
Application of Graphite Electrode Plasma Heating Technology in Continuous Casting

Abstract
:1. Introduction
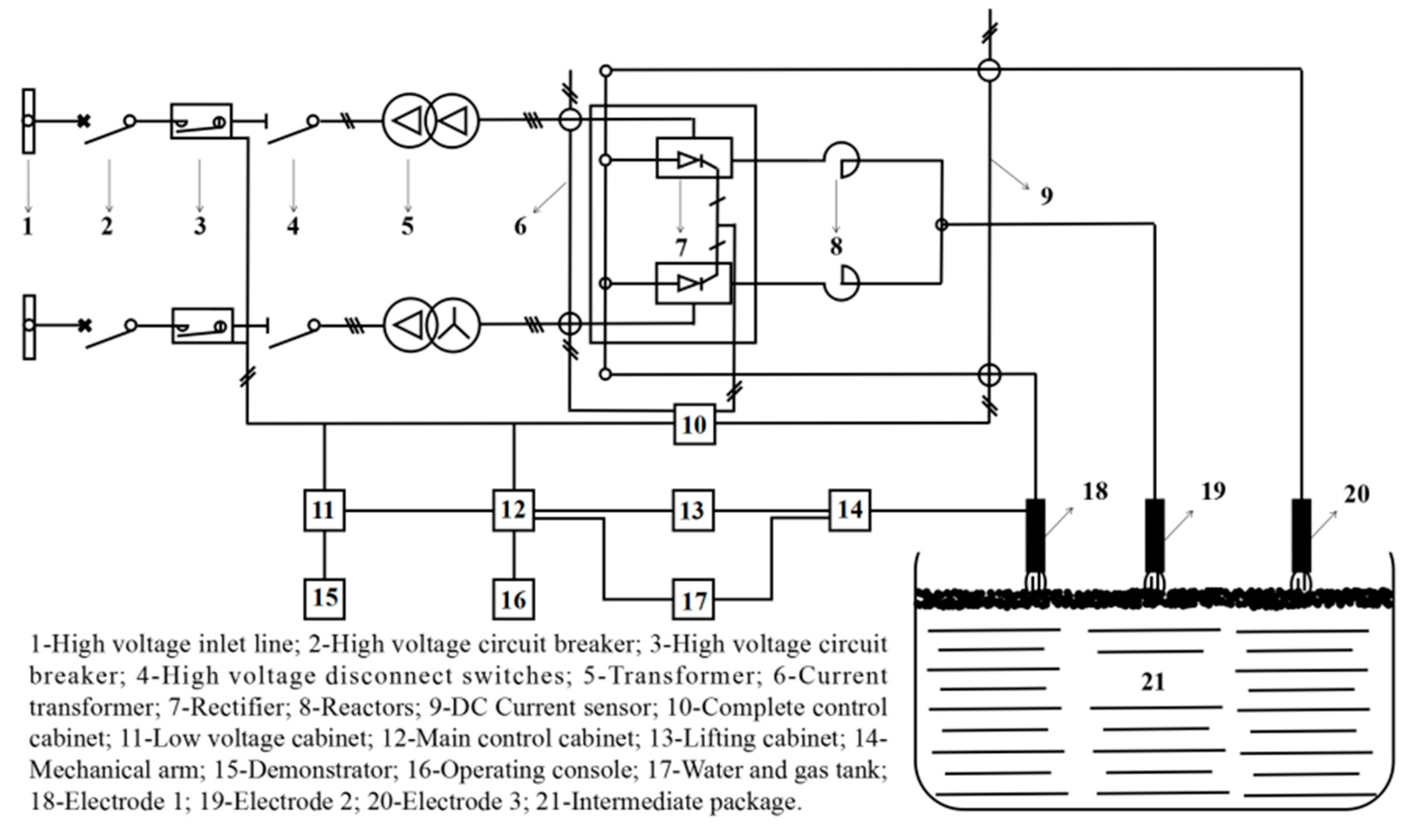
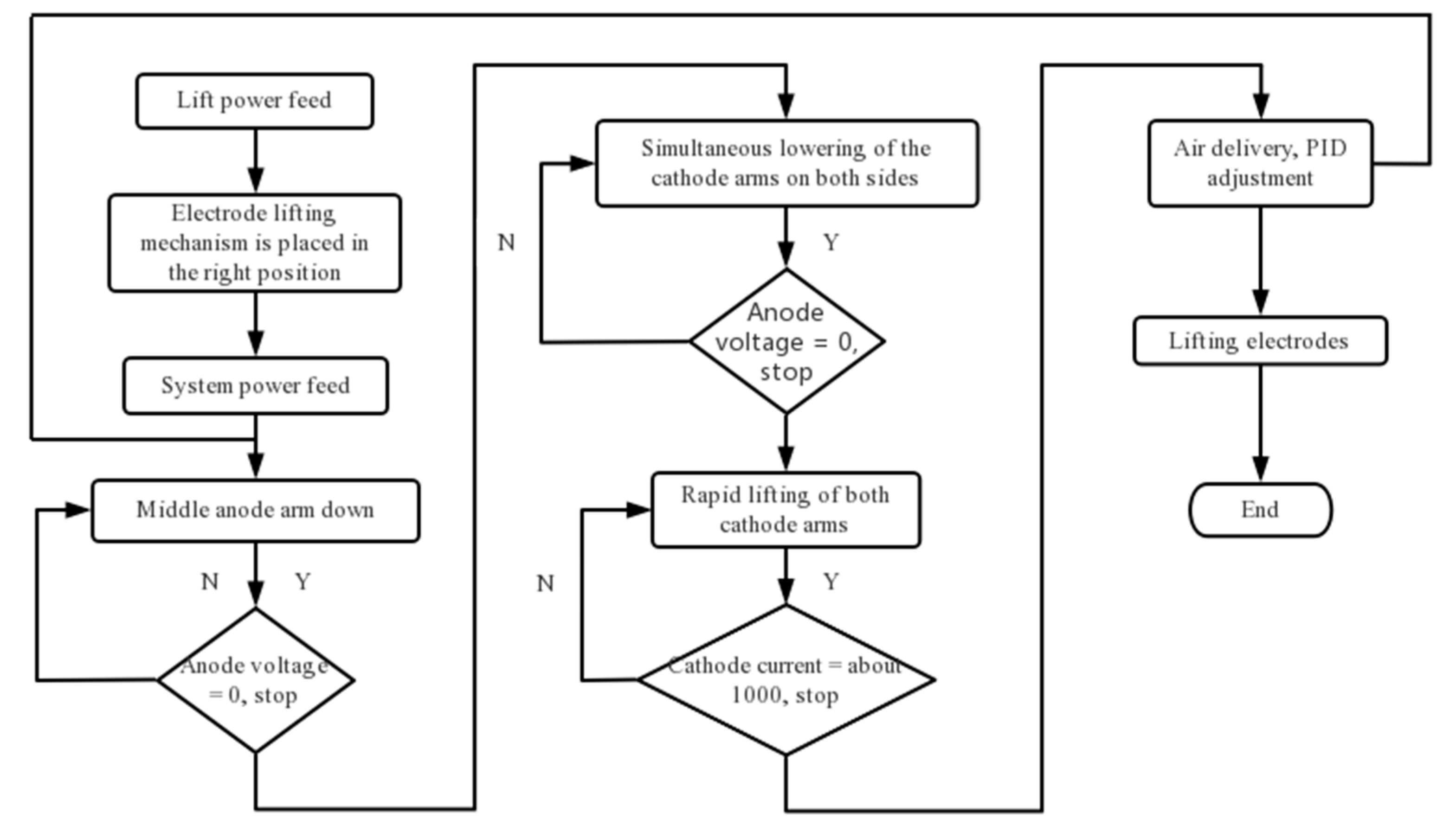
