
Residual Stress Induced by Addition of Nanosized TiC in Titanium Matrix Composite



Abstract
:1. Introduction
2. Materials and Methods
3. Results
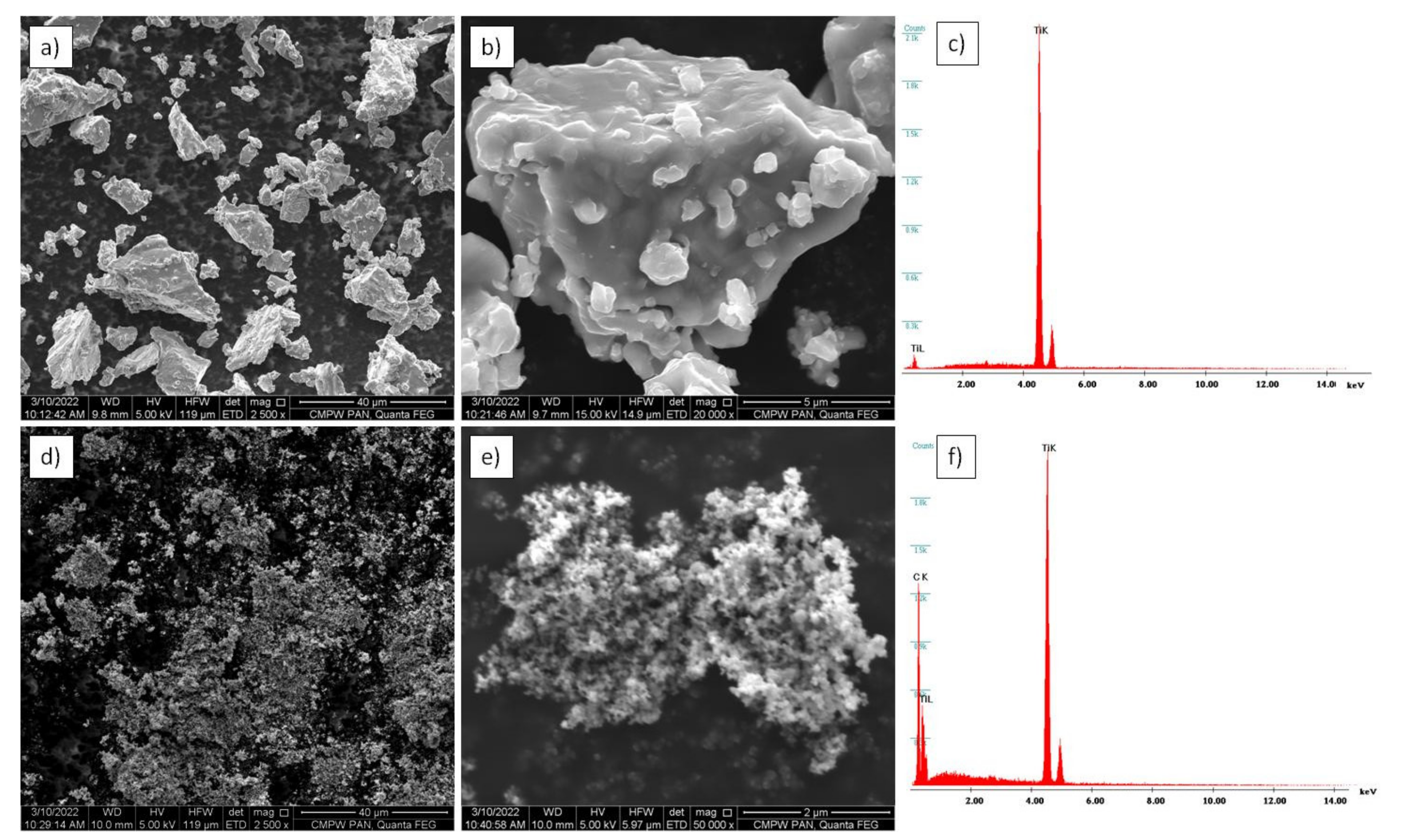
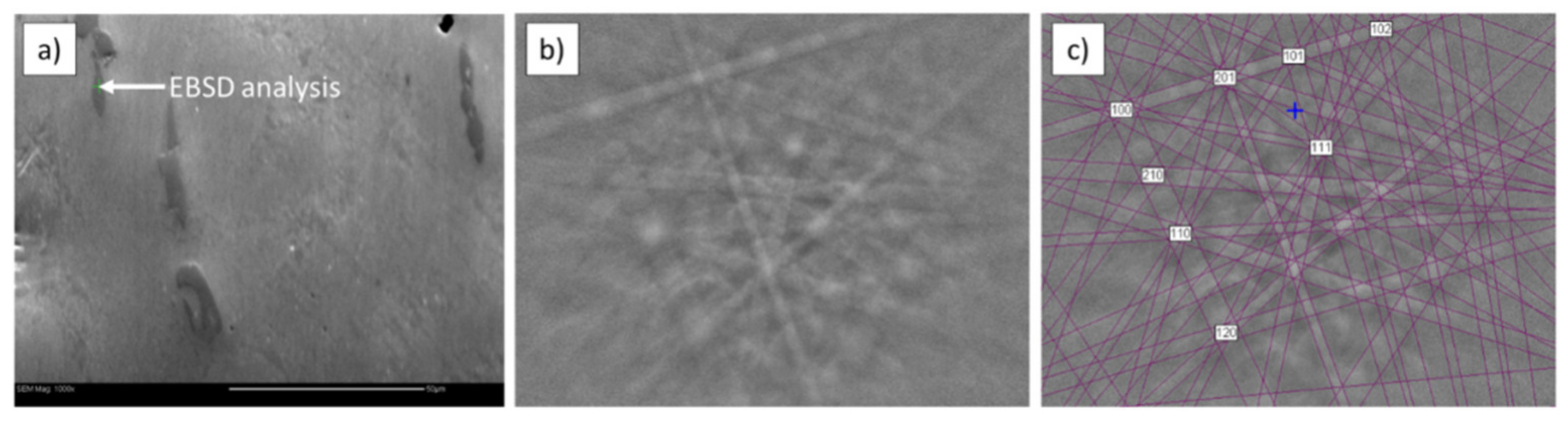
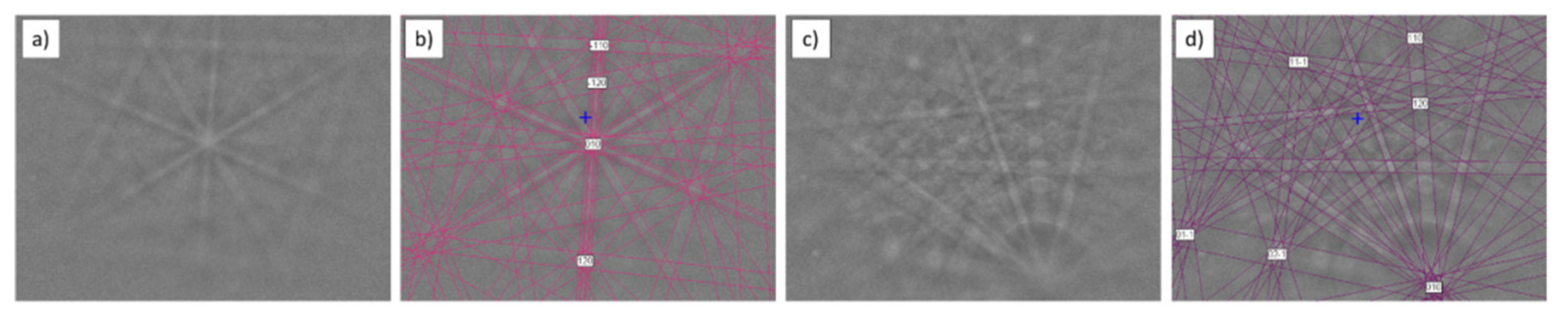
3.1. Powder Microstructure
