
Effect of Cold Swaging on the Bulk Gradient Structure Formation and Mechanical Properties of a 316-Type Austenitic Stainless Steel

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Processing
2.2. Finite Element Simulation
2.3. Microstructural Observations
2.4. Determination of Mechanical Properties
3. Results
3.1. Effect of Cold Swaging on the Bulk Gradient Structure Formation
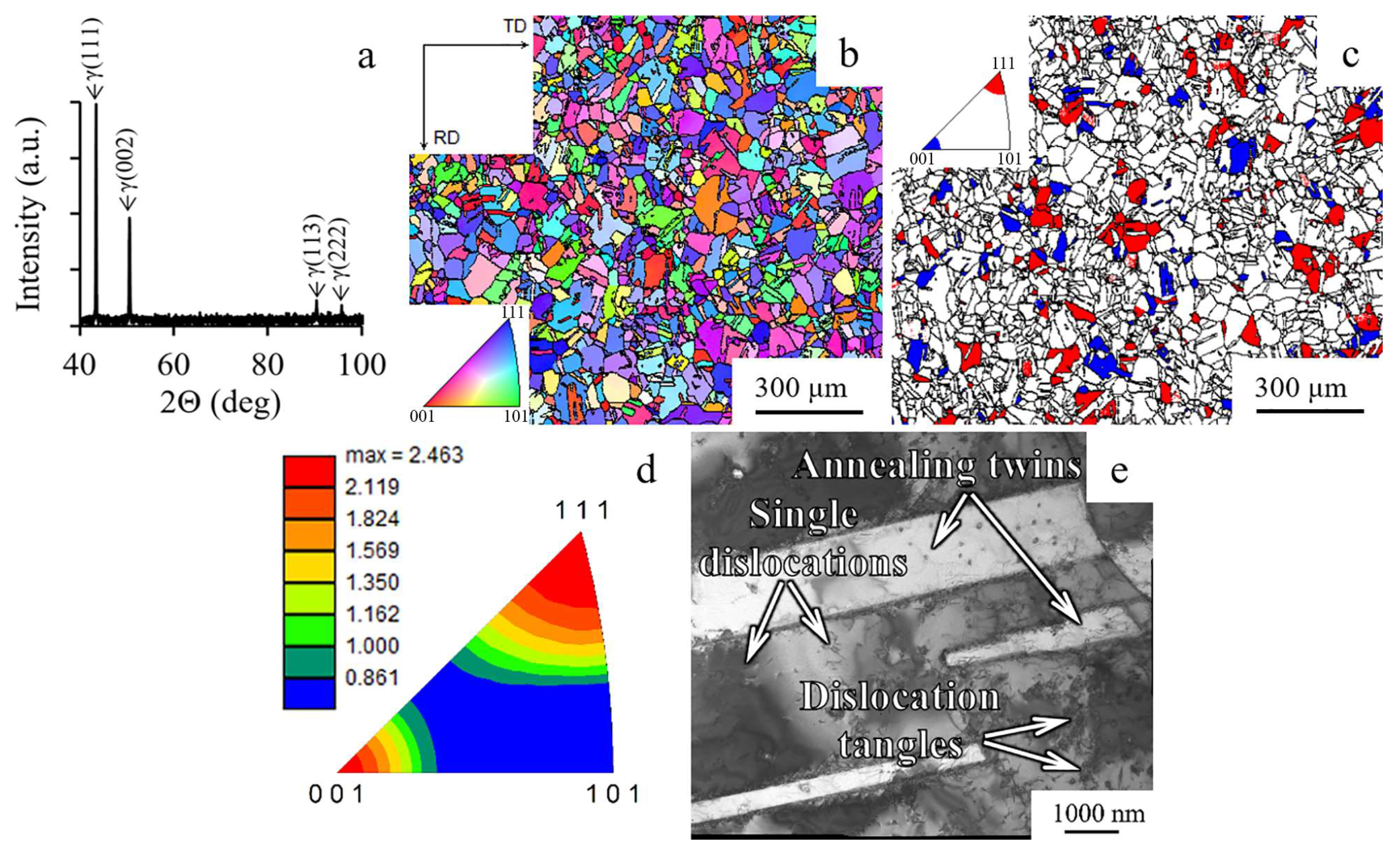
3.1.1. As-Received Structure
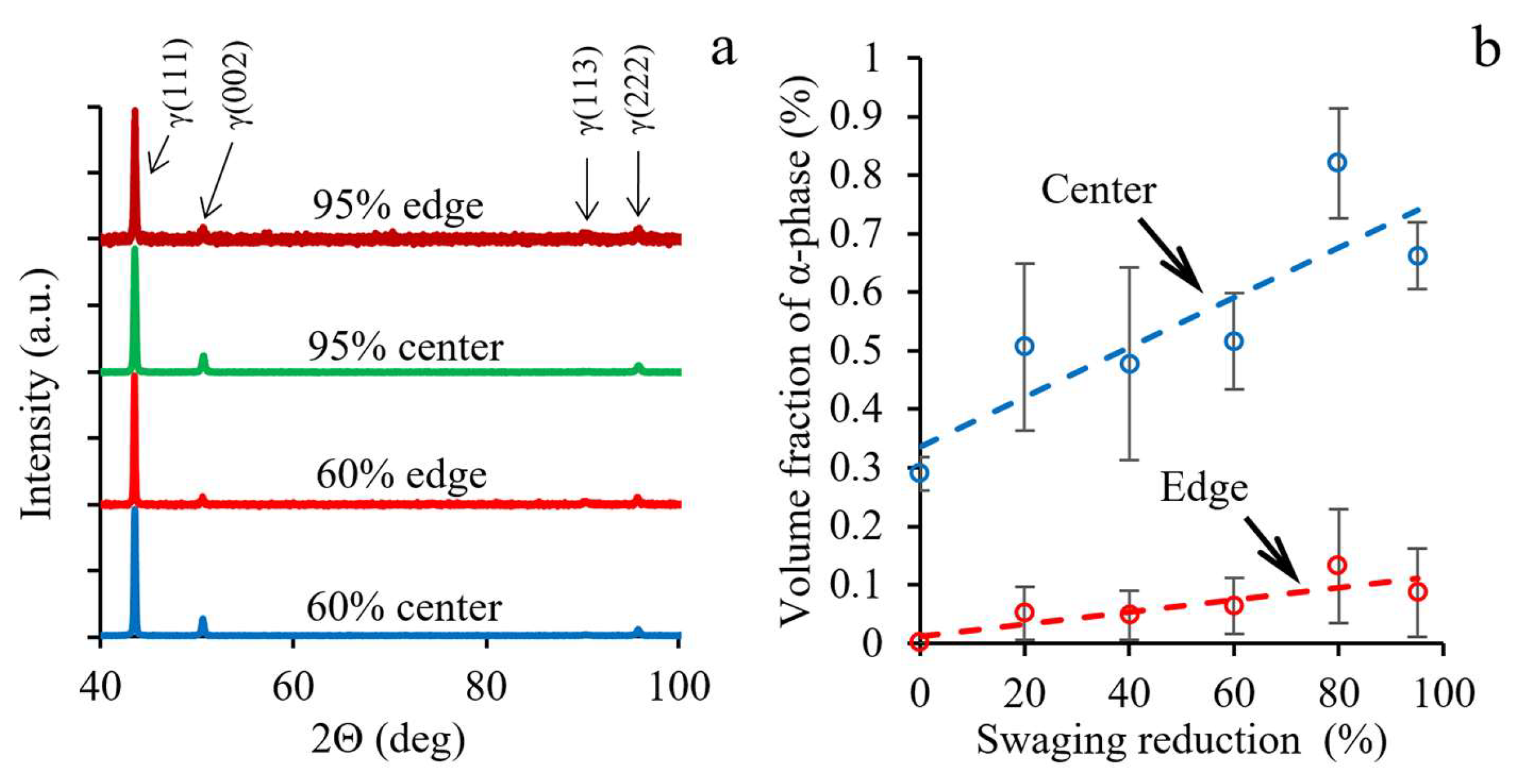
3.1.2. Phase Content Evolution
3.1.3. EBSD Analysis
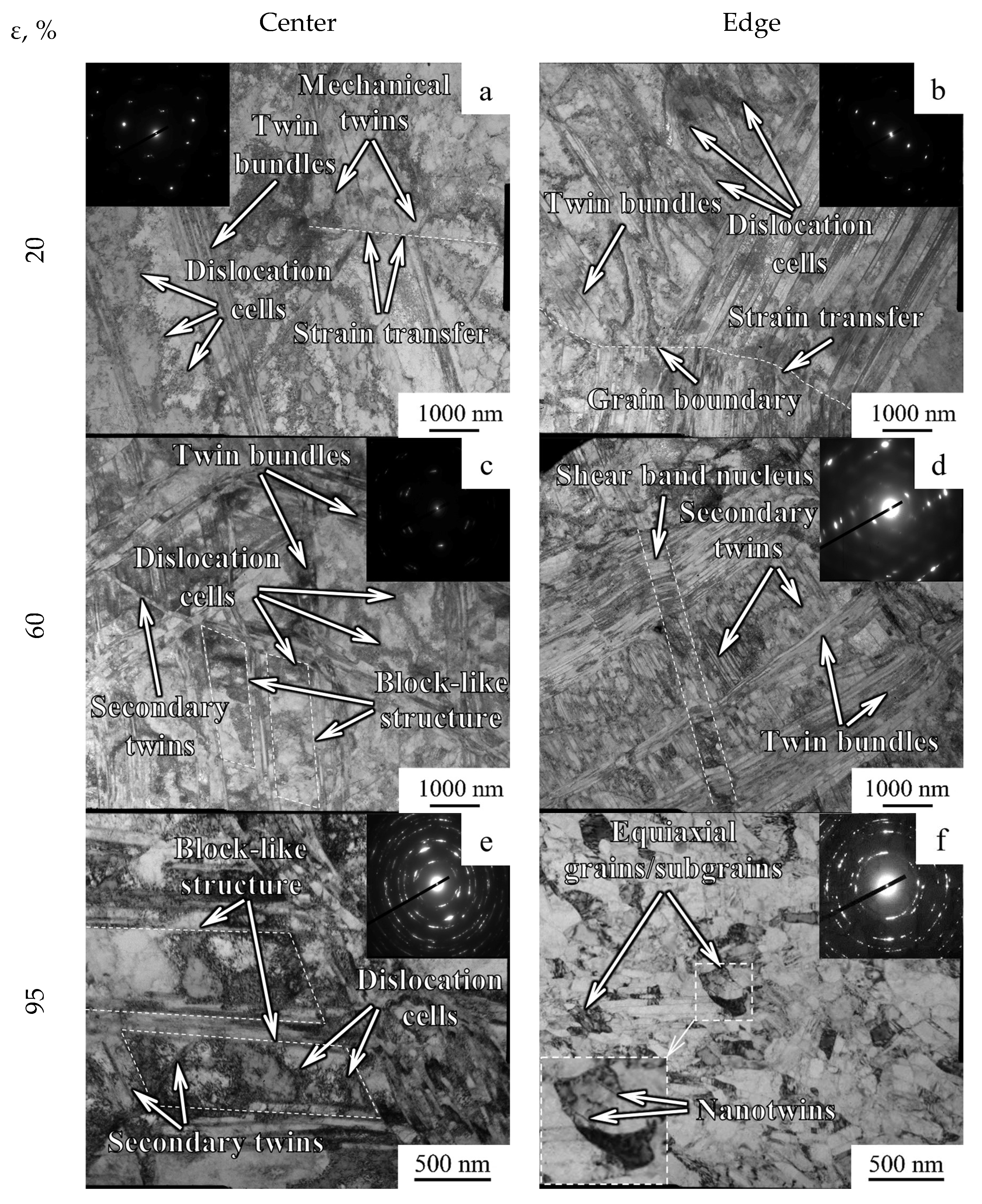
3.1.4. TEM Observations
3.2. Effect of Cold Swaging on Mechanical Properties
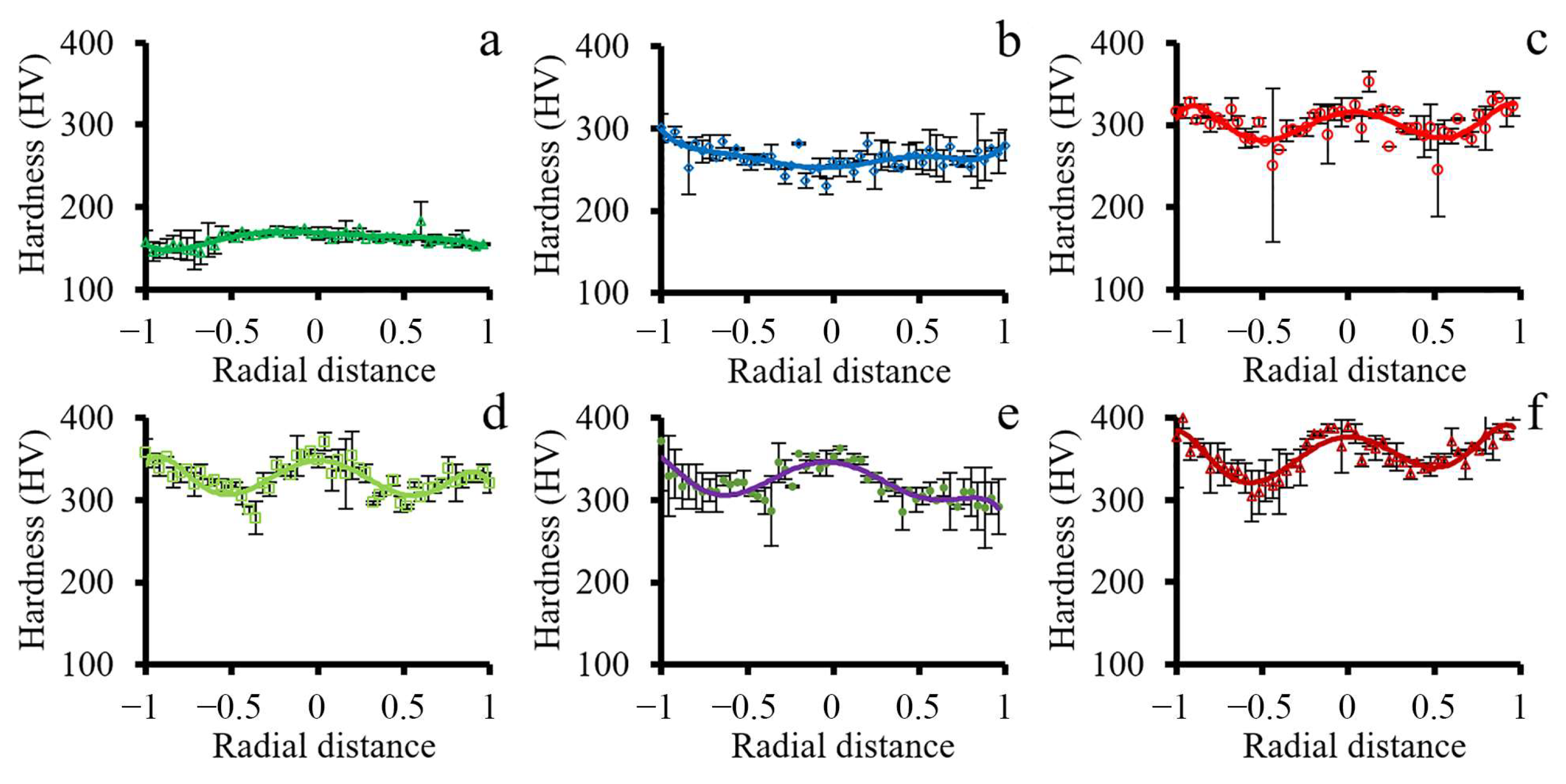
