
In Situ Intermetallics-Reinforced Composite Prepared Using Multi-Pass Friction Stir Processing of Copper Powder on a Ti6Al4V Alloy

 ,
,  , ,
, , 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Friction stir Processing (FSP) Track Surfaces and Zones
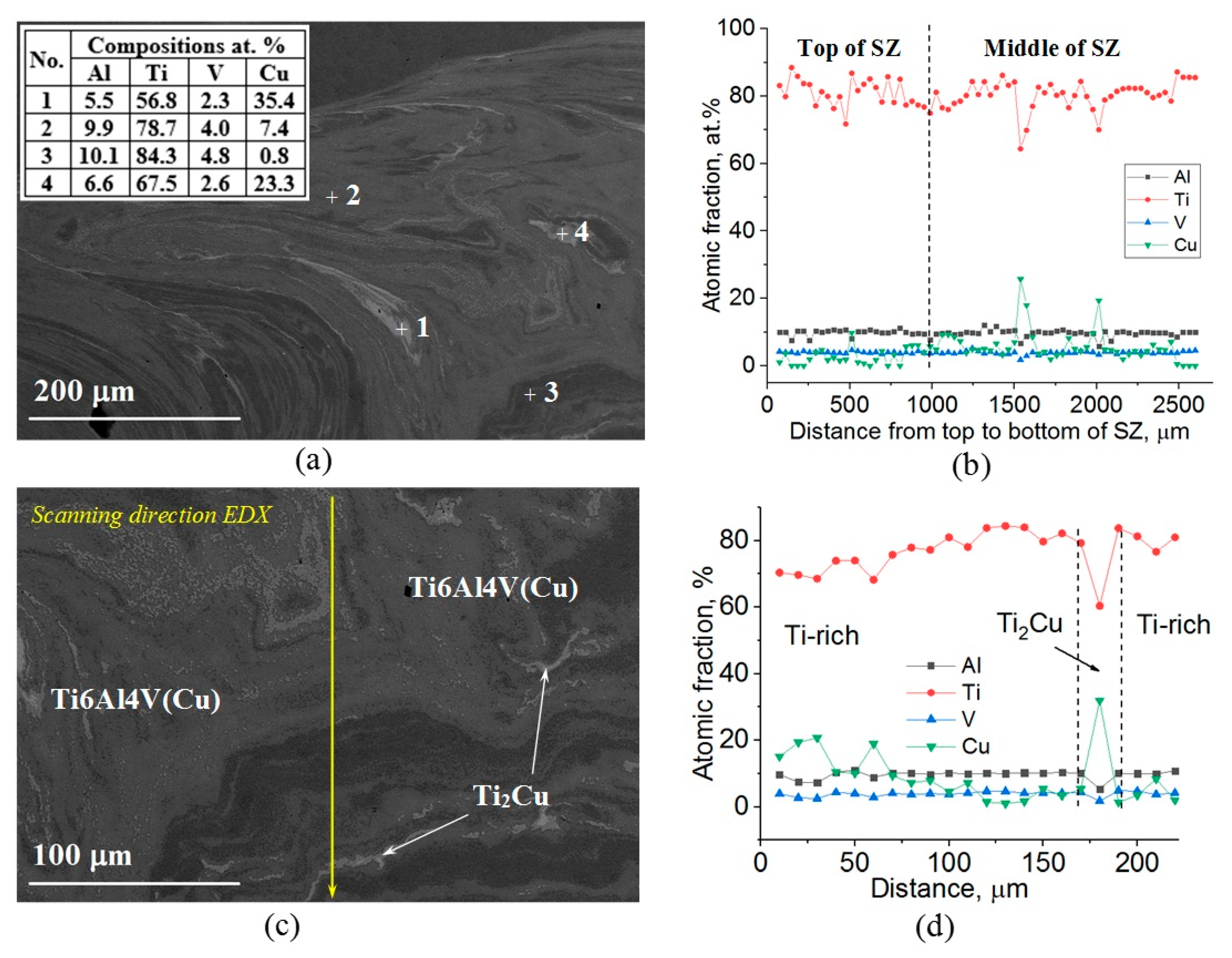
3.2. Microstructures and Phases
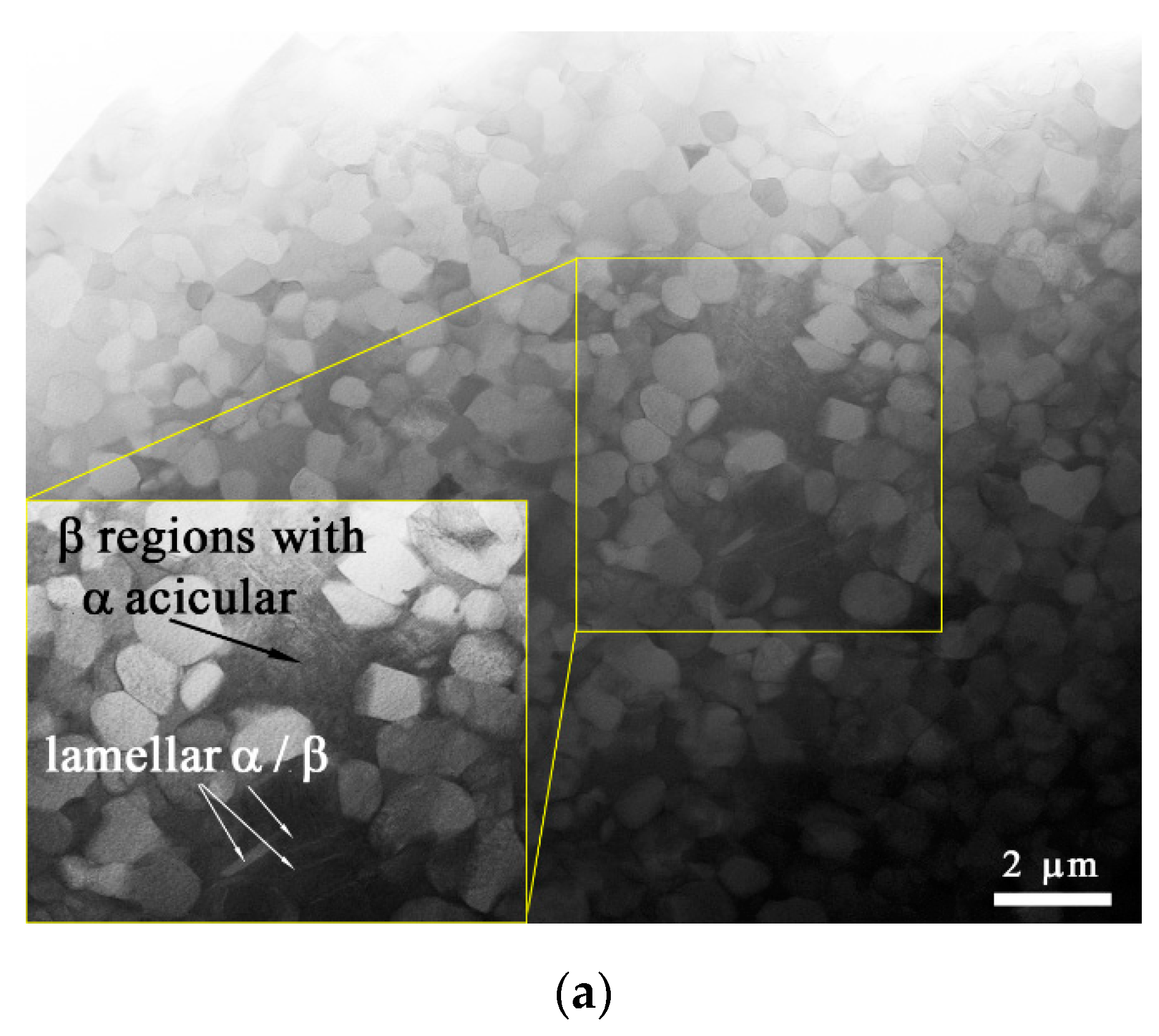
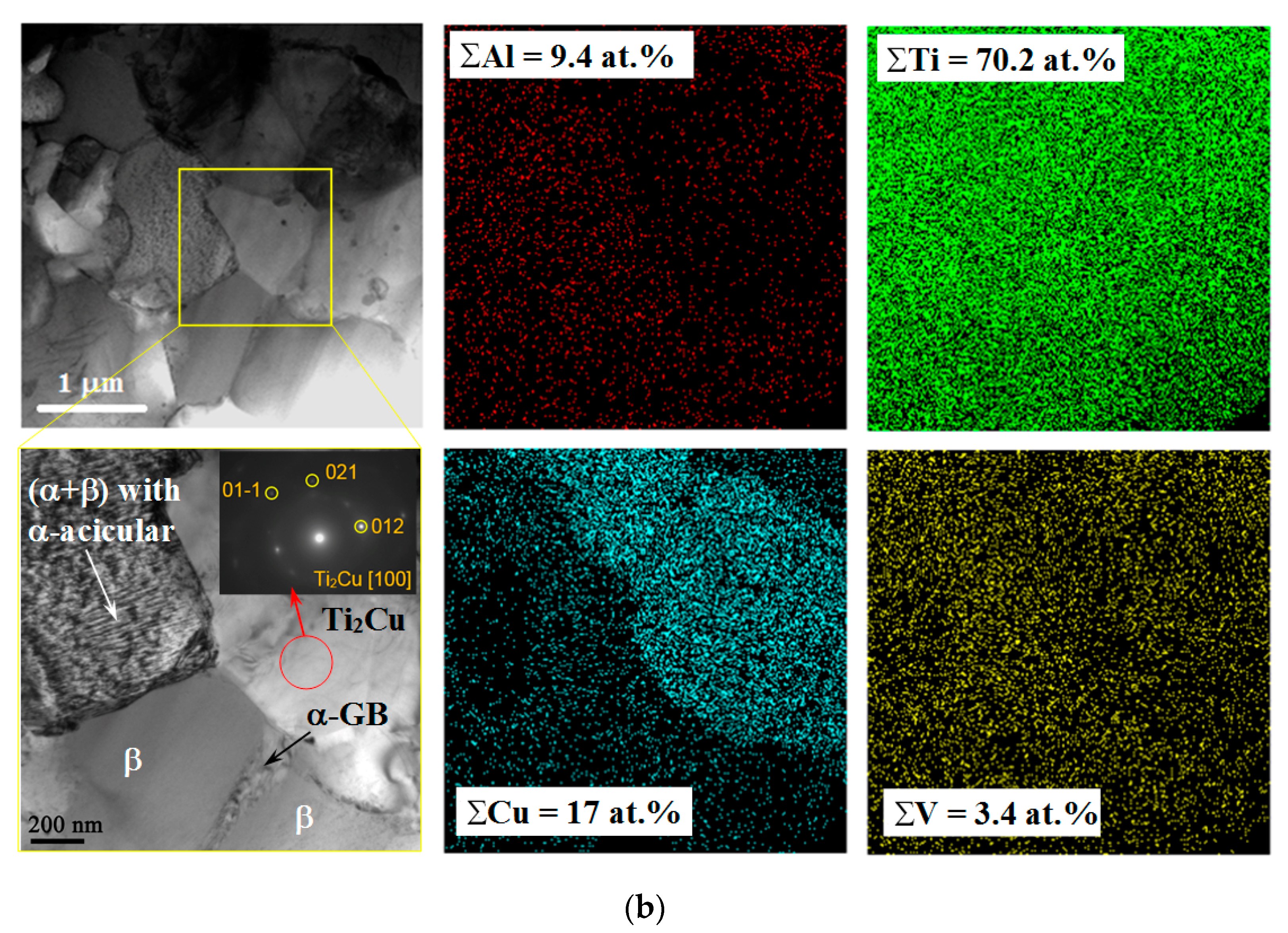
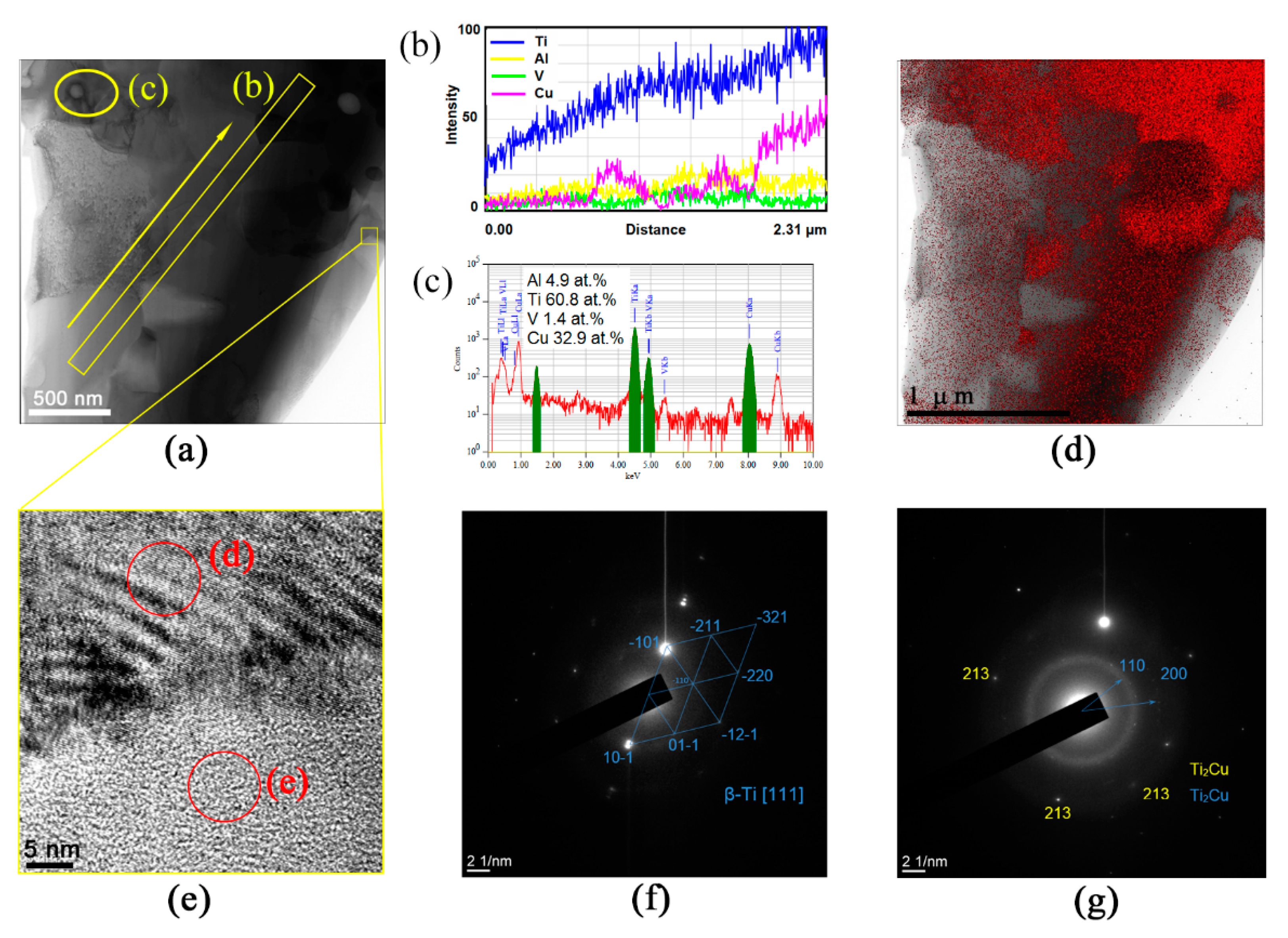
3.3. TEM of SZ1 Microstructures
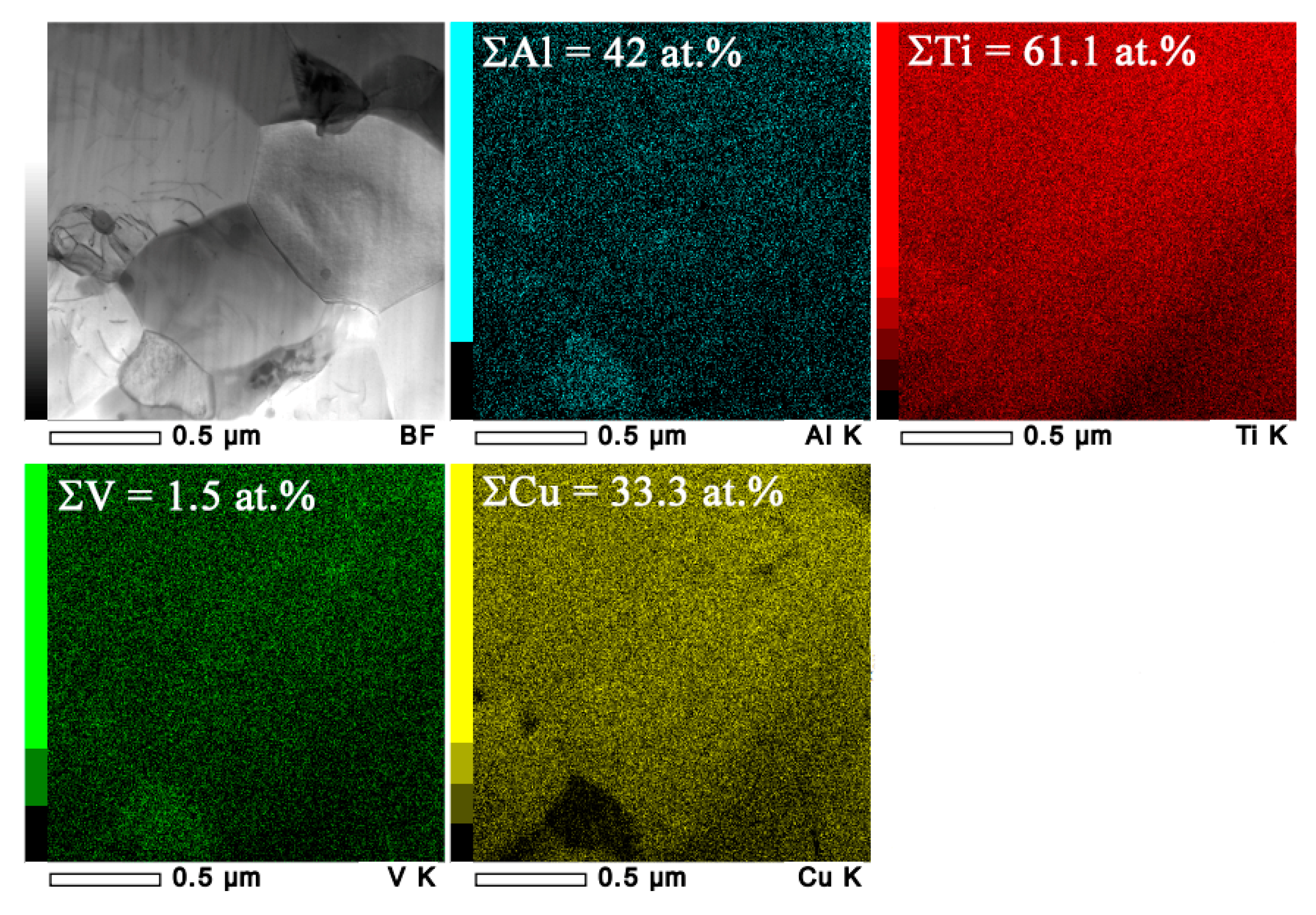
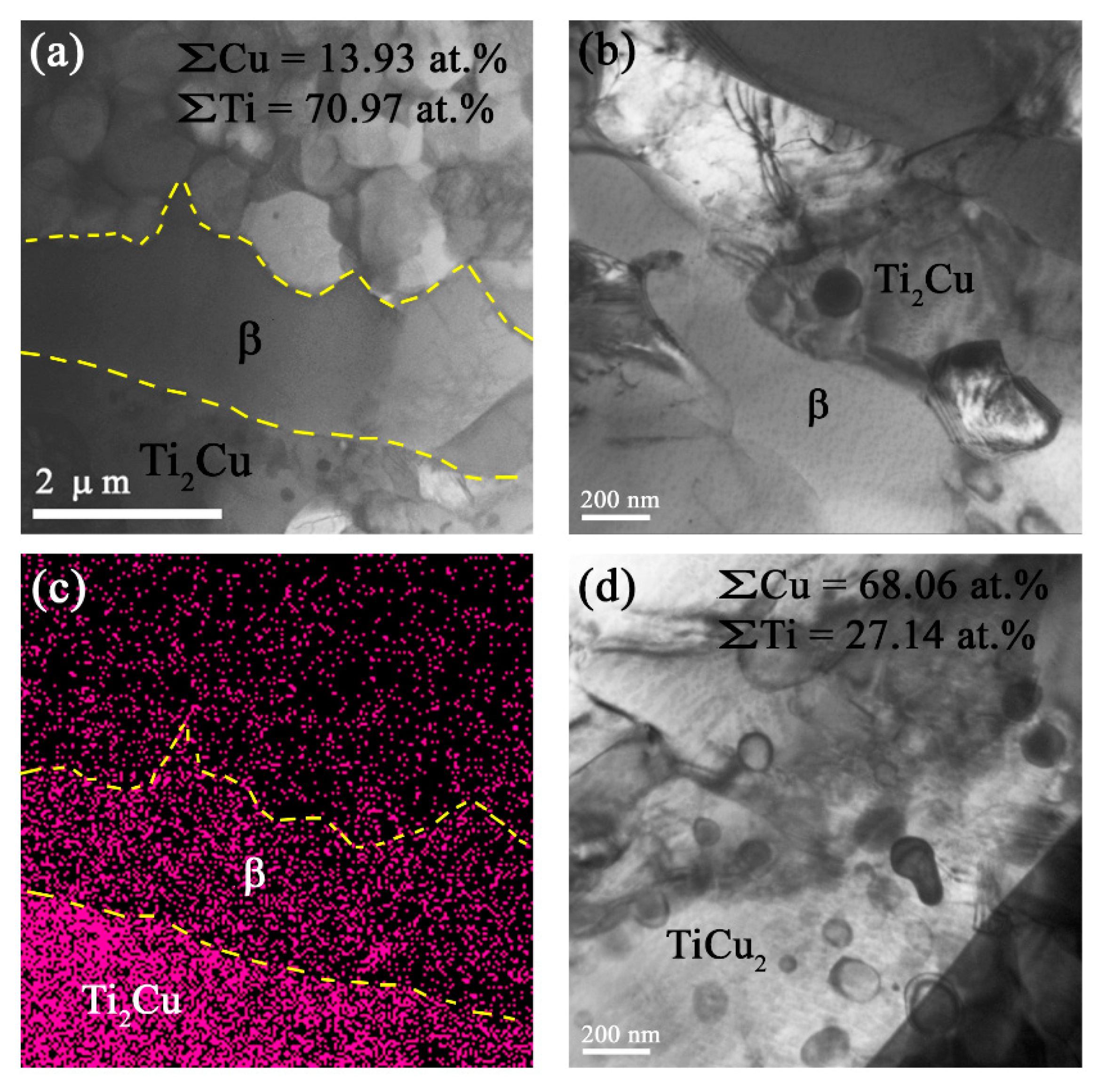
3.4. TEM of SZ2 Microstructures
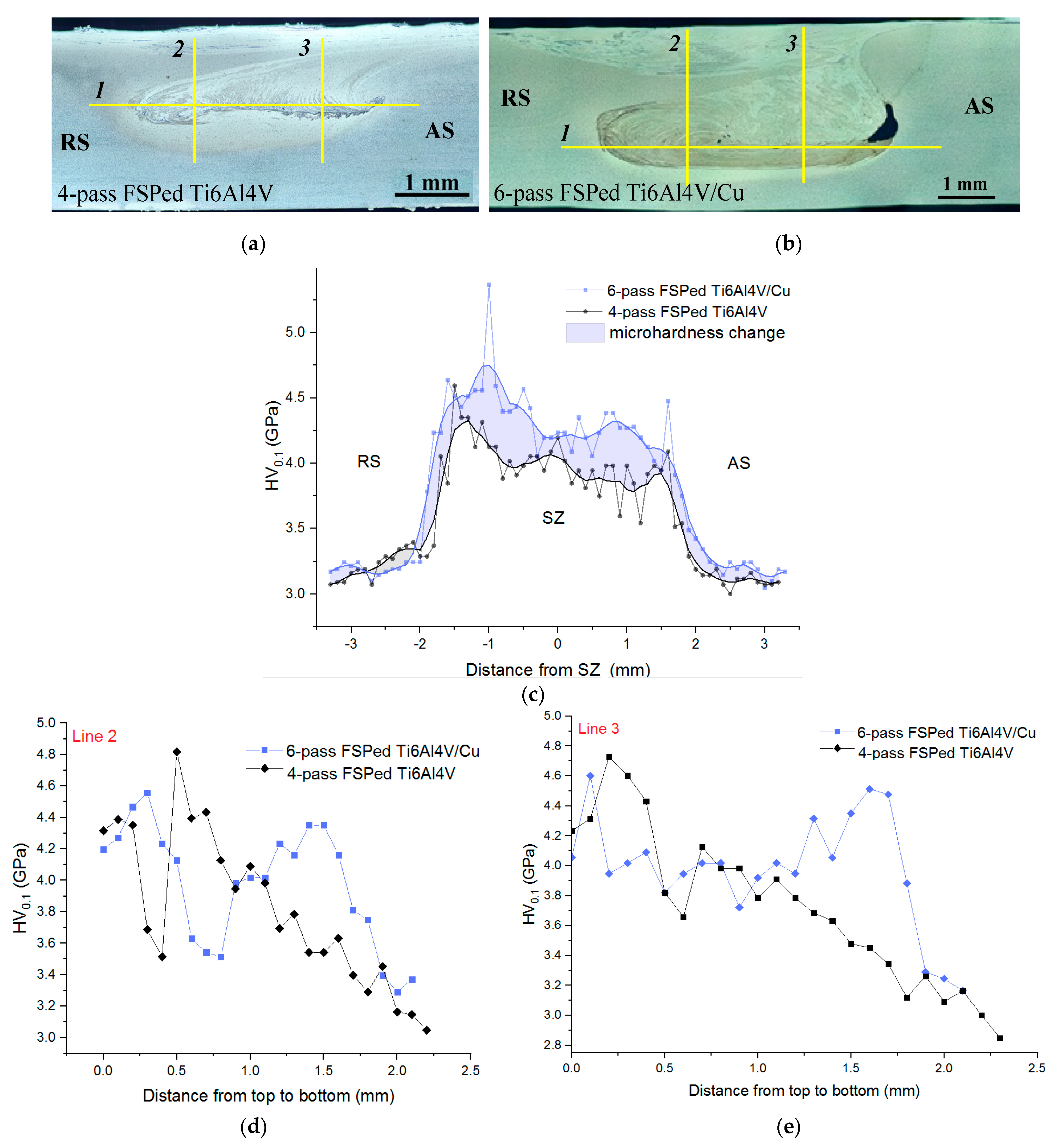
3.5. Microhardness Profiles
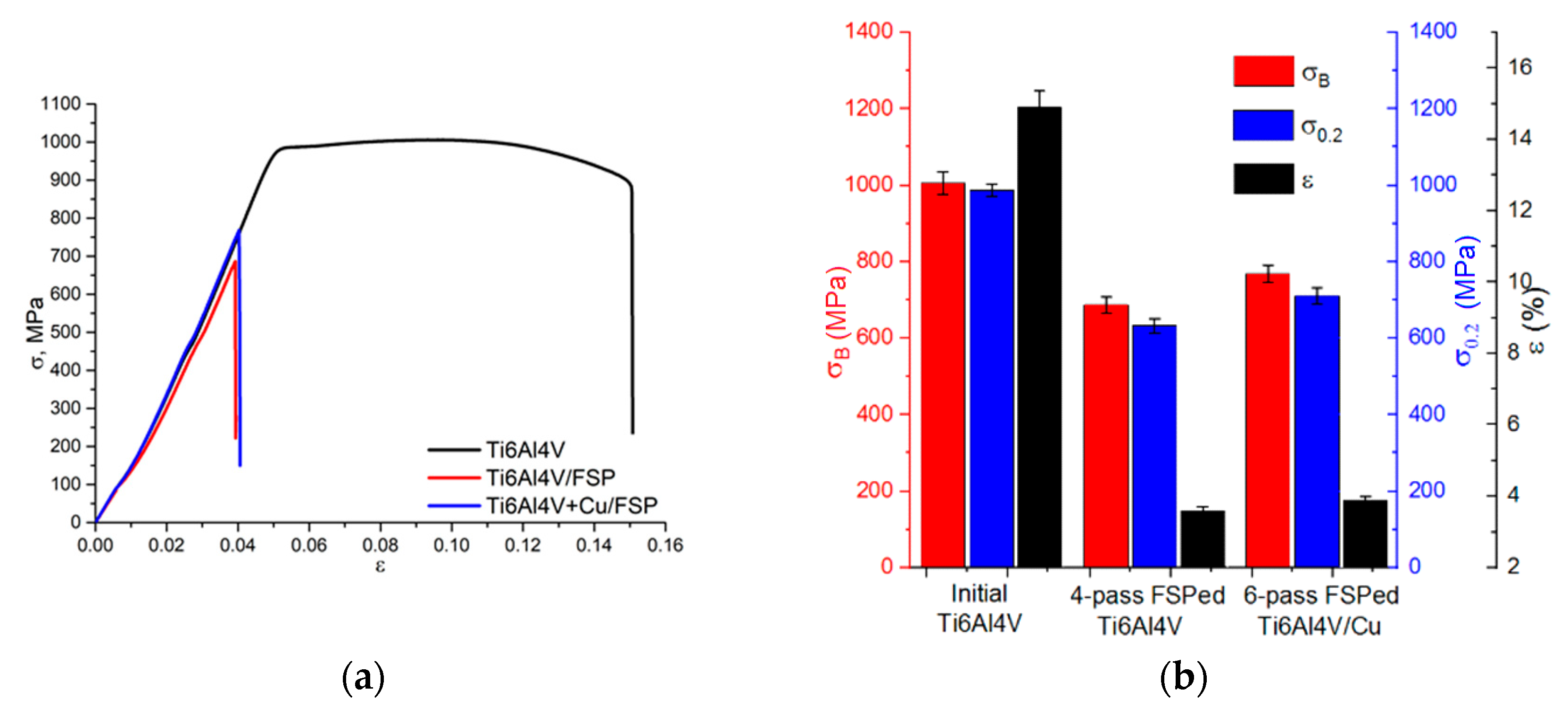
3.6. Ultimate Tensile Strength and the Engineering Strain
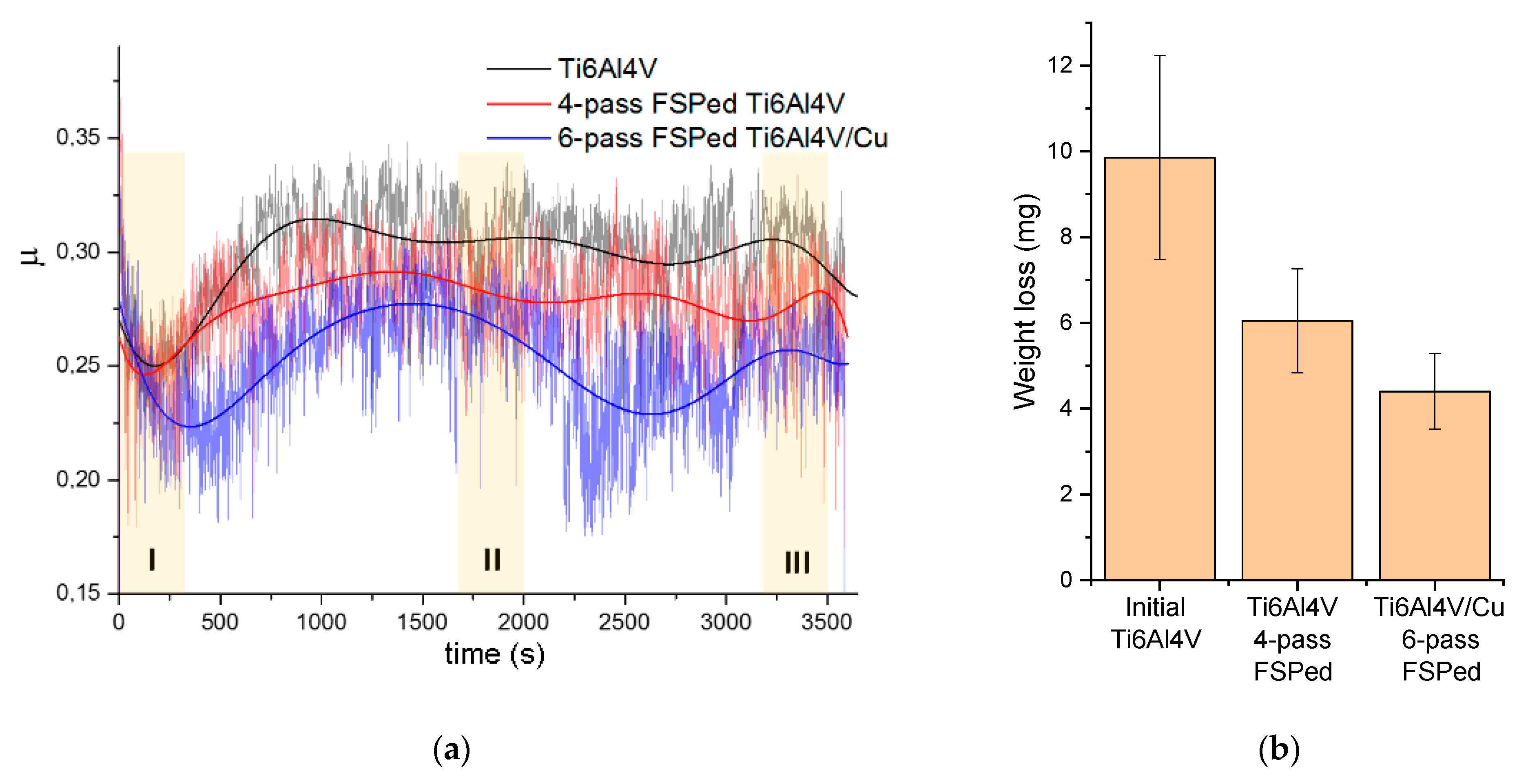
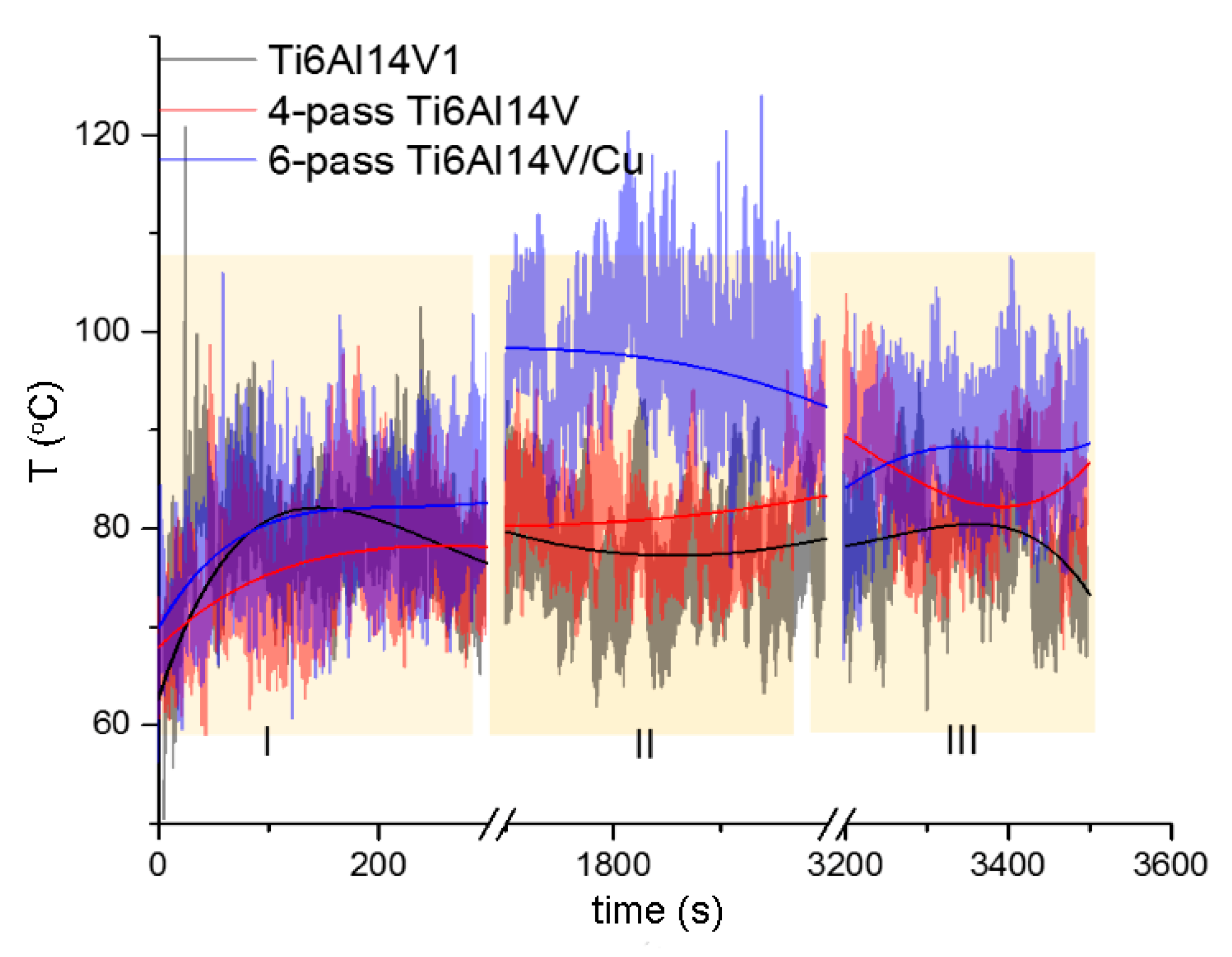
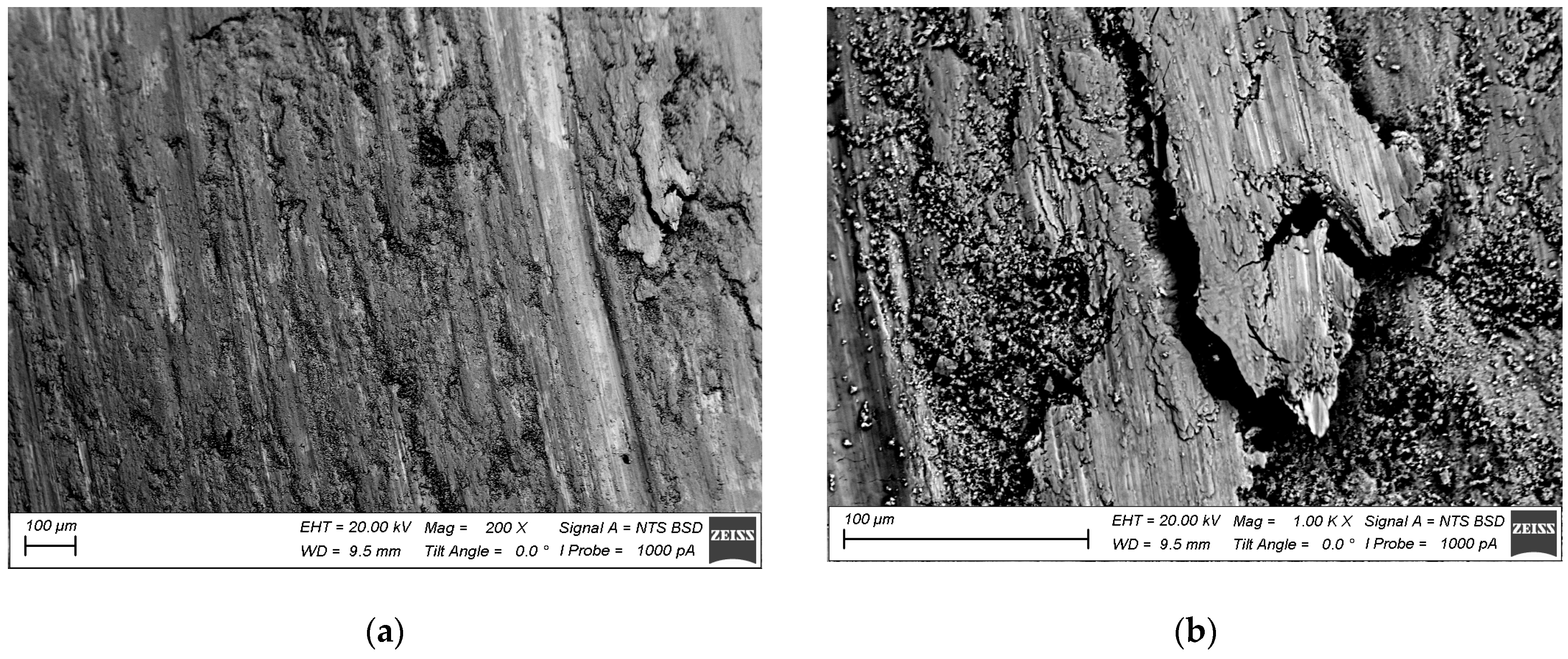
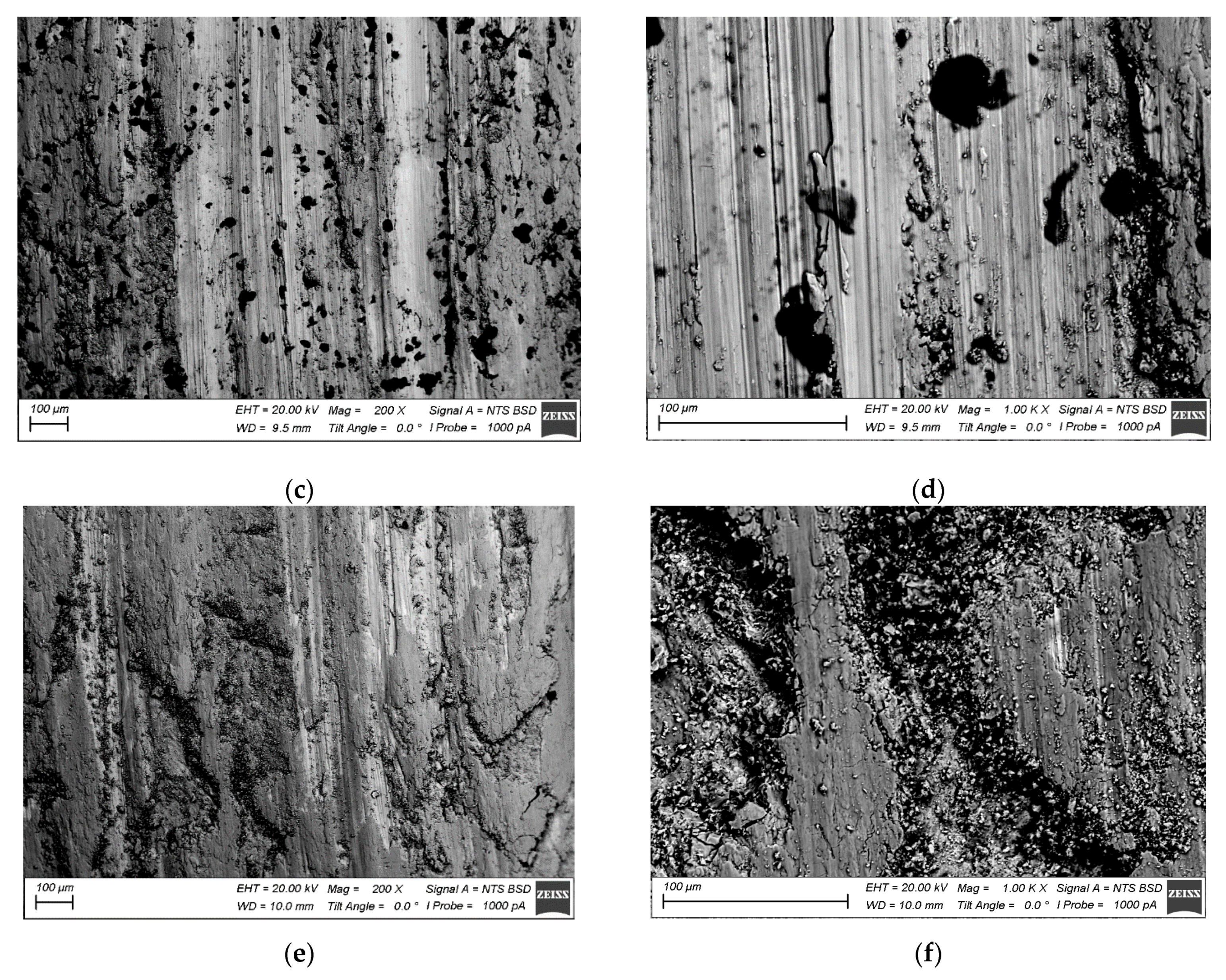
3.7. Sliding Friction and Wear Behaviors
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bolobov, V.I. Mechanism of Self-Ignition of Titanium Alloys in Oxygen. Combust. Explos. Shock Waves 2002, 38, 639–645. [Google Scholar] [CrossRef]