2. Plasma Heating Equipment and Layout
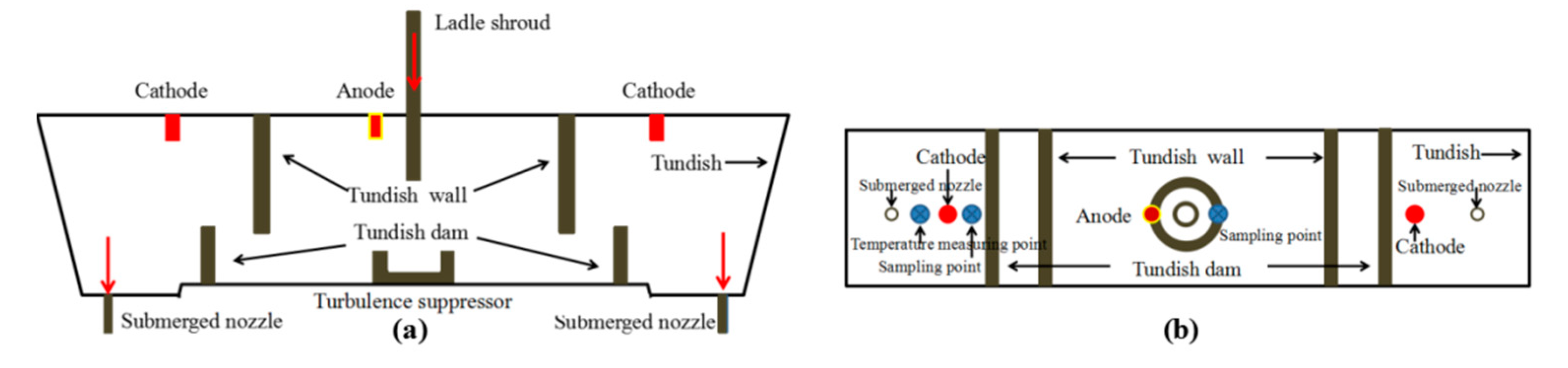
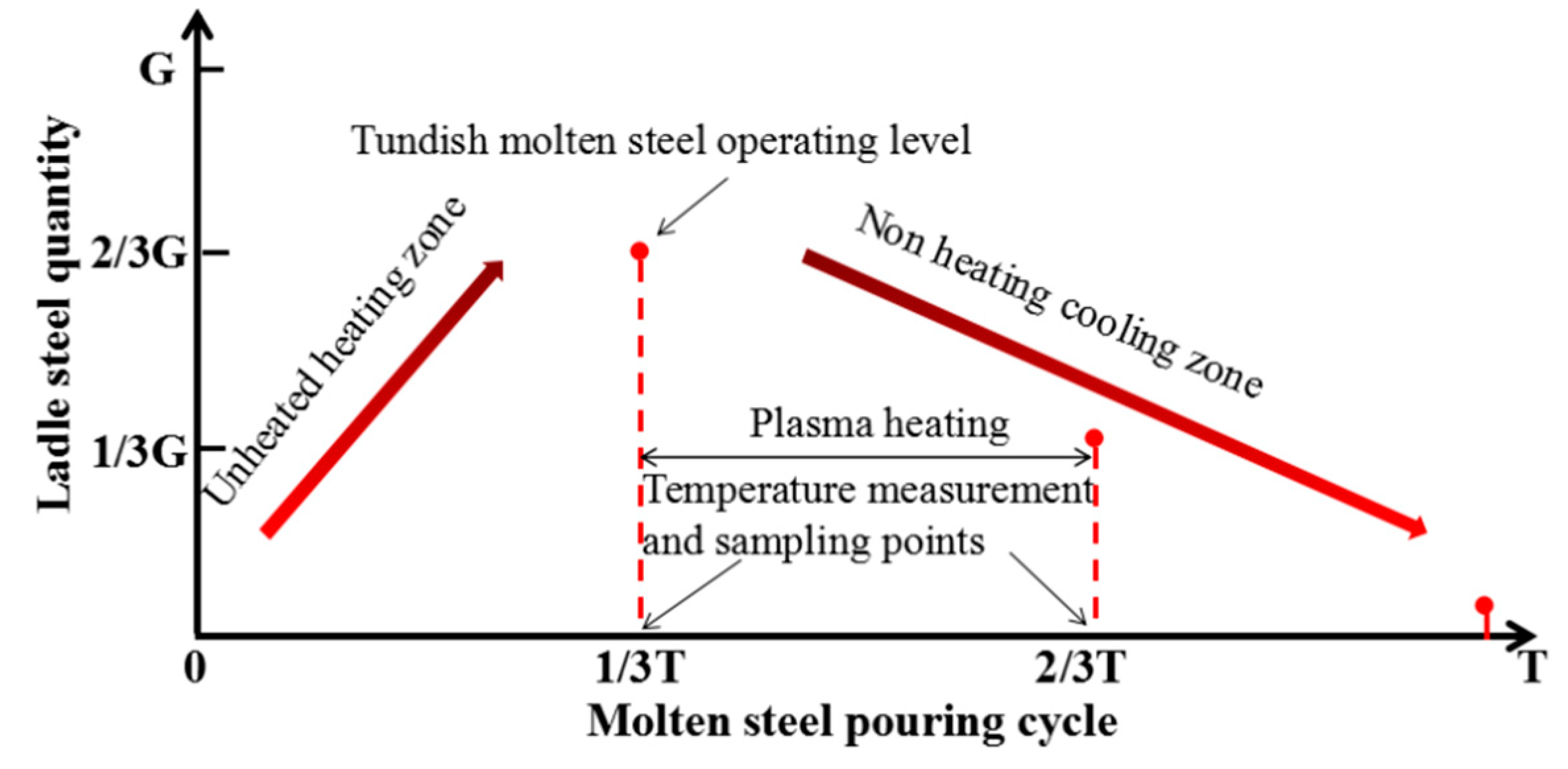
3. Plasma Heating and Sampling Scheme
4. Application Results
4.1. Effect on Tundish Temperature Increasing