3.2.1. Microhardness
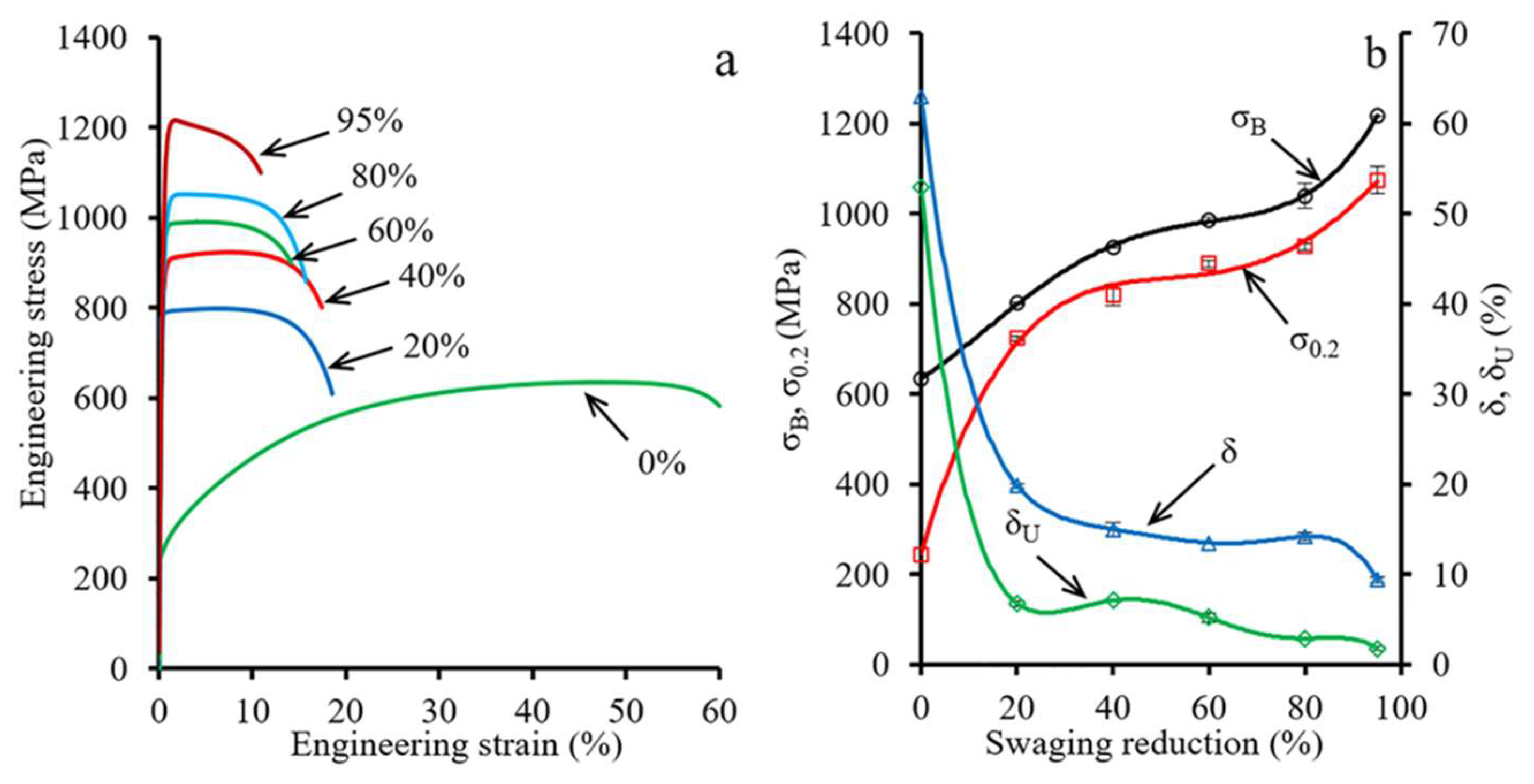
3.2.2. Tensile Testing
4. Discussion
4.1. Finite Element Simulation of Swaging Processing
4.2. Gradient Structure Formation
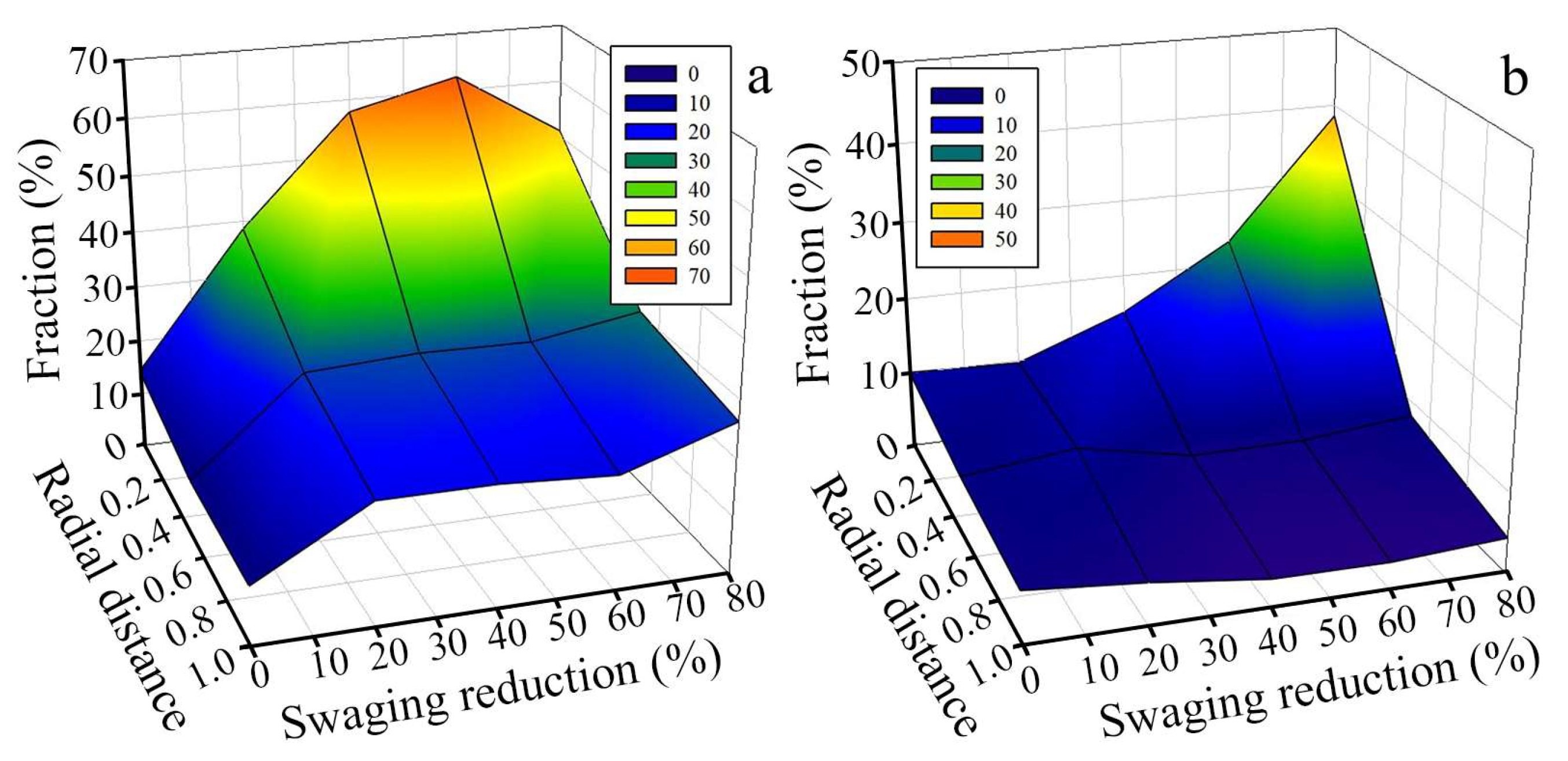
4.2.1. Gradient Texture Evolution
4.2.2. Recovery and Recrystallization Development
4.2.3. Stages of Bulk Gradient Structure Formation
