
Study on Dissolution and Modification of Cotton Fiber in Different Growth Stages

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Cotton Fiber Sampling Method
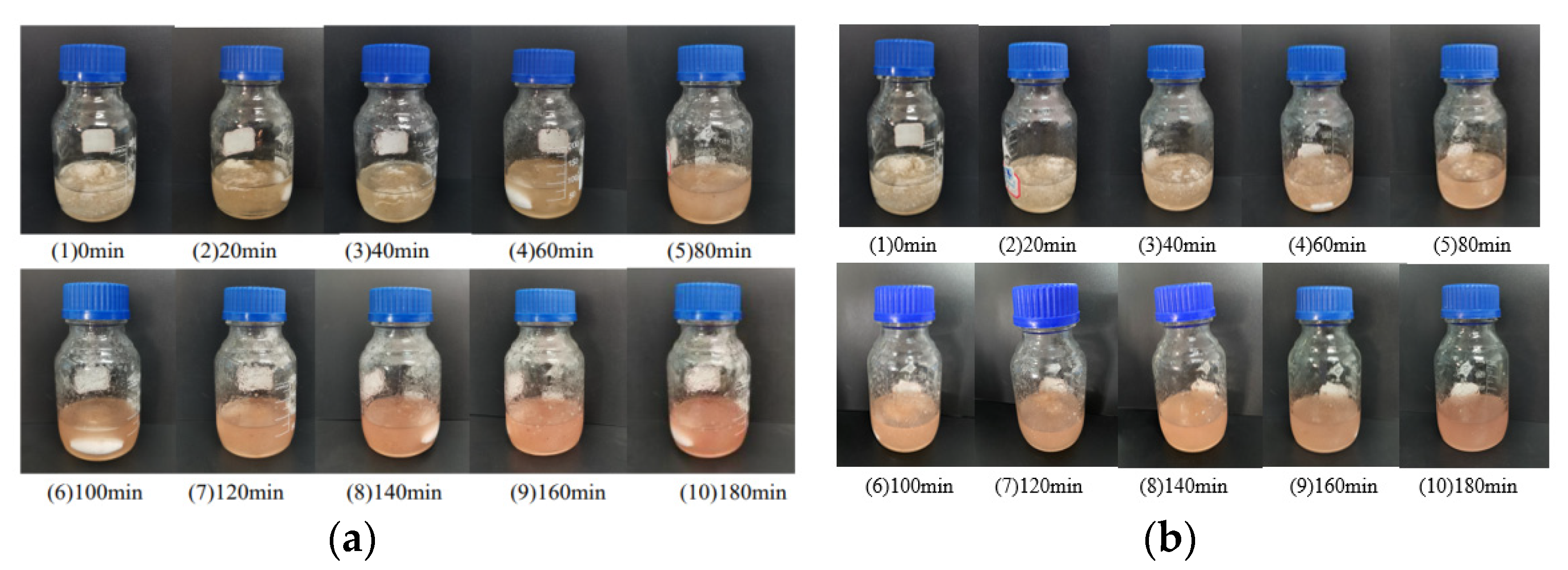
2.2.2. DES Treatment
2.3. Characterization and Measurements
3. Results and Discussion
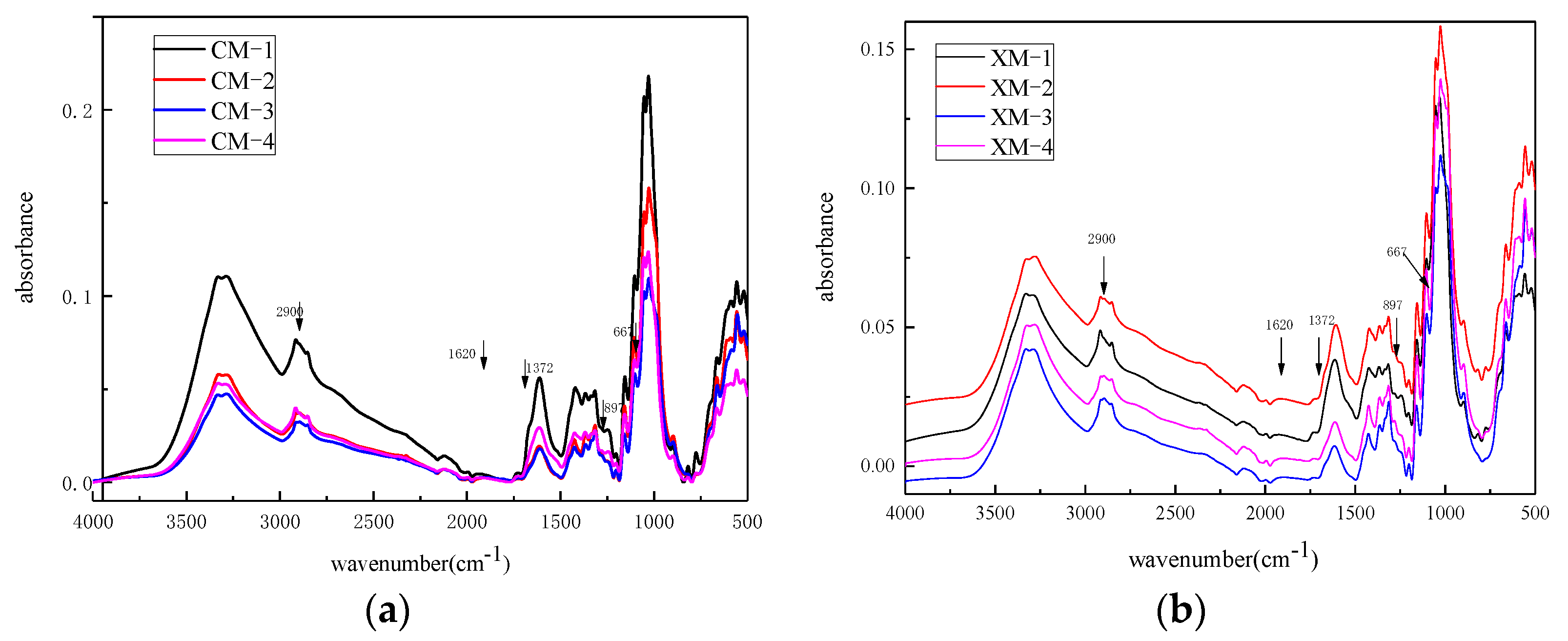
3.1. FTIR Analysis
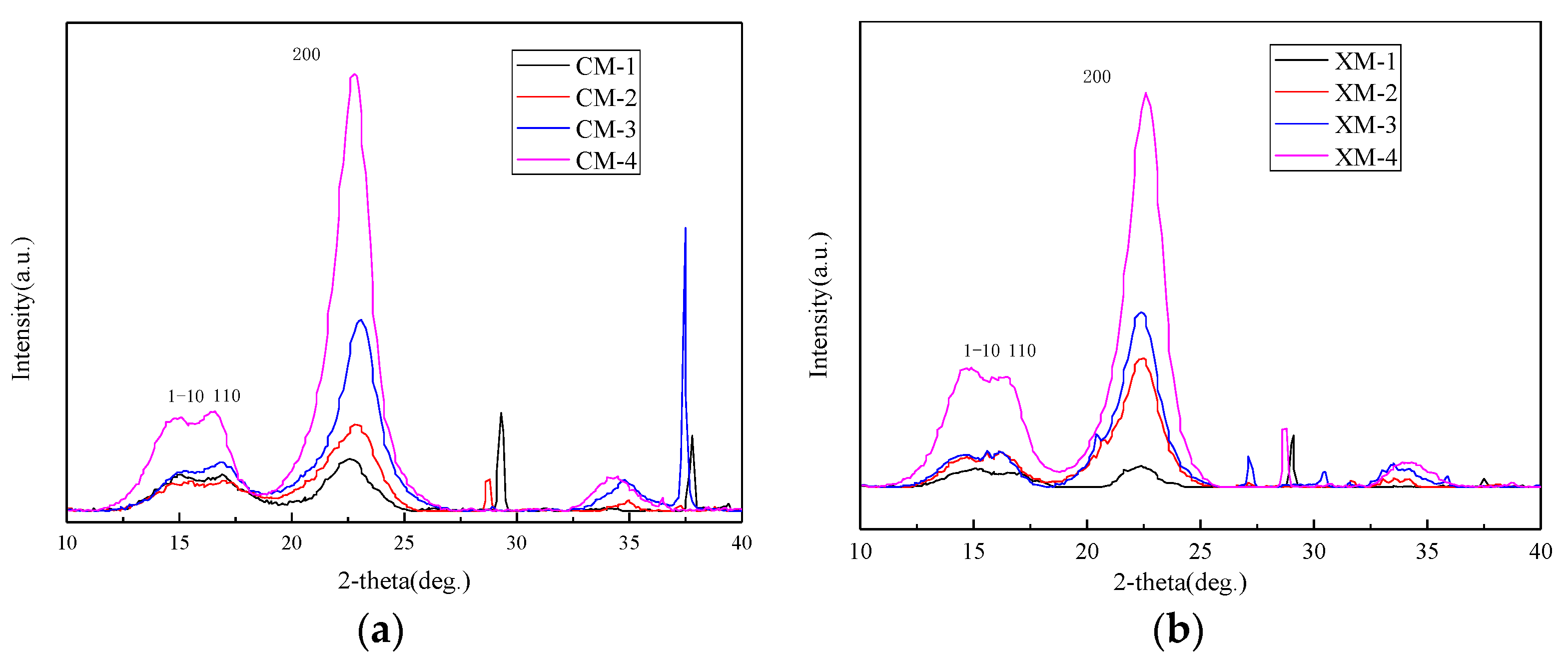
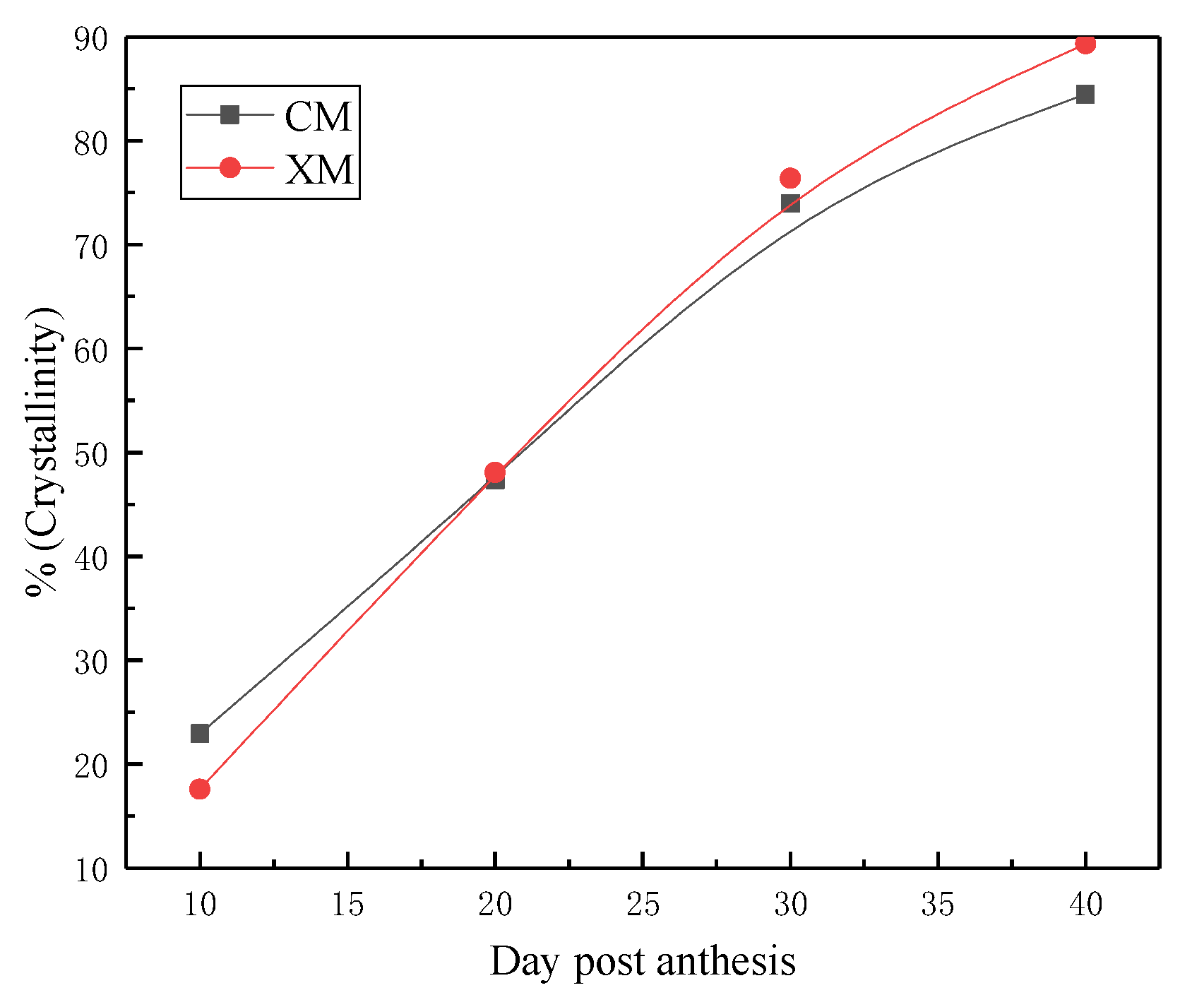
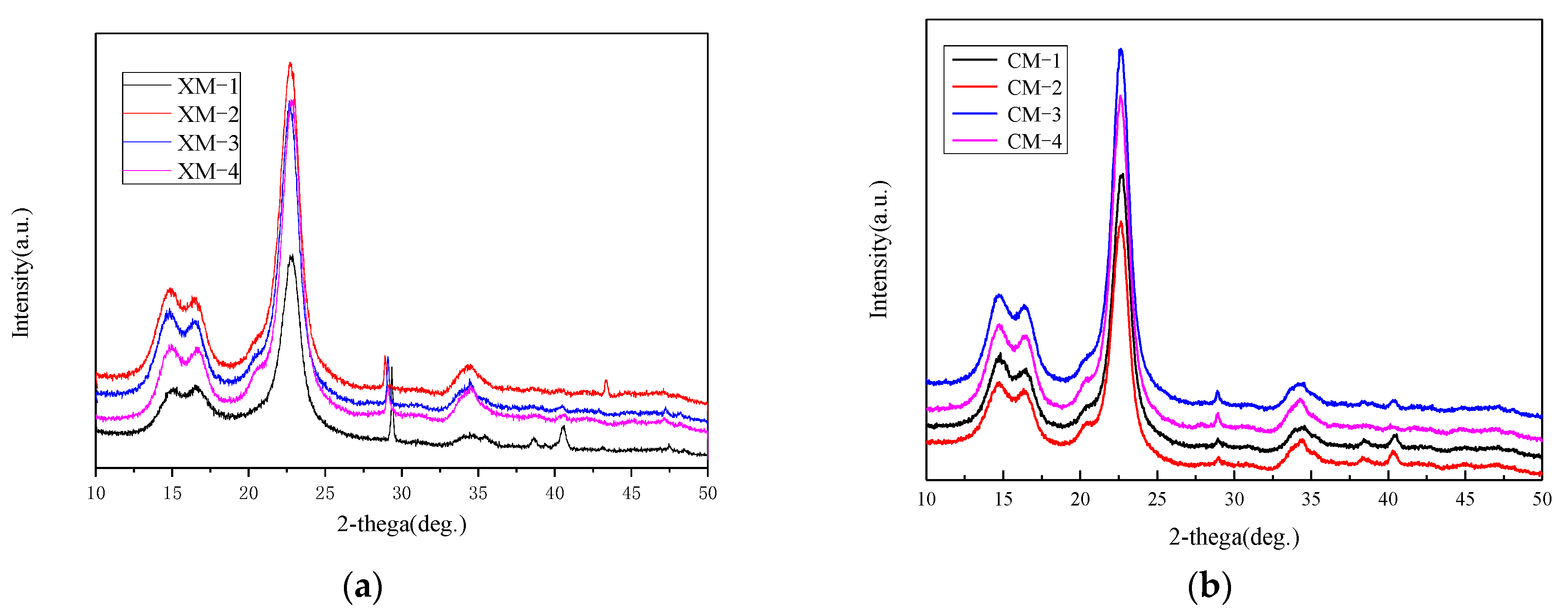
3.2. XRD Analysis
3.3. Nanofibrillate Cellulose Prepared from Cotton Fibers at Different Growth Stages
3.4. XRD Analysis of Different Stages of Nanocellulose Treated with Deep Eutectic Solvent
3.5. TG Analysis of Different Stages of Nanocellulose Treated with Deep Eutectic Solvent
3.6. SEM Analysis of Different Stages of Nanocellulose Treated with Deep Eutectic Solvent
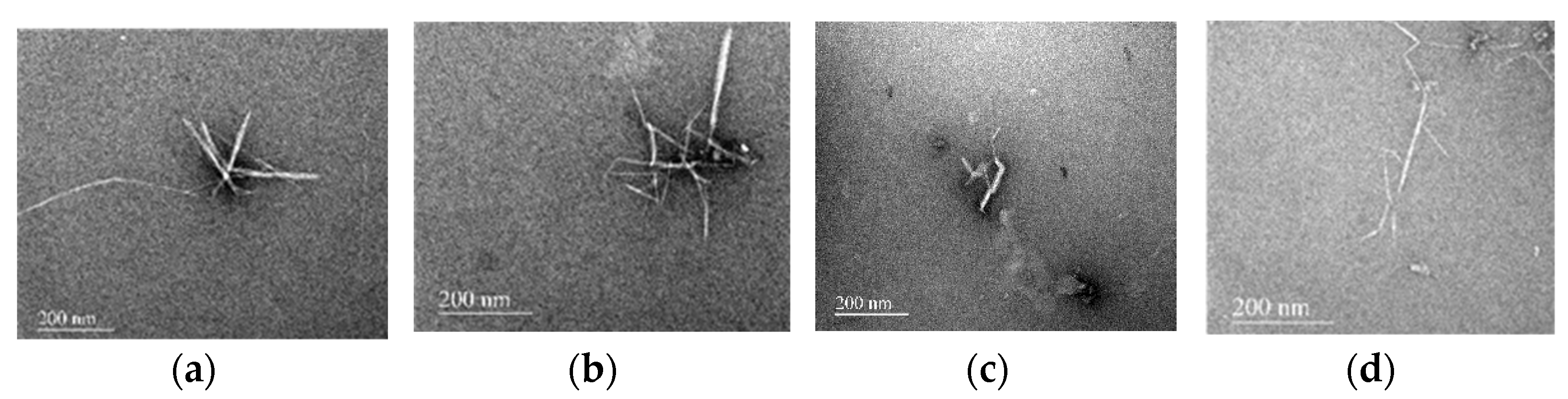
3.7. TEM Analysis of Different Stages of Nanocellulose Treated with Deep Eutectic Solvent
