
Thermoplastic Hybrid Composites with Wood Fibers: Bond Strength of Back-Injected Structures



Abstract
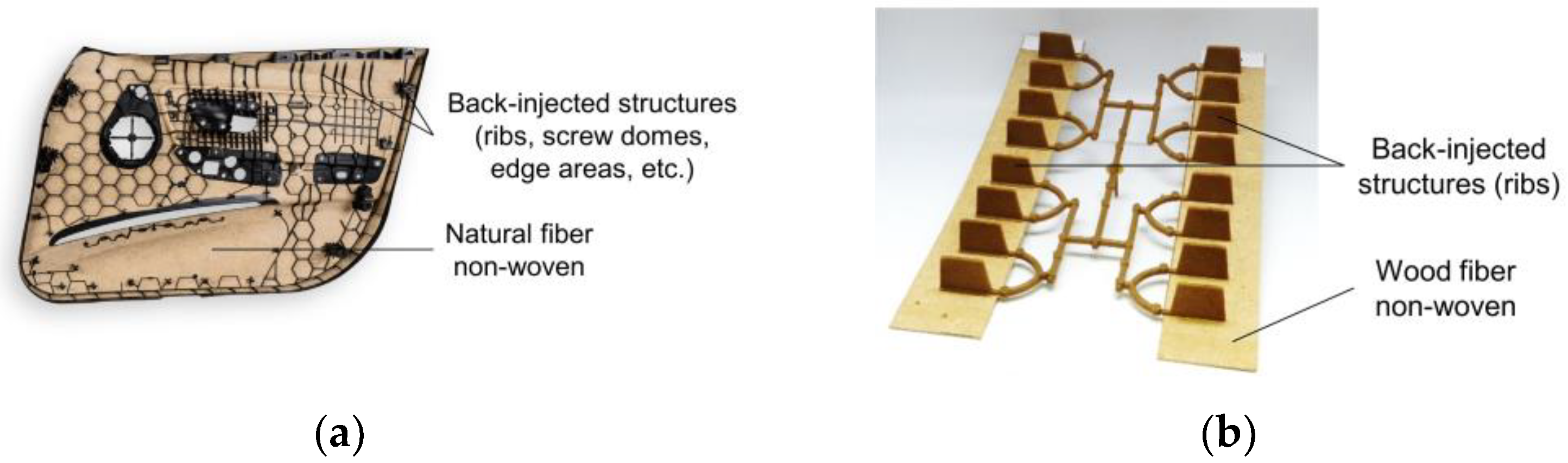
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
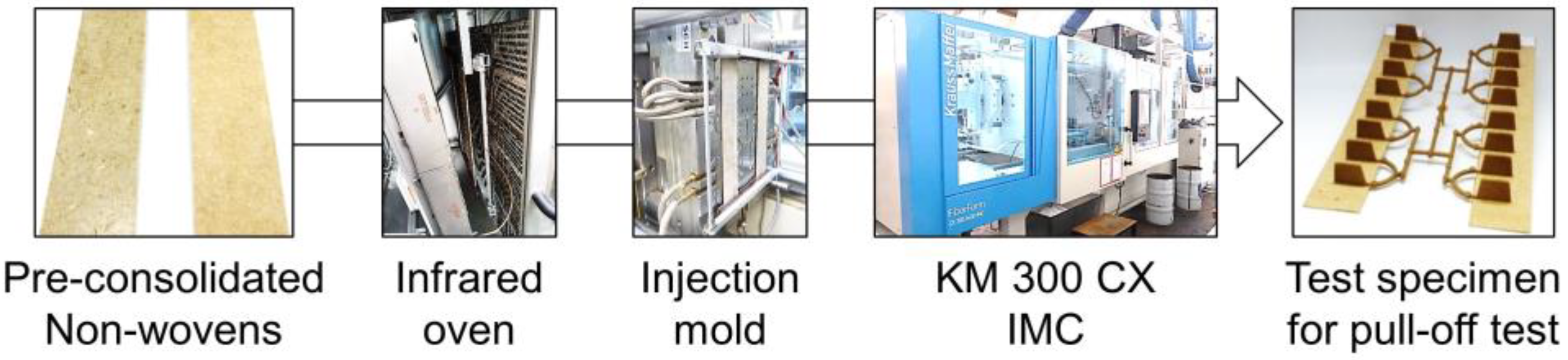
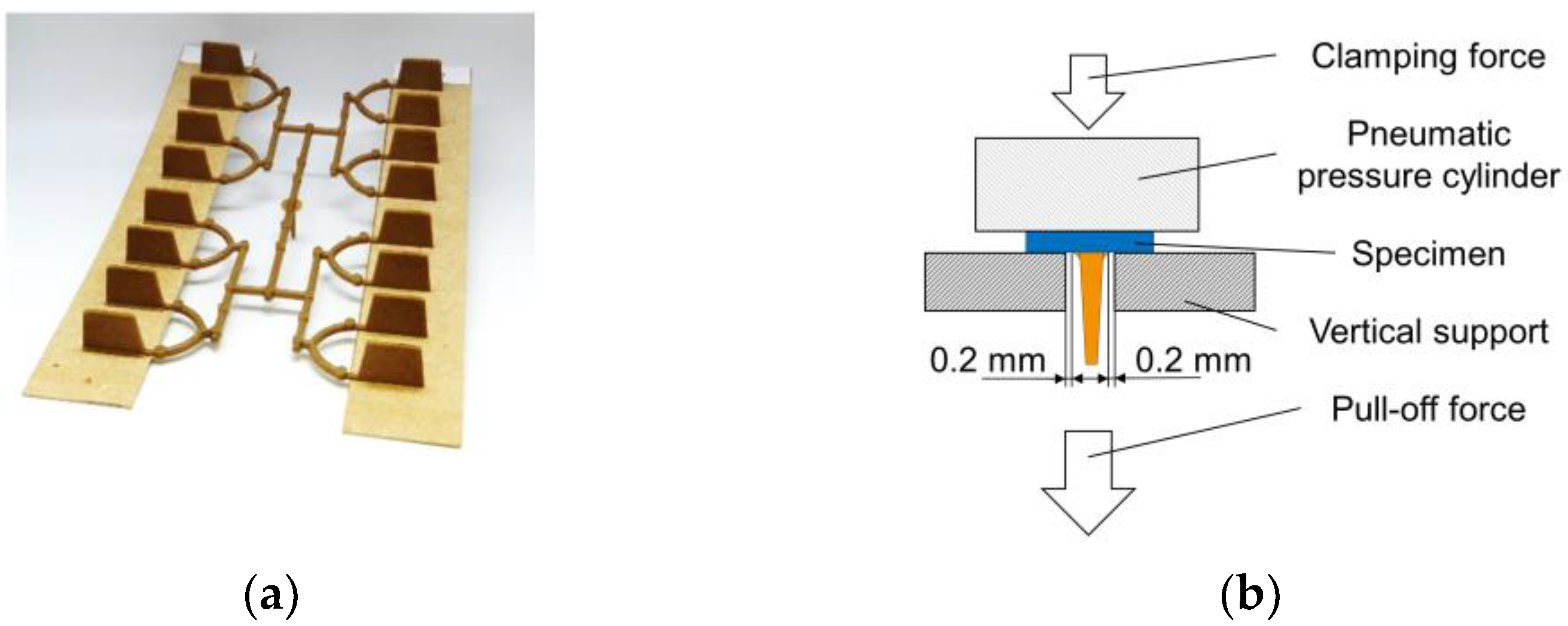
2.2.1. Test Series 1 (Test Specimen for Pull-Off Test)
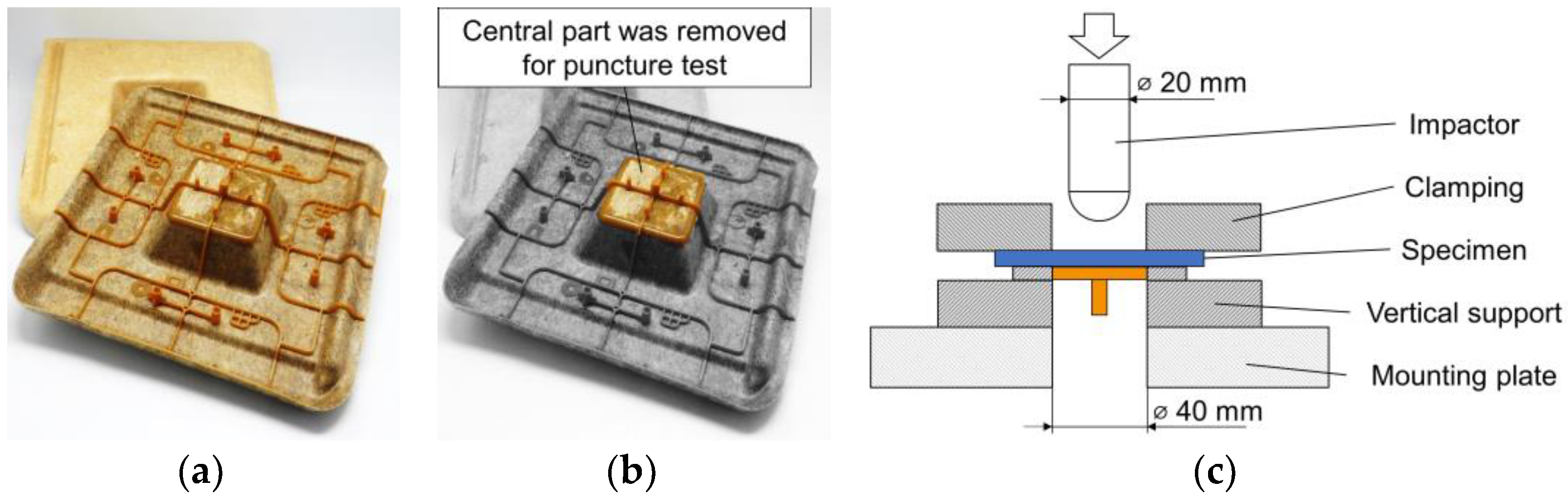
2.2.2. Test Series 2 (Test Specimen for Instrumented Puncture Impact Behavior)
2.2.3. General Material Testing
3. Results and Discussion
3.1. Fiber Geometry
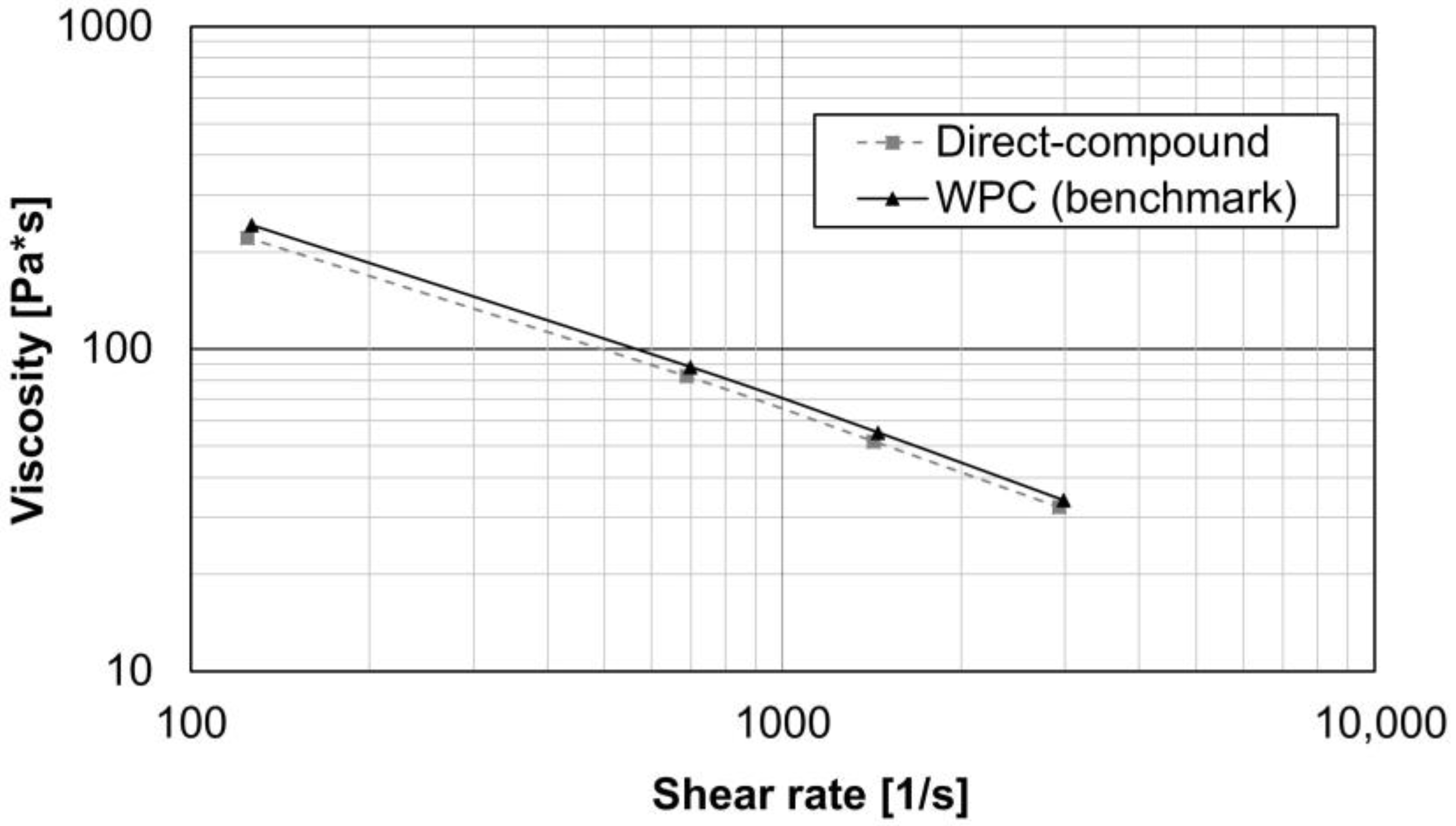
3.2. Viscosity
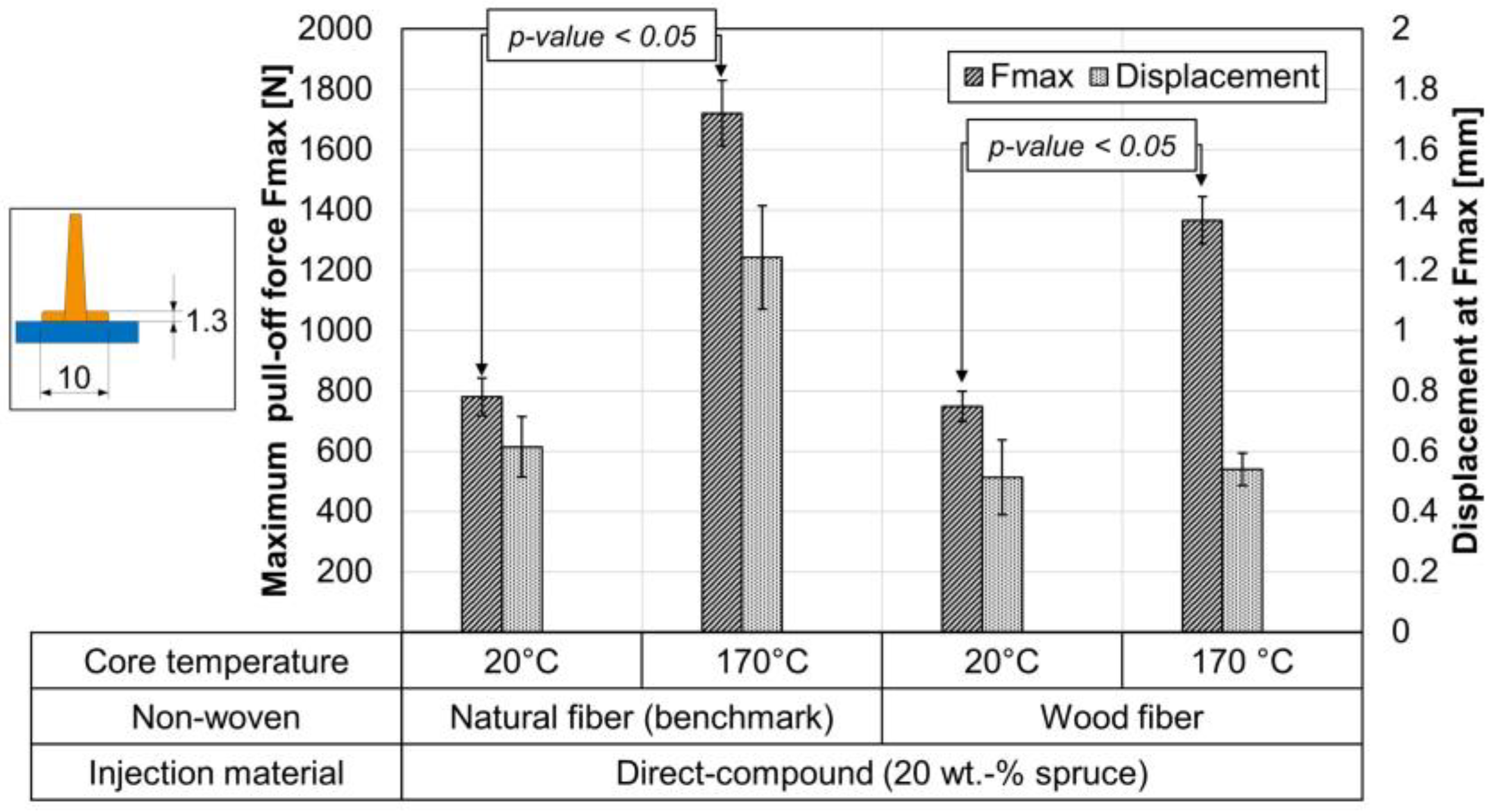
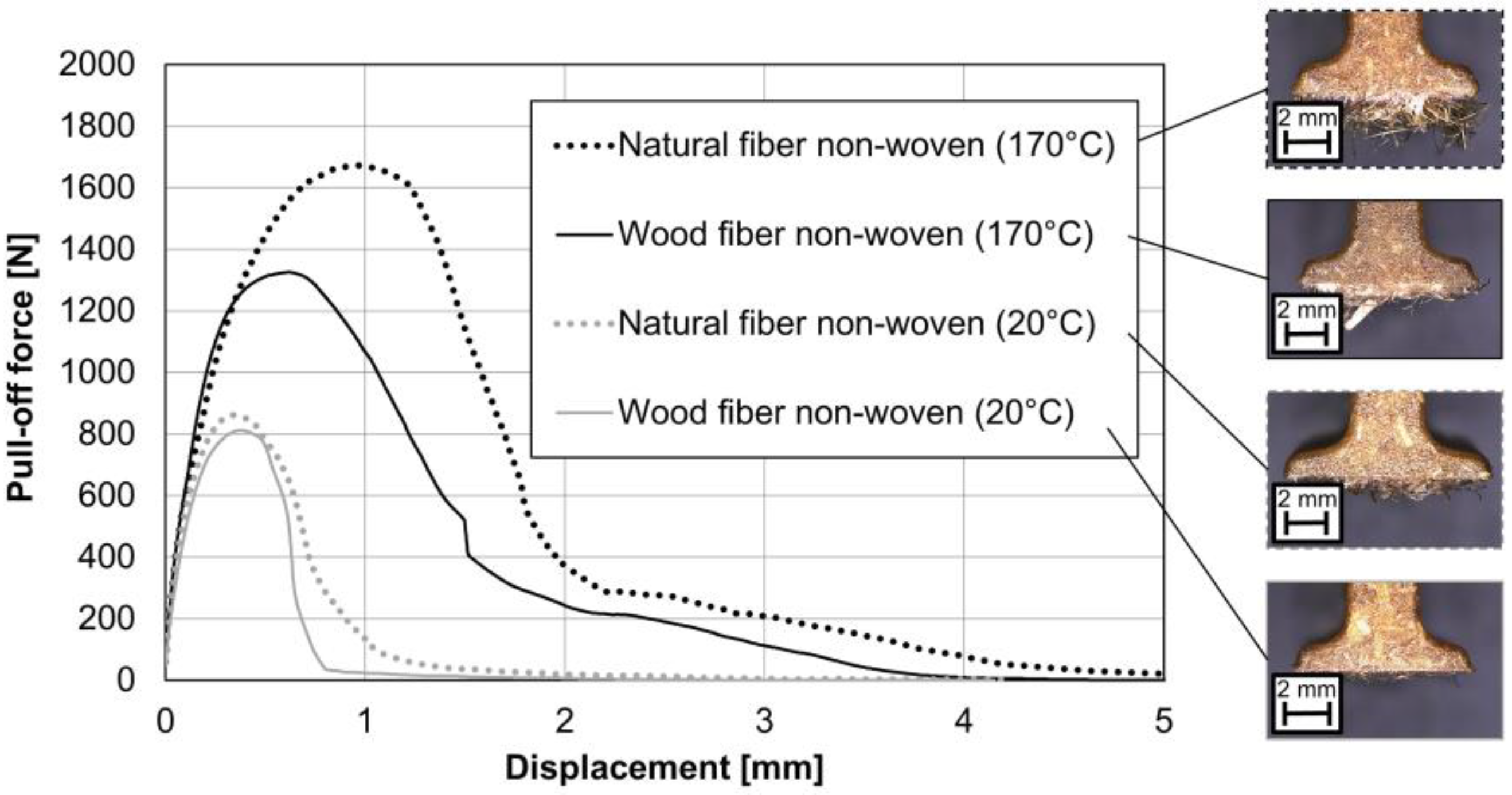
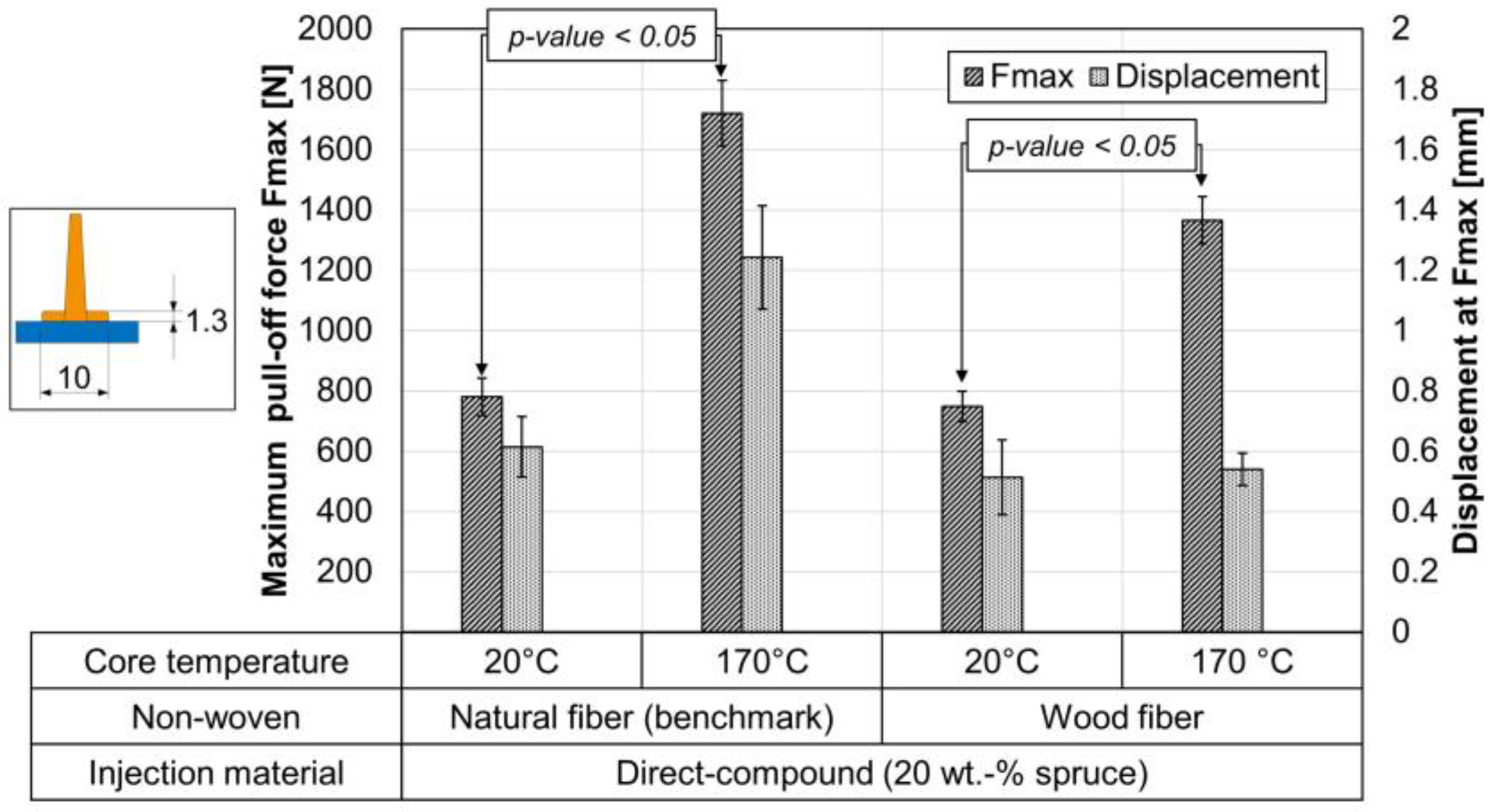
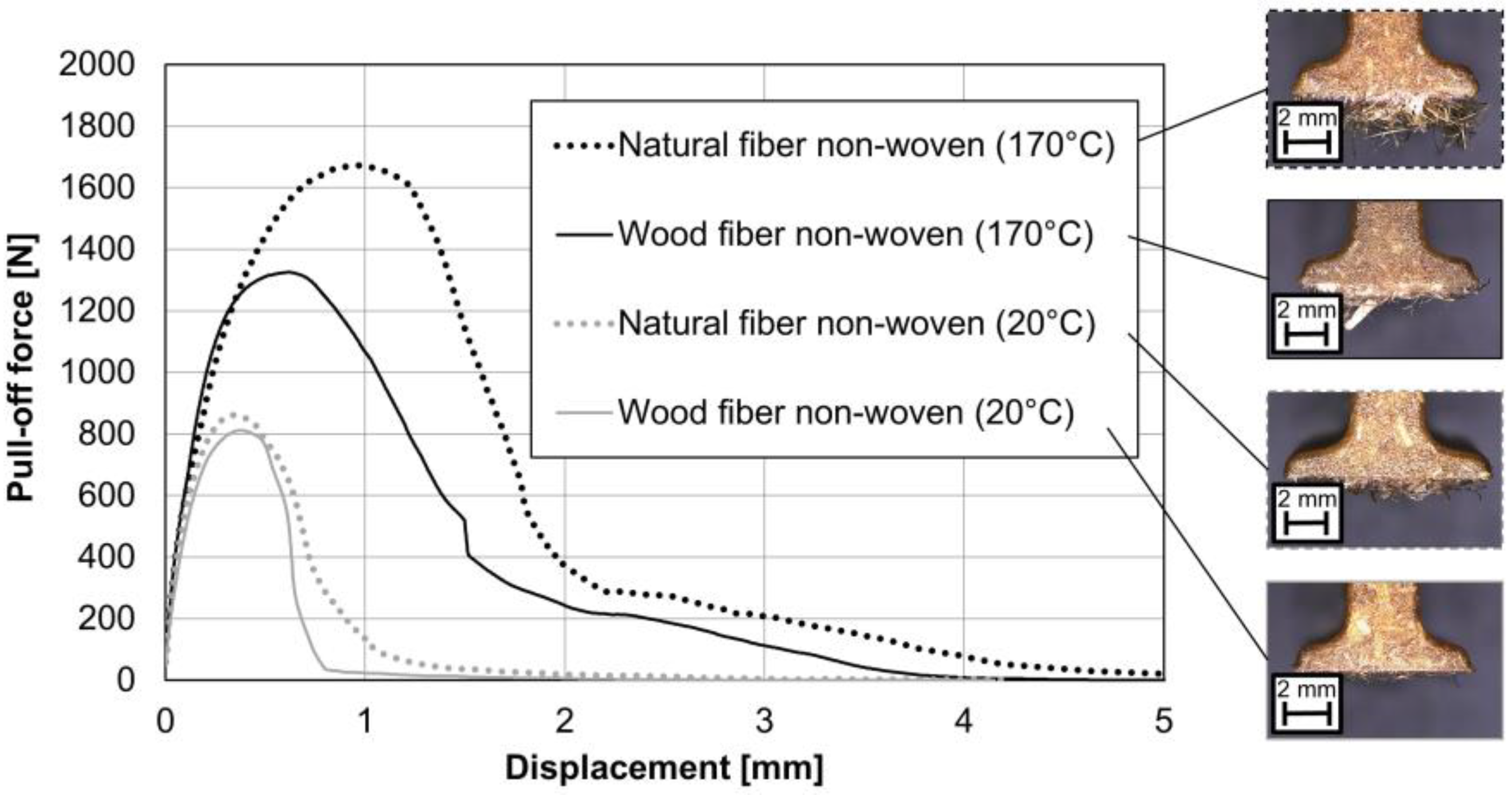
3.3. Effect of Non-Woven Core Temperature on the Bond Strength (Pull-Off Test)