4.3. Mechanical Properties Analysis
4.3.1. Microhardness Distribution
4.3.2. Tensile Properties Analysis
4.3.3. Strain Hardening Rate Analysis
5. Conclusions
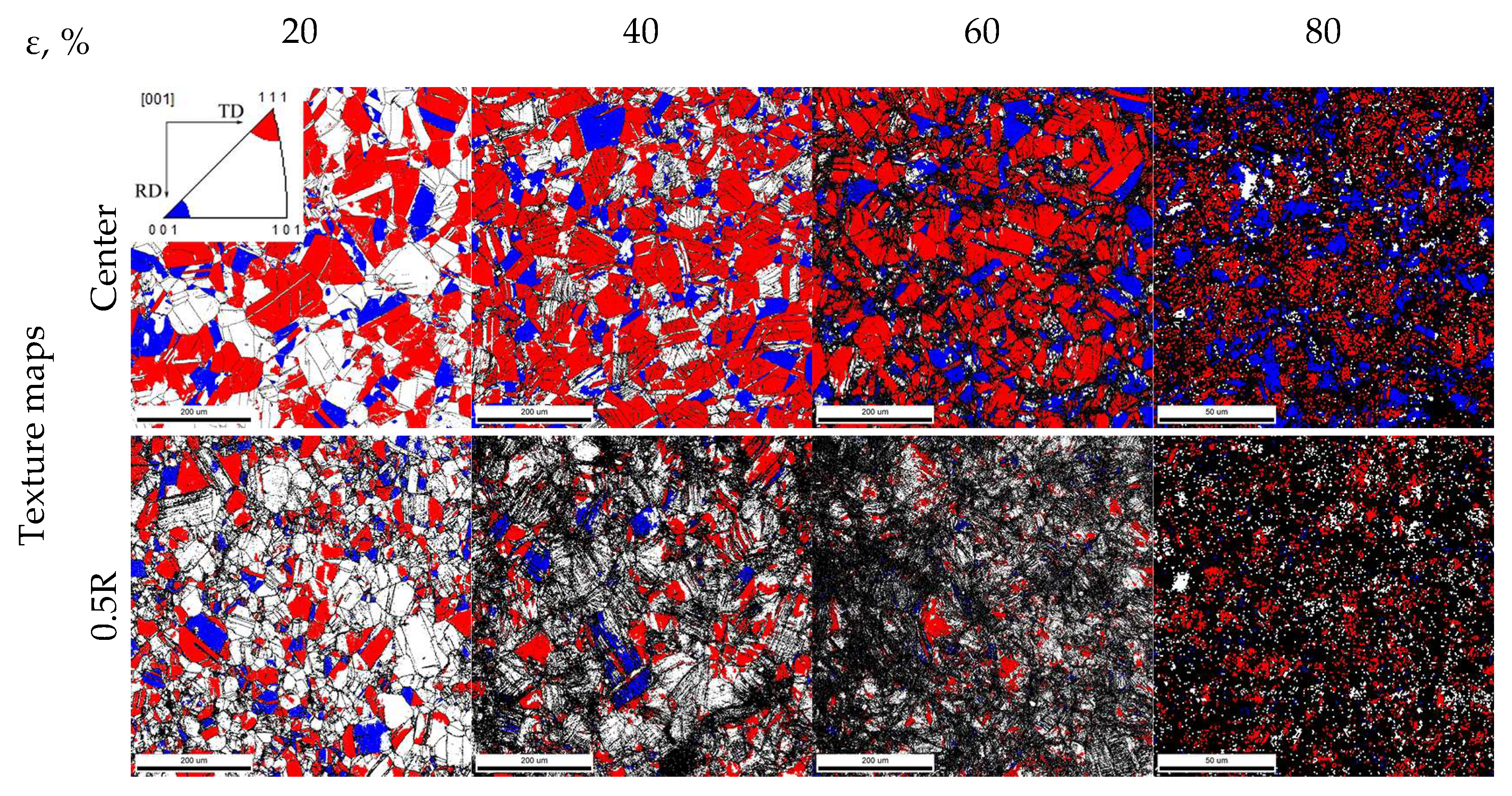
- Three stages of the gradient structure formation were distinguished: 1st stage (a 20% swaging reduction)—detached twin bundles in the center and the twin-matrix structure at the edge; 2nd stage (a 40–80% swaging reduction)—the block-like structure in the center and the twin-matrix structure fragmented by shear bands at the edge; 3rd stage (a 95% swaging reduction)—the block-like structure in the center and the twin-matrix structure fragmented by fine sub-grains formation at the edge.