4. Conclusions
4.1. Structural Changes of Cotton Cellulose at Different Growth Stages
4.2. Preparation of Nano-Cotton Cellulose from Cotton at Different Growth Stages
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zheng, L.; Su, X.; Lai, X.; Chen, W.; Li, H.; Zeng, X. Conductive superhydrophobic cotton fabrics via layer-by-layer assembly of carbon nanotubes for oil-water separation and human motion detection. Mater. Lett. 2019, 253, 230–233. [Google Scholar] [CrossRef]
- Paosawatyanyong, B.; Jermsutjarit, P.; Bhanthumnavin, W. Surface nanomodification of cotton fiber for flame retardant application. J. Nanosci. Nanotechnol. 2012, 12, 748–753. [Google Scholar] [CrossRef] [PubMed]
- Khan, A.; Najeeb, U.; Wang, L.; Tan, D.K.Y.; Yang, G.; Munsif, F.; Ali, S.; Hafeez, A. Planting density and sowing date strongly influence growth and lint yield of cotton crops. Field Crops Res. 2017, 209, 129–135. [Google Scholar] [CrossRef]
- Shi, H.-L.; Yan, Q.-Q.; Zhang, J.-S.; Li, C.-Y.; Dou, H.-T. Compensation Effect of Nitrogen Fertilizer on Photosynthetic Characteristics and Yield during Cotton Flowering Boll-setting Stage under Non-sufficient Drip Irrigation. Acta Agron. Sin. 2018, 44, 1196. [Google Scholar] [CrossRef]
- Pakdel, E.; Naebe, M.; Kashi, S.; Cai, Z.; Xie, W.; Yuen, A.C.Y.; Montazer, M.; Sun, L.; Wang, X. Functional cotton fabric using hollow glass microspheres: Focus on thermal insulation, flame retardancy, UV-protection and acoustic performance. Prog. Org. Coat. 2020, 141, 105553. [Google Scholar] [CrossRef]
- Abidi, N.; Manike, M. X-ray diffraction and FTIR investigations of cellulose deposition during cotton fiber development. Text. Res. J. 2017, 88, 719–730. [Google Scholar] [CrossRef]
- Hu, X.P.; Hsieh, Y.L. Effects of Dehydration on the Crystalline Structure and Strength of Developing Cotton Fibers. Fiber Tech. 2001, 51, 231–239. [Google Scholar] [CrossRef]