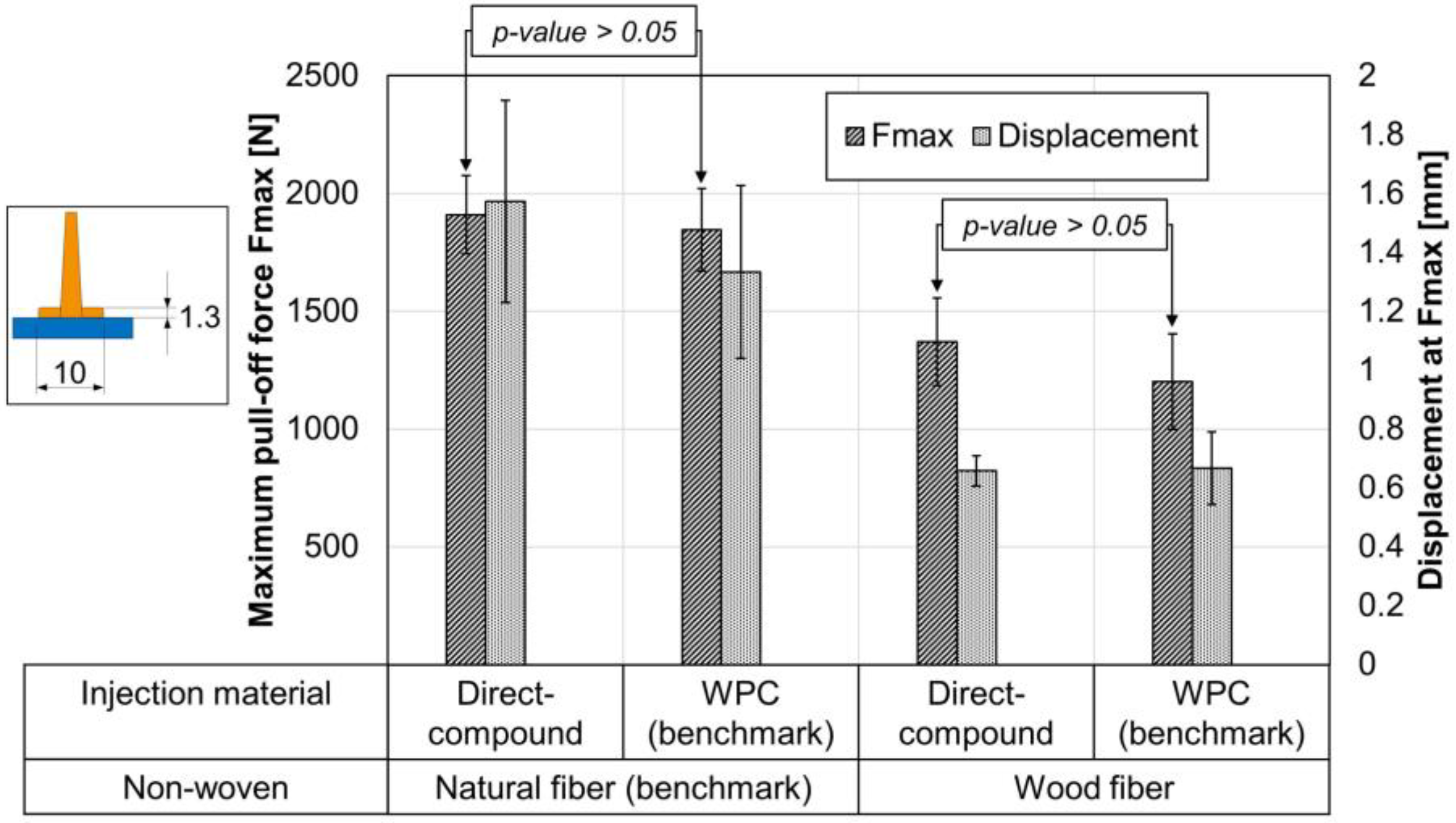
3.4. Effect of the Injection Material on the Bond Strength (Pull-Off Test)
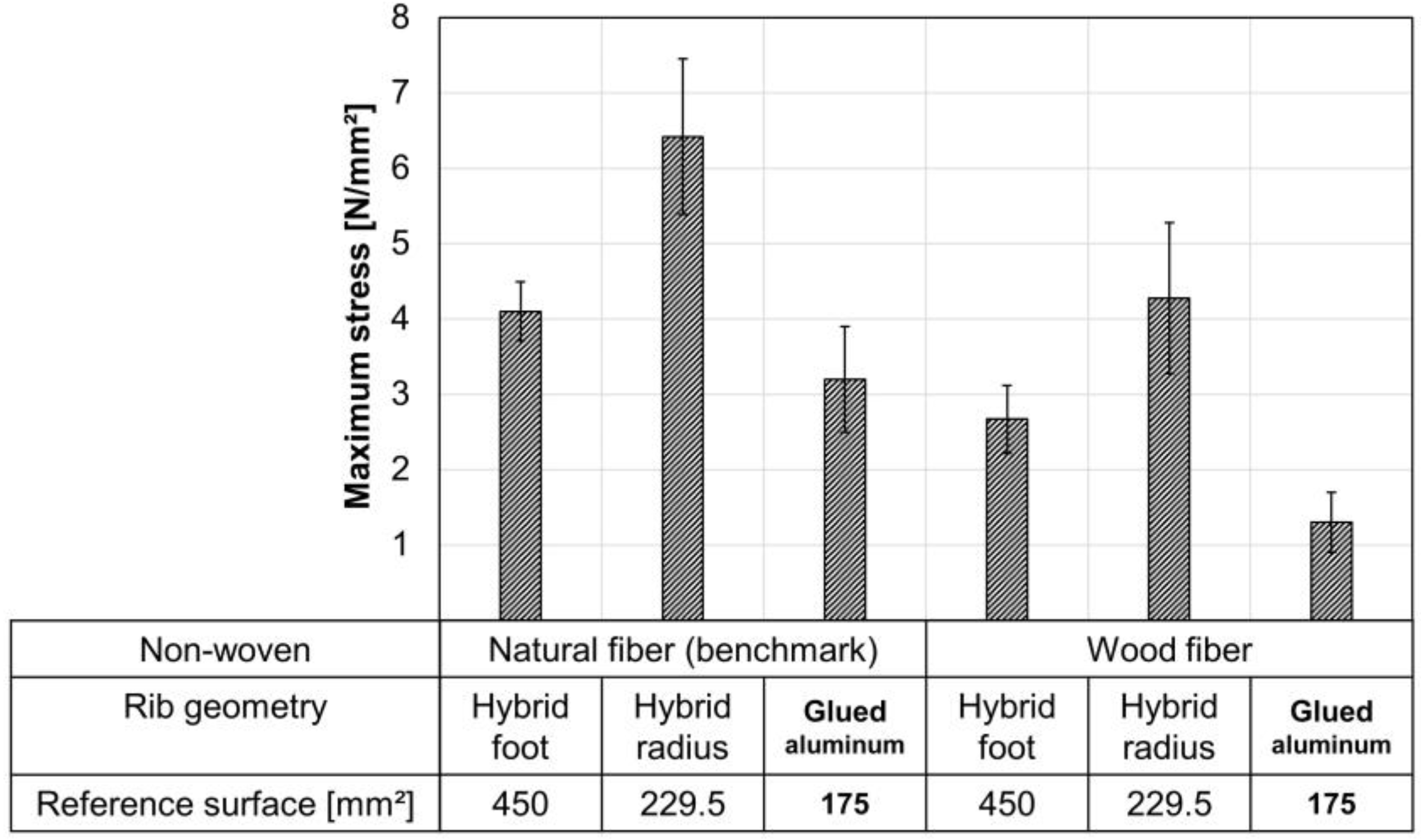
3.5. Effect of the Rib Geometry on the Bond Strength (Pull-Off Test)
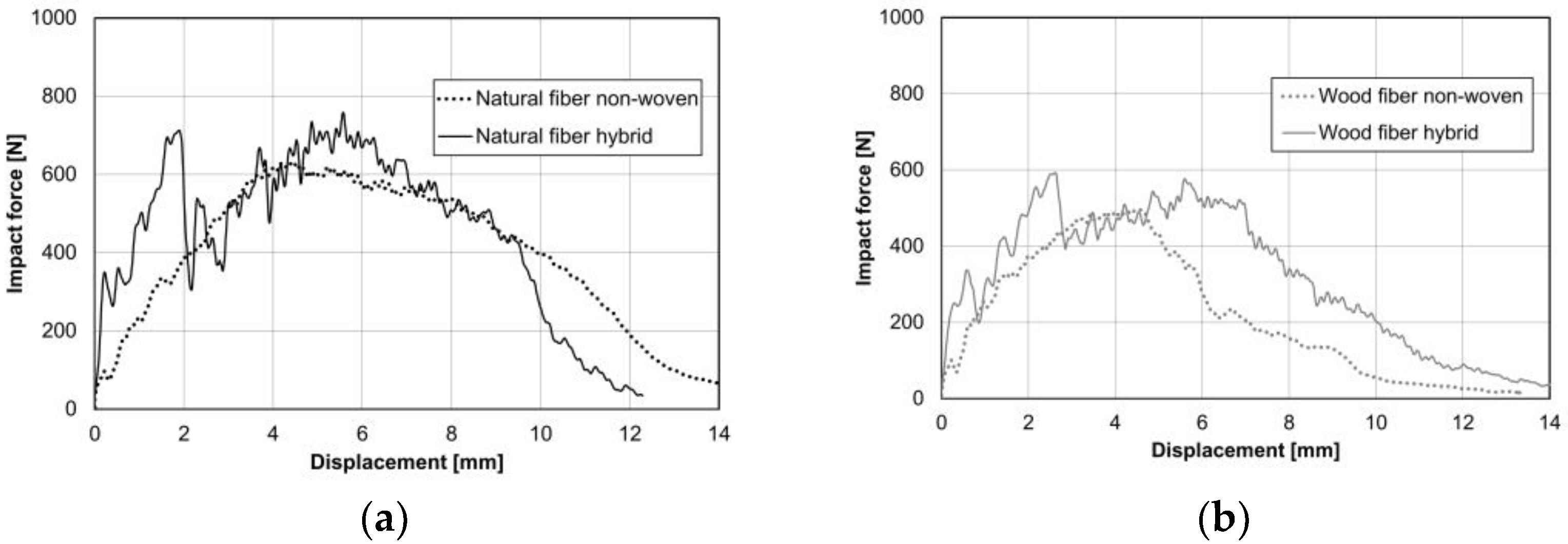
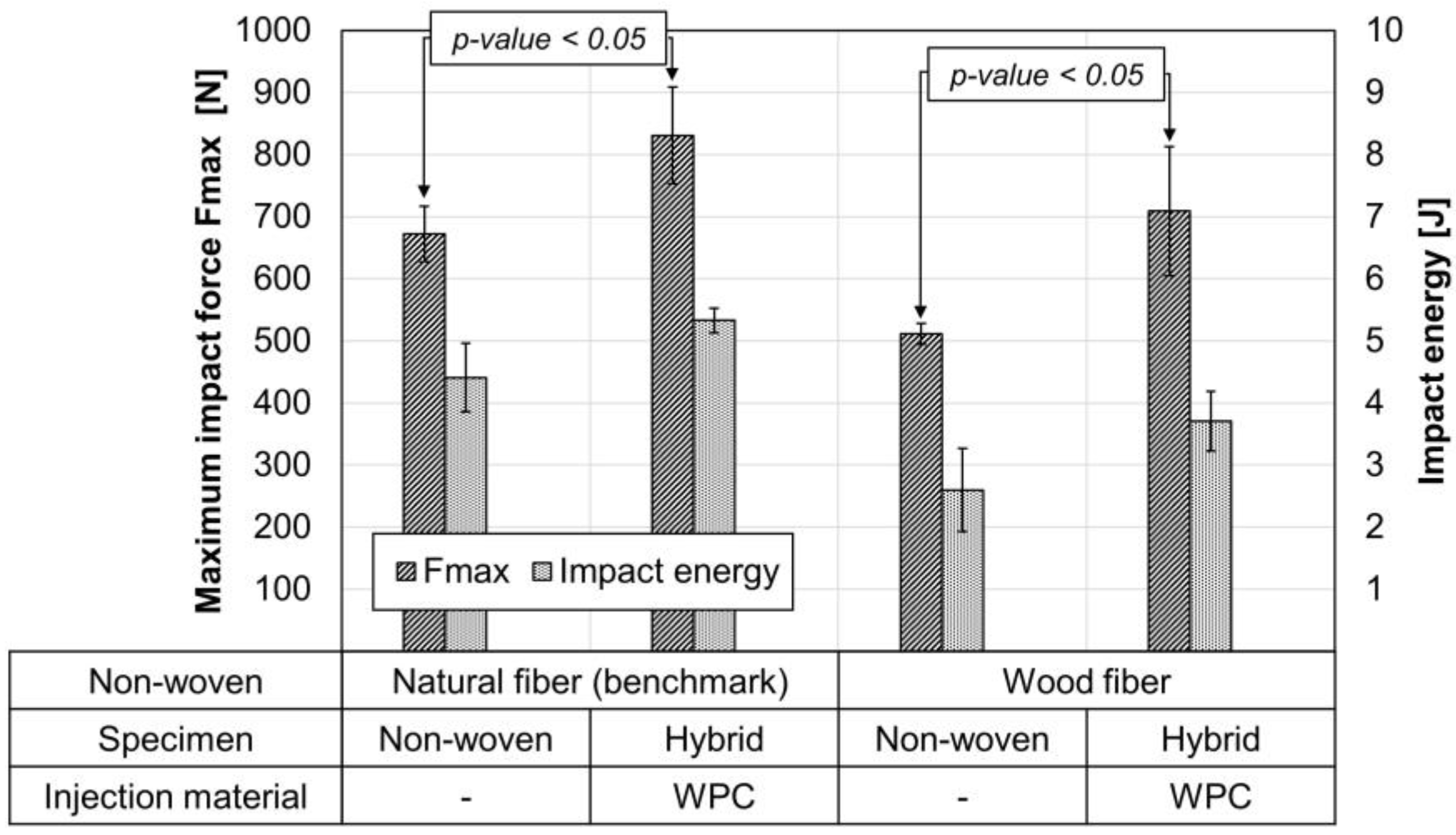
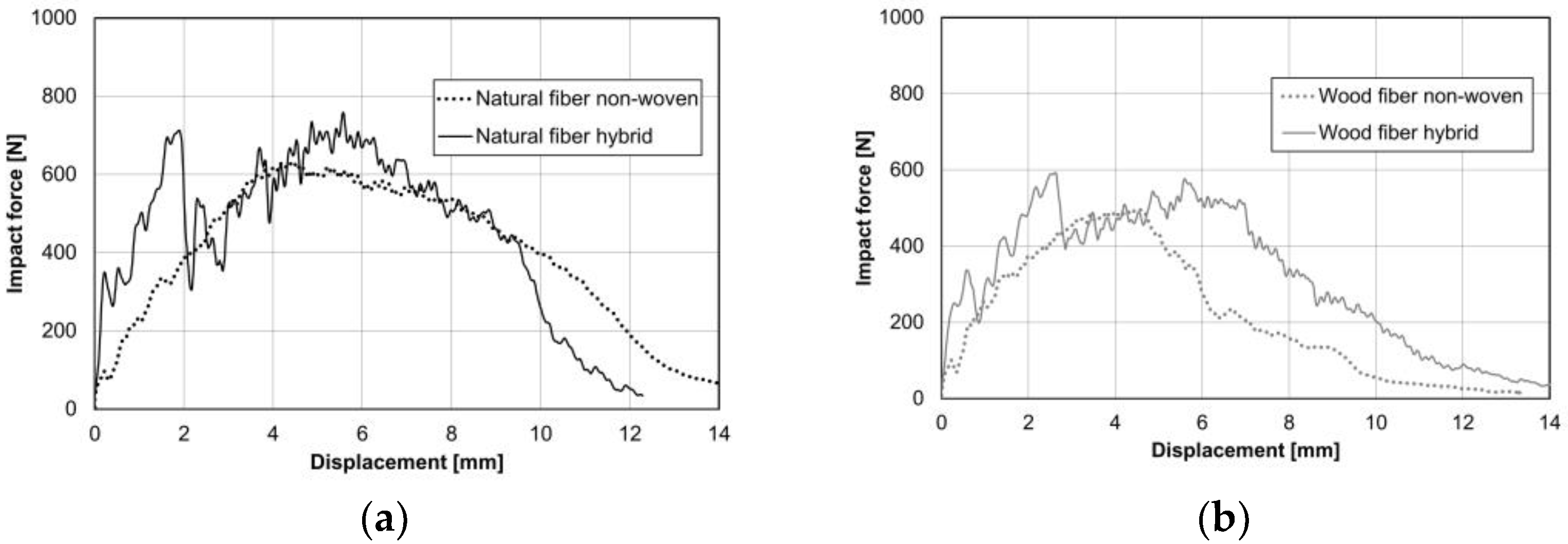
3.6. Effect of Hybridization of Non-Wovens on the Impact Behavior
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bledzki, A.K.; Faruk, O.; Sperber, V.E. Cars from Bio-Fibres. Macromol. Mater. Eng. 2006, 291, 449–457. [Google Scholar] [CrossRef]
- Müssig, J. Industrial Applications of Natural Fibres: Structure, Properties and Technical Applications; John Wiley & Sons: Chichester, UK, 2010. [Google Scholar]
- Salit, M.; Jawaid, M.; Yusoff, N.; Hoque, M. Manufacturing of Natural Fibre Reinforced Polymer Composites; Springer International Publishing: Basel, Switzerland, 2015. [Google Scholar]