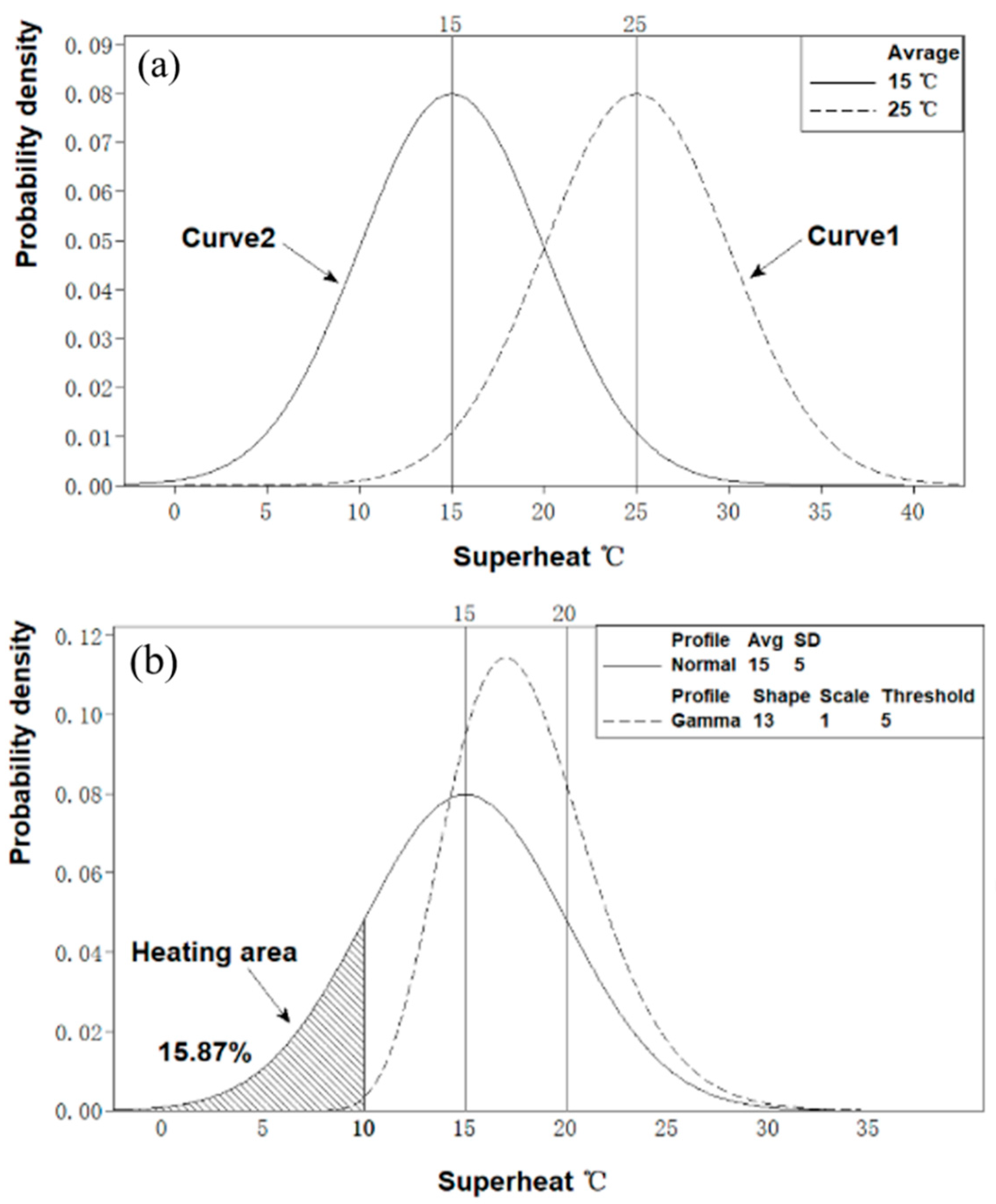
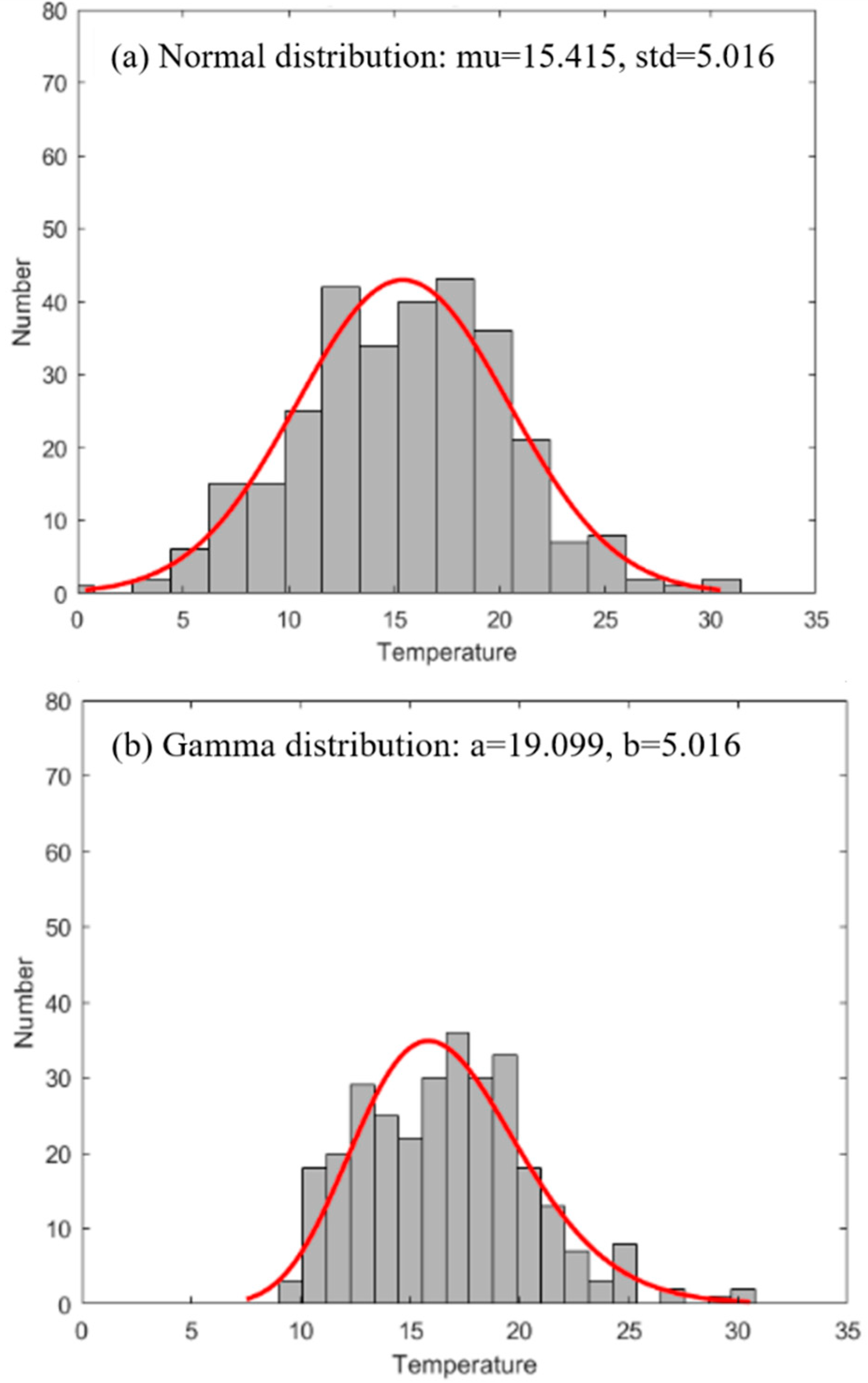
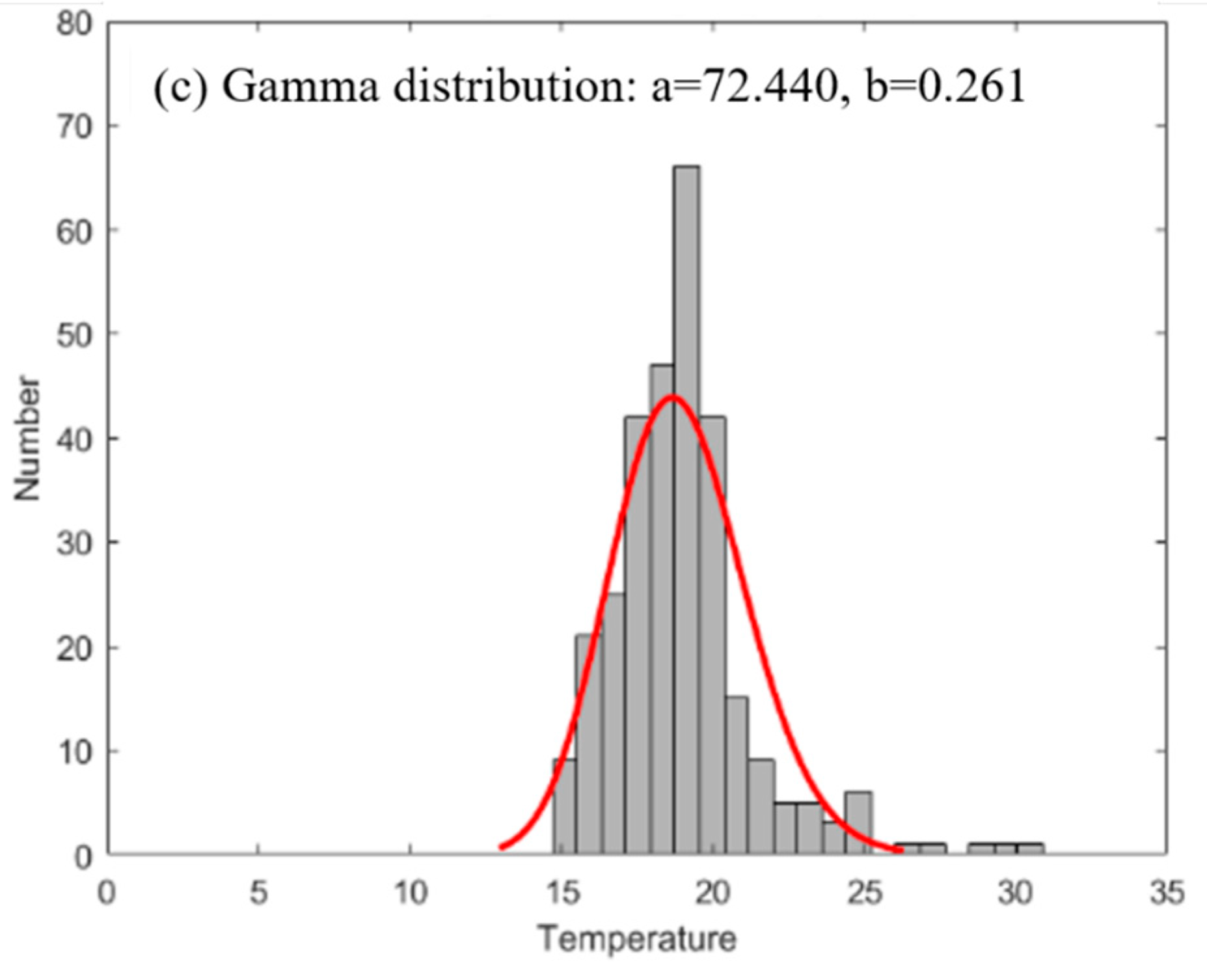
4.2. Effect on Tundish Temperature Distribution
