
Milling Parameter Optimization of Continuous-Glass-Fiber-Reinforced-Polypropylene Laminate


Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Determining the Process Window
3.2. Optimizing the Process Parameters
4. Conclusions
- (1)
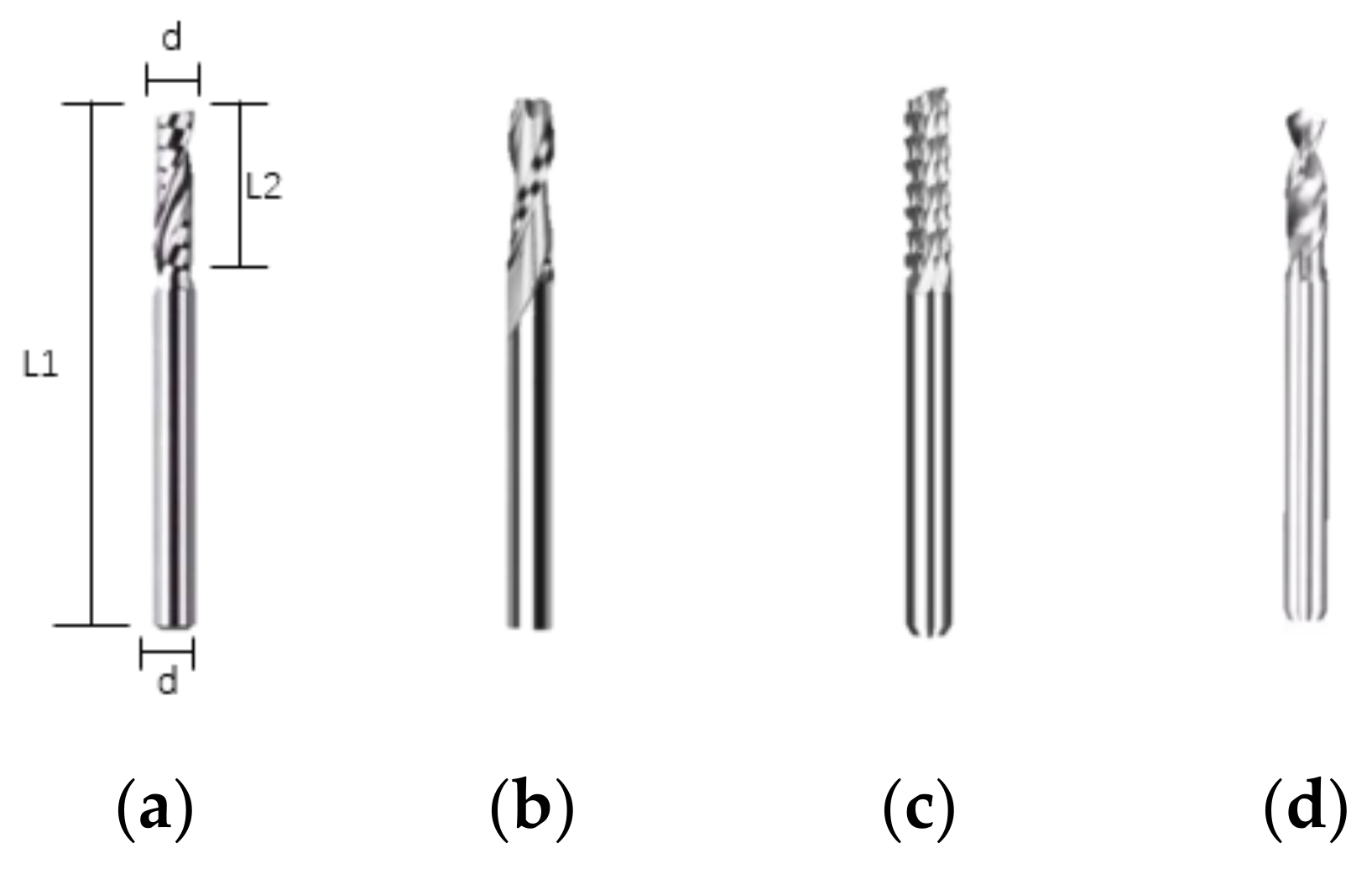
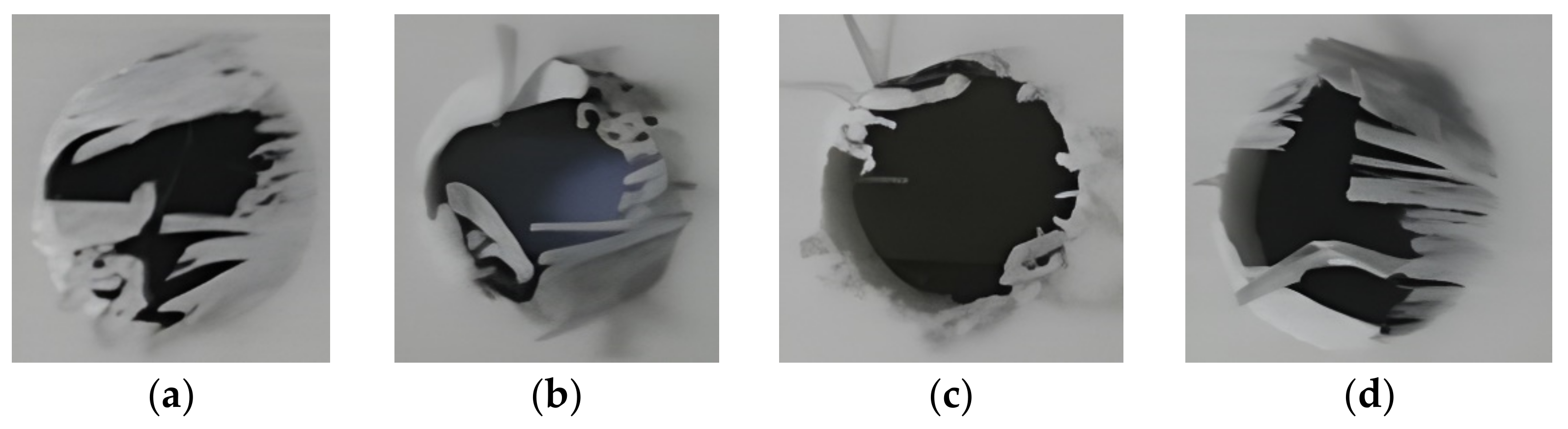
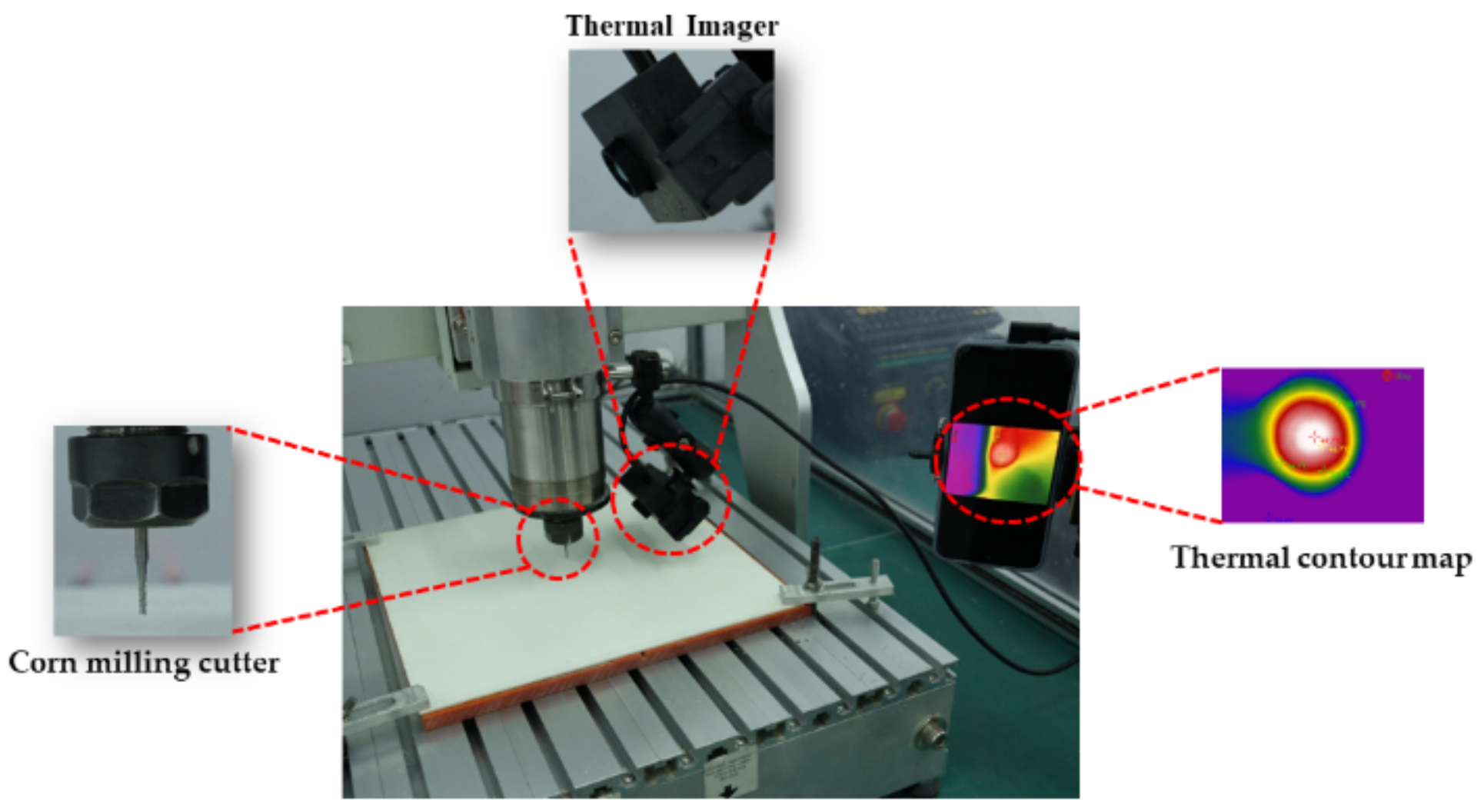
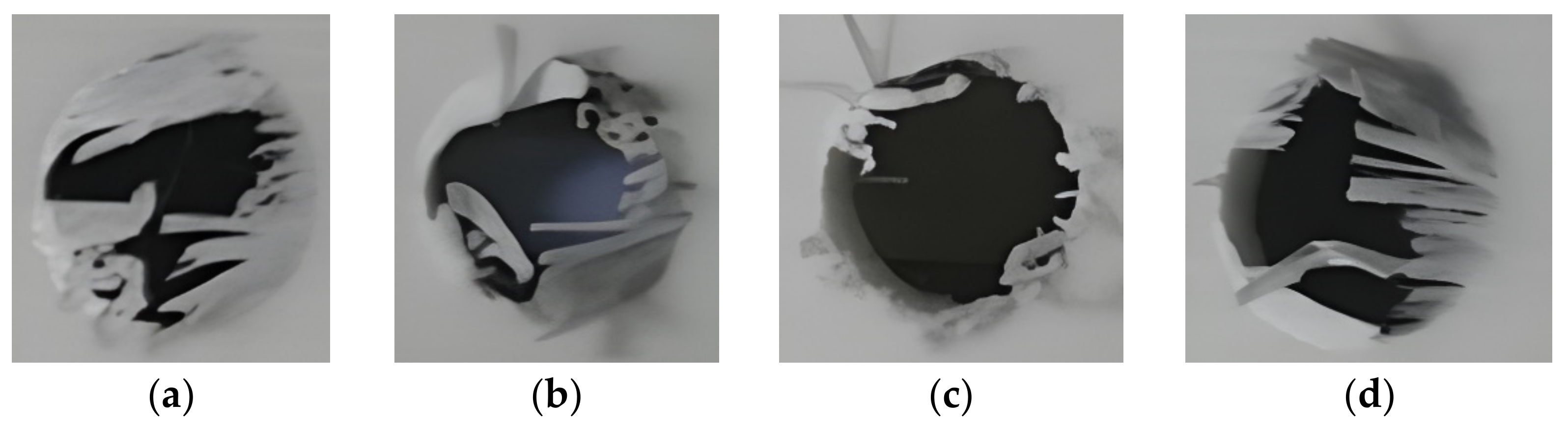
- Different tools have a great influence on the hole quality, and the corn milling cutter used for GFRPP laminates has the best opening quality.