- Pickering, K.L.; Aruan Efendy, M.G.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- Partanen, A.; Carus, M. Biocomposites, find the real alternative to plastic—An examination of biocomposites in the market. Reinf. Plast. 2019, 63, 317–321. [Google Scholar] [CrossRef]
- Witayakran, S.; Smitthipong, W.; Wangpradid, R.; Chollakup, R.; Clouston, P. Natural fiber composites: Review of recent automotive trends. Encycl. Renew. Sustain. Mater. 2017, 2, 166–174. [Google Scholar] [CrossRef]
- Peças, P.; Carvalho, H.; Salman, H.; Leite, M. Natural fibre composites and their applications: A review. J. Compos. Sci. 2018, 2, 66. [Google Scholar] [CrossRef] [Green Version]
- Karimah, A.; Ridho, M.R.; Munawar, S.S.; Adi, D.S.; Ismadi; Damayanti, R.; Subiyanto, B.; Fatriasari, W.; Fudholi, A. A review on natural fibers for development of eco-friendly bio-composite: Characteristics, and utilizations. J. Mater. Res. Technol. 2021, 13, 2442–2458. [Google Scholar] [CrossRef]
- Mohd, A.; Baba, N.B.; Umor, M.Z.; Mohamed, R.M. Composites of polymer blends and their applications using natural fibres: A review. In Proceedings of the International Conference on Automotive Innovation & Green Energy Vehicle (AIGEV 2020), Pekan, Malaysia, 10–11 November 2020. [Google Scholar] [CrossRef]
- Aisyah, H.A.; Paridah, M.T.; Sapuan, S.M.; Ilyas, R.A.; Khalina, A.; Nurazzi, N.M.; Lee, S.H.; Lee, C.H. A Comprehensive review on advanced sustainable woven natural fibre polymer composites. Polymers 2021, 13, 471. [Google Scholar] [CrossRef]