- Abbott, A.P.; Capper, G.; Davies, D.L.; Rasheed, R.K.; Tambyrajah, V. Novel solvent properties of choline chloride/urea mixtures. Chem. Commun. 2003, 9, 70–71. [Google Scholar] [CrossRef] [Green Version]
- Abbott, A.P.; Harris, R.C.; Ryder, K.S.; D’Agostino, C.; Gladden, L.F.; Mantle, M. Glycerol eutectics as sustainable solvent systems. Green Chem. 2011, 13, 82–90. [Google Scholar] [CrossRef]
- Alonso, D.A.; Baeza, A.; Chinchilla, R.; Guillena, G.; Pastor, I.M.; Ramón, D.J. Deep Eutectic Solvents: The Organic Reaction Medium of the Century. Eur. J. Org. Chem. 2016, 2016, 612–632. [Google Scholar] [CrossRef] [Green Version]
- Khandelwal, S.; Tailor, Y.K.; Kumar, M. Deep eutectic solvents (DESs) as eco-friendly and sustainable solvent/catalyst systems in organic transformations. J. Mol. Liq. 2016, 215, 345–386. [Google Scholar] [CrossRef]
- Francisco, M.; Van Den Bruinhorst, A.; Kroon, M.C. Low-transition-temperature mixtures (LTTMs): A new generation of designer solvents. Angew. Chem. Int. Ed. Engl. 2013, 52, 3074–3085. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Guo, B.; Xia, Q.; Meng, J.; Chen, W.; Liu, S.; Wang, Q.; Liu, Y.; Li, J.; Yu, H. Efficient Cleavage of Strong Hydrogen Bonds in Cotton by Deep Eutectic Solvents and Facile Fabrication of Cellulose Nanocrystals in High Yields. ACS Sustain. Chem. Eng. 2017, 5, 7623–7631. [Google Scholar] [CrossRef]
- Troter, D.Z.; Todorović, Z.B.; Đokić-Stojanović, D.R.; Stamenković, O.S.; Veljković, V.B. Application of ionic liquids and deep eutectic solvents in biodiesel production: A review. Renew. Sustain. Energy Rev. 2016, 61, 473–500. [Google Scholar] [CrossRef]
- Abo-Hamad, A.; Hayyan, M.; AlSaadi, M.A.; Hashim, M.A. Potential applications of deep eutectic solvents in nanotechnology. Chem. Eng. J. 2015, 273, 551–567. [Google Scholar] [CrossRef]