- (2)
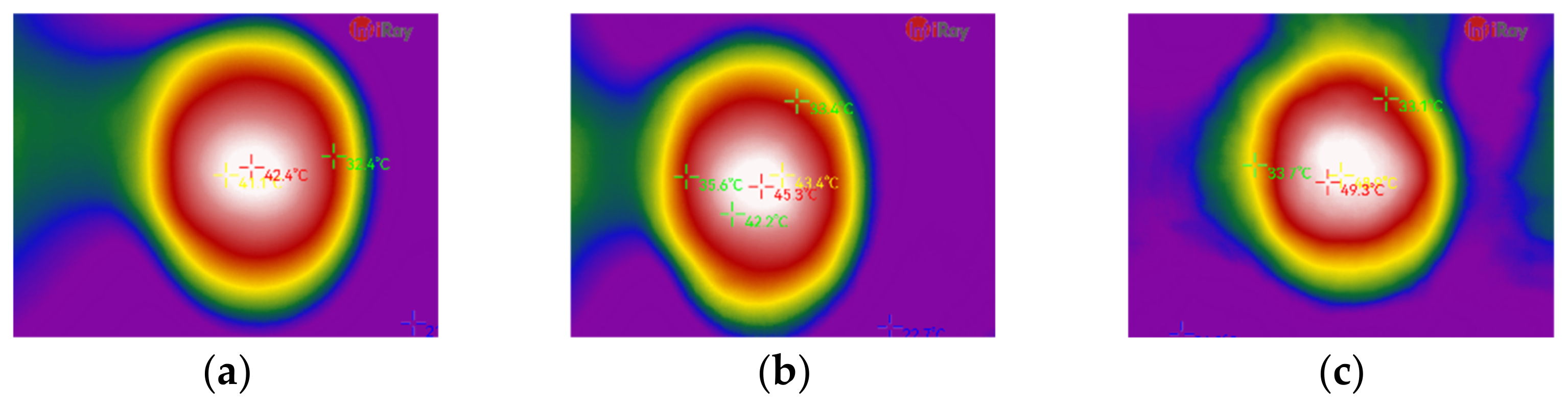
- In the selected region, with the increase in spindle speed and feed speed, the change in temperature distribution in the entry surface near the hole is not significant, and the maximum temperature does not reach the resin-melting temperature.
- (3)
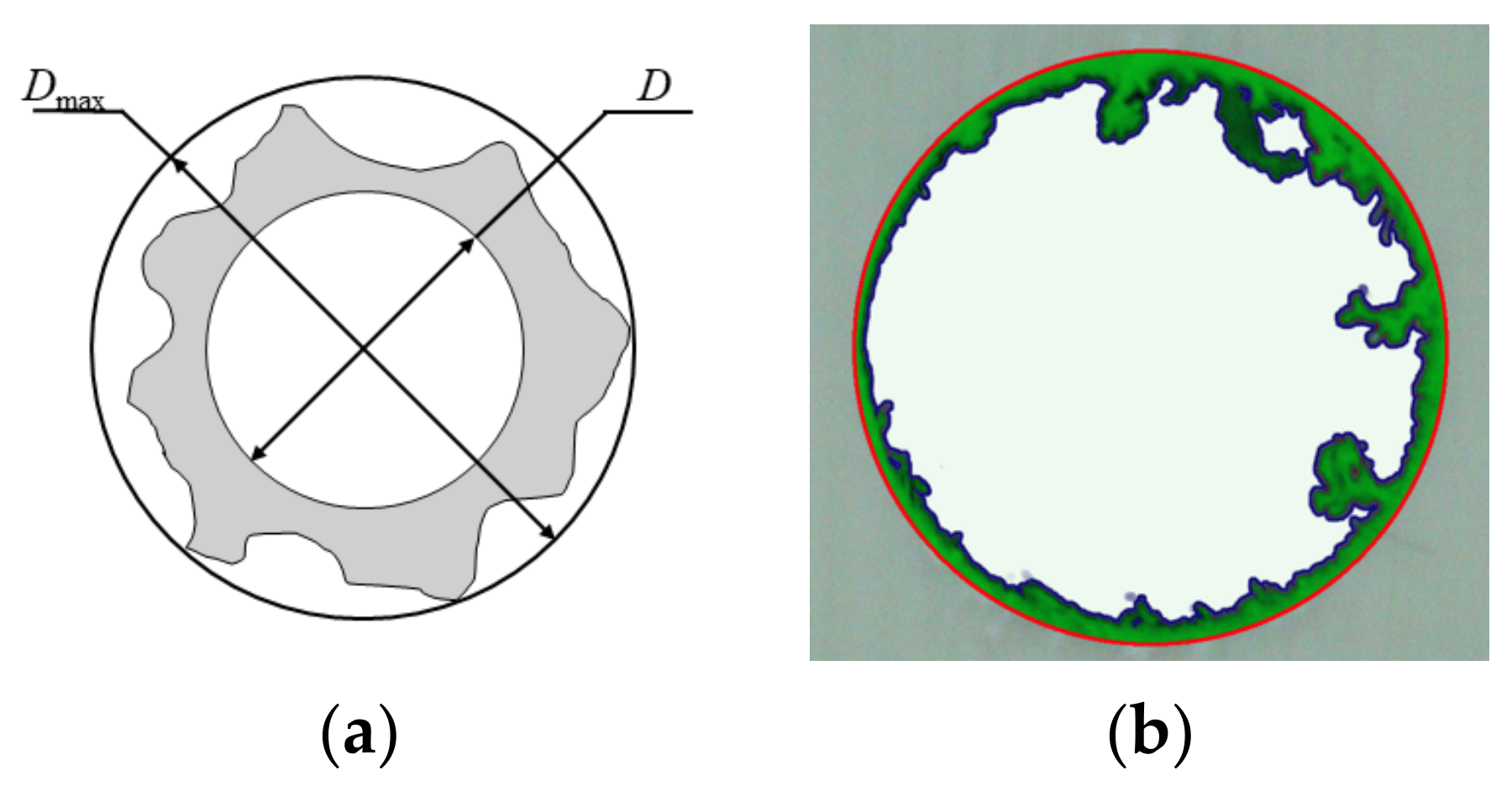
- Using the delamination factor and burr area to represent the hole quality is feasible. The quadratic regression model is significant for delamination factor while insignificant for burr area. The reason is because that the calculation of the burr area is greatly affected by the experimental error.
- (4)
- In the milling of presented GFRPP laminate, the best hole quality is achieved when the spindle speed is 18,000 r/min and the feed speed is 1500 mm/min with the corn milling cutter.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xing, L.Y.; Bao, J.W.; Li, S.M.; Chen, X.B. Development status and facing challenge of advanced polymer matrix composites. Acta Mater. Compos. Sin. 2016, 33, 1327–1338. [Google Scholar]
- Wu, L.H.; Yuan, Y.H. Applications of advanced fiber-reinforced composite materials in large commercial aircraft. Ordnance Mater. Sci. Eng. 2018, 41, 100–103. [Google Scholar]
- Thoppul, S.D.; Finegan, J.; Gibson, R.F. Mechanics of mechanically fastened joints in polymer–matrix composite structures—A review. Compos. Sci. Technol. 2009, 69, 301–329. [Google Scholar] [CrossRef]
- Jia, Z.Y.; Bi, G.J.; Wand, F.J.; Wang, X.N.; Zhang, B.Y. The research of machining mechanism of carbon fiber reinforced plastic. J. Mech. Eng. 2018, 54, 199–208. [Google Scholar] [CrossRef]
- Prasad, K.S.; Chaitanya, G. Analysis of delamination in drilling of GFRP composites using Taguchi Technique. Mater. Today: Proc. 2019, 18, 3252–3261. [Google Scholar] [CrossRef]
- Hrechuk, A.; Bushlya, V.; Ståhl, J.-E. Hole-quality evaluation in drilling fiber-reinforced composites. Compos. Struct. 2018, 204, 378–387. [Google Scholar] [CrossRef]
- Liu, S.; Yang, T.; Liu, C.; Jin, Y.; Sun, D.; Shen, Y. Modelling and experimental validation on drilling delamination of aramid fiber reinforced plastic composites. Compos. Struct. 2020, 236, 111907. [Google Scholar] [CrossRef]