- Wang, C.; Hu, J.; Wang, F.; Jiang, J.; Zhang, Z.Z.; Yang, Y.; Ding, J.X.; Jiang, H.C.; Wang, Y.M.; Wei, H.Y. Measurement of Ti-6Al-4V alloy ignition temperature by reflectivity detection. Rev. Sci. Instrum. 2018, 89, 044902. [Google Scholar] [CrossRef] [PubMed]
- Hiroaki, O.; Kazuhiro, T.; Hideki, F.; Kenichi, M. Development of Ti-Cu Alloy Sheets for Automobile Exhaust Systems; Technical Report No. 106; Nippon Steel: Tokyo, Japan, 2014; pp. 53–59. [Google Scholar]
- Bao, M.; Liu, Y.; Wang, X.; Yang, L.; Li, S.; Ren, J.; Qin, G.; Zhang, E. Optimization of mechanical properties, biocorrosion properties and antibacterial properties of wrought Ti-3Cu alloy by heat treatment. Bioact. Mater. 2018, 3, 28–38. [Google Scholar] [CrossRef] [PubMed]
- Hayama, A.O.F.; Andrade, P.N.; Cremasco, A.; Contieri, R.J.; Afonso, C.R.M.; Caram, R. Effects of composition and heat treatment on the mechanical behavior of Ti-Cu alloys. Mater. Des. 2014, 55, 1006–1013. [Google Scholar] [CrossRef]
- Li, B.; Ding, R.; Shen, Y.; Hu, Y.; Guo, Y. Preparation of Ti-Cr and Ti-Cu flame-retardant coatings on Ti-6Al-4V using a high-energy mechanical alloying method: A preliminary research. Mater. Des. 2012, 35, 25–36. [Google Scholar] [CrossRef]
- Henzler, H.; Kern, F. Mobile Publishing; De Gruyter: Berlin, Germany, 2014; ISBN 9783110341140. [Google Scholar]
- Zhang, E.; Zheng, L.; Liu, J.; Bai, B.; Liu, C. Influence of Cu content on the cell biocompatibility of Ti-Cu sintered alloys. Mater. Sci. Eng. C 2015, 46, 148–157. [Google Scholar] [CrossRef]
- Li, Y.H.; Chen, N.; Cui, H.T.; Wang, F. Fabrication and characterization of porous Ti–10Cu alloy for biomedical application. J. Alloys Compd. 2017, 723, 967–973. [Google Scholar] [CrossRef]
- Ma, Z.; Li, M.; Liu, R.; Ren, L.; Zhang, Y.; Pan, H.; Zhao, Y.; Yang, K. In vitro study on an antibacterial Ti–5Cu alloy for medical application. J. Mater. Sci. Mater. Med. 2016, 27, 91. [Google Scholar] [CrossRef]
- Chen, Y.; Yang, W.; Bo, A.; Zhan, H.; Zhang, F.; Zhao, Y.; Zhao, Q.; Wan, M.; Gu, Y. Underlying burning resistant mechanisms for titanium alloy. Mater. Des. 2018, 156, 588–595. [Google Scholar] [CrossRef] [Green Version]
- Kikuchi, M.; Takada, Y.; Kiyosue, S.; Yoda, M.; Woldu, M.; Cai, Z.; Okuno, O.; Okabe, T. Mechanical properties and microstructures of cast Ti-Cu alloys. Dent. Mater. 2003, 19, 174–181. [Google Scholar] [CrossRef]
- Alshammari, Y.; Yang, F.; Bolzoni, L. Low-cost powder metallurgy Ti-Cu alloys as a potential antibacterial material. J. Mech. Behav. Biomed. Mater. 2019, 95, 232–239. [Google Scholar] [CrossRef] [PubMed]
- Takada, Y.; Nakajima, H.; Okuno, O.; Okabe, T. Microstructure and corrosion behavior of binary titanium alloys with beta-stabilizing elements. Dent. Mater. J. 2001, 20, 34–52. [Google Scholar] [CrossRef] [PubMed]
- Pugacheva, N.B.; Orishich, A.M.; Volkova, E.G.; Makarov, A.V.; Senaeva, E.I.; Malikov, A.G. Role of ultra-fine intermetallic particles and martensite in strengthening of AISI 321/Cu/Ti laser welded joint. Mater. Charact. 2022, 185, 111702. [Google Scholar] [CrossRef]
- Pugacheva, N.B.; Makarov, A.V.; Senaeva, E.I.; Volkova, E.G. Crystallization of dissimilar Ti/Cu/steel laser welds. J. Cryst. Growth 2019, 526, 125212. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, X.; Wang, H.; Li, F.; Li, M.; Yang, K.; Zhang, E. The antibacterial properties and biocompatibility of a Ti-Cu sintered alloy for biomedical application. Biomed. Mater. 2014, 9, 25013–25024. [Google Scholar] [CrossRef]
- Akbarpour, M.R.; Moniri Javadhesari, S. Wear performance of novel nanostructured Ti-Cu intermetallic alloy as a potential material for biomedical applications. J. Alloys Compd. 2017, 699, 882–886. [Google Scholar] [CrossRef]
- Ding, Z.; Fan, Q.; Wang, L. A Review on Friction Stir Processing of Titanium Alloy: Characterization, Method, Microstructure, Properties. Metall. Mater. Trans. B Process Metall. Mater. Process. Sci. 2019, 50, 2134–2162. [Google Scholar] [CrossRef]
- Zykova, A.P.; Tarasov, S.Y.; Chumaevskiy, A.V.; Kolubaev, E.A. A Review of Friction Stir Processing of Structural Metallic Materials: Process, Properties, and Methods. Metals 2020, 10, 772. [Google Scholar] [CrossRef]
- Mironov, S.; Sato, Y.S.; Kokawa, H. Friction-stir welding and processing of Ti-6Al-4V titanium alloy: A review. J. Mater. Sci. Technol. 2018, 34, 58–72. [Google Scholar] [CrossRef]
- Zhang, C.; Ding, Z.; Xie, L.; Zhang, L.C.; Wu, L.; Fu, Y.; Wang, L.; Lu, W. Electrochemical and in vitro behavior of the nanosized composites of Ti-6Al-4V and TiO2 fabricated by friction stir process. Appl. Surf. Sci. 2017, 423, 331–339. [Google Scholar] [CrossRef]
- Wang, T.; Gwalani, B.; Shukla, S.; Frank, M.; Mishra, R.S. Development of in situ composites via reactive friction stir processing of Ti–B4C system. Compos. Part B Eng. 2019, 172, 54–60. [Google Scholar] [CrossRef]
- Xie, L.; Wang, L.; Wang, K.; Yin, G.; Fu, Y.; Zhang, D.; Lu, W.; Hua, L.; Zhang, L.C. TEM characterization on microstructure of Ti–6Al–4V/Ag nanocomposite formed by friction stir processing. Materialia 2018, 3, 139–144. [Google Scholar] [CrossRef]
- Edwards, P.; Ramulu, M. Peak temperatures during friction stir welding of Ti-6Al-4V. Sci. Technol. Weld. Join. 2010, 15, 468–472. [Google Scholar] [CrossRef]
- Li, J.; Shen, Y.; Hou, W.; Qi, Y. Friction stir welding of Ti-6Al-4V alloy: Friction tool, microstructure, and mechanical properties. J. Manuf. Process. 2020, 58, 344–354. [Google Scholar] [CrossRef]
- Zykova, A.; Vorontsov, A.; Chumaevskii, A.; Gurianov, D.; Gusarova, A.; Kolubaev, E.; Tarasov, S. Structural evolution of contact parts of the friction stir processing heat-resistant nickel alloy tool used for multi-pass processing of Ti6Al4V/ (Cu+Al) system. Wear 2022, 488-489, 204138. [Google Scholar] [CrossRef]
- Hosseini Zeidabadi, S.R.; Daneshmanesh, H. Fabrication and characterization of in-situ Al/Nb metal/intermetallic surface composite by friction stir processing. Mater. Sci. Eng. A 2017, 702, 189–195. [Google Scholar] [CrossRef]
- Qian, J.; Li, J.; Xiong, J.; Zhang, F.; Lin, X. In situ synthesizing Al3Ni for fabrication of intermetallic-reinforced aluminum alloy composites by friction stir processing. Mater. Sci. Eng. A 2012, 550, 279–285. [Google Scholar] [CrossRef]
- Adetunla, A.; Akinlabi, E. Fabrication of Aluminum Matrix Composites for Automotive Industry Via Multipass Friction Stir Processing Technique. Int. J. Automot. Technol. 2019, 20, 1079–1088. [Google Scholar] [CrossRef]
- Kalashnikov, K.N.; Tarasov, S.Y.; Chumaevskii, A.V.; Fortuna, S.V.; Eliseev, A.A.; Ivanov, A.N. Towards aging in a multipass friction stir—Processed AA2024. Int. J. Adv. Manuf. Technol. 2019, 103, 2121–2132. [Google Scholar] [CrossRef]
- Wu, L.H.; Wang, D.; Xiao, B.L.; Ma, Z.Y. Microstructural evolution of the thermomechanically affected zone in a Ti-6Al-4V friction stir welded joint. Scr. Mater. 2014, 78–79, 17–20. [Google Scholar] [CrossRef]
- Liu, H.; Zhou, L. Microstructural zones and tensile characteristics of friction stir welded joint of TC4 titanium alloy. Trans. Nonferr. Met. Soc. China 2010, 20, 1873–1878. [Google Scholar] [CrossRef]
- Lütjering, G.; Williams, J.C. Titanium, 2nd ed.; Engineering Materials, Processes; Springer: Berlin/Heidelberg, Germany, 2007; ISBN 978-3-540-71397-5. [Google Scholar]
- Yao, X.; Sun, Q.Y.; Xiao, L.; Sun, J. Effect of Ti2Cu precipitates on mechanical behavior of Ti–2.5Cu alloy subjected to different heat treatments. J. Alloys Compd. 2009, 484, 196–202. [Google Scholar] [CrossRef]
- Soffa, W.A.; Laughlin, D.E. High-strength age hardening copper–titanium alloys: Redivivus. Prog. Mater. Sci. 2004, 49, 347–366. [Google Scholar] [CrossRef]
- Ji, S.; Li, Z.; Zhang, L.; Wang, Y. Eliminating the tearing defect in Ti-6Al-4V alloy joint by back heating assisted friction stir welding. Mater. Lett. 2017, 188, 21–24. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, S.; Sun, Z.; Wang, H.; Ren, L.; Yang, K. Optimization of mechanical property, antibacterial property and corrosion resistance of Ti-Cu alloy for dental implant. J. Mater. Sci. Technol. 2019, 35, 2336–2344. [Google Scholar] [CrossRef]
- Zykova, A.; Chumaevskii, A.; Gusarova, A.; