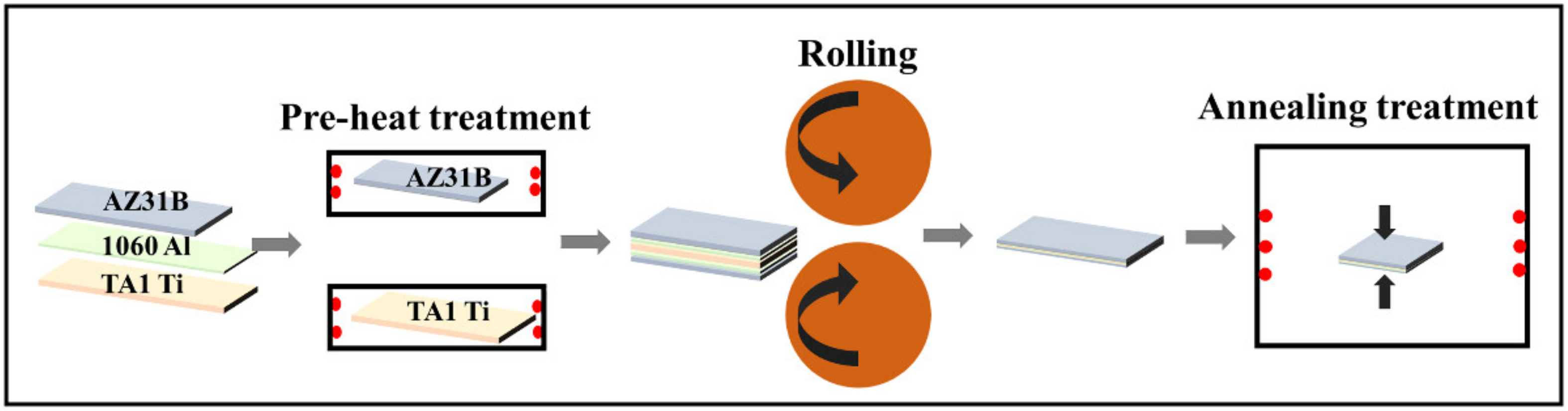
2. Materials and Methods
3. Results and Discussion
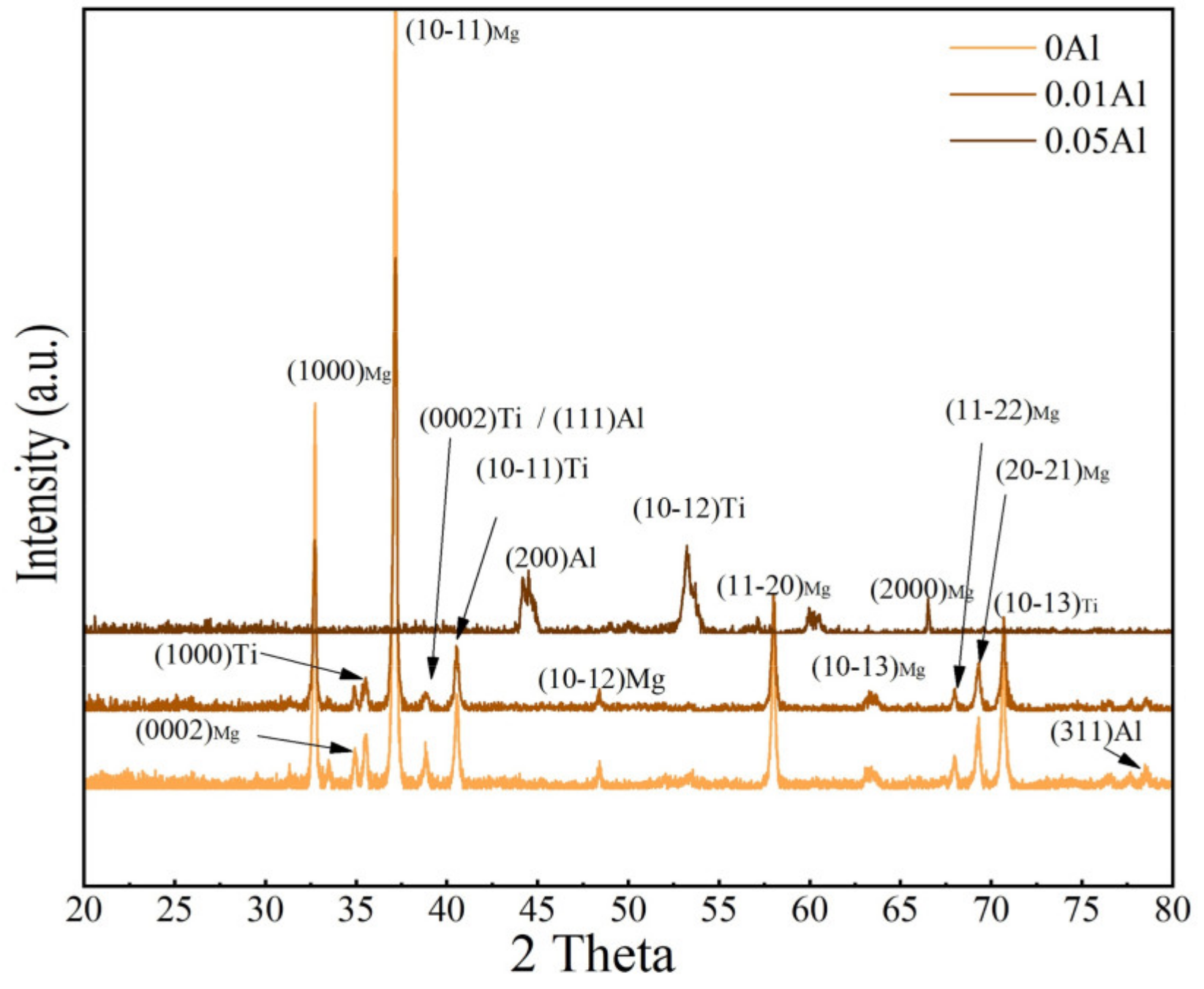
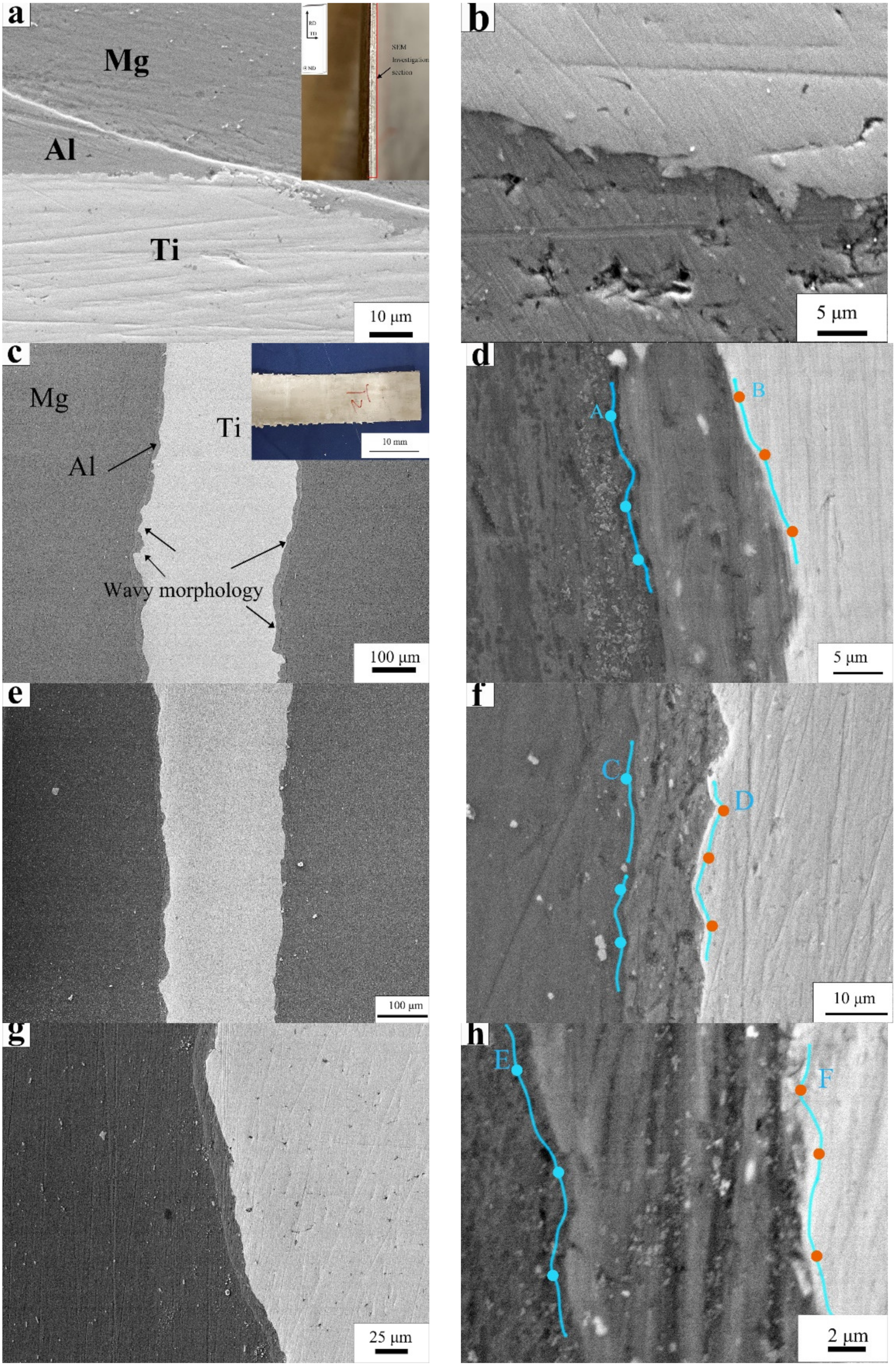
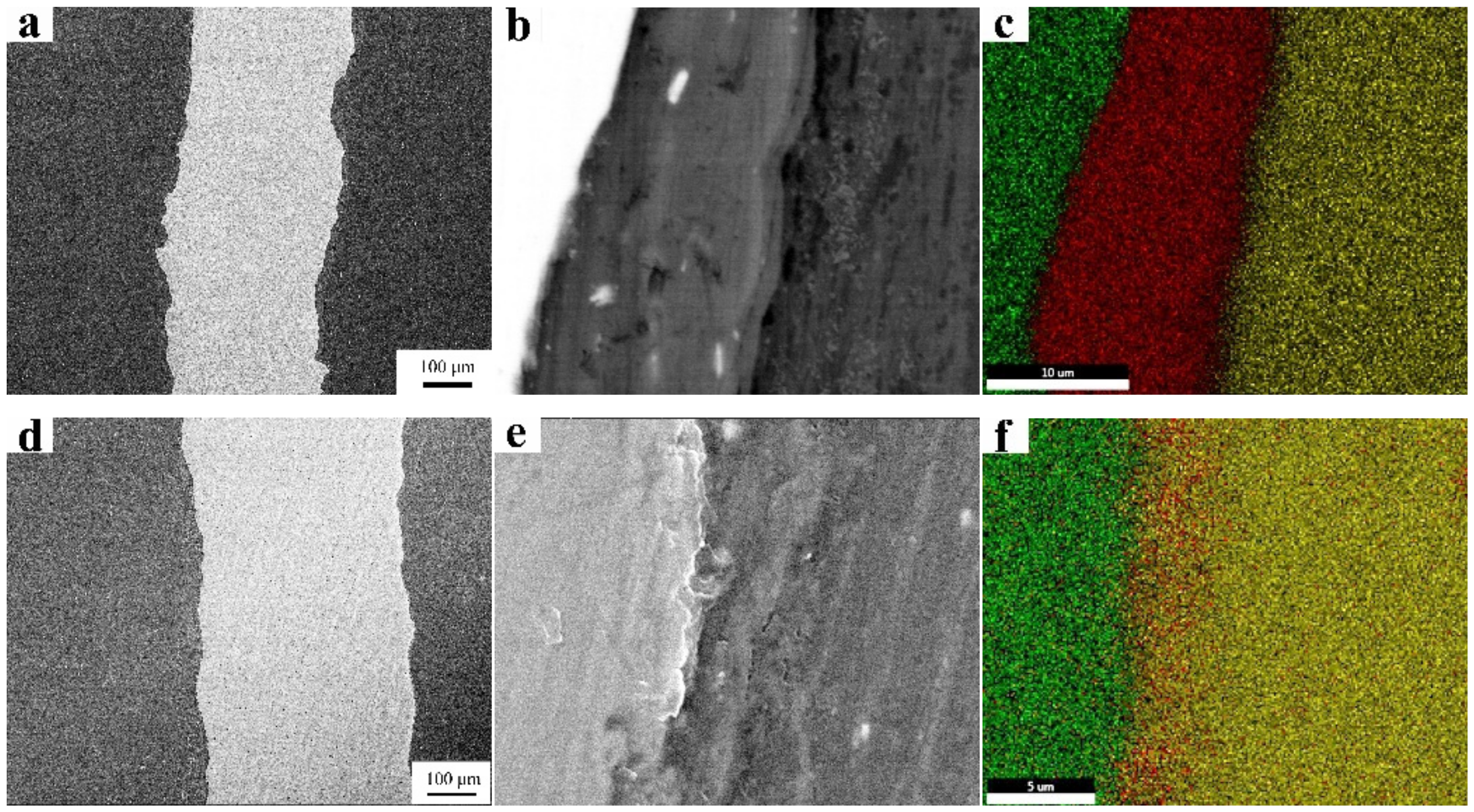
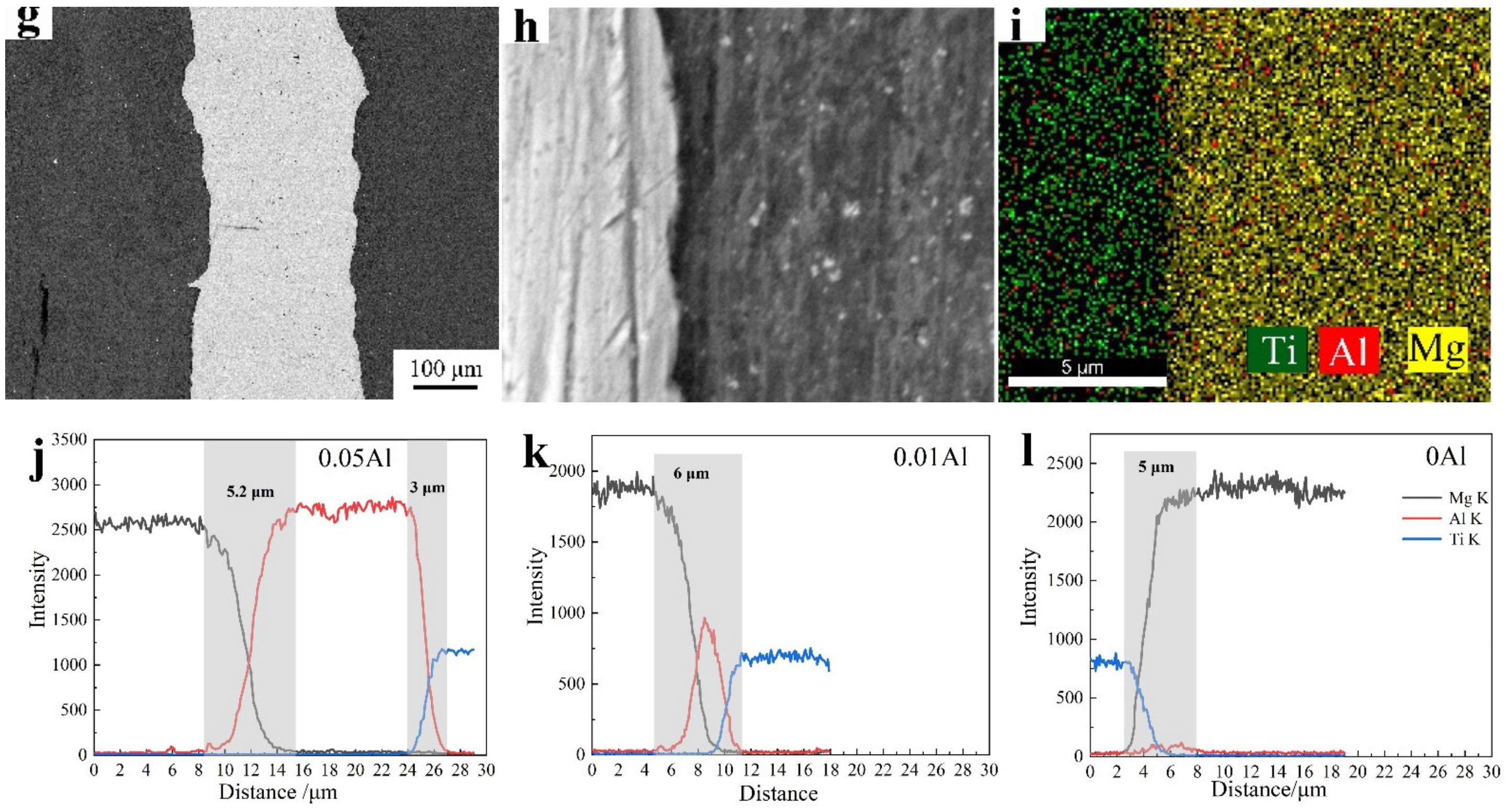
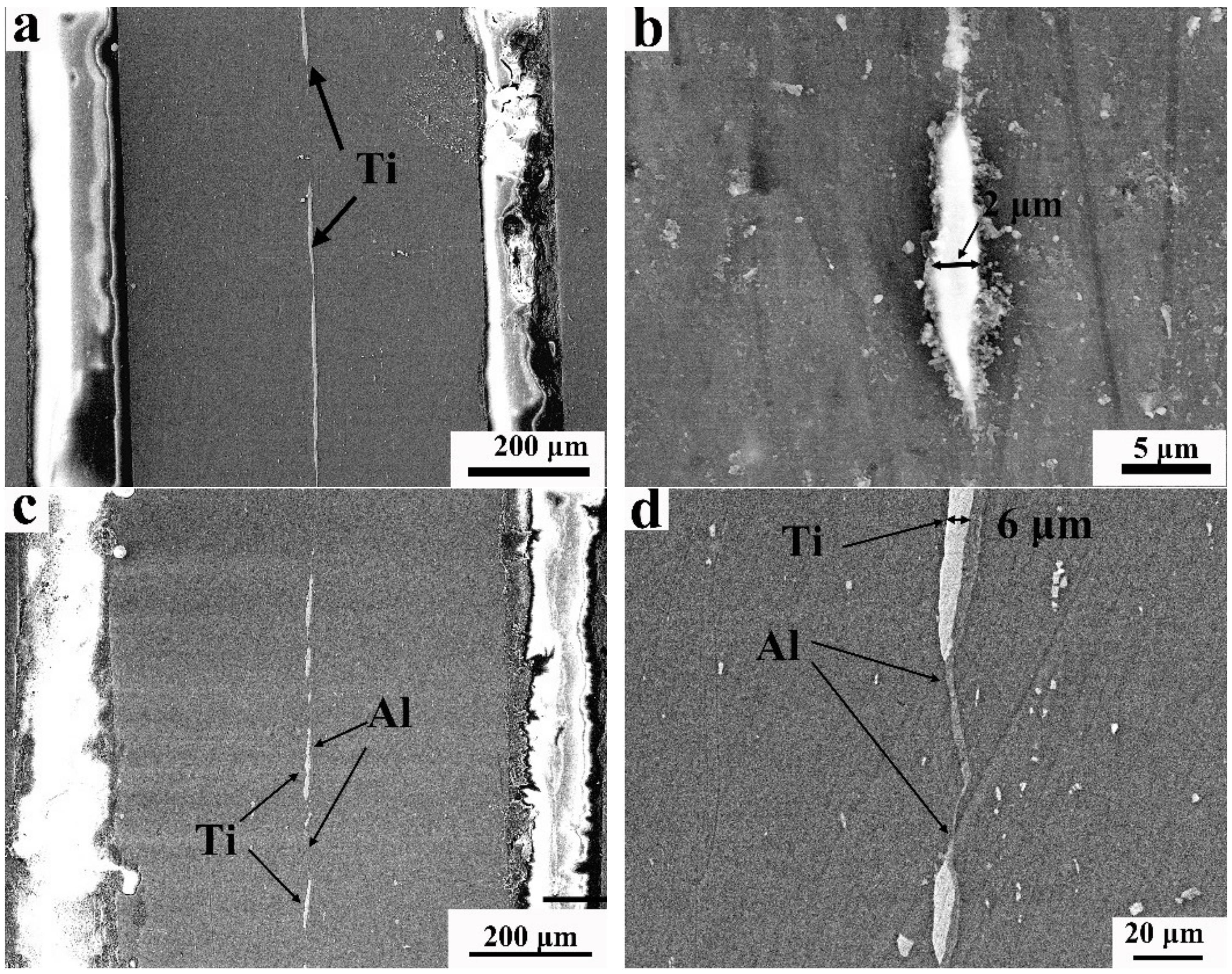
3.1. Interface Morphology of the Rolled Mg-(Al-)Ti Sheets
3.2. Mechanical Behavior of the Rolled Mg-(Al-)Ti Sheets
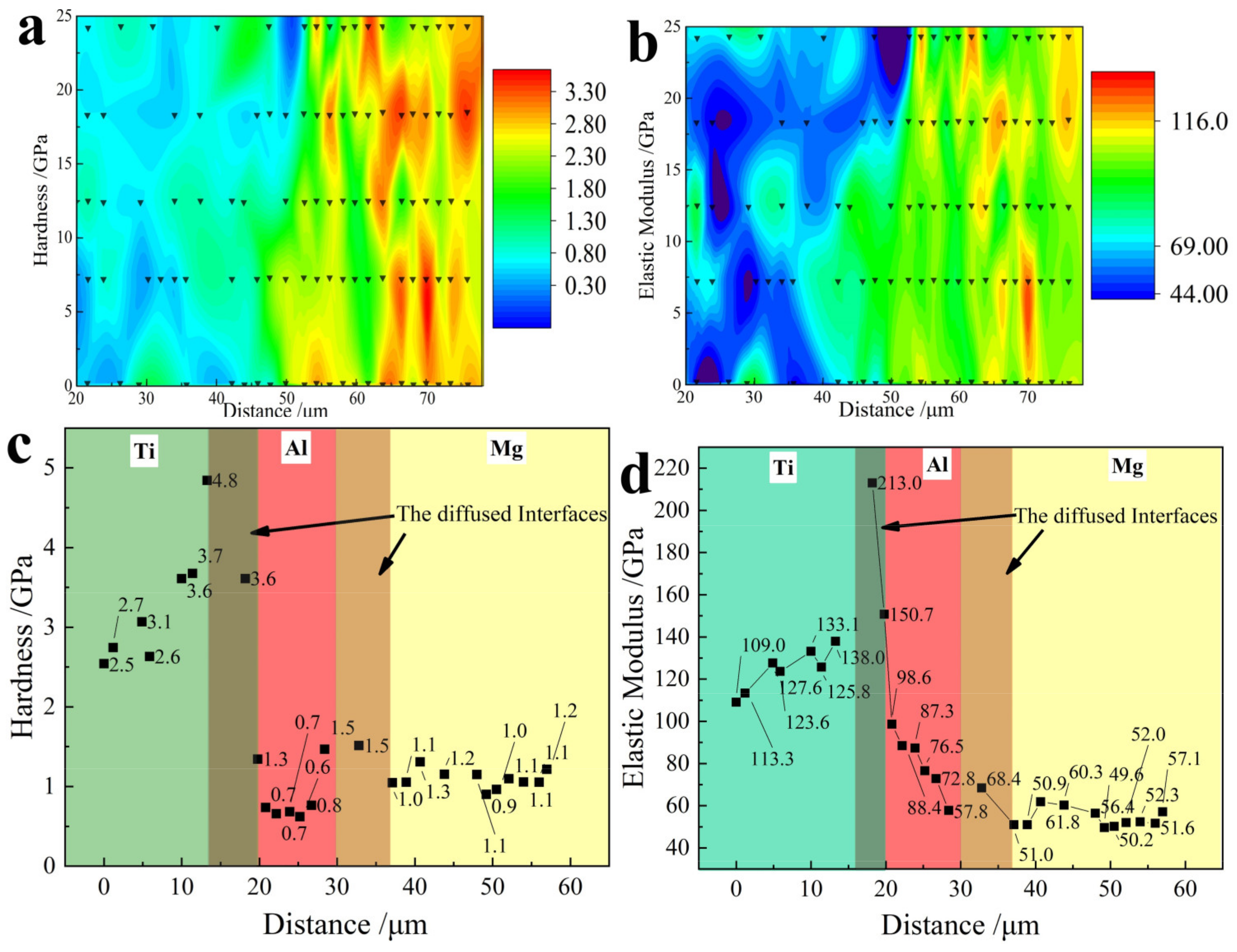
3.2.1. Nanoindentation Tests on the Mg-Al and Al-Ti Bonding Interfaces
3.2.2. Tensile Mechanical Behavior of the Rolled Mg-(Al-)Ti Sheets
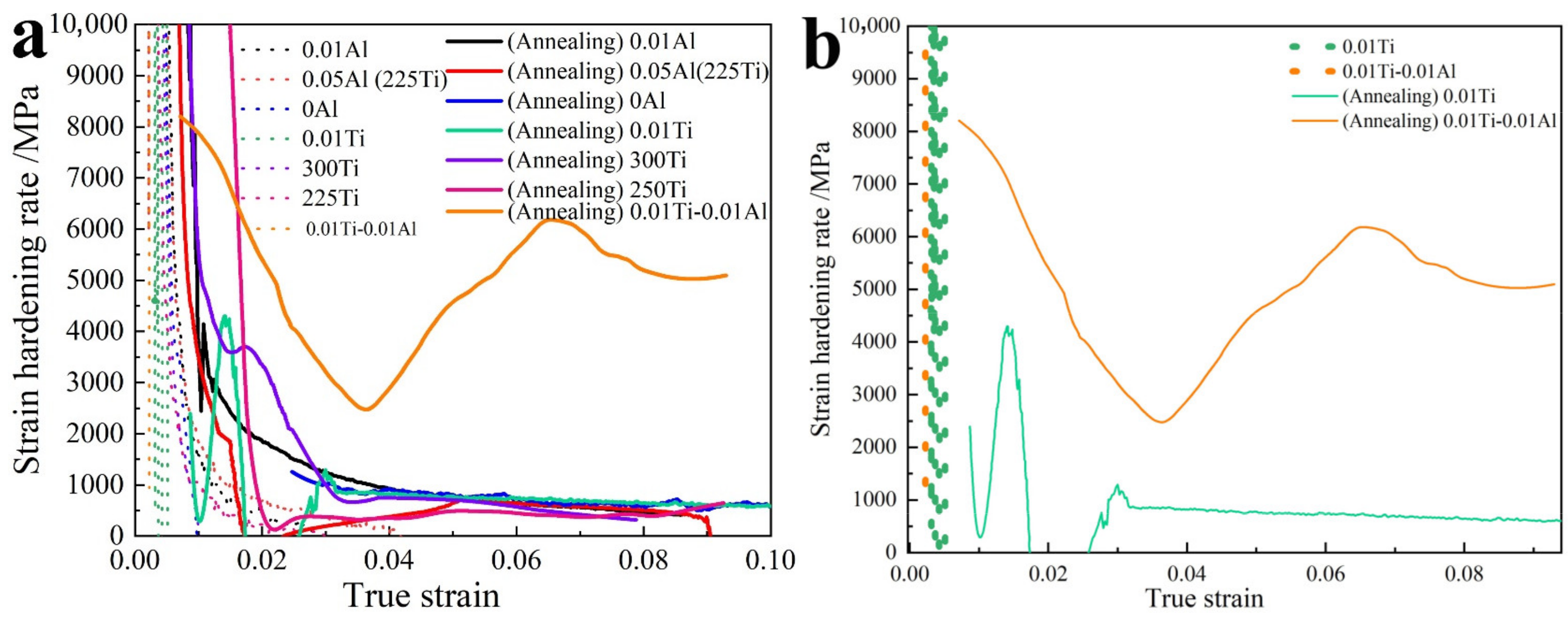
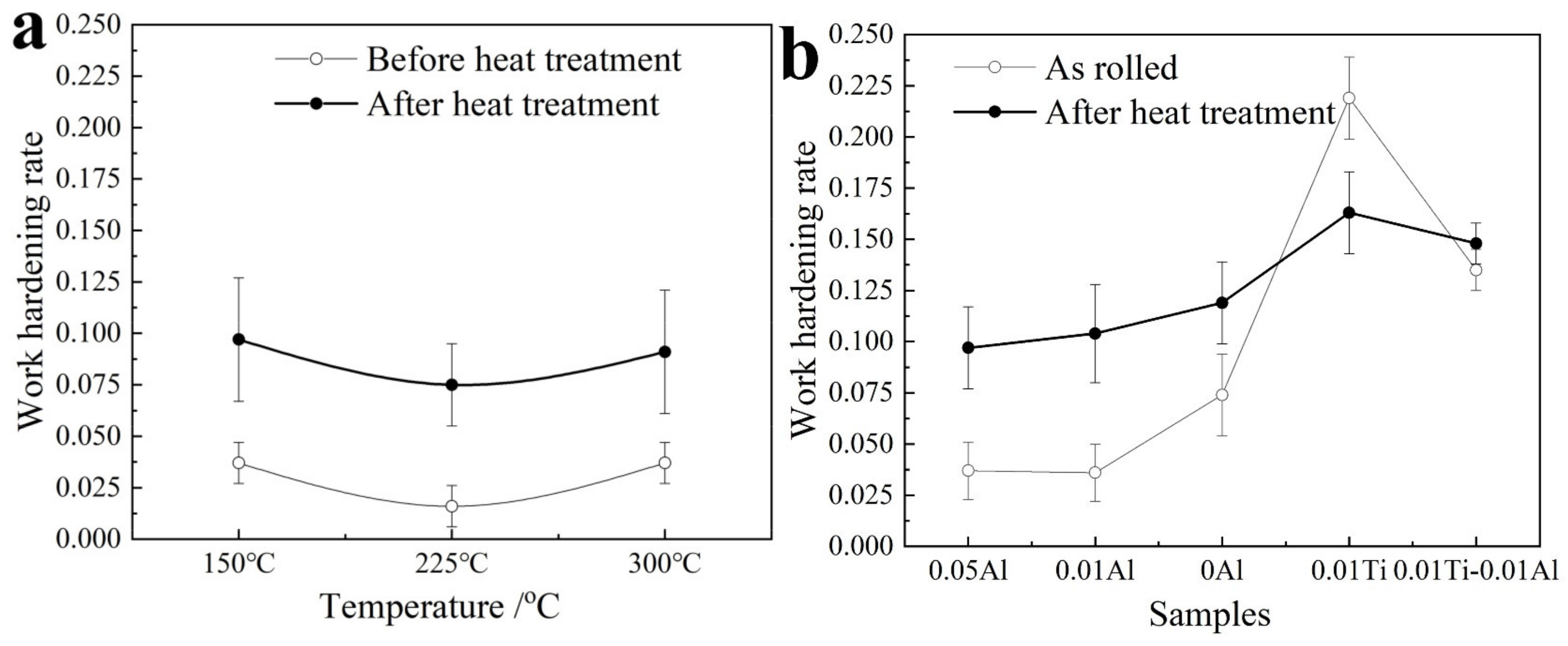
3.2.3. Hardening Effect of the Rolled Mg-(Al-)Ti Sheets
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cai, X.C.; Song, J.; Yang, T.T.; Peng, Q.M.; Huang, J.Y.; Shen, T.D. A Bulk Nanocrystalline Mg–Ti Alloy with High Thermal Stability and Strength. Mater. Lett. 2018, 210, 121–123. [Google Scholar] [CrossRef]
- Dieringa, H. Properties of Magnesium Alloys Reinforced with Nanoparticles and Carbon Nanotubes: A Review. J. Mater. Sci. 2011, 46, 289–306. [Google Scholar] [CrossRef]
- Edalati, K.; Emami, H.; Staykov, A.; Smith, D.J.; Akiba, E.; Horita, Z. Formation of Metastable Phases in Magnesium–Titanium System by High-Pressure Torsion and their Hydrogen Storage Performance. Acta Mater. 2015, 99, 150–156. [Google Scholar] [CrossRef]
- Feng, B.; Xin, Y.; Guo, F.; Yu, H.; Wu, Y.; Liu, Q. Compressive Mechanical Behavior of Al/Mg Composite Rods with Different Types of Al Sleeve. Acta Mater. 2016, 120, 379–390. [Google Scholar] [CrossRef]