- Amaro, A.M.; Reis, P.N.B.; de Moura, M.; Neto, M.A. Influence of open holes on composites delamination induced by low velocity impact loads. Compos. Struct. 2013, 97, 239–244. [Google Scholar] [CrossRef]
- Tsao, C.C.; Kuo, K.L.; Hsu, I.C. Evaluation of novel approach on delamination factor after drilling composite laminates. In Key Engineering Materials; Trans Tech Publications Ltd.: Zurich, Switzerland, 2010; Volume 443, pp. 626–630. [Google Scholar]
- Sugita, N.; Shu, L.; Kimura, K.; Arai, G.; Arai, K. Dedicated drill design for reduction in burr and delamination during the drilling of composite materials. CIRP Ann. 2019, 68, 89–92. [Google Scholar] [CrossRef]
- Loja, M.A.R.; Alves, M.S.F.; Bragança, I.M.F.; Rosa, R.S.B.; Barbosa, I.C.J.; Barbosa, J.I. An assessment of thermally influenced and delamination-induced regions by composites drilling. Compos. Struct. 2018, 202, 413–423. [Google Scholar] [CrossRef]
- Velaga, M.; Cadambi, R.M. Drilling of GFRP composites for minimising delamination effect. Mater. Today Proc. 2017, 4, 11229–11236. [Google Scholar] [CrossRef]
- Guo, H.B. Analysis of Formation Mechanism and Restraining Methods of GFRPP Composites Drilling Damage. Master’s Dissertation, Dalian University of Technology, Dalian, China, 2018. [Google Scholar]
- Mustari, A.; Chakma, P.; Sobhan, R.; Dhar, N. Investigation on roundness and taper of holes in drilling GFRP composites with variable weight percentages of glass fiber. Mater. Today Proc. 2020, 38, 2578–2583. [Google Scholar] [CrossRef]
- Patel, K.; Gohil, P.P.; Chaudhary, V. Investigations on drilling of hemp/glass hybrid composites. Mater. Manuf. Process. 2018, 33, 1714–1725. [Google Scholar] [CrossRef]
- Palanikumar, K.; Srinivasan, T.; Rajagopal, K.; Latha, B. Thrust Force Analysis in Drilling Glass Fiber Reinforced/Polypropylene (GFR/PP) Composites. Mater. Manuf. Process. 2014, 31, 581–586. [Google Scholar] [CrossRef]
- Srinivasan, T.; Palanikumar, K.; Rajagopal, K. Roundness Error Evaluation in Drilling of Glass Fiber Reinforced Polypropylene (GFR/PP) Composites Using Box Behnken Design (BBD). In Applied Mechanics and Materials; Trans Tech Publications Ltd.: Zurich, Switzerland, 2015; Volume 766–767, pp. 844–851. [Google Scholar] [CrossRef]
