
Microstructure and Mechanical Properties of TiB2/AlSi7Mg0.6 Composites Fabricated by Wire and Arc Additive Manufacturing Based on Cold Metal Transfer (WAAM-CMT)

 ,
,
Abstract
1. Introduction
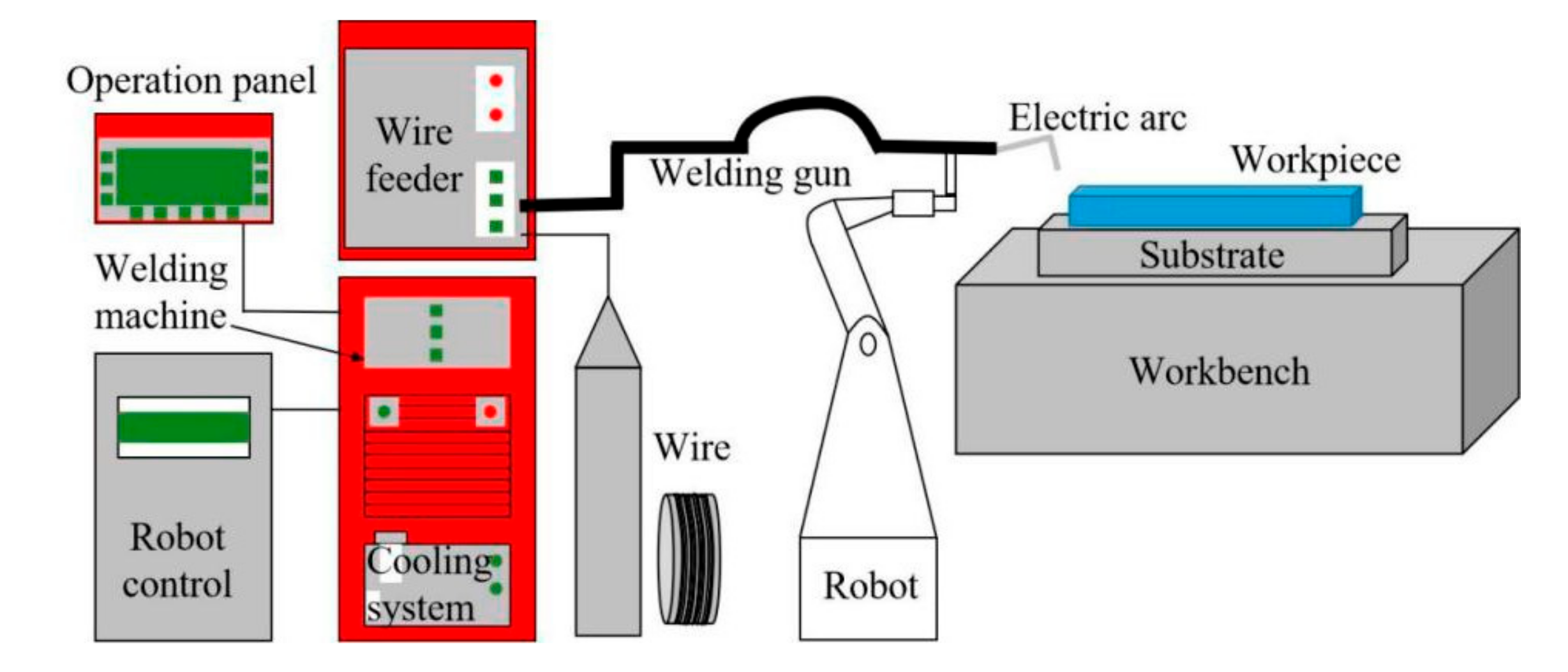
2. Materials and Methods
3. Results and Discussion
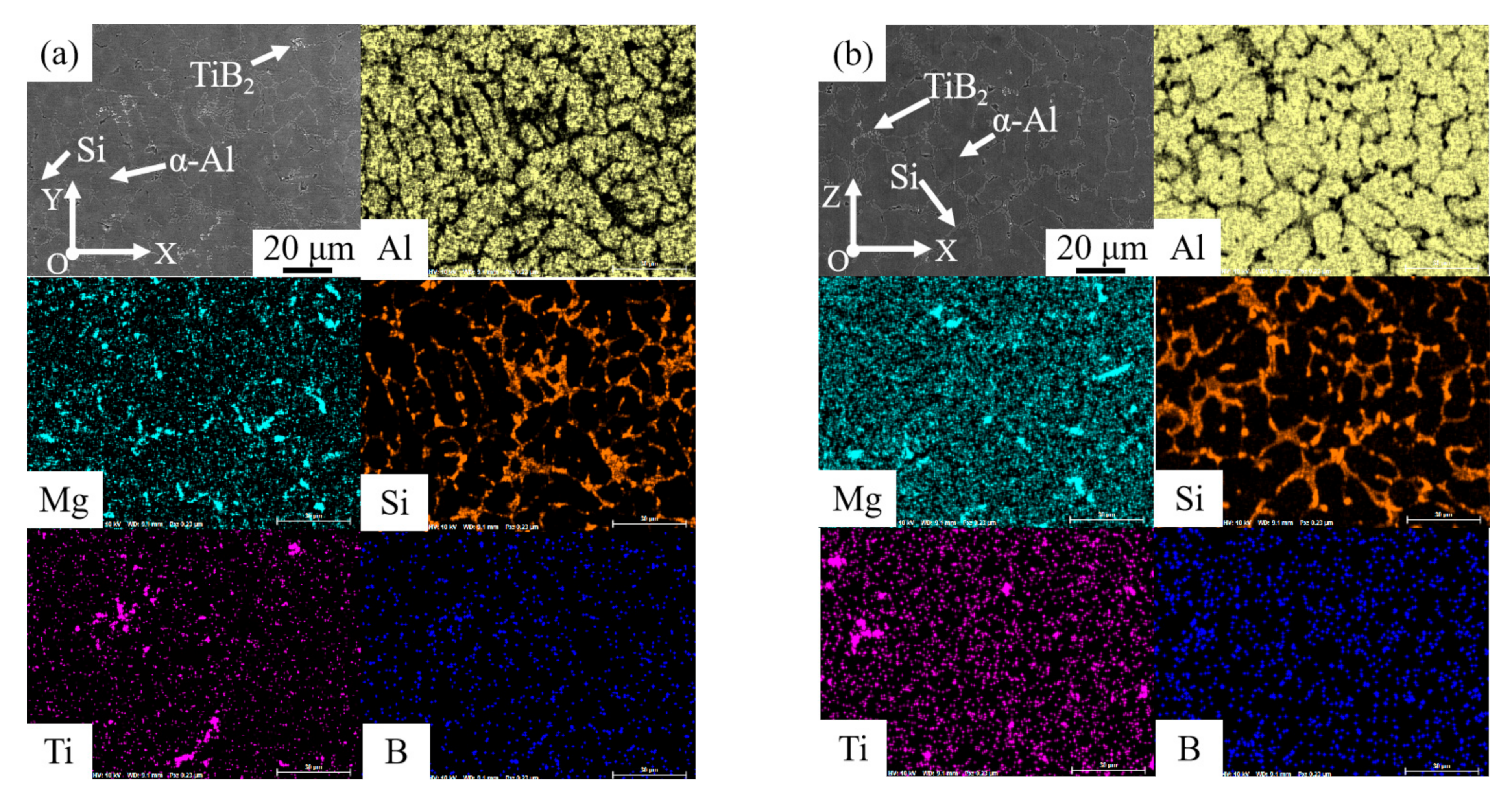
3.1. Microstructure Evolution
3.2. Mechanical Properties Analysis
4. Conclusions
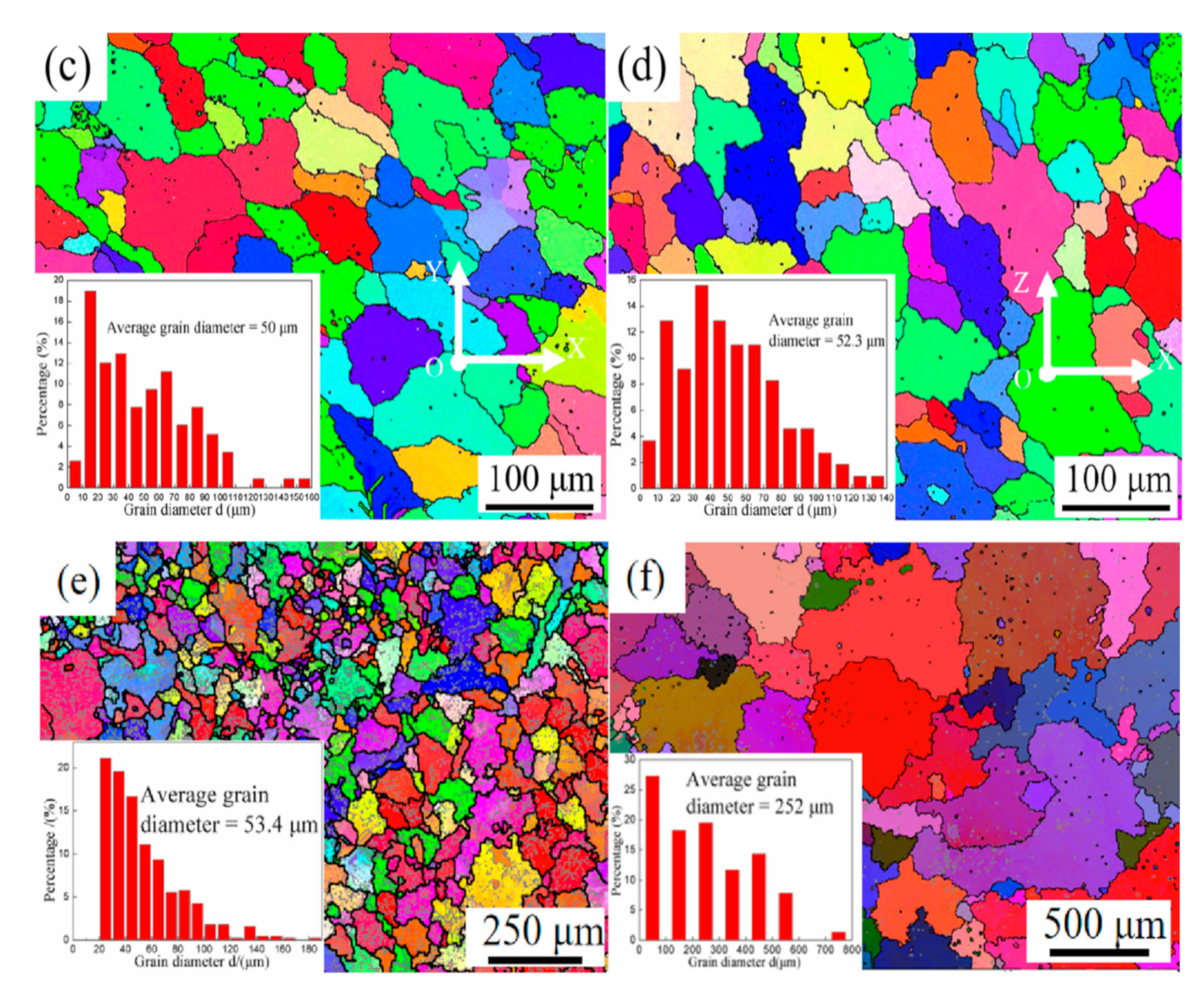
- There were fine grain and coarse grain zones in the microstructure of printed TiB2/AlSi7Mg0.6 composites, and it seemed that T6 heat treatment had an advantage of eliminating the division between fine grain and coarse grain zones.
- The grain size of the printed AlSi7Mg0.6 alloy was much smaller than that of the casted AlSi7Mg0.6 alloy as the result of the high cooling rate of WAAM-CMT printing process. The grain size of printed TiB2/AlSi7Mg0.6 samples was smaller than that of the printed AlSi7Mg0.6 alloy, indicating that TiB2 particles also played a role in refining grain.
- After T6 heat treatment, there was an obvious increase of yield strength and ultimate tensile strength of the composites in X and Z directions, mainly on account of the precipitation strengthening and solid solution of Si particles.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sankar, V.; Muthu, S. Investigation of microstructure and mechanical behavior of AlSi7Mg. J. Appl. Sci. 2014, 14, 811–816. [Google Scholar] [CrossRef][Green Version]
- Kuchariková, L.; Tillová, E.; Chalupová, M.; Hanusová, P. Investigation on microstructural and hardness evaluation in heat-treated and as-cast state of secondary alsimg cast alloys. Mater. Today Proc. 2020, 32, 63–67. [Google Scholar] [CrossRef]
- Tonelli, L.; Liverani, E.; Morri, A.; Ceschini, L. Role of direct aging and solution treatment on hardness, microstructure and residual stress of the A357 (AlSi7Mg0.6) alloy produced by powder bed fusion. Met. Mater. Trans. B 2021, 52, 2484–2496. [Google Scholar] [CrossRef]
- Zhang, J.L.; Song, B.; Wei, Q.S.; Bourell, D.; Shi, Y.S. A review of selective laser melting of aluminum alloys: Processing, microstructure, property and developing trends. J. Mater. Sci. Technol. 2019, 35, 270–284. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Chen, H.; Zhang, C.; Jia, D.; Wellmann, D.; Liu, W. Corrosion behaviors of selective laser melted aluminum alloys: A review. Metals 2020, 10, 102. [Google Scholar] [CrossRef]
- Wang, H.J.; Jiang, W.H.; Ouyang, J.H.; Kovacevic, R. Rapid prototyping of 4043 Al-alloy parts by VP-GTAW. J. Mater. Process. Technol. 2004, 148, 93–102. [Google Scholar] [CrossRef]
- Uzan, N.E.; Roni, S.; Ori, Y.; Nachum, F. Fatigue of AlSi10Mg specimens fabricated by additive manufacturing selective laser melting (AM-SLM). Mater. Sci. Eng. A 2017, 704, 229–237. [Google Scholar] [CrossRef]
- Yang, Y.; Suo, H.B.; Chen, Z.Y.; Wang, L. Effect of solution temperature on microstructure and mechanical properties of TC17 alloy fabricated by electron beam wire deposition. Heat Treat. Met. 2016, 41, 141–144. [Google Scholar]
- Cong, B.; Ding, J.; Williams, S.W. Effect of arc mode in cold metal transfer process on porosity of additively manufactured Al-6.3% Cu alloy. Int. J. Adv. Manuf. Technol. 2014, 76, 1593–1606. [Google Scholar] [CrossRef]
- Ding, J.; Colegrove, P.; Mehnen, J.; Ganguly, S.; Sequeira Almeida, P.M.; Wang, F.; Williams, S. Thermo-mechanical analysis of wire and arc additive layer manufacturing process on large multi-layer parts. Comp. Mater. Sci. 2011, 50, 3315–3322. [Google Scholar] [CrossRef]
- Wang, F.; Williams, S.; Colegrove, P.; Antonysamy, A. Microstructure and mechanical properties of wire and arc additive manufactured Ti-6Al-4V. Metall. Mater. Trans. A 2013, 44, 968–977. [Google Scholar] [CrossRef]
- Feng, J.C.; Zhang, H.T.; He, P. The CMT short-circuiting metal transfer process and its use in thin aluminium sheets welding. Mater. Des. 2009, 30, 1850–1852. [Google Scholar] [CrossRef]
- Cao, R.; Wen, B.F.; Chen, J.H.; Wang, P.C. Cold Metal Transfer joining of magnesium AZ31B-to-aluminum A6061-T6. Mater. Sci. Eng. A 2012, 560, 256–266. [Google Scholar] [CrossRef]
- Blanka, A.S.; Sofiane, T.; Filomeno, M.; Didier, B.; Anastasiia, P.; Thilo, P.; Michael, H.; David, J.J. A comparative study of additive manufacturing techniques: Residual stress and microstructural analysis of CLAD and WAAM printed Ti-6Al-4V components. Mater. Des. 2016, 89, 559–567. [Google Scholar]
- Su, C.; Chen, X.; Gao, C.; Wang, Y. Effect of heat input on microstructure and mechanical properties of Al-Mg alloys fabricated by WAAM. Appl. Surf. Sci. 2019, 486, 431–440. [Google Scholar] [CrossRef]
- Patel, M.; Mulgaonkar, S.; Desai, H.; Borse, T. Development and implementation of wire arc additive manufacturing (WAAM) based on pulse spray GMAW for aluminum alloy (AlSi7Mg). Trans. Indian Inst. Met. 2021, 7, 1129–1140. [Google Scholar] [CrossRef]
- Jiang, Y.L. Research on the Rapid Prototyping Technology and Forming Process of Aluminum Alloy Based on the CMT; Harbin Institute of Technology: Harbin, China, 2013. [Google Scholar]
- Bai, J.Y.; Wang, J.H.; Shi, J.X.; Lin, S.B.; Yang, C.L.; Fan, C.L. Microstructure and mechanical properties of 4043 Al alloy thin-walled components produced by additive manufacturing with TIG welding. Weld. Join. 2015, 706, 23–26. [Google Scholar]
- Huang, D.; Zhu, Z.H.; Geng, H.B. TIG wire and arc additive manufacturing of 5A06 aluminum alloy. J. Mater. Eng. 2017, 45, 66–72. [Google Scholar]
- Sun, H.Y.; Cong, B.Q.; Su, Y. Geometry, microstructure and properties of wire+ arc additive manufacturing Al-6.3Cu alloy deposits. Aeronaut. Manuf. Technol. 2016, 480, 36–42. [Google Scholar]
- Chlebus, E.; Gruber, K.; Kuz’nicka, B.; Kurzac, J.; Kurzynowski, T. Effect of heat treatment on the microstructure and mechanical properties of Inconel 718 processed by selective laser melting. Mater. Sci. Eng. A 2015, 639, 647–655. [Google Scholar] [CrossRef]
- Zhang, P.; Liu, D.B.; Bai, J.Y.; Lin, S.B.; Liu, N. Microstructure characteristics of thin-walled TC4 titanium alloy fabricated by arc additive manufacturing. Weld. Join. 2015, 706, 53–56. [Google Scholar]
- Campatelli, G.; Campanella, D.; Barcellona, A.; Fratini, L.; Ingarao, G. Microstructural, mechanical and energy demand characterization of alternative WAAM techniques for Al-alloy parts production. CIRP J. Manuf. Sci. Technol. 2020, 31, 492–499. [Google Scholar] [CrossRef]
- Gussev, M.N.; Sridharan, N.; Norfolk, M.; Terrani, K.A.; Babu, S.S. Effect of post weld heat treatment on the 6061 aluminum alloy produced by ultrasonic additive manufacturing. Mater. Sci. Eng. A 2017, 684, 606–616. [Google Scholar] [CrossRef]
- Cong, B.Q.; Qi, Z.W.; Qi, B.J.; Sun, H.Y.; Zhao, G.; Ding, J.L. A comparative study of additively manufactured thin wall and block structure with al-6.3%cu alloy using cold metal transfer process. Appl. Sci. 2017, 7, 275. [Google Scholar] [CrossRef]
- Lian, Q.; Wu, Y.; Wang, H.W.; Ma, N.H. Study on manufacturing processes and properties of TiB2 reinforced Al-Si composite by laser additive manufacturing. Hot Work. Technol. 2017, 46, 113–117. [Google Scholar]
- Uzan, N.E.; Ramati, S.; Shneck, R.; Yeheskel, O.; Frage, N. Microstructure and mechanical properties of AlSi10Mg components, fabricated by additive manufacturing-selective laser melting (AM-SLM). In Proceedings of the Technological Innovations in Metals Engineering (TIME 2018), Haifa, Israel, 30–31 May 2018. [Google Scholar]
- Wei, L.; Shuai, L.; Jie, L.; Zhang, A.; Yan, Z.; Wei, Q.; Yan, C.; Shi, Y. Effect of heat treatment on AlSi10mg alloy fabricated by selective laser melting: Microstructure evolution, mechanical properties and fracture mechanism. Mater. Sci. Eng. A 2016, 663, 116–125. [Google Scholar]
- Kubo, K.; PehlkeR, D. Porosity formation in solidifying castings. AFS Trans. 1986, 94, 753–756. [Google Scholar]
- Chen, X.G.; Engler, S. Formation of gas porosity in aluminium alloys. AFS Trans. 1994, 102, 673–682. [Google Scholar]
- Shivkumar, S.; Apelian, D.; Zou, J. Modeling of microstructure evolution and microporosity formation in cast aluminum alloys. AFS Trans. 1990, 98, 897–904. [Google Scholar]
- Wang, G.L. Study on the Treatment and Mechanical Behavior of Cast Al-11.9Si-3.5Cu-1.7Ni-0.8Mg Alloy. Master’s Thesis, Shanghai Jiaotong University, Shanghai, China, 2015. [Google Scholar]
- Zhu, M.; Jian, Z.Y.; Yang, G.C.; Zhou, Y.H. Effects of T6 heat treatment on the microstructure, tensile properties, and fracture behavior of the modified A356 alloys. Mater. Des. 2012, 36, 243–249. [Google Scholar] [CrossRef]
- Liu, Z.E. Material Science, 2nd ed.; Northwestern Polytechnical University Press: Xi’an, China, 2003; p. 213. [Google Scholar]
- Yang, Q.F.; Xia, C.J.; Deng, Y.Q.; Li, X.F.; Wang, H.W. Microstructure and Mechanical Properties of AlSi7Mg0.6 Aluminum Alloy Fabricated by Wire and Arc Additive Manufacturing Based on Cold Metal Transfer (WAAM-CMT). Materials 2019, 8, 2525. [Google Scholar] [CrossRef] [PubMed]
- Wang, F.; Williams, S.; Rush, M. Morphology investigation on direct current pulsed gas tungsten arc welded additive layer manufactured Ti6Al4V alloy. Int. J. Adv. Manuf. Technol. 2011, 57, 597–603. [Google Scholar] [CrossRef]
- Li, G.; Zhang, C.; Gao, M.; Zeng, X. Role of arc mode in laser-metal active gas arc hybrid welding of mild steel. Mater. Des. 2014, 61, 239–250. [Google Scholar] [CrossRef]
- Gallais, C.; Denquin, A.; Pic, A.; Simar, A.; Pardoen, T.; Brechet, Y. Modelling the relationship between process parameters, microstructural evolutions and mechanical behaviour in a friction stir weld 6xxx aluminium alloy. In Proceedings of the 5th International FSW Symposium, Metz, France, 14–16 September 2004; pp. 248–260. [Google Scholar]
- Ninive, P.H.; Strandlie, A.; Gulbrandsen-Dahl, S.; Lefebvre, W.; Marioara, C.D.; Andersen, S.J.; Friis, J.; Holmestad, R.; Løvvik, O.M. Detailed atomistic insight into the β″ phase in Al-Mg-Si alloys. Acta Mater. 2014, 69, 126–134. [Google Scholar] [CrossRef]
- Yang, Y. Study on the Evolution and Collaborative Strengthening Mechanism of Heat-Resistant Phases in Multicomponent Al-Si Alloys. Ph.D. Thesis, Shandong University, Jinan, China, 2013. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Mg | Ti | B | Al |
|---|---|---|---|---|---|
| Wire | 6.79 | 0.67 | 1.22 | 0.58 | Bal. |
| Upper location of the sample | 6.72 | 0.59 | 0.45 | 0.21 | Bal. |
| Lower location of the sample | 6.75 | 0.62 | 0.53 | 0.23 | Bal. |
| State | Rp0.2 (MPa) | Rm (MPa) | A (%) |
|---|---|---|---|
| Printed samples | 103 ± 7.26 (X) | 216 ± 10.87 (X) | 7 ± 0.89 (X) |
| 83 ± 6.54 (Z) | 134 ± 9.99 (Z) | 7 ± 0.77 (Z) | |
| T6 heat-treated samples | 270 ± 7.62 (X) | 340 ± 8.18 (X) | 6 ± 0.63 (X) |
| 266 ± 7.43 (Z) | 335 ± 8.75 (Z) | 6 ± 0.58 (Z) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Q.; Xia, C.; Wang, H.; Zhou, M.; Gao, S.; Li, B.; Liu, S. Microstructure and Mechanical Properties of TiB2/AlSi7Mg0.6 Composites Fabricated by Wire and Arc Additive Manufacturing Based on Cold Metal Transfer (WAAM-CMT). Materials 2022, 15, 2440. https://doi.org/10.3390/ma15072440
Yang Q, Xia C, Wang H, Zhou M, Gao S, Li B, Liu S. Microstructure and Mechanical Properties of TiB2/AlSi7Mg0.6 Composites Fabricated by Wire and Arc Additive Manufacturing Based on Cold Metal Transfer (WAAM-CMT). Materials. 2022; 15(7):2440. https://doi.org/10.3390/ma15072440
Chicago/Turabian StyleYang, Qingfeng, Cunjuan Xia, Haowei Wang, Mingyang Zhou, Shixin Gao, Bingjin Li, and Shichao Liu. 2022. "Microstructure and Mechanical Properties of TiB2/AlSi7Mg0.6 Composites Fabricated by Wire and Arc Additive Manufacturing Based on Cold Metal Transfer (WAAM-CMT)" Materials 15, no. 7: 2440. https://doi.org/10.3390/ma15072440
APA StyleYang, Q., Xia, C., Wang, H., Zhou, M., Gao, S., Li, B., & Liu, S. (2022). Microstructure and Mechanical Properties of TiB2/AlSi7Mg0.6 Composites Fabricated by Wire and Arc Additive Manufacturing Based on Cold Metal Transfer (WAAM-CMT). Materials, 15(7), 2440. https://doi.org/10.3390/ma15072440