- Mbous, Y.P.; Hayyan, M.; Hayyan, A.; Wong, W.F.; Hashim, M.A.; Looi, C.Y. Applications of deep eutectic solvents in biotechnology and bioengineering—Promises and challenges. Biotechnol. Adv. 2017, 35, 105–134. [Google Scholar] [CrossRef] [PubMed]
- Ghareh Bagh, F.S.; Hadj-Kali, M.K.O.; Mjalli, F.S.; Hashim, M.A.; AlNashef, I.M. Solubility of sodium chloride in phosphonium-based deep eutectic solvents. J. Mol. Liq. 2014, 199, 344–351. [Google Scholar] [CrossRef]
- Leron, R.B.; Li, M.-H. Molar heat capacities of choline chloride-based deep eutectic solvents and their binary mixtures with water. Thermochim. Acta 2012, 530, 52–57. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cotton Varieties | Temperature/°C | Dissolution Time/min | Power/W | Yield/% |
|---|---|---|---|---|
| XM 1 | 90 | 270 | 1200 | 60.40 |
| XM 2 | 90 | 270 | 1200 | 66.73 |
| XM 3 | 90 | 220 | 1200 | 76.93 |
| XM 4 | 90 | 180 | 1200 | 84.06 |
| CM 1 | 90 | 270 | 1200 | 53.85 |
| CM 2 | 90 | 270 | 1200 | 62.50 |
| CM 3 | 90 | 220 | 1200 | 74.42 |
| CM 4 | 90 | 180 | 1200 | 82.72 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deng, X.; Ye, S.; Wan, L.; Wu, J.; Sun, H.; Ni, Y.; Liu, F. Study on Dissolution and Modification of Cotton Fiber in Different Growth Stages. Materials 2022, 15, 2685. https://doi.org/10.3390/ma15072685
Deng X, Ye S, Wan L, Wu J, Sun H, Ni Y, Liu F. Study on Dissolution and Modification of Cotton Fiber in Different Growth Stages. Materials. 2022; 15(7):2685. https://doi.org/10.3390/ma15072685
Chicago/Turabian StyleDeng, Xiaonan, Sihong Ye, Lingzhong Wan, Juan Wu, Hui Sun, Ying Ni, and Fangzhi Liu. 2022. "Study on Dissolution and Modification of Cotton Fiber in Different Growth Stages" Materials 15, no. 7: 2685. https://doi.org/10.3390/ma15072685
APA StyleDeng, X., Ye, S., Wan, L., Wu, J., Sun, H., Ni, Y., & Liu, F. (2022). Study on Dissolution and Modification of Cotton Fiber in Different Growth Stages. Materials, 15(7), 2685. https://doi.org/10.3390/ma15072685