- Srinivasan, T.; Palanikumar, K.; Rajagopal, K. Influence of Process Parameters on Delamination of Drilling of (GF/PC) Glass Fiber Reinforced Polycarbonate Matrix Composites. Adv. Mater. Res. 2014, 984–985, 355–359. [Google Scholar] [CrossRef]
- Du, B.; Chen, L.M.; Liu, H.C.; He, Q.H.; Li, W.G. Resistance Welding of Glass Fiber Reinforced Thermoplastic Composite: Ex-perimental Investigation and Process Parameter Optimization. Chin. J. Aeronaut. 2020, 33, 3469–3478. [Google Scholar] [CrossRef]
- Sorrentino, L.; Turchetta, S.; Bellini, C. In process monitoring of cutting temperature during the drilling of FRP laminate. Compos. Struct. 2017, 168, 549–561. [Google Scholar] [CrossRef]
- Hou, G.; Luo, B.; Zhang, K.; Luo, Y.; Cheng, H.; Cao, S.; Li, Y. Investigation of high temperature effect on CFRP cutting mechanism based on a temperature controlled orthogonal cutting experiment. Compos. Struct. 2021, 268, 113967. [Google Scholar] [CrossRef]
- Giasin, K.; Ayvar-Soberanis, S. Evaluation of Workpiece Temperature during Drilling of GLARE Fiber Metal Laminates Using Infrared Techniques: Effect of Cutting Parameters, Fiber Orientation and Spray Mist Application. Materials 2016, 9, 622. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feeding Speed mm/min | No. | Spindle Speed r/min | No. |
|---|---|---|---|
| 300 | F1 | 700 | S1 |
| 600 | F2 | 1400 | S2 |
| 900 | F3 | 2000 | S3 |
| 1200 | F4 | 3000 | S4 |
| 1500 | F5 | 6000 | S5 |
| 1800 | F6 | 10,000 | S6 |
| 12,000 | S7 | ||
| 18,000 | S8 | ||
| 24,000 | S9 |
| Level | A: Feeding Speed mm/min | B: Spindle Speed r/min |
|---|---|---|
| −1 | 2000 | 300 |
| 0 | 10,000 | 900 |
| 1 | 18,000 | 1500 |
| No. | A: Spindle Speed mm/min | B: Feeding Speed r/min | Delamination Factor | Burr Area mm2 |
|---|---|---|---|---|
| 1 | 2000 | 300 | 1.0352 | 15.17 |
| 2 | 18,000 | 300 | 1.0237 | 23.67 |
| 3 | 2000 | 1500 | 1.0374 | 25.07 |
| 4 | 18,000 | 1500 | 1.0046 | 8.94 |
| 5 | 2000 | 900 | 1.0322 | 30.94 |
| 6 | 18,000 | 900 | 1.0173 | 17.54 |
| 7 | 10,000 | 300 | 1.0313 | 20.67 |
| 8 | 10,000 | 1500 | 1.0158 | 12.99 |
| 9 | 10,000 | 900 | 1.0179 | 21.11 |
| 10 | 10,000 | 900 | 1.0179 | 24.49 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value Prob > F | |