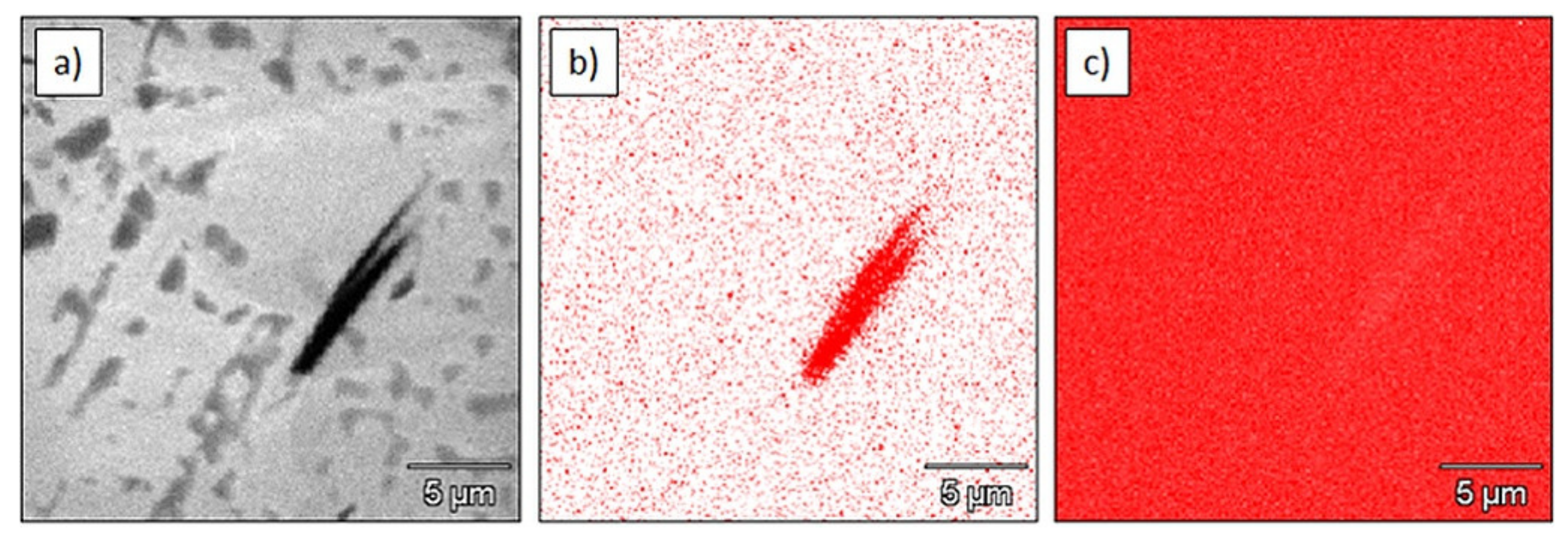
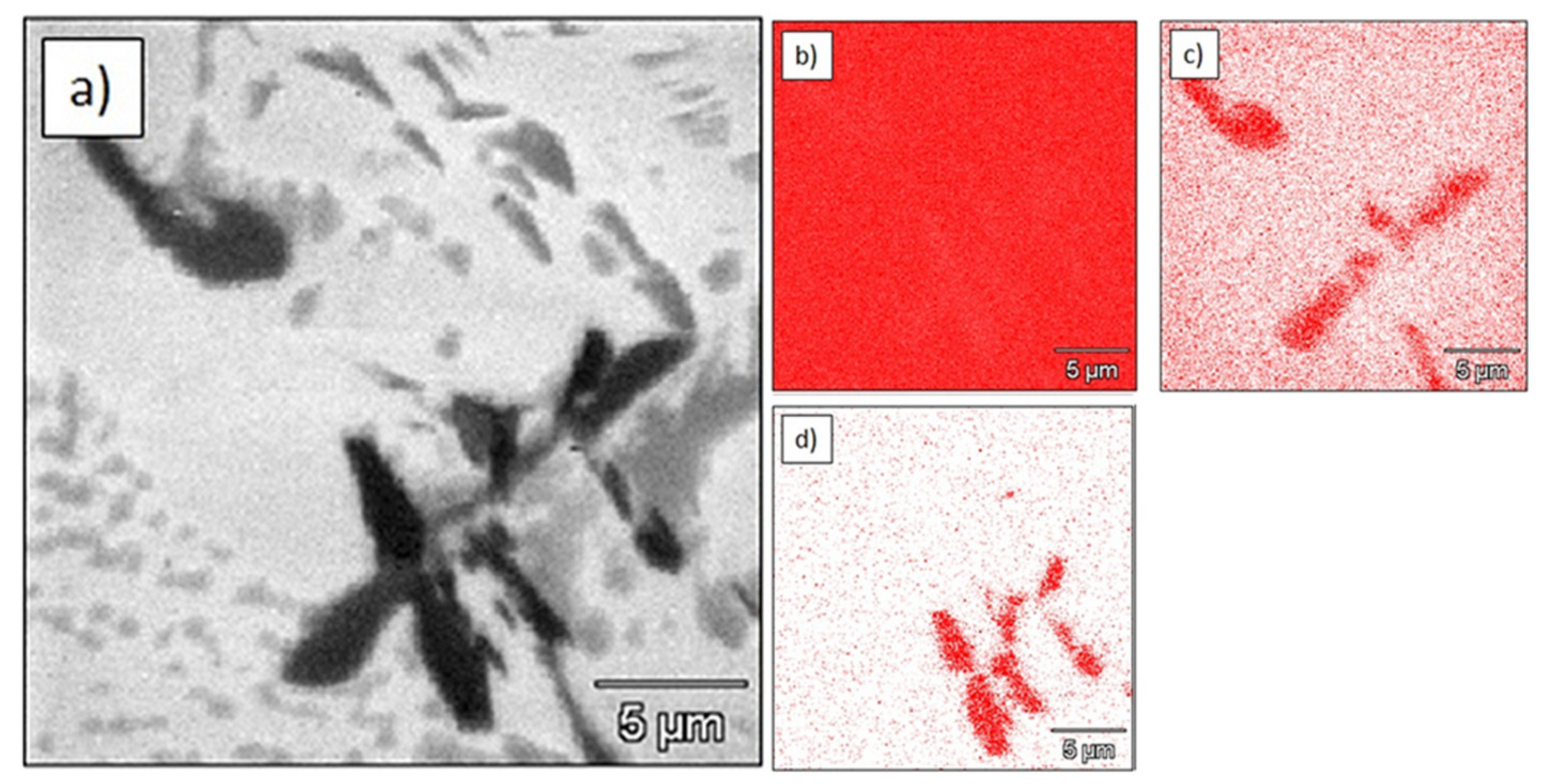
3.2. Composite Microstructure
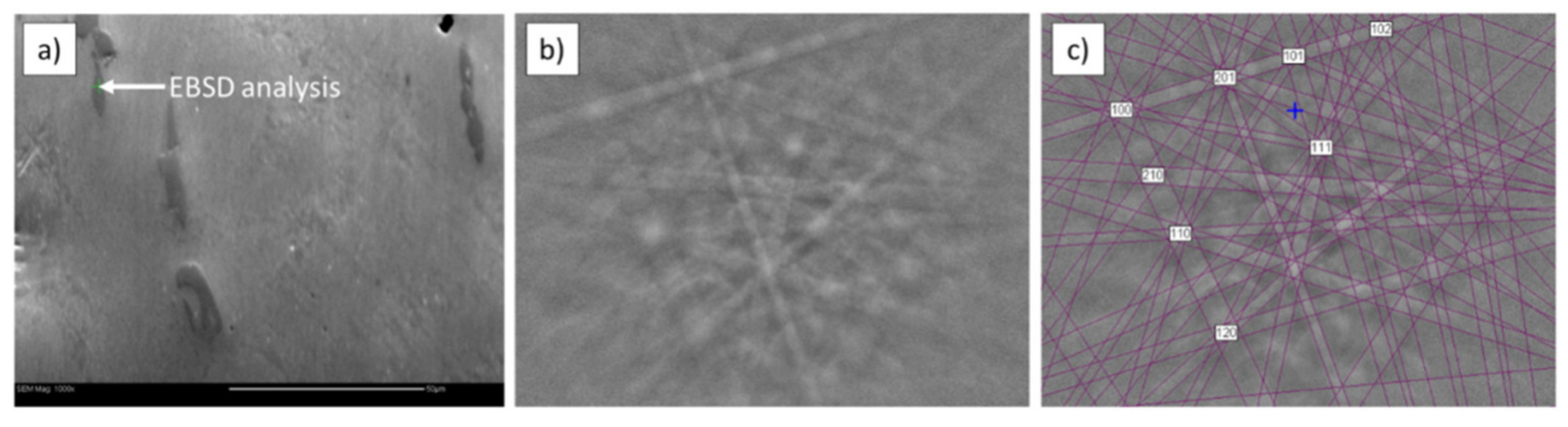
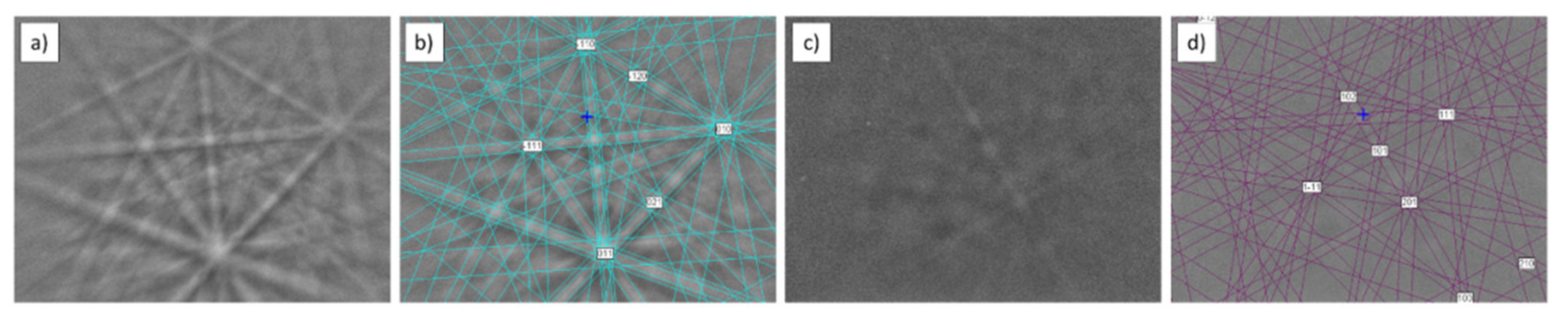
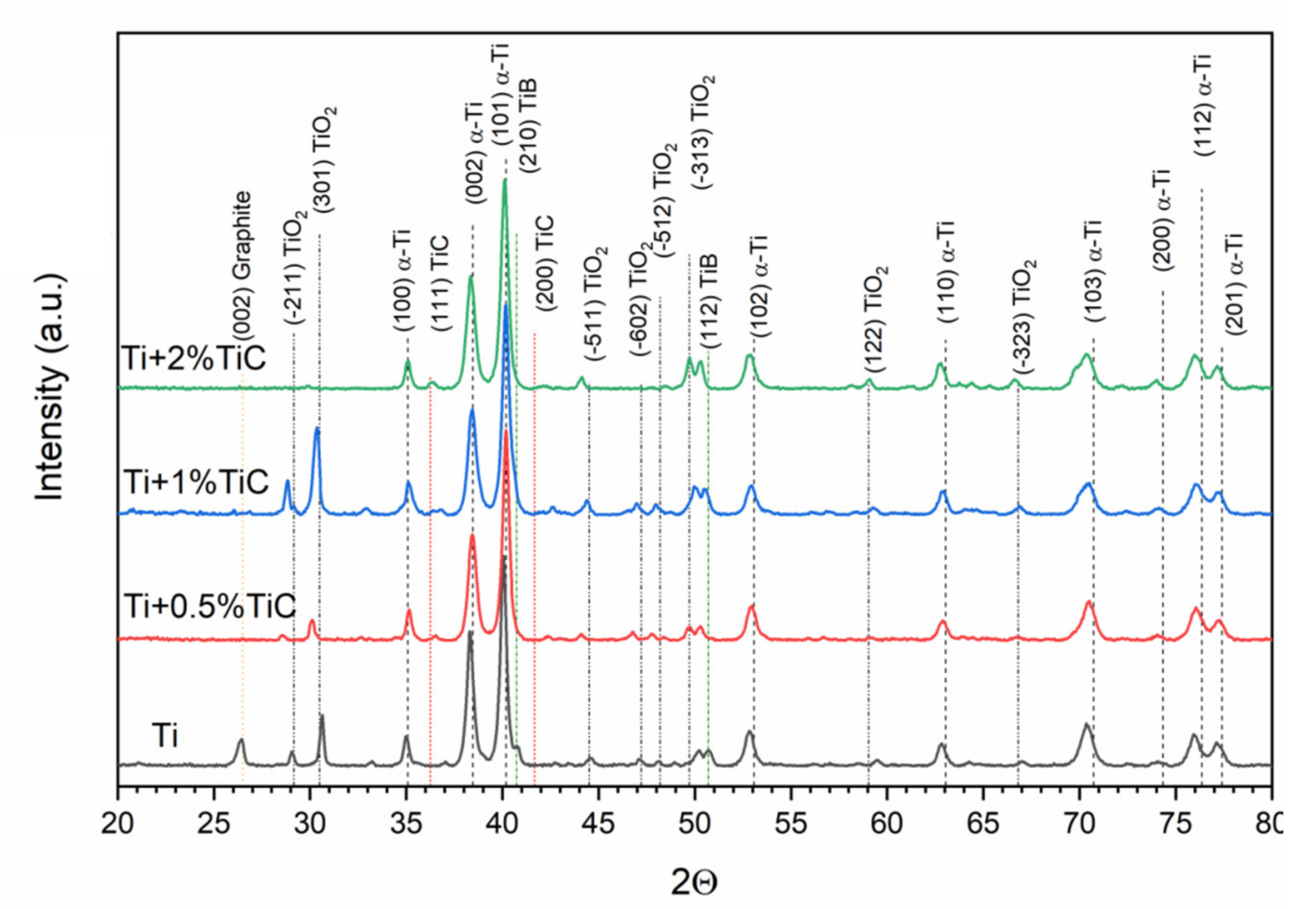
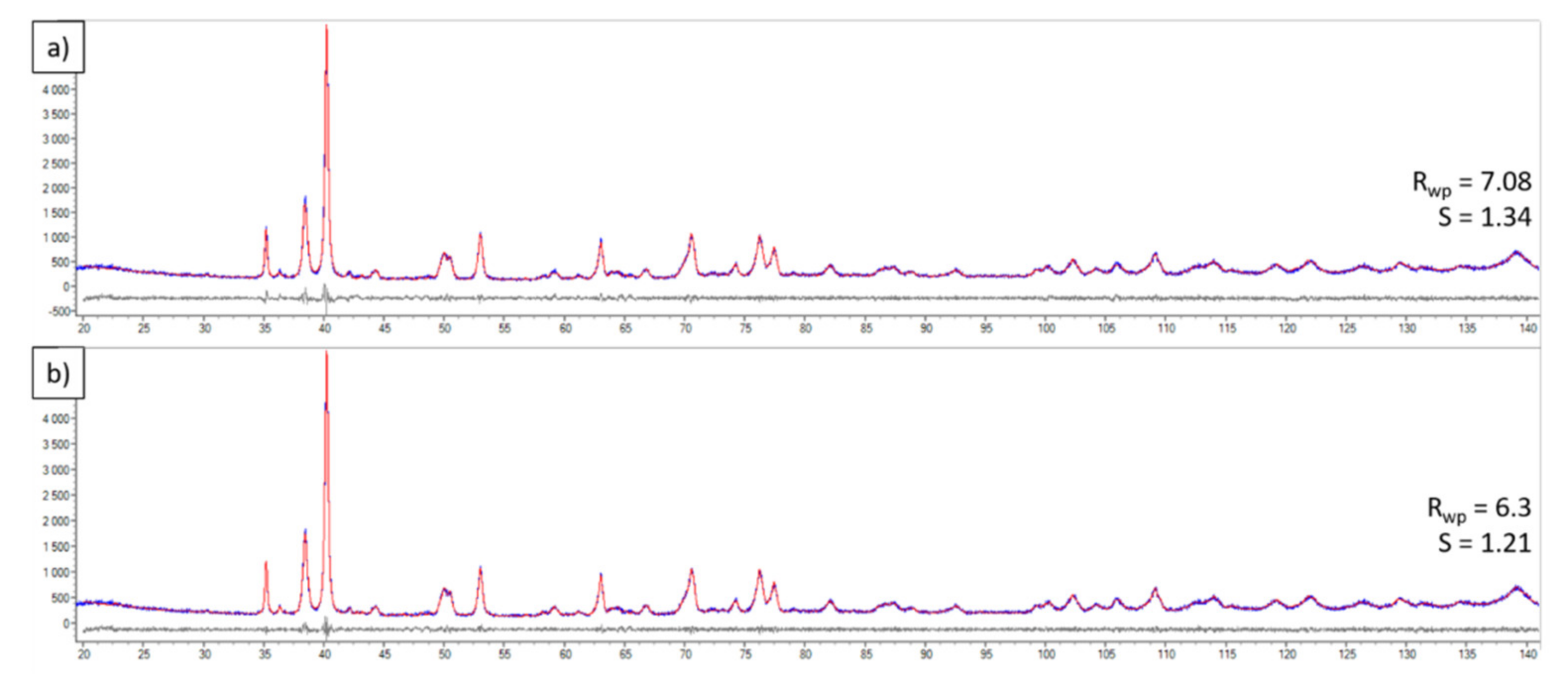