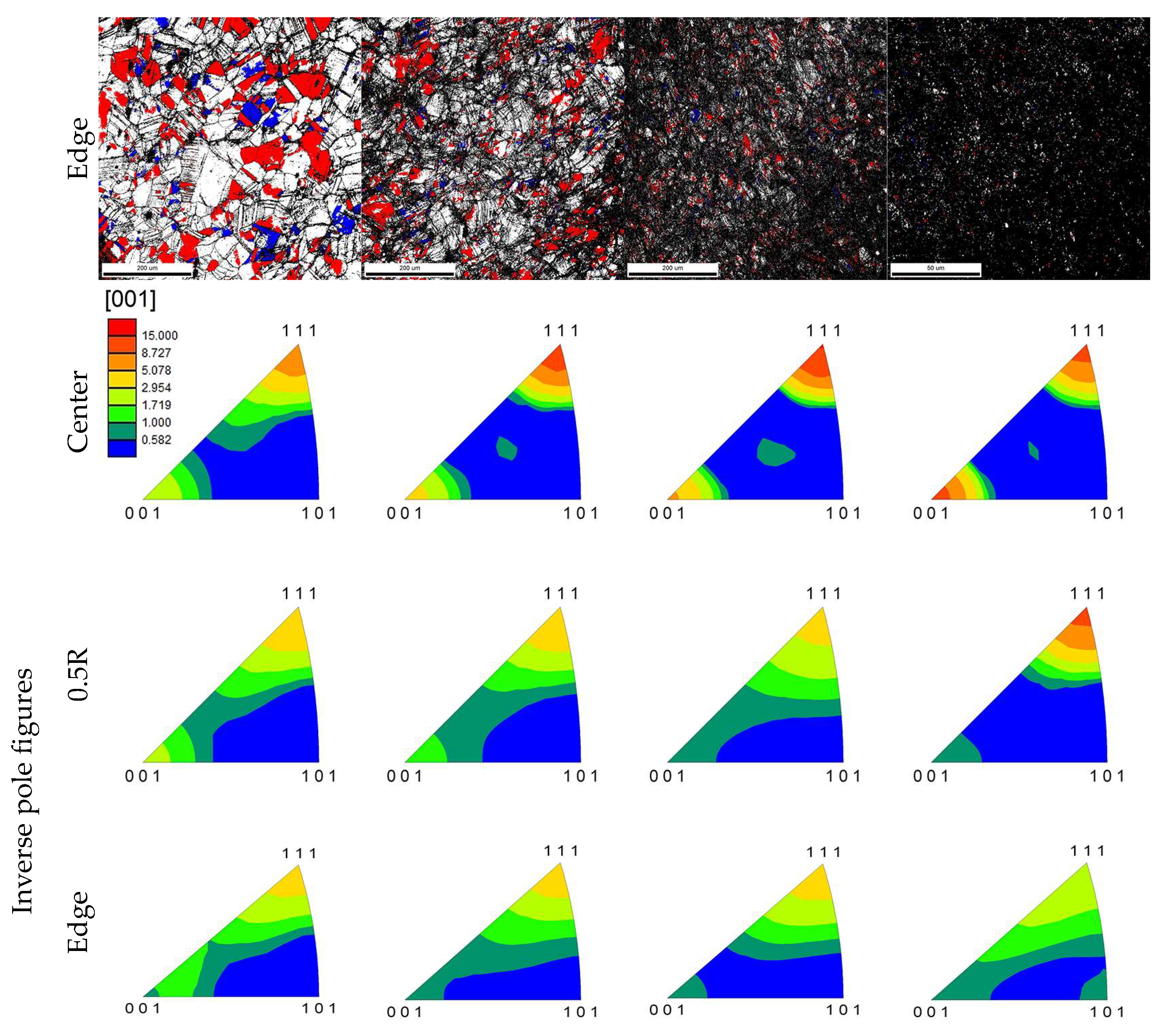
- The strong two-component 111ǁBA and 001ǁBA and weak one-component 111ǁBA textures in the center and edge, respectively, were developed during swaging. In the center, the fraction of 111ǁRA-oriented grains reached a maximum of 63% after a 60% reduction with a following decrease to 51% after an 80% reduction, while the fraction of 001ǁRA-oriented grains increased steadily. The fraction of 111ǁRA- and 001ǁRA-oriented grains at the edge did not exceed 24–27%.
- Swaging resulted in non-uniform strain accumulation. Higher plastic strain was accumulated in the surface layers compared to the rod center. Meanwhile, moderate tensile and compressive axial stresses were obtained in the center during cold swaging. Yet, high compressive axial stresses were derived at the edge. The increase of cold swaging reduction led to the development of dislocation cells and cell blocks that promote additional strengthening factors for the gradient structured materials.
- Until a 40% reduction, significant tensile strengthening and loss of ductility occurred. After the 40, 60, and 80% reduction, the saturation of ductility (δ–14%) with strengthening occurred (σ0.2—from ~820 to ~930 MPa; σB—from ~930 to ~1020 MPa). After a 95% reduction, further increasing ultimate and yield strength and decreasing ductility were obtained.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Beddoes, J.; Parr, J.G. Introduction to Stainless Steels, 3rd ed.; ASM International: Materials Park, OH, USA, 1999. [Google Scholar]
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent developments in stainless steels. Mater. Sci. Eng. R Rep. 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Shakhova, I.; Dudko, V.; Belyakov, A.; Tsuzaki, K.; Kaibyshev, R. Effect of large strain cold rolling and subsequent annealing on microstructure and mechanical properties of an austenitic stainless steel. Mater. Sci. Eng. A 2012, 545, 176–186. [Google Scholar] [CrossRef]
- Ueno, H.; Kakihata, K.; Kaneko, Y.; Hashimoto, S.; Vinogradov, A. Enhanced fatigue properties of nanostructured austenitic SUS 316L stainless steel. Acta Mater. 2011, 59, 7060–7069. [Google Scholar] [CrossRef]
- Üçok, I.; Ando, T.; Grant, N.J. Property enhancement in Type 316L stainless steel by spray forming. Mater. Sci. Eng. A 1991, 133, 284–287. [Google Scholar] [CrossRef]
- Panov, D.; Pertsev, A.; Smirnov, A.; Khotinov, V.; Simonov, Y. Metastable austeniticsteel structure and mechanical properties evolution in the process of cold radial forging. Materials 2019, 12, 2058. [Google Scholar] [CrossRef] [Green Version]
- Fang, T.H.; Li, W.L.; Tao, N.R.; Lu, K. Revealing extraordinary intrinsic tensile plasticity in gradient nano-grained copper. Science 2011, 331, 1587–1590. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Gao, B.; Huang, Z.; Zhou, H.; Mao, Q.; Li, Y. Design for strength-ductility synergy of 316L stainless steel with heterogeneous lamella structure through medium cold rolling and annealing. Vacuum 2018, 157, 128–135. [Google Scholar] [CrossRef]
- Wu, X.; Zhu, Y. Heterogeneous materials: A new class of materials with unprecedented mechanical properties. Mater. Res. Lett. 2017, 5, 527–532. [Google Scholar] [CrossRef]
- Lei, C.; Deng, X.; Li, X.; Wang, Z. Simultaneous enhancement of strength and ductility through coordination deformation and multi-stage transformation induced plasticity (TRIP) effect in heterogeneous metastable austenitic steel. Scr. Mater. 2019, 162, 421–425. [Google Scholar] [CrossRef]
- Yan, F.K.; Liu, G.Z.; Tao, N.R.; Lu, K. Strength and ductility of 316L austenitic stainless steel strengthened by nano-scale twin bundles. Acta Mater. 2012, 60, 1059–1071. [Google Scholar] [CrossRef]
- Wu, X.L.; Yang, M.X.; Yuan, F.P.; Chen, L.; Zhu, Y.T. Combining gradient structure and TRIP effect to produce austenite stainless steel with high strength and ductility. Acta Mater. 2016, 112, 337–346. [Google Scholar] [CrossRef] [Green Version]
- Xing, J.; Yuan, F.; Wu, X. Enhanced quasi-static and dynamic shear properties by heterogeneous gradient and lamella structures in 301 stainless steels. Mater. Sci. Eng. A 2017, 680, 305–316. [Google Scholar] [CrossRef] [Green Version]