|---|---|---|---|---|---|---|
| Model | 0.000934 | 5 | 0.000187 | 15.21628 | 0.0104 | significant |
| A–Spindle speed | 0.000585 | 1 | 0.000585 | 47.66917 | 0.0023 | |
| B–Feeding speed | 0.000175 | 1 | 0.000175 | 14.23207 | 0.0196 | |
| AB | 0.000112 | 1 | 0.000112 | 9.159819 | 0.0389 | |
| A2 | 3.53 × 10−5 | 1 | 3.53 × 10−5 | 2.871886 | 0.1654 | |
| B2 | 1.66 × 10−5 | 1 | 1.66 × 10−5 | 1.352159 | 0.3095 | |
| Residual | 4.91 × 10−5 | 4 | 1.23 × 10−5 | |||
| Lack of Fit | 4.91 × 10−5 | 3 | 1.64 × 10−5 |
| R2 | Adj R2 | Pred R2 | Adeq Precisior |
|---|---|---|---|
| 0.9501 | 0.8876 | 0.5152 | 11.254 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value Prob > F | |
|---|---|---|---|---|---|---|
| Model | 335.7867 | 5 | 67.15734 | 5.901067 | 0.0551 | not significant |
| A–Spindle speed | 73.70933 | 1 | 73.70933 | 6.476785 | 0.0636 | |
| B–Feeding speed | 26.07555 | 1 | 26.07555 | 2.29124 | 0.2047 | |
| AB | 151.5951 | 1 | 151.5951 | 13.32055 | 0.0218 | |
| A2 | 4.637278 | 1 | 4.637278 | 0.407474 | 0.5580 | |
| B2 | 84.00382 | 1 | 84.00382 | 7.381355 | 0.0532 | |
| Residual | 45.52217 | 4 | 11.38054 | |||
| Lack of Fit | 39.81506 | 3 | 13.27169 | 2.325465 | 0.4412 | not significant |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, H.; Du, B.; Ning, C.; Zhang, X.; Wang, Z.; Xiong, Y.; Zeng, X.; Chen, L. Milling Parameter Optimization of Continuous-Glass-Fiber-Reinforced-Polypropylene Laminate. Materials 2022, 15, 2703. https://doi.org/10.3390/ma15072703
Hu H, Du B, Ning C, Zhang X, Wang Z, Xiong Y, Zeng X, Chen L. Milling Parameter Optimization of Continuous-Glass-Fiber-Reinforced-Polypropylene Laminate. Materials. 2022; 15(7):2703. https://doi.org/10.3390/ma15072703
Chicago/Turabian StyleHu, Hanjie, Bing Du, Conggang Ning, Xiaodong Zhang, Zhuo Wang, Yangyang Xiong, Xianjun Zeng, and Liming Chen. 2022. "Milling Parameter Optimization of Continuous-Glass-Fiber-Reinforced-Polypropylene Laminate" Materials 15, no. 7: 2703. https://doi.org/10.3390/ma15072703
APA StyleHu, H., Du, B., Ning, C., Zhang, X., Wang, Z., Xiong, Y., Zeng, X., & Chen, L. (2022). Milling Parameter Optimization of Continuous-Glass-Fiber-Reinforced-Polypropylene Laminate. Materials, 15(7), 2703. https://doi.org/10.3390/ma15072703