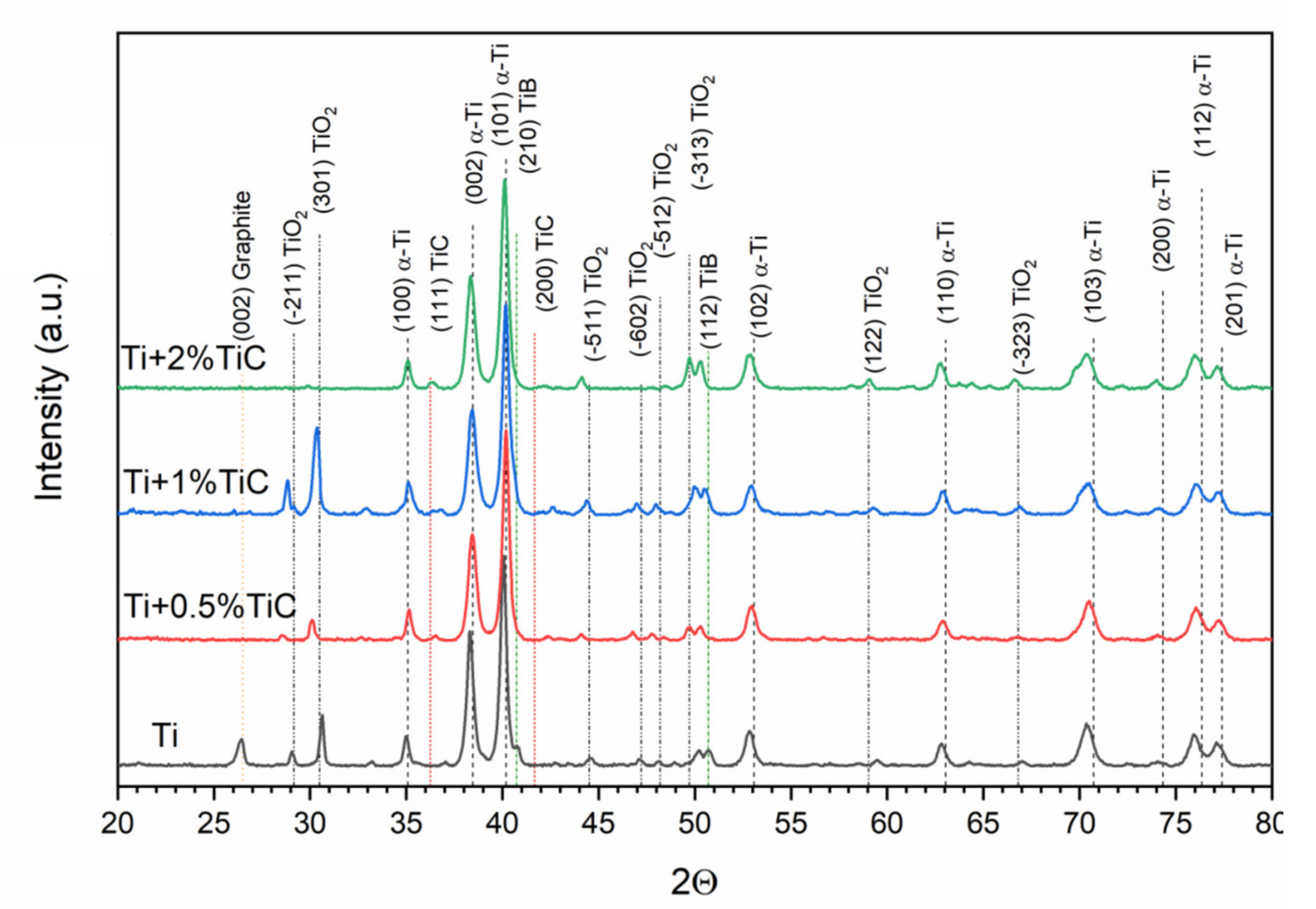
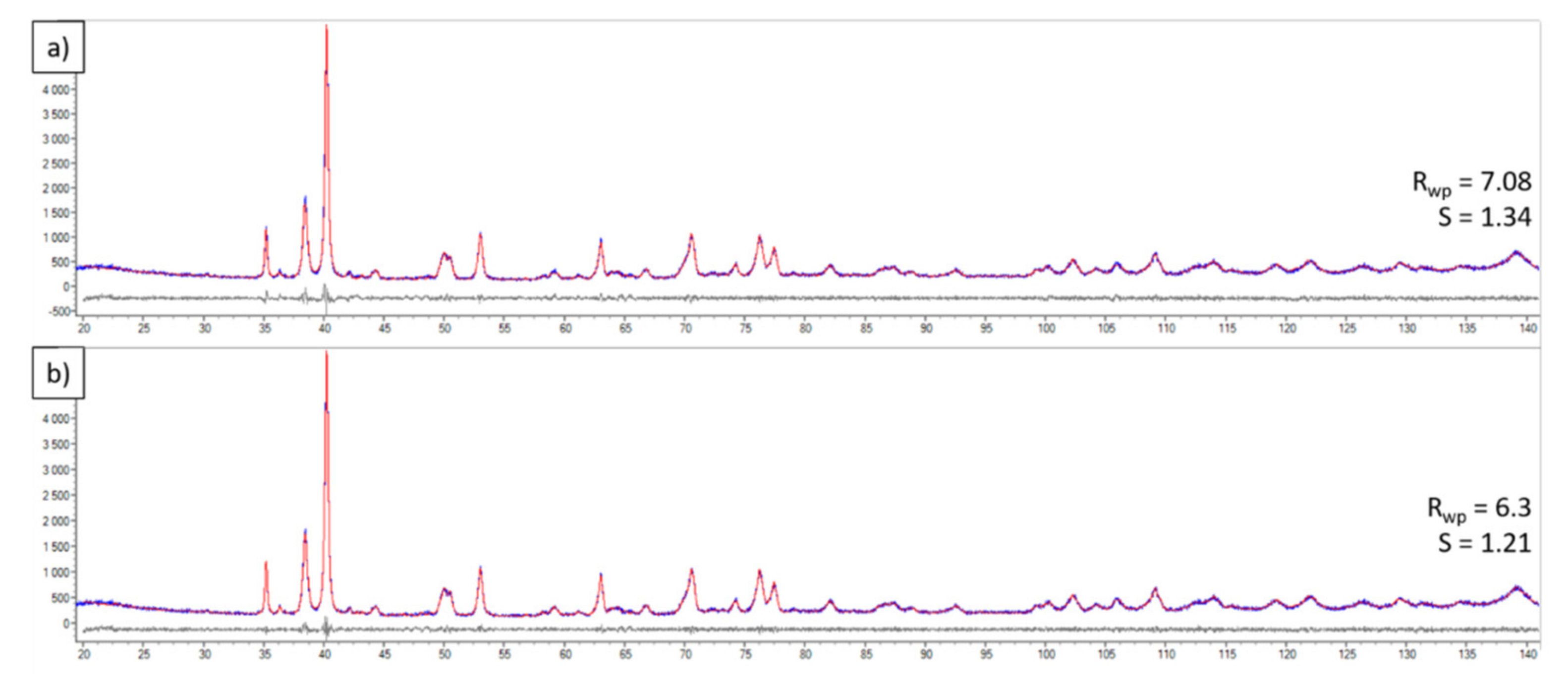
3.3. Phase Composition of Composites
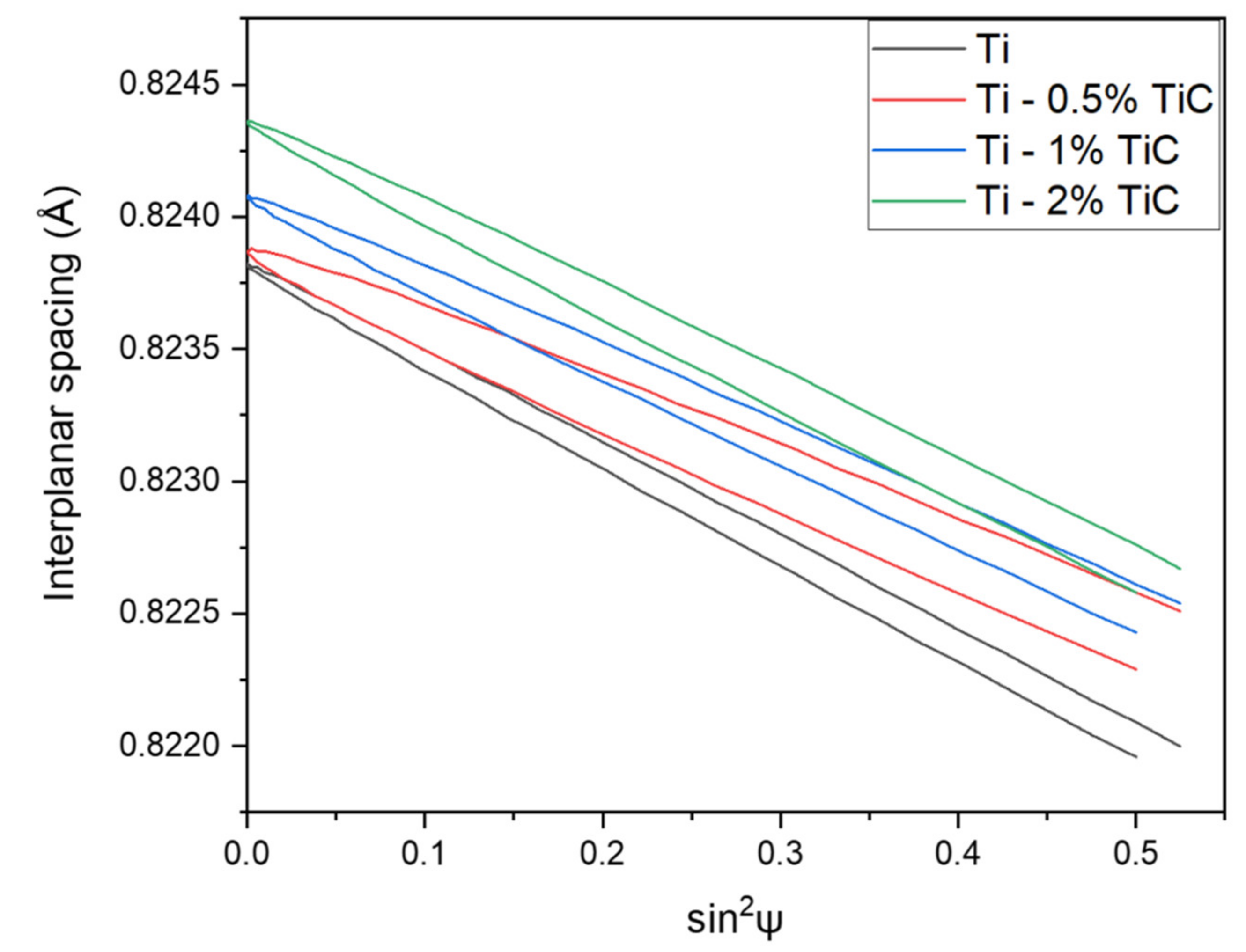
3.4. Residual Stress
4. Discussion
5. Conclusions
- The boron nitride applied as a protective layer prevented interaction between the graphite mold and titanium diffused into the composites, and caused an in situ formation of TiB phase.
- Due to the diffusion processes, the nanosized TiC particles incorporated into the titanium matrix reacted and formed secondary carbides.
- The hot-pressing processes resulted in the refinement of the Ti crystallite size by almost four times, regardless of whether TiC was introduced into the composite.
- With an increase in TiC amount in the composite, the crystallite size of secondary carbides slightly increased from 18 to 23 nm.
- The incorporated TiC caused the refinement of TiB crystallite size.