- Gu, J.; Zhang, L.; Ni, S.; Song, M. Effects of grain size on the microstructures and mechanical properties of 304 austenitic steel processed by torsional deformation. Micron 2018, 105, 93–97. [Google Scholar] [CrossRef] [PubMed]
- Huang, H.W.; Wang, Z.B.; Lu, J.; Lu, K. Fatigue behaviors of AISI 316L stainless steel with a gradient nanostructured surface layer. Acta Mater. 2015, 87, 150–160. [Google Scholar] [CrossRef]
- Lei, Y.B.; Wang, Z.B.; Zhang, B.; Luo, Z.P.; Lu, J.; Lu, K. Enhanced mechanical properties and corrosion resistance of 316L stainless steel by pre-forming a gradient nanostructured surface layer and annealing. Acta Mater. 2021, 208, 116773. [Google Scholar] [CrossRef]
- Panov, D.O.; Chernichenko, R.S.; Naumov, S.V.; Pertcev, A.S.; Stepanov, N.D.; Zherebtsov, S.V.; Salishchev, G.A. Excellent strength-toughness synergy in metastable austenitic stainless steel due to gradient structure formation. Mater. Lett. 2021, 303, 130585. [Google Scholar] [CrossRef]
- Ghaei, A.; Movahhedy, M.R. Die design for the radial forging process using 3D FEM. J. Mater. Process. Technol. 2007, 182, 534–539. [Google Scholar] [CrossRef]
- Schey, J.A. Tribology in Metalworking: Friction, Lubrication, and Wear; American Society for Metals: Almere, The Netherlands, 1983. [Google Scholar]
- Edwards, T.E.J.; Di Gioacchino, F.; Clegg, W.J. An experimental study of the polycrystalline plasticity of lamellar titanium aluminide. Int. J. Plast. 2019, 118, 291–319. [Google Scholar] [CrossRef]
- Lu, J.; Hultman, L.; Holmström, E.; Antonsson, K.H.; Grehk, M.; Li, W.; Vitos, L.; Golpayegani, A. Stacking fault energies in austenitic stainless steels. Acta Mater. 2016, 111, 39–46. [Google Scholar] [CrossRef]
- Curtze, S.; Kuokkala, V.T. Dependence of tensile deformation behavior of TWIP steels on stacking fault energy, temperature and strain rate. Acta Mater. 2010, 58, 5129–5141. [Google Scholar] [CrossRef]
- Calmunger, M.; Chai, G.; Eriksson, R.; Johansson, S.; Moverare, J.J. Characterization of Austenitic Stainless Steels Deformed at Elevated Temperature. Metall. Mater. Trans. A 2017, 48, 4525–4538. [Google Scholar] [CrossRef]
- Yonezawa, T.; Suzuki, K.; Ooki, S.; Hashimoto, A. The effect of chemical composition and heat treatment conditions on stacking fault energy for Fe-Cr-Ni austenitic stainless steel. Metall. Mater. Trans. A 2013, 44, 5884–5896. [Google Scholar] [CrossRef]
- Lebyodkin, M.; Amouzou, K.; Lebedkina, T.; Richeton, T.; Roth, A. Complexity and anisotropy of plastic flow of α-Ti probed by acoustic emission and local extensometry. Materials 2018, 11, 1061. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, C.; Juul Jensen, D.; Yu, T. Microstructure and Texture Evolution During Cold Rolling of 316L Stainless Steel. Metall. Mater. Trans. A 2021, 52, 4100–4111. [Google Scholar] [CrossRef]
- Molnár, D.; Sun, X.; Lu, S.; Li, W.; Engberg, G.; Vitos, L. Effect of temperature on the stacking fault energy and deformation behaviour in 316L austenitic stainless steel. Mater. Sci. Eng. A 2019, 759, 490–497. [Google Scholar] [CrossRef]
- Karaman, I.; Sehitoglu, H.; Chumlyakov, Y.I.; Maier, H.J. The Deformation of Low-Stacking-Fault-Energy Austenitic Steels. Jom 2002, 54, 31–37. [Google Scholar] [CrossRef]
- Suwas, S.; Ray, R.K.; Satyam Suwas, R.K.R. Crystallographic Texture of Materials; Springer: London, UK, 2014; ISBN 9781447163138. [Google Scholar]
- Li, Y.S.; Tao, N.R.; Lu, K. Microstructural evolution and nanostructure formation in copper during dynamic plastic deformation at cryogenic temperatures. Acta Mater. 2008, 56, 230–241. [Google Scholar] [CrossRef]
- Litovchenko, I.Y.; Tyumentsev, A.N.; Shevchenko, N.V.; Korznikov, A.V. Evolution of structural and phase states at large plastic deformations of an austenitic steel 17Cr-14Ni-2Mo. Phys. Met. Metallogr. 2011, 112, 412–423. [Google Scholar] [CrossRef]
- Tyumentsev, A.N.; Litovchenko, I.Y.; Pinzhin, Y.P.; Korotaev, A.D.; Surikova, N.S.; Girsova, S.L.; Nesterenkov, V.A. A new mechanism of localization of deformation in austenitic steels: I. The model of nonequilibrium phase (martensitic) transformations in fields of high local stresses. Phys. Met. Metallogr. 2003, 95, 186–195. [Google Scholar]