- Suriani, M.J.; Ilyas, R.A.; Zuhri, M.Y.M.; Khalina, A.; Sultan, M.T.H.; Sapuan, S.M.; Ruzaidi, C.M.; Wan, F.N.; Zulkifli, F.; Harussani, M.M.; et al. Critical review of natural fiber reinforced hybrid composites: Processing, properties, applications and cost. Polymers 2021, 13, 3514. [Google Scholar] [CrossRef]
- Obermeier, F.; Schumacher, M.; Barth, S.; Karlinger, P.; Michanickl, A.; Schemme, M.; Altstädt, A. Verstärkung von poly-propylen mit holzfasern durch direkt-compoundierung. Z. Kunstst. 2021, 17, 87–111. Available online: https://www.kunststoffe.de/a/fachartikel/verstaerkung-von-polypropylen-mit-holzfa-314376 (accessed on 5 January 2022). [CrossRef]
- Bürkle, E.; Scheel, G.; Darnedde, L. Energieeffiziente verarbeitung naturfaserverstärkter kunststoffe. In Kunststoffe; Carl Hanser Verlag: München, Germany, 2009; Volume 2. [Google Scholar]
- KraussMaffei Technologies GmbH. FENAFA-netzwerkverbund-teilvorhaben 9: IMC basierte technologien für den einsatz von naturfasern in innovativen Spritzgießbauteilen am beispiel von transportsystemen-schlussbericht zum vorhaben-laufzeit: 01.06.09 bis 31.05.14. In Schlussbericht; Krauss Maffei Technologies GmbH.: München, Germany, 2014. [Google Scholar] [CrossRef]
- Gusovius, H.-J.; Wallot, G.; Schierl, S.; Rinberg, R.; Hartmann, T.; Kroll, L.; Jahn, I. Processing of wet preserved natural fibers with Injection Molding Compounding (IMC). In Natural Fibres: Advances in Science and Technology Towards Indus-trial Applications; From Science to Market; Fangueiro, R., Rana, S., Eds.; Springer: Dordrecht, The Netherlands, 2016; pp. 197–210. [Google Scholar] [CrossRef]
- Yanfeng Automotive Interiors. Press images. Available online: https://www.yfai.com/en/press-images (accessed on 5 January 2022).