- Residual stress results mostly had a compressive nature with a fine contribution of shear, which is strongly related with the manufacturing process. With an increase in TiC content, linear stress decreased, which was also related to the presence of a TiB phase.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yu, W.H.; Sing, S.L.; Chua, C.K.; Kuo, C.N.; Tian, X.L. Particle-reinforced metal matrix nanocomposites fabricated by selective laser melting: A State of the Art Review. Prog. Mater. Sci. 2019, 104, 330–379. [Google Scholar] [CrossRef]
- Tjong, S.C.; Mai, Y.W. Processing-structure-property aspects of particulate- and whisker-reinforced titanium matrix composites. Compos. Sci. Technol. 2008, 68, 583–601. [Google Scholar] [CrossRef]
- Szkliniarz, A.; Szkliniarz, W. Effect of solution treatment on the microstructure of Ti-C alloys. Solid State Phenom. 2014, 212, 21–24. [Google Scholar] [CrossRef]
- Chandrasekaran, M.; Xia, Z.S.; Kiong, L.K.; Prasad, Y.; Mun, C. C Development of a new PM titanium alloy for improved processability. Mater. Sci. Technol. 2005, 21, 185–190. [Google Scholar] [CrossRef] [Green Version]
- Abkowitz, S.; Abkowitz, S.M.; Fisher, H.; Schwartz, P.J. CermeTi® discontinuously reinforced Ti-matrix composites: Manufacturing, properties, and applications. JOM 2004, 56, 37–41. [Google Scholar] [CrossRef]
- Vinogradov, A.; Ishida, T.; Kitagawa, K.V.; Kopylov, I. Effect of strain path on structure and mechanical behavior of ultra-fine grain Cu-Cr alloy produced by equal-channel angular pressing. Acta Mater. 2005, 53, 2181–2192. [Google Scholar] [CrossRef]
- Rodak, K.; Brzezińska, A.; Molak, R. Compression with oscillatory torsion applied after solution treatment and aging treatment of CuCr0.6 alloy for grain refinement: Microstructure, Mechanical and Electrical Properties. Mater. Sci. Eng. 2018, 724, 112–120. [Google Scholar] [CrossRef]
- Jabłońska, M.B.; Kowalczyk, K.; Tkocz, M.; Chulist, R.; Rodak, K.; Bednarczyk, I.; Cichański, A. The effect of severe plastic deformation on the IF steel properties, evolution of structure and crystallographic texture after dual rolls equal channel extrusion deformation. Arch. Civ. Mech. Eng. 2021, 21, 153. [Google Scholar] [CrossRef]
- Ding, H.; Zhao, Z.; Jin, J.; Deng, L.; Gong, P.; Wang, X. Densification mechanism of Zr-based bulk metallic glass prepared by two-step spark plasma sintering. J. Alloys Compd. 2021, 850, 156724. [Google Scholar] [CrossRef]
- Ding, H.; Bao, X.; Jamili-Shirvan, Z.; Jin, J.; Deng, L.; Yao, K.; Gong, P.; Wang, X. Enhancing strength-ductility synergy in an ex situ Zr-based metallic glass composite via nanocrystal formation within high-entropy alloy particles. Mater. Des. 2021, 210, 189–198. [Google Scholar] [CrossRef]
- Olszówka-Myalska, A.; McDonald, S.A.; Withers, P.J.; Myalska, H.; Moskal, G. Microstructure of In Situ Mg Metal Matrix Composites Based on Silica Nanoparticles. Solid State Phenom. 2012, 191, 189–198. [Google Scholar] [CrossRef]
- Olszówka-Myalska, A.; Myalska, H.; Wrześniowski, P.; Chrapoński, J.; Cios, G. Application of nanosilicon to the sintering of Mg-Mg2Si interpenetrating phases composite. Materials 2021, 14, 7114. [Google Scholar] [CrossRef] [PubMed]
- Rafique, M.S.; Rafique, M.; Tahir, M.B.; Hajra, S.; Nawaz, T.; Shafiq, F. Synthesis methods of nanostructures. In Nanotechnology and Photocatalysis for Environmental Applications; Elsevier: Amsterdam, The Netherlands, 2020; pp. 45–56. [Google Scholar] [CrossRef]
- Clyne, T.W.; Withers, P.J. An Introduction to Metal Matrix Composites; Cambridge University Press: Cambridge, UK, 1993. [Google Scholar] [CrossRef]
- Deepan, M.; Pandey, C.; Saini, N.; Mahapatra, M.M.; Mulik, R.S. Estimation of strength and wear properties of Mg/SiC nanocomposite fabricated through FSP route. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 4613–4622. [Google Scholar] [CrossRef]
- Falodun, O.E.; Obadele, B.A.; Oke, S.R.; Okoro, A.M.; Olubambi, P.A. Titanium-based matrix composites reinforced with particulate, microstructure, and mechanical properties using spark plasma sintering technique: A Review. Int. J. Adv. Manuf. Technol. 2019, 102, 1689–1701. [Google Scholar] [CrossRef]
- Siegel, R.W. Synthesis and properties of nanophase materials. Mater. Sci. Eng. A 1993, 168, 189–197. [Google Scholar] [CrossRef] [Green Version]
- Suryanarayana, C.; Koch, C.C. Nanocrystalline materials—Current research and future directions. Hyperfine Interact. 2000, 130, 5–44. [Google Scholar] [CrossRef]
- Reddy, R.G. Processing of nanoscale materials. Rev. Adv. Mater. Sci. 2003, 5, 121–133. [Google Scholar]
- Wang, L.; Zhang, J.; Jiang, W. Recent development in reactive synthesis of nanostructured bulk materials by spark plasma sintering. Int. J. Refract. Met. Hard Mater. 2013, 39, 103–112. [Google Scholar] [CrossRef]
- Mukhopadhyay, A.; Basu, B.; Das Bakshi, S.; Mishra, S.K. Pressureless sintering of ZrO2-ZrB2 composites: Microstructure and Properties. Int. J. Refract. Met. Hard Mater. 2007, 25, 179–188. [Google Scholar] [CrossRef]
- Olszówka-Myalska, A.; Wrześniowski, P.; Myalska, H.; Godzierz, M.; Kuc, D. Impact of the morphology of micro- and nanosized powder mixtures on the microstructure of Mg-Mg2Si-CNT composite sinters. Materials 2019, 12, 3242. [Google Scholar] [CrossRef] [Green Version]
- Cai, C.; Radoslaw, C.; Zhang, J.; Yan, Q.; Wen, S.; Song, B.; Shi, Y. In-situ preparation and formation of TiB/Ti-6Al-4V nanocomposite via laser additive manufacturing: Microstructure Evolution and Tribological Behavior. Powder Technol. 2019, 342, 73–84. [Google Scholar] [CrossRef]
- Liu, D.; Hu, P.; Min, G. Interfacial reaction in cast WC particulate reinforced titanium metal matrix composites coating produced by laser processing. Opt. Laser Technol. 2015, 69, 180–186. [Google Scholar] [CrossRef]