- Tyumentsev, A.N.; Litovchenko, I.Y.; Pinzhin, Y.P.; Korotaev, A.D.; Girsova, C.L.; Nesterenkov, V.A. A new mechanism of localization of deformation in austenitic steels: II. Effect of twinning on the reorientation regularities of the crystal lattice in localized deformation bands. Phys. Met. Metallogr. 2003, 95, 291–305. [Google Scholar]
- Morikawa, T.; Higashida, K.; Sato, T. Fine-grained structures developed along grain boundaries in a cold-rolled austenitic stainless steel. ISIJ Int. 2002, 42, 1527–1533. [Google Scholar] [CrossRef] [Green Version]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena; Elsevier: Amsterdam, The Netherlands, 2004; ISBN 978-0-08-044164-1. [Google Scholar]
- Glezer, A.M.; Tomchuk, A.A. The cause of high-angle boundaries formation at the severe plastic deformation of crystals: Deformation fragmentation or dynamic recrystallization. Rev. Adv. Mater. Sci. 2016, 47, 9–15. [Google Scholar]
- Lei, C.; Li, X.; Deng, X.; Wang, Z.; Wang, G. Deformation mechanism and ductile fracture behavior in high strength high ductility nano/ultrafine grained Fe-17Cr-6Ni austenitic steel. Mater. Sci. Eng. A 2018, 709, 72–81. [Google Scholar] [CrossRef]
- Chen, M.; Ma, E.; Hemker, K.J.; Sheng, H.; Wang, Y.; Cheng, X. Deformation twinning in nanocrystalline aluminum. Science 2003, 300, 1275–1277. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Singh, G.; Kalita, B.; Vishnu Narayanan, K.I.; Arora, U.K.; Mahapatra, M.M.; Jayaganthan, R. Finite element analysis and experimental evaluation of residual stress of Zr-4 alloys processed through swaging. Metals. 2020, 10, 1281. [Google Scholar] [CrossRef]
- Zeng, Z.; Li, X.; Xu, D.; Lu, L.; Gao, H.; Zhu, T. Gradient plasticity in gradient nano-grained metals. Extrem. Mech. Lett. 2016, 8, 213–219. [Google Scholar] [CrossRef] [Green Version]
- Jiang, W.; Zhu, Y.; Zhao, Y. Mechanical Properties and Deformation Mechanisms of Heterostructured High-Entropy and Medium-Entropy Alloys: A Review. Front Mater. 2022, 8, 792359. [Google Scholar] [CrossRef]
- Johnson, W.L. Bulk glass-forming metallic alloys: Science and technology [1998 MRS Medal Award Lecture, presented at Symposium MM]. MRS Online Proc. Libr. (OPL) 1999, 554, 311–339. [Google Scholar] [CrossRef]
- De Cooman, B.C.; Estrin, Y.; Kim, S.K. Twinning-induced plasticity (TWIP) steels. Acta Mater. 2018, 142, 283–362. [Google Scholar] [CrossRef]
- Asgari, S.; El-Danaf, E.; Kalidindi, S.R.; Doherty, R.D. Strain Hardening Regimes and Microstructural Evolution during Large Strain Compression of Low Stacking Fault Energy Fcc Alloys That Form Deformation Twins. Metall. Mater. Trans. A 1997, 28, 1781–1795. [Google Scholar] [CrossRef]
- Kalidindi, S.R. Modeling the strain hardening response of low SFE FCC alloys. Int. J. Plast. 1998, 14, 1265–1277. [Google Scholar] [CrossRef]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Panov, D.; Chernichenko, R.; Kudryavtsev, E.; Klimenko, D.; Naumov, S.; Pertcev, A. Effect of Cold Swaging on the Bulk Gradient Structure Formation and Mechanical Properties of a 316-Type Austenitic Stainless Steel. Materials 2022, 15, 2468. https://doi.org/10.3390/ma15072468
Panov D, Chernichenko R, Kudryavtsev E, Klimenko D, Naumov S, Pertcev A. Effect of Cold Swaging on the Bulk Gradient Structure Formation and Mechanical Properties of a 316-Type Austenitic Stainless Steel. Materials. 2022; 15(7):2468. https://doi.org/10.3390/ma15072468
Chicago/Turabian StylePanov, Dmitrii, Ruslan Chernichenko, Egor Kudryavtsev, Denis Klimenko, Stanislav Naumov, and Alexei Pertcev. 2022. "Effect of Cold Swaging on the Bulk Gradient Structure Formation and Mechanical Properties of a 316-Type Austenitic Stainless Steel" Materials 15, no. 7: 2468. https://doi.org/10.3390/ma15072468
APA StylePanov, D., Chernichenko, R., Kudryavtsev, E., Klimenko, D., Naumov, S., & Pertcev, A. (2022). Effect of Cold Swaging on the Bulk Gradient Structure Formation and Mechanical Properties of a 316-Type Austenitic Stainless Steel. Materials, 15(7), 2468. https://doi.org/10.3390/ma15072468