- Ganeshan, S.; Shang, S.L.; Wang, Y.; Liu, Z.K. Effect of Alloying Elements on the Elastic Properties of Mg From First-Principles Calculations. Acta Mater. 2009, 57, 3876–3884. [Google Scholar] [CrossRef]
- Subramani, M.; Huang, S.; Borodianskiy, K. Effect of SiC Nanoparticles on AZ31 Magnesium Alloy. Materials 2022, 15, 1004. [Google Scholar] [CrossRef]
- Du, A.; Lattanzi, L.; Jarfors, A.W.E.; Zheng, J.; Wang, K.; Yu, G. On the Hardness and Elastic Modulus of Phases in SiC-Reinforced Al Composite: Role of La and Ce Addition. Materials 2021, 14, 6287. [Google Scholar] [CrossRef] [PubMed]
- Hou, J.; Du, W.; Parande, G.; Gupta, M.; Li, S. Significantly Enhancing the Strength + Ductility Combination of Mg-9Al Alloy Using Multi-Walled Carbon Nanotubes. J. Alloy. Compd. 2019, 790, 974–982. [Google Scholar] [CrossRef]
- Li, S.; Luo, C.; Bashir, M.; Jia, Y.; Han, J.; Wang, T. Interface Structures and Mechanical Properties of Corrugated + Flat Rolled and Traditional Rolled Mg/Al Clad Plates. Rare Metals 2021, 40, 2947–2955. [Google Scholar] [CrossRef]
- Li, W.; Kou, H.; Zhang, X.; Ma, J.; Li, Y.; Geng, P.; Wu, X.; Chen, L.; Fang, D. Temperature-Dependent Elastic Modulus Model for Metallic Bulk Materials. Mech. Mater. 2019, 139, 103194. [Google Scholar] [CrossRef]
- Liu, M.; Zhang, C.; Meng, Z.; Zhao, G.; Chen, L. Atomic Diffusion Mechanism and Interface Nanomechanics in the Al/Ti Composite Structures. Compos. Part B Eng. 2022, 230, 109507. [Google Scholar] [CrossRef]
- Zhang, W.; Zhang, W.; Zhao, H.; Hu, X.; Chen, M.; Ju, D. Microstructures and Electromagnetic Interference Shielding Effectiveness of ME21/Mg Laminated Materials by Accumulative Roll Bonding. Mater. Res. Express 2021, 8, 126529. [Google Scholar] [CrossRef]
- Song, Z.; Hu, X.; Xiang, Y.; Wu, K.; Wang, X. Enhanced Mechanical Properties of CNTs/Mg Biomimetic Laminated Composites. Mater. Sci. Eng. A 2021, 802, 140632. [Google Scholar] [CrossRef]
- Lu, Y.Y.; Kotoka, R.; Ligda, J.P.; Cao, B.B.; Yarmolenko, S.N.; Schuster, B.E.; Wei, Q. The Microstructure and Mechanical Behavior of Mg/Ti Multilayers as a Function of Individual Layer Thickness. Acta Mater. 2014, 63, 216–231. [Google Scholar] [CrossRef]
- Zhang, W.; Zhao, H.; Hu, X.; Ju, D. A Novel Processing for CNT-Reinforced Mg-Matrix Laminated Composites to Enhance the Electromagnetic Shielding Property. Coatings 2021, 11, 1030. [Google Scholar] [CrossRef]
- Mi, Y.; Nie, H.; Wang, T.; Li, X.; Hao, X.; Liang, W. Effect of Anisotropy on Microstructures and Mechanical Properties of Rolled Ti/Al/Mg/Al/Ti Laminates. J. Mater. Eng. Perform. 2019, 28, 4143–4151. [Google Scholar] [CrossRef]
- Nguyen, J.; Douville, F.; Bouaziz, O.; Sauvage, X. Low Weight Steel-Magnesium Composites Achieved by Powder Compaction. Mater. Sci. Eng. A 2016, 660, 77–83. [Google Scholar] [CrossRef]
- Nie, H.; Liang, W.; Chen, H.; Zheng, L.; Chi, C.; Li, X. Effect of Annealing on the Microstructures and Mechanical Properties of Al/Mg/Al Laminates. Mater. Sci. Eng. A 2018, 732, 6–13. [Google Scholar] [CrossRef]
- Pan, H.; Qin, G.; Huang, Y.; Ren, Y.; Sha, X.; Han, X.; Liu, Z.; Li, C.; Wu, X.; Chen, H.; et al. Development of Low-Alloyed and Rare-Earth-Free Magnesium Alloys Having Ultra-High Strength. Acta Mater. 2018, 149, 350–363. [Google Scholar] [CrossRef] [Green Version]
- Paramsothy, M.; Tan, X.H.; Chan, J.; Kwok, R.; Gupta, M. Carbon Nanotube Addition to Concentrated Magnesium Alloy AZ81: Enhanced Ductility with Occasional Significant Increase in Strength. Mater. Des. 2013, 45, 15–23. [Google Scholar] [CrossRef]
- Say, Y.; Guler, O.; Dikici, B. Carbon Nanotube (CNT) Reinforced Magnesium Matrix Composites: The Effect of CNT Ratio On their Mechanical Properties and Corrosion Resistance. Mater. Sci. Eng. A 2020, 798, 139636. [Google Scholar] [CrossRef]
- Sumit, S.; Pramod, K.; Chandra, R. Carbon Nanotube Reinforced Metallic Glass Composites-A Molecular Dynamics Study. Int. J. Multiscale Com. 2016, 14, 555–584. [Google Scholar]
- Tu, T.; Chen, X.; Chen, T.; Yuan, Y.; Pan, F. New High-Modulus and High-Strength Mg-Gd-Ag-Mn-Ge Alloys. Mater. Sci. Eng. A 2021, 805, 140559. [Google Scholar] [CrossRef]
- Wang, X.; Xue, Z.; Yu, X.; Youze, Y. Numerical Simulation and Experimental Research of Magnesium Alloy Plate Asymmetrical Rolling. Rare Met. Mater. Eng. 2020, 49, 3724–3733. [Google Scholar]
- Yu, H.; Sun, Y.; Hu, L.; Zhou, H.; Wan, Z. Microstructural Evolution of AZ61-10at.%Ti Composite Powders During Mechanical Milling. Mater. Des. 2016, 104, 265–275. [Google Scholar] [CrossRef]
- Wang, T.; Nie, H.; Mi, Y.; Hao, X.; Yang, F.; Chi, C.; Liang, W. Microstructures and Mechanical Properties of Ti/Al/Mg/Al/Ti Laminates with Various Rolling Reductions. J. Mater. Res. 2019, 34, 344–353. [Google Scholar] [CrossRef]
- Wang, P.; Zejun, C.; Huang, H.; Lin, J.; Li, B.; Liu, Q. Fabrication of Ti/Al/Mg Laminated Composites by Hot Roll Bonding and their Microstructures and Mechanical Properties. Chin. J. Aeronaut. 2021, 34, 192–201. [Google Scholar] [CrossRef]
- Ye, J.; Chen, X.; Li, J.; Liu, C.; Wu, B.; Pan, F. Microstructure and Compressive Properties of Mg–9Al Composite Reinforced with Ni-coated Graphene Nanosheets. Vacuum 2020, 181, 109629. [Google Scholar] [CrossRef]
- Nie, H.; Zheng, L.; Kang, X.; Hao, X.; Li, X.; Liang, W. In-Situ Investigation of Deformation Behavior and Fracture Forms of Ti/Al/Mg/Al/Ti Laminates. T. Nonferr. Metal. Soc. 2021, 31, 1656–1664. [Google Scholar] [CrossRef]
- Zhu, Z.; Shi, R.; Klarner, A.D.; Luo, A.A.; Chen, Y. Predicting and Controlling Interfacial Microstructure of Magnesium/Aluminum Bimetallic Structures for Improved Interfacial Bonding. J. Magnes. Alloy. 2020, 8, 578–586. [Google Scholar] [CrossRef]
- Yuan, Q.; Zeng, X.; Liu, Y.; Zhou, G.; Luo, L.; Wang, J. Research Progress of Elastic Modulus of Magnesium Matrix Composite Reinforced by Carbon Nanotubes. Chin. J. Nonferrous Met. 2015, 25, 86–97. [Google Scholar]
- Zhang, J.; Luo, G.; Shen, Q.; Zhang, L.; Huang, Z. Characterization of Diffusion-Bonded Joint Between Al and Mg Using a Ni Interlayer. Rare Metals 2016, 35, 537–542. [Google Scholar] [CrossRef]