- Faruk, O.; Bledzki, A.K.; Fink, H.-P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Bledzki, A.; Franciszczak, P.; Osman, Z.; Elbadawi, M. Polypropylene biocomposites reinforced with softwood, abaca, jute, and kenaf fibers. Ind. Crop. Prod. 2015, 70, 91–99. [Google Scholar] [CrossRef]
- Medina, L.; Dzalto, J. Natural Fibers. Compr. Compos. Mater. II 2018, 1, 269–294. [Google Scholar] [CrossRef]
- Huber, T.; Graupner, N.; Müssig, J. Chapter 19.3 Natural fibre composite processing: A technical overview. In Industrial Applications of Natural Fibres: Structure, Properties and Technical Applications; Müssig, J., Ed.; John Wiley & Sons: Chichester, UK, 2010; pp. 407–421. [Google Scholar]
- Prömper, E. Chapter 19.4 Natural fibre-reinforced polymers in automotive interior applications. In Industrial Applications of Natural Fibres: Structure, Properties and Technical Applications; Müssig, J., Ed.; John Wiley & Sons: Chichester, UK, 2010; pp. 423–436. [Google Scholar]
- Huda, M.S.; Drzal, L.T.; Ray, D.; Mohanty, A.K.; Mishra, M. Natural-fiber composites in the automotive sector. In Properties and Performance of Natural-Fibre Composites; Pickering, K., Ed.; Woodhead Publishing: Cambridge, UK, 2008; pp. 221–268. [Google Scholar] [CrossRef]
- Englund, K.R.; Wolcott, M.P.; Hermanson, J.C. The compression of wood/thermoplastic fiber mats during consolidation. Compos. Part A Appl. Sci. Manuf. 2004, 35, 273–279. [Google Scholar] [CrossRef]
- Franciszczak, P.; Kalniņš, K.; Błędzki, A. Hybridisation of man-made cellulose and glass reinforcement in short-fibre composites for injection moulding—Effects on mechanical performance. Compos. Part B Eng. 2018, 145, 14–27. [Google Scholar] [CrossRef]
- Buschbeck, S.; Tautenhain, F.; Reichelt, C.; Rinberg, R.; Kroll, L. Composite materials made of basalt fibres and biobased matrix material for technical applications. Key Eng. Mater. 2019, 809, 639–644. [Google Scholar] [CrossRef]
- Saleem, A.; Medina, L.; Skrifvars, M.; Berglin, L. Hybrid polymer composites of bio-based bast fibers with glass, carbon and basalt fibers for automotive applications—A review. Molecules 2020, 25, 4933. [Google Scholar] [CrossRef] [PubMed]
- Graupner, N.; Sarasini, F.; Müssig, J. Ductile viscose fibres and stiff basalt fibres for composite applications—An overview and the potential of hybridisation. Compos. Part B Eng. 2020, 194, 108041. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Hinrichsen, G. Biofibres, biodegradable polymers and biocomposites: An overview. Macromol. Mater. Eng. 2000, 276–277, 1–24. [Google Scholar] [CrossRef]
- Robledo-Ortíz, J.R.; del Campo, A.S.M.; Blackaller, J.A.; González-López, M.E.; Fonseca, A.A.P. Valorization of sugarcane straw for the development of sustainable biopolymer-based composites. Polymers 2021, 13, 3335. [Google Scholar] [CrossRef]
- Jamadi, A.H.; Razali, N.; Petrů, M.; Taha, M.M.; Muhammad, N.; Ilyas, R.A. Effect of chemically treated kenaf fibre on mechanical and thermal properties of PLA composites prepared through Fused Deposition Modeling (FDM). Polymers 2021, 13, 3299. [Google Scholar] [CrossRef]
- Temesgen, S.; Rennert, M.; Tesfaye, T.; Nase, M. Review on spinning of biopolymer fibers from starch. Polymers 2021, 13, 1121. [Google Scholar] [CrossRef] [PubMed]
- Olkhov, A.A.; Mastalygina, E.E.; Ovchinnikov, V.A.; Monakhova, T.V.; Vetcher, A.A.; Iordanskii, A.L. Thermo-Oxidative destruction and biodegradation of nanomaterials from composites of Poly(3-hydroxybutyrate) and Chitosan. Polymers 2021, 13, 3528. [Google Scholar] [CrossRef] [PubMed]
- Glaskova-Kuzmina, T.; Starkova, O.; Gaidukovs, S.; Platnieks, O.; Gaidukova, G. Durability of biodegradable polymer nanocomposites. Polymer 2021, 13, 3375. [Google Scholar] [CrossRef]
- Khoshnava, S.M.; Rostami, R.; Ismail, M.; Rahmat, A.R.; Ogunbode, E. Woven hybrid Biocomposite: Mechanical properties of woven kenaf bast fibre/oil palm empty fruit bunches hybrid reinforced poly hydroxybutyrate biocomposite as non-structural building materials. Constr. Build. Mater. 2017, 154, 155–166. [Google Scholar] [CrossRef]
- Ailenei, E.C.; Ionesi, S.D.; Dulgheriu, I.; Loghin, M.C.; Isopescu, D.N.; Maxineasa, S.G.; Baciu, I.-R. New waste-based composite material for construction applications. Materials 2021, 14, 6079. [Google Scholar] [CrossRef] [PubMed]
- Harussani, M.; Sapuan, S.; Rashid, U.; Khalina, A. Development and characterization of polypropylene waste from personal protective equipment (PPE)-derived char-filled sugar palm starch biocomposite briquettes. Polymers 2021, 13, 1707. [Google Scholar] [CrossRef] [PubMed]
- Syuhada, D.N.; Azura, A.R. Waste natural polymers as potential fillers for biodegradable latex-based composites: A review. Polymers 2021, 13, 3600. [Google Scholar] [CrossRef]
- Basri, M.S.M.; Shah, N.N.A.K.; Sulaiman, A.; Tawakkal, I.S.M.A.; Nor, M.Z.M.; Ariffin, S.H.; Ghani, N.H.A.; Salleh, F.S.M. Progress in the valorization of fruit and vegetable wastes: Active packaging, biocomposites, by-products, and innovative technologies used for bioactive compound extraction. Polymers 2021, 13, 3503. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Akbulut, T.; Dundar, T.; White, R.H.; Mengeloglu, F.; Buyuksari, U.; Candan, Z.; Avci, E. Effect of boron and phosphate compounds on physical, mechanical, and fire properties of wood-polypropylene composites. Constr. Build. Mater. 2012, 33, 63–69. [Google Scholar] [CrossRef]
- Renner, J.S.; Mensah, R.A.; Jiang, L.; Xu, Q.; Das, O.; Berto, F. Fire behavior of wood-based composite materials. Polymers 2021, 13, 4352. [Google Scholar] [CrossRef]
- Saba, N.; Jawaid, M.; Alothman, O.Y.; Inuwa, I.; Hassan, A. A review on potential development of flame retardant kenaf fibers reinforced polymer composites. Polym. Adv. Technol. 2016, 28, 424–434. [Google Scholar] [CrossRef]
- Hu, W.; Zhang, Y.; Qi, Y.; Wang, H.; Liu, B.; Zhao, Q.; Zhang, J.; Duan, J.; Zhang, L.; Sun, Z.; et al. Improved mechanical properties and flame retardancy of wood/PLA all-degradable biocomposites with novel lignin-based flame retardant and TGIC. Macromol. Mater. Eng. 2020, 305, 1900840. [Google Scholar] [CrossRef]
- Dzalto, J. Entwicklung eines großserientauglichen Aufheizprozesses für naturfaserverstärkte Kunststoffe. Ph.D. Thesis, Technische Universität Kaiserslautern, Kaiserslautern, Germany, 4 July 2018. Available online: https://nbn-resolving.org/urn:nbn:de:hbz:386-kluedo-53183 (accessed on 5 January 2022).