- Olejnik, E.; Szymański, T.; Tokarski, M.; Tumidajewicz, M. TiC—Based local composite reinforcement obtained in situ in ductile iron based castings with use of rode preform. Mater. Lett. 2018, 222, 192–195. [Google Scholar] [CrossRef]
- Miklaszewski, A. Effect of starting material character and its sintering temperature on microstructure and mechanical properties of super hard Ti/TiB metal matrix composites. Int. J. Refract. Met. Hard Mater. 2015, 53, 56–60. [Google Scholar] [CrossRef]
- Lim, D.K.; Shibayanagi, T.; Gerlich, A.P. Synthesis of multi-walled CNT reinforced aluminium alloy composite via friction stir processing. Mater. Sci. Eng. A 2009, 507, 194–199. [Google Scholar] [CrossRef]
- Rejil, C.M.; Dinaharan, I.; Vijay, S.J.; Murugan, N. Microstructure and sliding wear behavior of AA6360/(TiC + B4C) hybrid surface composite layer synthesized by friction stir processing on aluminum substrate. Mater. Sci. Eng. A. 2012, 552, 336–344. [Google Scholar] [CrossRef]
- Dong, D.; Xu, H.; Zhu, D.; Wang, G.; He, Q.; Lin, J. Microstructure and mechanical properties of TiC/Ti matrix composites and Ti–48Al–2Cr–2Nb alloy joints brazed with Ti–28Ni eutectic filler alloy. Arch. Civ. Mech. Eng. 2019, 19, 1259–1267. [Google Scholar] [CrossRef]
- Lee, W.H.; Seong, J.G.; Yoon, Y.H.; Jeong, C.H.; Van Tyne, C.J.; Lee, H.G.; Chang, S.Y. Synthesis of TiC reinforced Ti matrix composites by spark plasma sintering and electric discharge sintering: A Comparative Assessment of Microstructural and Mechanical Properties. Ceram. Int. 2019, 45, 8108–8114. [Google Scholar] [CrossRef]
- Delbari, S.A.; Sabahi Namini, A.; Shahedi Asl, M. Hybrid Ti matrix composites with TiB2 and TiC compounds. Mater. Today Commun. 2019, 20, 100576. [Google Scholar] [CrossRef]
- Li, S.; Kondoh, K.; Imai, H.; Chen, B.; Jia, L.; Umeda, J.; Fu, Y. Strengthening behavior of in situ-synthesized (TiC-TiB)/Ti composites by powder metallurgy and hot extrusion. Mater. Des. 2016, 95, 127–132. [Google Scholar] [CrossRef]
- Ni, D.R.; Geng, L.; Zhang, J.; Zheng, Z.Z. Fabrication and tensile properties of in situ TiBw and TiCp hybrid-reinforced titanium matrix composites based on Ti-B4C-C. Mater. Sci. Eng. A 2008, 478, 291–296. [Google Scholar] [CrossRef]
- Ni, D.R.; Geng, L.; Zhang, J.; Zheng, Z.Z. TEM characterization of symbiosis structure of in situ TiC and TiB prepared by reactive processing of Ti-B4C. Mater. Lett. 2008, 62, 686–688. [Google Scholar] [CrossRef]
- Singh, G.; Ramamurty, U. Boron modified titanium alloys. Prog. Mater. Sci. 2020, 111, 100653. [Google Scholar] [CrossRef]
- Gorsse, S.; Le Petitcorps, Y.; Matar, S.; Rebillat, F. Investigation of the Young’s modulus of TiB needles in situ produced in titanium matrix composite. Mater. Sci. Eng. A 2003, 340, 80–87. [Google Scholar] [CrossRef]
- Li, C.; Wang, Y.; Zhang, Z.; Han, B.; Han, T. Influence of overlapping ratio on hardness and residual stress distributions in multi-track laser surface melting roller steel. Opt. Lasers Eng. 2010, 48, 1224–1230. [Google Scholar] [CrossRef]
- Khoshaim, A.B.; Elsheikh, A.H.; Moustafa, E.B.; Basha, M.; Mosleh, A.O. Prediction of residual stresses in turning of pure iron using artificial intelligence-based methods. J. Mater. Res. Technol. 2021, 11, 2181–2194. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Guo, J.; Lee, K.M. Thermal deflection and thermal stresses in a thin circular plate under an axisymmetric heat source. J. Therm. Stress. 2019, 42, 361–373. [Google Scholar] [CrossRef]
- Das, S.; Joshi, S.N. Estimation of wire strength based on residual stresses induced during wire electric discharge machining. J. Manuf. Process. 2020, 53, 406–419. [Google Scholar] [CrossRef]
- Acevedo, R.; Sedlak, P.; Kolman, R.; Fredel, M. Residual stress analysis of additive manufacturing of metallic parts using ultrasonic waves: State of the Art Review. J. Mater. Res. Technol. 2020, 9, 9457–9477. [Google Scholar] [CrossRef]
- Salman, K.H.; Elsheikh, A.H.; Ashham, M.; Ali, M.K.A.; Rashad, M.; Haiou, Z. Effect of cutting parameters on surface residual stresses in dry turning of AISI 1035 alloy. J. Brazilian Soc. Mech. Sci. Eng. 2019, 41, 349. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Muthuramalingam, T.; Shanmugan, S.; Mahmoud Ibrahim, A.M.; Ramesh, B.; Khoshaim, A.B.; Moustafa, E.B.; Bedairi, B.; Panchal, H.; Sathyamurthy, R. Fine-tuned artificial intelligence model using pigeon optimizer for prediction of residual stresses during turning of Inconel 718. J. Mater. Res. Technol. 2021, 15, 3622–3634. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Shanmugan, S.; Muthuramalingam, T.; Thakur, A.K.; Essa, F.A.; Ibrahim, A.M.M.; Mosleh, A.O. A comprehensive review on residual stresses in turning. Adv. Manuf. 2021, 1–26. [Google Scholar] [CrossRef]
- Taraphdar, P.K.; Thakare, J.G.; Pandey, C.; Mahapatra, M.M. Novel residual stress measurement technique to evaluate through thickness residual stress fields. Mater. Lett. 2020, 277, 128347. [Google Scholar] [CrossRef]
- Sauraw, A.; Sharma, A.K.; Fydrych, D.; Sirohi, S.; Gupta, A.; Świerczyńska, A.; Pandey, C.; Rogalski, G. Study on microstructural characterization, mechanical properties and residual stress of gtaw dissimilar joints of p91 and p22 steels. Materials 2021, 14, 6591. [Google Scholar] [CrossRef]
- Jonda, E.; Łatka, L.; Tomiczek, A.; Godzierz, M.; Pakieła, W.; Nuckowski, P. Microstructure investigation of wc-based coatings prepared by hvof onto az31 substrate. Materials 2022, 15, 40. [Google Scholar] [CrossRef]
- Rietveld, M. Line profiles of neutron powder-diffraction peaks for structure refinement. Acta Crystallogr. 1967, 22, 151–152. [Google Scholar] [CrossRef]
- Rietveld, H.M. A profile refinement method for nuclear and magnetic structures. J. Appl. Crystallogr. 1969, 2, 65–71. [Google Scholar] [CrossRef]