4.3. Effect on Temperature of Preceding Process
4.4. Effect on Carbon and Nitrogen Content of Steel
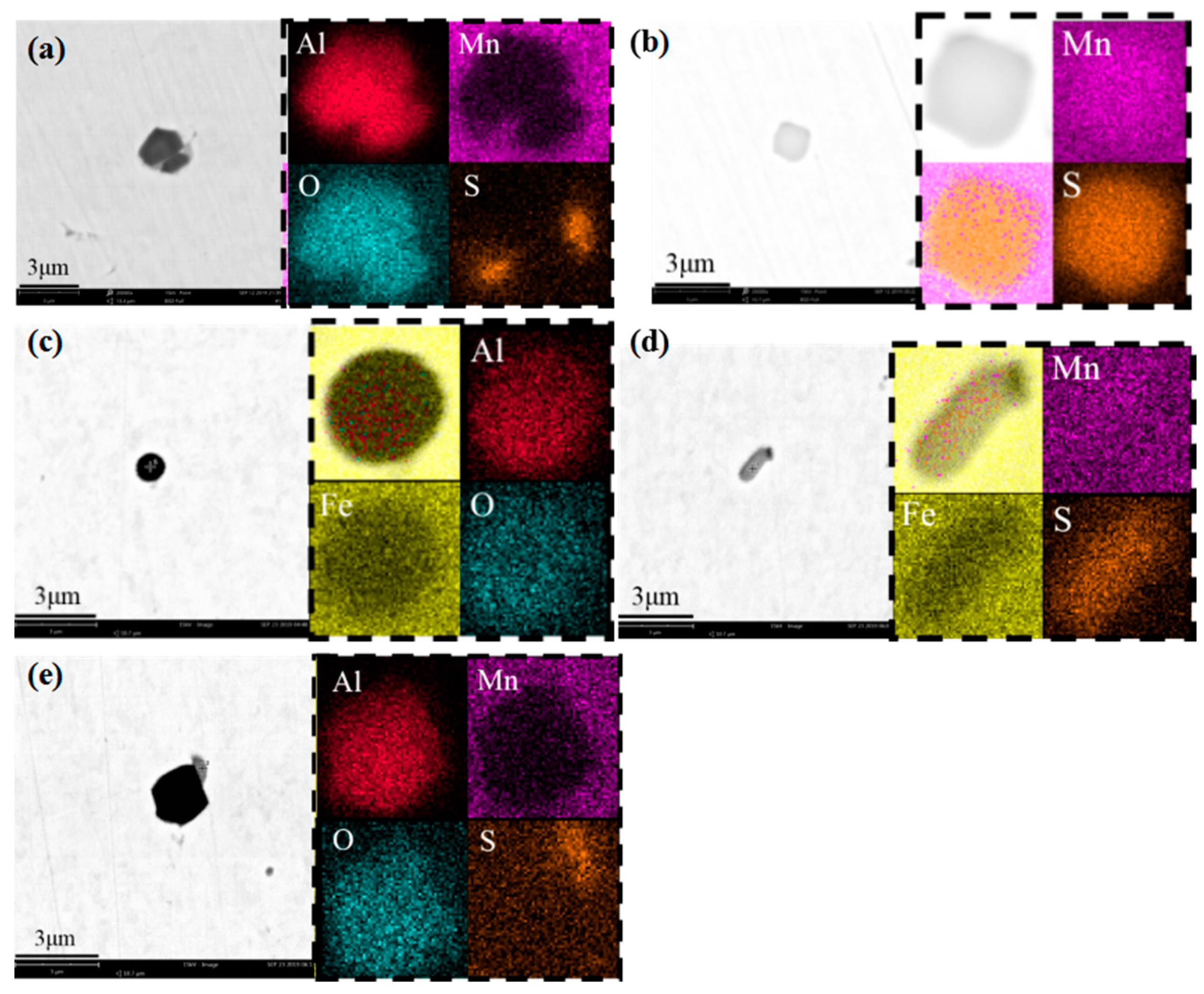
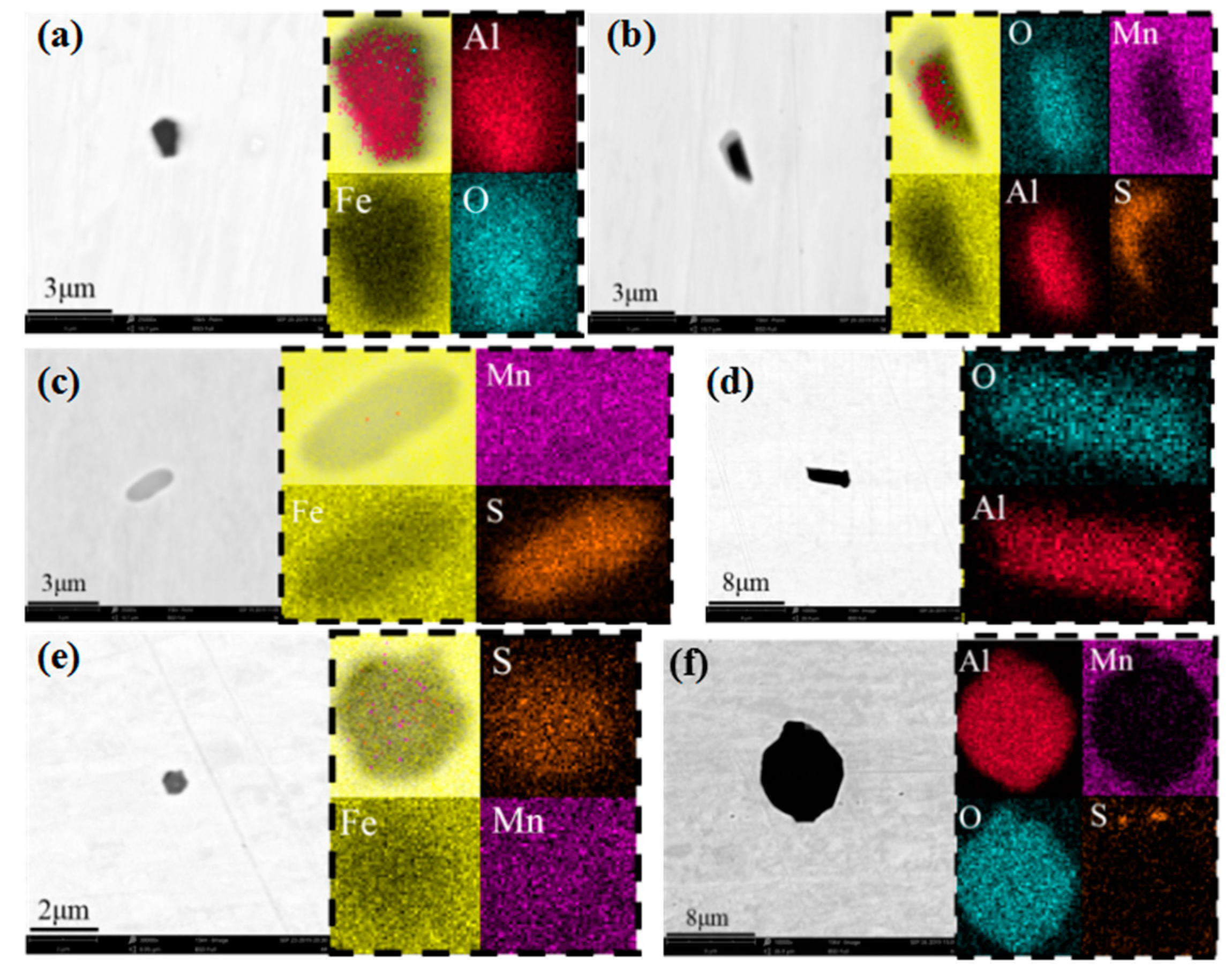
4.5. Effect on Inclusions in Steel
5. Conclusions
- (1)
- Tundish heating technology has achieved a new milestone. Here, the first set of multi-graphite electrode DC plasma heating systems based on a two-strand slab caster was developed for the first time and realized in industrial applications. When compared with the traditional tundish heating system, the three-electrode self-contained loop does not require additional modifications to the tundish.