- Schemme, M. LFT-development status and perspectives. Reinf. Plast. 2008, 52, 32–39. [Google Scholar] [CrossRef]
- Ryntz, R.A. Challenges in interior automotive component manufacturing. In Plastics in Automotive Engineering 2017; Mannheim, Germany; VDI Wissensforum GmbH Ed.; VDI Verlag: Düsseldorf, Germany, 2017. [Google Scholar] [CrossRef]
- Hybride Spritzguss-Technologien. Available online: https://www.plastverarbeiter.de/verarbeitungsverfahren/spritzgiessen/fertigungsverfahren-fuer-leichte-tuerinnenverkleidungen.html (accessed on 8 July 2021).
- Bravo, S.F. Innovation close to the market in automotive composites. In EuPC Annual Meeting; Automotive & Transportation Forum: Brussels, Belgium, 2014. [Google Scholar]
- Jost, C.C. NFPP-Hybrid: Trends for Automotive Interior Applications with Natural Composites. Available online: https://jecworld2019.sched.com/event/KO8K/nfpp-hybrid-trends-for-automotive-interior-applications-with-natural-composites (accessed on 5 January 2022).
- Hugo Stiehl GmbH Kunststoffverarbeitung. FENAFA-Netzwerkverbund-Teilvorhaben 7: Oberflächenendbearbeitete Naturfaserverstärkte Bauteile Für Kfz-Innenverkleidungen unter Verwendung Komplexer Spritzgießtechnologien. Available online: https://www.tib.eu/en/suchen/id/TIBKAT:862406323/ (accessed on 5 January 2022). [CrossRef]
- Heßner, S.; Lehmann, K.; Jahn, I.; Zscheyge, M.; Rinberg, R.; Buschbeck, S.; Bergert, M.; Ohlzen-Wendy, A.; Bondarik, S.; Brückner, T.; et al. Naturfaserverstärkte biokunststoffverbunde und innovative herstellungsverfahren für leichtbau-hybridformteile mit hohen struktur- und sicherheitsanforderungen. In Technomer; Technische Universität Chemnitz: Chemnitz, Germany, 2021; ISBN 978-3-939382-15-7. [Google Scholar]
- Ouali, A.A.; Rinberg, R.; Nendel, W.; Kroll, L.; Richter, A.; Spange, S.; Siegel, C.; Buchelt, B.; Wagenführ, A. New biocomposites for lightweight structures and their processes. Mater. Sci. Forum 2015, 825–826, 1055–1062. [Google Scholar] [CrossRef]
- Ouali, A.A.; Rinberg, R.; Kroll, L.; Nendel, W.; Todorov, A.; Cebulla, H. Natural fibre reinforced bioplastics-innovative semi-finished products for series production. Key Eng. Mater. 2017, 742, 255–262. [Google Scholar] [CrossRef]
- Ouali, A.A.; Rinberg, R.; Nendel, W.; Kroll, L.; Siegel, C.; Buchelt, B.; Wagenführ, A.; Trommler, K.; Schreiter, K.; John, R.; et al. Natural unidirectional sheet processes for fibre reinforced bioplastics. AIP Conf. Proc. 2017, 1914, 060005. [Google Scholar] [CrossRef] [Green Version]
- Pingulkar, H.; Mache, A.; Munde, Y.; Siva, I. A comprehensive review on drop weight impact characteristics of bast natural fiber reinforced polymer composites. Mater. Today Proc. 2021, 44 Pt 5, 3872–3880. [Google Scholar] [CrossRef]
- Koffi, A.; Koffi, D.; Toubal, L. Mechanical properties and drop-weight impact performance of injection-molded HDPE/birch fiber composites. Polym. Test. 2021, 93, 106956. [Google Scholar] [CrossRef]
- Shah, A.U.M.; Sultan, M.T.H.; Safri, S.N.A. Experimental evaluation of low velocity impact properties and damage progression on bamboo/glass hybrid composites subjected to different impact energy levels. Polymers 2020, 12, 1288. [Google Scholar] [CrossRef]
- Puech, L.; Ramakrishnan, K.R.; Le Moigne, N.; Corn, S.; Slangen, P.R.; Le Duc, A.; Boudhani, H.; Bergeret, A. Investigating the impact behaviour of short hemp fibres reinforced polypropylene biocomposites through high speed imaging and finite element modelling. Compos. Part A Appl. Sci. Manuf. 2018, 109, 428–439. [Google Scholar] [CrossRef]
- Clemons, C. Elastomer modified polypropylene–polyethylene blends as matrices for wood flour-plastic composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1559–1569. [Google Scholar] [CrossRef]
- Huber, T.; Bickerton, S.; Müssig, J.; Pang, S.; Staiger, M.P. Flexural and impact properties of all-cellulose composite laminates. Compos. Sci. Technol. 2013, 88, 92–98. [Google Scholar] [CrossRef]
- Zhang, X.; Li, T.-T.; Peng, H.-K.; Wang, Z.; Huo, J.; Lou, C.-W.; Lin, J.-H. Synergistic effects of needle punching and shear-thickening fluid on sandwich-structured composites made of nonwoven and woven fabrics. Fibers Polym. 2020, 21, 1515–1522. [Google Scholar] [CrossRef]
- Obermeier, F.; Schumacher, M.; Barth, S.; Karlinger, P.; Schemme, M.; Michanickl, A. Thermoplastische hybridverbunde mit holzfaserverstärkung. In Technomer; Technische Universität Chemnitz: Chemnitz, Germany, 2019; ISBN 978-3-939382-14-0. [Google Scholar]
- Plinke, B.; Benthien, J.T.; Krause, A.; Krause, K.C.; Schirp, A.; Teuber, L. Optische Größenvermessung von holzpartikeln für die WPC-herstellung. Holztechnologie 2016, 57, 43–50. Available online: https://publica.fraunhofer.de/eprints/urn_nbn_de_0011-n-4176071.pdf (accessed on 5 January 2022).
- Imken, A.A.P.; Plinke, B.; Mai, C. Characterisation of hardwood fibres used for wood fibre insulation boards (WFIB). Eur. J. Wood Wood Prod. 2021, 79, 915–924. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| WPC (Benchmark) | Direct-Compound | |
|---|---|---|
| Wood fibers | Spruce mixed with fir (20 wt.-%) | Spruce (20 wt.-%) |
| Polymer | PP homopolymer (78.8 wt.-%) | PP homopolymer (77 wt.-%) |
| Additive | Coupling agent (1.2 wt.-%) | Coupling agent (3 wt.-%) |
| Tensile modulus | (3010 ± 50) MPa | (2940 ± 210) MPa |
| Tensile strength | (39 ± 1) MPa | (42 ± 3) MPa |
| MFR | (20 ± 1) g/10 min | (12 ± 1) g/10 min |
| Natural Fiber Non-Woven (Benchmark) | Wood Fiber Non-Woven | |
|---|---|---|
| Fiber | Kenaf, hemp (50 wt.-%) | Spruce (50 wt.-%) |
| Polymer | PP-fiber | PP-fiber |
| Tensile modulus [MPa] | 2900 ± 200 | 2950 ± 60 |
| Tensile strength [MPa] | 28 ± 2 | 28 ± 2 |
| Surface weight [g/m²] | 1800 ± 50 | 1920 ± 40 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Obermeier, F.; Karlinger, P.; Schemme, M.; Altstädt, V. Thermoplastic Hybrid Composites with Wood Fibers: Bond Strength of Back-Injected Structures. Materials 2022, 15, 2473. https://doi.org/10.3390/ma15072473
Obermeier F, Karlinger P, Schemme M, Altstädt V. Thermoplastic Hybrid Composites with Wood Fibers: Bond Strength of Back-Injected Structures. Materials. 2022; 15(7):2473. https://doi.org/10.3390/ma15072473
Chicago/Turabian StyleObermeier, Frederik, Peter Karlinger, Michael Schemme, and Volker Altstädt. 2022. "Thermoplastic Hybrid Composites with Wood Fibers: Bond Strength of Back-Injected Structures" Materials 15, no. 7: 2473. https://doi.org/10.3390/ma15072473
APA StyleObermeier, F., Karlinger, P., Schemme, M., & Altstädt, V. (2022). Thermoplastic Hybrid Composites with Wood Fibers: Bond Strength of Back-Injected Structures. Materials, 15(7), 2473. https://doi.org/10.3390/ma15072473