- Zakarian, D.; Khachatrian, A.; Firstov, S. Universal Temperature Dependence of Young’S Modulus. Met. Powder Rep. 2019, 74, 204–206. [Google Scholar] [CrossRef]
- Zhang, H.; Huang, G.; Li, J.; Wang, L.; Roven, H.J. Influence of Warm Pre-Stretching on Microstructure and Properties of AZ31 Magnesium Alloy. J. Alloy. Compd. 2013, 563, 150–154. [Google Scholar] [CrossRef]
- Zhao, D.; Chen, X.; Ye, J.; Chen, T.; Dai, Y.; Liu, C.; Luo, Z.; Gao, S.; Zhang, J.; Yao, J.; et al. Simultaneously Improving Elastic Modulus and Damping Capacity of Extruded Mg-Gd-Y-Zn-Mn Alloy Via Alloying with Si. J. Alloy. Compd. 2019, 810, 151857. [Google Scholar] [CrossRef]
- Zhao, D.; Chen, X.; Yuan, Y.; Pan, F. Development of a Novel Mg–Y–Zn–Al–Li Alloy with High Elastic Modulus and Damping Capacity. Mater. Sci. Eng. A 2020, 790, 139744. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Al | Si | Ca | Zn | Fe | Be | Mn | Cu | Ti | V | Mg |
|---|---|---|---|---|---|---|---|---|---|---|---|
| AZ31B | 3.190 | 0.020 | 0.040 | 0.810 | 0.005 | 0.100 | 0.330 | 0.050 | - | - | Bal. |
| 1060 Al | Bal. | 0.250 | - | 0.050 | 0.350 | - | 0.030 | 0.050 | 0.030 | 0.050 | 0.03 |
| Alloy | Si | O | H | N | C | Fe | Ti |
|---|---|---|---|---|---|---|---|
| TA1 | ≤0.001 | ≤0.001 | ≤0.001 | ≤0.001 | ≤0.001 | ≤0.001 | Bal. |
| No. | Samples | The Stacking Layers | Mg/at% | Preheating Temperature |
|---|---|---|---|---|
| 1 | 0.2Al | Mg-0.2 mmAl-1 mmTi-0.2 mmAl-Mg | 53.9 | - |
| 2 | 225Ti | Mg-0.05 mmAl-1 mmTi-0.05 mmAl-Mg | 61.5 | 225 °C for Ti, 200 °C for Mg |