- (2)
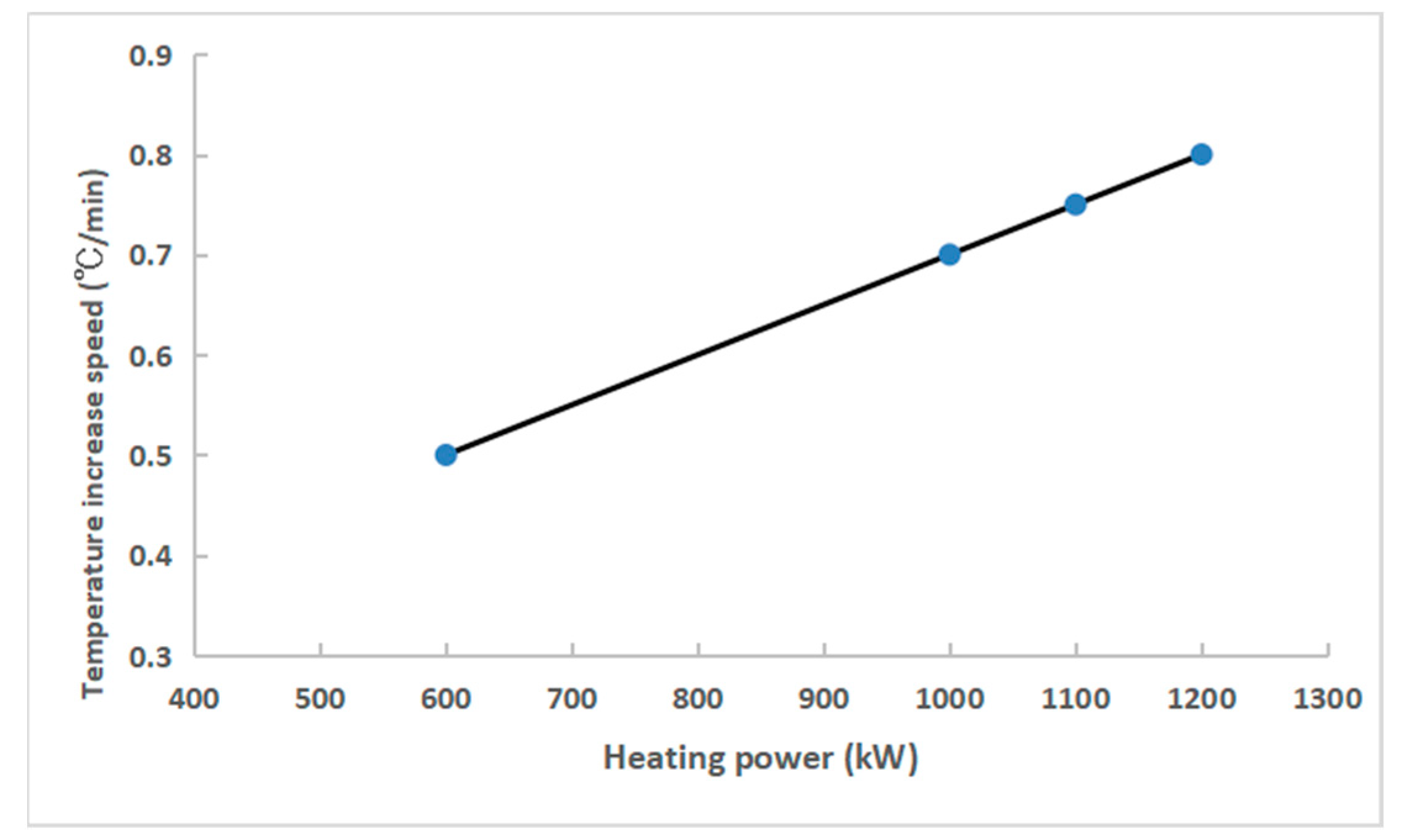
- The multi-graphite plasma heating system has a fast response speed and can timely supplement the temperature loss of the molten steel in the tundish in the later stage of pouring. When the outlet temperature of liquid steel at the refined stage is reduced by 7 °C on average, the tundish heating rate only needs to be 15%; the average heating time is 9 min/heat, the average temperature increase is 6.3 °C, and the average temperature rise increase is 0.8 °C/min.
- (3)
- The analysis of the nitrogen and carbon content of steel before and after heating can determine the harmful effects of plasma heating technology on steel composition. When compared with induction heating, although in the hot spot of plasma heating, the inclusion removal ability of mold flux decreases, and the size of oxide inclusions increases. However, its influence area was small and had little impact on the overall quality of liquid steel.
- (4)
- With the capability for tundish energy compensation, the temperature of liquid steel in the preceding process can be reduced as a whole, so the overall benefits are significant.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liang, W.; Mustoe, T.N. Low superheat casting through control of tundish steel temperature. Steel Times 1998, 226, 198–210. [Google Scholar]
- Sahai, Y. Tundish technology for casting clean steel: A review. Metall. Mater. Trans. B 2016, 47, 2095–2106. [Google Scholar] [CrossRef]
- Dong, Z.Y.; Chen, Q.Q.; Yang, Y.G.; Shi, B. Experimental and Numerical Study of Hydrodynamic Cavitation of Orifice Plates with Multiple Triangular Holes. Appl. Mech. Mater. 2013, 256, 2519–2522. [Google Scholar] [CrossRef]
- Filippov, G.A.; Tyuftyaev, A.S.; Gadzhiev, M.K.; Yusupov, D.I.; Sargsyan, M.A. Effect of stabilizing steel temperature in a continuous-caster tundish by the plasma method on the uniformity of the mechanical properties of plates after rolling. Metallurgist 2016, 60, 267–273. [Google Scholar] [CrossRef]
- Kittaka, S.; Wakida, S.; Sato, T.; Miyashita, M. Twin-torch type tundish plasma heater “NS-plasma II” for continuous caster. Nippon Steel Tech. Rep. 2005, 92, 1–21. [Google Scholar]
- Ludlow, V.; Normanton, A.; Anderson, A.; Thiele, M.; Ciriza, J.; Laraudogoitia, J.; Van Der Knoop, W. Strategy to minimise central segregation in high carbon steel grades during billet casting. Ironmak. Steelmak. 2005, 32, 68–74. [Google Scholar] [CrossRef]
- Hui, Y.J.; Yu, Y.; Wang, L.; Wang, C.; Li, W.Y.; Chen, B. Strain-induced precipitation in Ti micro-alloyed interstitial-free steel. J. Iron Steel Res. Int. 2016, 23, 385–392. [Google Scholar] [CrossRef]
- Park, J.Y.; Oh, K.H.; Ra, H.Y. The effects of superheating on texture and microstructure of Fe–4.5 wt% Si steel strip by twin-roll strip casting. ISIJ Int. 2001, 41, 70–75. [Google Scholar] [CrossRef] [Green Version]
- Haque, M.M.; Ismail, A.F. Effect of superheating temperatures on microstructure and properties of strontium modified aluminium–silicon eutectic alloy. J. Mater. Processing Technol. 2005, 162, 312–316. [Google Scholar] [CrossRef]
- Pak, Y.A.; Filippov, G.A.; Yusupov, D.I.; Tyuftyaev, A.S.; Isakaev, M.E.; Sarychev, B.A. Two-strand tundish with chambers for plasma heating of liquid metal. Metallurgist 2014, 58, 672–676. [Google Scholar] [CrossRef]
- Isakaev, E.K.; Tyuftyaev, A.S.; Mordynskii, V.B.; Filippov, G.A.; Pak, Y.A.; Yusupov, D.I. Influence of steel temperature in continuous casting on its structure and properties. Steel Transl. 2014, 44, 665–668. [Google Scholar] [CrossRef]
- Ferreira, A.F.; Chrisóstimo, W.B.; Sales, R.C.; Garção, W.J.L.; de Paula Sousa, N. Effect of pouring temperature on microstructure and microsegregation of as-cast aluminum alloy. Int. J. Adv. Manuf. Technol. 2019, 104, 957–965. [Google Scholar] [CrossRef]
- Ganguly, S. Morphology and segregation in continuously cast high carbon steel billets. ISIJ Int. 2007, 47, 1759–1766. [Google Scholar]
- Bebber, H.J. Casting temperature control using a plasma tundish heater. Steel Times 1990, 218, 244–245. [Google Scholar]
- Moore, C.; Heanley, C.P.; Cowx, P.M. Plasma tundish heating as an integral part of continuous casting. Steel Times Int. 1989, 13, 44–46. [Google Scholar]
- Wang, C.; Pan, G.; Yang, C.; Zhang, J.; Zhao, P.; Page, A. Experimental investigation on plasma tundish heating. Iron Steel 1997, 32, 21–24. [Google Scholar]
- Okorokov, G.N.; Donets, A.I.; Shevtsov, A.Z.; Sinel’nikov, V.A.; Yugov, P.I.; Zin’ko, B.F.; Krutyanskii, M.M.; Popov, A.M. A heating tundish—The final link in a continuous steelmaking technology. Metallurgist 1998, 42, 15–20. [Google Scholar] [CrossRef]
- Fujimoto, H.; Tokunaga, H.; Iritani, H. A High-Powered A.C. Plasma Torch for the Arc Heating of Molten Steel in the Tundish. Plasma Chem. Plasma Process. 1994, 14, 361–382. [Google Scholar] [CrossRef]
- Tian, J.Y.; Zhang, X.L.; Li, J.S.; Wang, X.Z.; Wang, C. Review of Plasma Heating Technology for Continuous Casting Tundish. Wide Heavy Plate 2017, 23, 45–48. [Google Scholar]
- Barron-Meza, M.A.; Barreto-Sandoval JD, J.; Morales, R.D. Physical and Mathematical Models of Steel Flow and Heat Transfer in a Tundish Heated by Plasma. Metall. Mater. Trans. B 2000, 31, 63–74. [Google Scholar] [CrossRef]
- Sha, J.; Qian, H.; Zhu, M. Study on Distributions of Fluid Temperature in Tundish with Plasma Heating Using Water Modeling. Gold J. 2000, 2, 263–265. [Google Scholar]
- Wang, Y.; Zhao, M.J.; Yang, S.F.; Li, J.S.; Zhang, G.X.; Xi, X.J. Physical simulation of tundish heated by plasma. Chin. J. Eng. 2000, 42, 68–75. [Google Scholar]
- Badie, J.M.; Bertrand, P.; Flamant, G. Temperature Distribution in a Pilot Plasma Tundish: Comparison Between Plasma Torch and Graphite Electrode Systems. Plasma Chem. Plasma Process. 2001, 21, 279–299. [Google Scholar] [CrossRef]
- Liu, T.; Zhao, M.; Yang, S.; Li, J.; Chen, Y.; Wang, C. Industrial practice of tundish plasma heating. China Metall. 2000, 30, 36–40. [Google Scholar]
- Tang, H.; Wang, K.; Li, X.; Liu, J.; Zhang, J. Improved metallurgical effect of tundish through a novel induction heating channel for multistrand casting. Metals 2021, 11, 1075. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Condition | N Total | Mean | SD | CV |
|---|---|---|---|---|
| With superheat decrease | 322 | 61.44 | 7.62 | 12.4 |
| Without superheat decrease | 1243 | 67.69 | 7.60 | 11.23 |
| Sample No. | Carbon Analysis (Mass%) | Nitrogen Analysis (Mass%) | ||||
|---|---|---|---|---|---|---|
| Before Heating | After Heating | Difference | Before Heating | After Heating | Difference | |
| 1 | 0.00570 | 0.00580 | 1.8 | 0.0024 | 0.0023 | −4.2 |
| 2 | 0.00600 | 0.00670 | 11.7 | 0.0024 | 0.0023 | −4.2 |
| 3 | 0.00385 | 0.00445 | 15.6 | 0.00241 | 0.00239 | −0.8 |
| 4 | 0.00370 | 0.00421 | 13.8 | 0.0023 | 0.00215 | −6.2 |
| 5 | 0.00423 | 0.00383 | −9.5 | 0.0023 | 0.00219 | −4.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Song, J.; Cheng, N.; Guo, Z.; Li, J.; Yang, S.; Zhao, M.; Wang, C. Application of Graphite Electrode Plasma Heating Technology in Continuous Casting. Materials 2022, 15, 2590. https://doi.org/10.3390/ma15072590
Wang Y, Song J, Cheng N, Guo Z, Li J, Yang S, Zhao M, Wang C. Application of Graphite Electrode Plasma Heating Technology in Continuous Casting. Materials. 2022; 15(7):2590. https://doi.org/10.3390/ma15072590
Chicago/Turabian StyleWang, Yong, Jingxin Song, Nailiang Cheng, Zhenhe Guo, Jingshe Li, Shufeng Yang, Mengjing Zhao, and Cun Wang. 2022. "Application of Graphite Electrode Plasma Heating Technology in Continuous Casting" Materials 15, no. 7: 2590. https://doi.org/10.3390/ma15072590
APA StyleWang, Y., Song, J., Cheng, N., Guo, Z., Li, J., Yang, S., Zhao, M., & Wang, C. (2022). Application of Graphite Electrode Plasma Heating Technology in Continuous Casting. Materials, 15(7), 2590. https://doi.org/10.3390/ma15072590