- Karolus, M.; Łagiewka, E. Crystallite size and lattice strain in nanocrystalline Ni-Mo alloys studied by Rietveld refinement. J. Alloys Compd. 2004, 367, 235–238. [Google Scholar] [CrossRef]
- Karolus, M.; Maszybrocka, J.; Stwora, A.; Skrabalak, G. Residual stresses of AlSi10Mg fabricated by selective laser melting (SLM). Arch. Metall. Mater. 2019, 64, 1011–1016. [Google Scholar] [CrossRef]
- Arakawa, K.; Marinica, M.C.; Fitzgerald, S.; Proville, L.; Nguyen-Manh, D.; Dudarev, S.L.; Ma, P.W.; Swinburne, T.D.; Goryaeva, A.M.; Yamada, T.; et al. Quantum de-trapping and transport of heavy defects in tungsten. Nat. Mater. 2020, 19, 508–511. [Google Scholar] [CrossRef]
- Han, C.; Babicheva, R.; Chua, J.D.Q.; Ramamurty, U.; Tor, S.B.; Sun, C.N.; Zhou, K. Microstructure and mechanical properties of (TiB + TiC)/Ti composites fabricated in situ via selective laser melting of Ti and B4C powders. Addit. Manuf. 2020, 36, 101466. [Google Scholar] [CrossRef]
- Aich, S.; Ravi Chandran, K.S. TiB whisker coating on titanium surfaces by solid-state diffusion: Synthesis, Microstructure, and Mechanical Properties. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2002, 33, 3489–3498. [Google Scholar] [CrossRef]
- Horiuchi, Y.; Inamura, T.; Kim, H.Y.; Wakashima, K.; Miyazaki, S.; Hosoda, H. Effect of boron concentration on martensitic transformation temperatures, stress for inducing martensite and slip stress of Ti-24 mol% Nb-3 mol% Al superelastic alloy. Mater. Trans. 2007, 48, 407–413. [Google Scholar] [CrossRef] [Green Version]
- Yamamoto, T.; Otsuki, A.; Ishihara, K.; Shingu, P.H. Synthesis of near net shape high density TiB/Ti composite. Mater. Sci. Eng. A 1997, 239, 647–651. [Google Scholar] [CrossRef]
- Balaji, V.S.; Kumaran, S. Dry Sliding Wear Behavior of Titanium–(TiB + TiC) in situ Composite Developed by Spark Plasma Sintering. Tribol. Trans. 2015, 58, 698–703. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Phase | Space Group | Calculated Lattice Parameters, Å | Lattice Parameters, ICDD, Å | Crystallite Size, nm |
|---|---|---|---|---|---|
| Ti powder | α-Ti (00-005-0682) | P63/mmc | a = 2.951 c = 4.686 | a = 2.95 c = 4.686 | 127.0 ± 5.0 |
| TiC powder | TiC (00-031-1400) | Fm-3m | a = 4.313 | a = 4.33 | 77.0 ± 7.0 |
| Reaction | Gibbs Potential ΔG (kJ) | |
|---|---|---|
| 400 °C | 1200 °C | |
| Ti + C → TiC | −176.7 | −166.8 |
| Ti + B → TiB | −158.5 | −153.2 |
| Ti + TiB2 → 2TiB | −47.5 | −53.1 |
| 2BN + 2Ti → 2TiB + N2 | −269.5 | −253.3 |
| 2BN+ Ti → TiB2 + N2 | 65.7 | −64.5 |
| 2BN + TiC → TiB2 + C + N2 | 113.3 | −11.4 |
| 2BN + 2TiC → 2TiB + 2C +N2 | 290.0 | 155.4 |
| Sample | Ti | Ti–0.5%TiC | Ti–1.0%TiC | Ti–2.0%TiC |
|---|---|---|---|---|
| Microhardness, HV0.3 | 301.5 ± 41.8 | 337.8 ± 54.0 | 368.1 ± 76.7 | 361.9 ± 41.8 |
| Sample | Phase | Space Group | Lattice Parameters, Calculated, Å | Lattice Parameters, ICDD, Å | Crystallite Size, nm |
|---|---|---|---|---|---|
| Ti | α-Ti (00-005-0682) | P63/mmc | a = 2.96 c = 4.71 | a = 2.95 c = 4.686 | 30.0 ± 9.0 |
| Graphite (00-023-0064) | P63/mmc | a = 2.45 c = 6.76 | a = 2.465 c = 6.721 | 27.0 ± 3.0 | |
| TiO2 (03-065-6429) | P21/m | a = 12.20 b = 3.73 c = 6.53 β = 107.19° | a = 12.1787 b = 3.7412 c = 6.5249 β = 107.05 | 32.0 ± 9.0 | |
| TiB (01-073-2148) | Pnma | a = 6.13 b = 3.06 c = 4.55 | a = 6.12 b = 3.06 c = 4.56 | 46.0 ± 3.0 | |
| Ti–0.5%TiC | α-Ti (00-005-0682) | P63/mmc | a = 2.95 c = 4.70 | a = 2.95 c = 4.686 | 36.0 ± 5.0 |
| TiC (00-031-1400) | Fm-3m | a = 4.264 | a = 4.33 | 18.0 ± 2.0 | |
| TiO2 (03-065-6429) | P21/m | a = 12.30 b = 3.71 c = 6.53 β = 107.29° | a = 12.1787 b = 3.7412 c = 6.5249 β = 107.05° | 28.0 ± 15.0 | |
| TiB (01-073-2148) | Pnma | a = 6.29 b = 3.04 c = 4.49 | a = 6.12 b = 3.06 c = 4.56 | 22.0 ± 8.0 | |
| Ti–1.0%TiC | α-Ti (00-005-0682) | P63/mmc | a = 2.96 c = 4.72 | a = 2.95 c = 4.686 | 31.0 ± 2.0 |
| TiC (00-031-1400) | Fm-3m | a = 4.284 | a = 4.33 | 13.0 ± 2.0 | |
| TiO2 (03-065-6429) | P21/m | a = 12.28 b = 3.70 c = 6.51 β = 107.33° | a = 12.1787 b = 3.7412 c = 6.5249 β = 107.05° | 31.0 ± 9.0 | |
| TiB (01-073-2148) | Pnma | a = 6.27 b = 3.06 c = 4.50 | a = 6.12 b = 3.06 c = 4.56 | 19.0 ± 18.0 | |
| Ti–2.0%TiC | α-Ti (00-005-0682) | P63/mmc | a = 2.96 c = 4.72 | a = 2.95 c = 4.686 | 37.0 ± 3.0 |
| TiC (00-031-1400) | Fm-3m | a = 4.276 | a = 4.33 | 23.0 ± 4.0 | |
| TiO2 (03-065-6429) | P21/m | a = 12.31 b = 3.70 c = 6.54 β = 107.07° | a = 12.1787 b = 3.7412 c = 6.5249 β = 107.05° | 25.0 ± 10.0 | |
| TiB (01-073-2148) | Pnma | a = 6.28 b = 3.04 c = 4.51 | a = 6.12 b = 3.06 c = 4.56 | 30.0 ± 3.0 |
| Sample | Linear Stress, MPa | Mean Shear Stress, MPa | ||
|---|---|---|---|---|
| 0° | 45° | 90° | ||
| Ti | −215.5 ± 30.4 | −150.6 ± 25.7 | −67.4 ± 30.4 | 5.4 ± 2.6 |
| Ti–0.5%TiC | −108.9 ± 37.7 | −71.4 ± 37.7 | −35.9 ± 31.8 | 12.1 ± 6.2 |
| Ti–1.0%TiC | −186.5 ± 27.8 | −35.6 ± 23.5 | −4.6 ± 27.8 | 7.8 ± 2.1 |
| Ti–2.0%TiC | −92.7 ± 32.9 | −80.0 ± 32.9 | −40.3 ± 27.9 | 8.0 ± 6.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Myalska-Głowacka, H.; Chmiela, B.; Godzierz, M.; Sozańska, M. Residual Stress Induced by Addition of Nanosized TiC in Titanium Matrix Composite. Materials 2022, 15, 2517. https://doi.org/10.3390/ma15072517
Myalska-Głowacka H, Chmiela B, Godzierz M, Sozańska M. Residual Stress Induced by Addition of Nanosized TiC in Titanium Matrix Composite. Materials. 2022; 15(7):2517. https://doi.org/10.3390/ma15072517
Chicago/Turabian StyleMyalska-Głowacka, Hanna, Bartosz Chmiela, Marcin Godzierz, and Maria Sozańska. 2022. "Residual Stress Induced by Addition of Nanosized TiC in Titanium Matrix Composite" Materials 15, no. 7: 2517. https://doi.org/10.3390/ma15072517
APA StyleMyalska-Głowacka, H., Chmiela, B., Godzierz, M., & Sozańska, M. (2022). Residual Stress Induced by Addition of Nanosized TiC in Titanium Matrix Composite. Materials, 15(7), 2517. https://doi.org/10.3390/ma15072517