| 3 | 250Ti | Mg-0.05 mmAl-1 mmTi-0.05 mmAl-Mg | 61.5 | 250 °C for Ti, 200 °C for Mg |
| 4 | 300Ti | Mg-0.05 mmAl-1 mmTi-0.05 mmAl-Mg | 61.5 | 300 °C for Ti, 200 °C for Mg |
| 5 | 0.05Al | Mg-0.05 mmAl-1 mmTi-0.05 mmAl-Mg | 61.5 | 250 °C for Ti, 200 °C for Mg |
| 6 | 0.01Al | Mg-0.01 mmAl-1 mmTi-0.01 mmAl-Mg | 63.3 | 250 °C for Ti, 200 °C for Mg |
| 7 | 0Al | Mg-1 mmTi-Mg | 63.7 | 250 °C for Ti, 200 oC for Mg |
| 8 | 0.01Ti | Mg-0.01 mmTi-Mg | 95.5 | 250 °C for Ti, 200 °C for Mg |
| 9 | 0.01Ti-0.01Al | Mg-0.01 mmAl-0.01 mmTi-Mg | 95.0 | 250 °C for Ti, 200 °C for Mg |
| Points | Mg | Al | Ti |
|---|---|---|---|
| A | 96.2 (±2) | 2.9 (±1) | 0.9 (±0.6) |
| B | 3.7 (±1) | 5.8 (±1) | 90.5 (±2) |
| C | 91.4 (±2) | 8 (±1) | 0.5 (±0.3) |
| D | 2.4 (±1) | 2.4 (±1) | 95.2 (±2) |
| E | 95.8 (±2) | 3 (±1) | 1.2 (±0.5) |
| F | 2.9 (±1) | 2.7 (±1) | 94.4 (±1) |
| Samples | UTS/MPa | YTS/MPa | Elongation to Break |
|---|---|---|---|
| 0.05Al | 399 | 358 | 0.05 |
| 0.01Al | 387 | 354 | 0.03 |
| 0Al | 424 | 408 | 0.01 |
| 0.01Ti | 331 | 329 | 0.06 |
| 0.01Ti-0.01Al | 349 | 342 | 0.01 |
| 225Ti | 399 | 358 | 0.05 |
| 250Ti | 460 | 442 | 0.04 |
| 300Ti | 424 | 401 | 0.01 |
| Samples | Mg Content/at.% | E/GPa | UTS/MPa | YTS/MPa | Elongation to Break | Ref. |
|---|---|---|---|---|---|---|
| 0.05Al | 61.5 | 68 | 363 | 267 | 0.09 | In this work |
| 0.01Al | 63.3 | 62 | 373 | 271 | 0.09 | |
| 0Al | 63.7 | 56 | 408 | 275 | 0.15 | |
| 0.01Ti | 95.5 | 50 | 328 | 288 | 0.18 | |
| 0.01Ti-0.01Al | 95.0 | 52 | 303 | 223 | 0.1 | |
| 225Ti | 61.5 | 68 | 363 | 267 | 0.09 | |
| 250Ti | 61.5 | 67 | 418 | 339 | 0.09 | |
| 300Ti | 61.5 | 65 | 363 | 288 | 0.08 | |
| AZ31B | 96 | ~44 ◆ | 322 | 180 | 0.17 | [34] |
| Mg-Steel | ~60 * | -- | 265 | 260 | 0.048 | [17] |
| Mg-Al-TC4 | ~22 * | -- | 459 | 380 | 0.08 | [27] |
| TA2/5052Al/AZ31/5052Al/TA2 | ~58 | -- | 429 | <200 | 0.37 | [16] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, W.; Feng, Y.; Xue, Z.; Kong, Q.; Han, X. Effect of Al Layer Thickness on the Bonding and Mechanical Behavior of a Mg-(Al-)Ti Laminated Sheet Prepared by Hot-Rolling after Differential Preheating Treatment. Materials 2022, 15, 2805. https://doi.org/10.3390/ma15082805
Luo W, Feng Y, Xue Z, Kong Q, Han X. Effect of Al Layer Thickness on the Bonding and Mechanical Behavior of a Mg-(Al-)Ti Laminated Sheet Prepared by Hot-Rolling after Differential Preheating Treatment. Materials. 2022; 15(8):2805. https://doi.org/10.3390/ma15082805
Chicago/Turabian StyleLuo, Wenbo, Yunzhe Feng, Zhiyong Xue, Qinke Kong, and Xiuzhu Han. 2022. "Effect of Al Layer Thickness on the Bonding and Mechanical Behavior of a Mg-(Al-)Ti Laminated Sheet Prepared by Hot-Rolling after Differential Preheating Treatment" Materials 15, no. 8: 2805. https://doi.org/10.3390/ma15082805
APA StyleLuo, W., Feng, Y., Xue, Z., Kong, Q., & Han, X. (2022). Effect of Al Layer Thickness on the Bonding and Mechanical Behavior of a Mg-(Al-)Ti Laminated Sheet Prepared by Hot-Rolling after Differential Preheating Treatment. Materials, 15(8), 2805. https://doi.org/10.3390/ma15082805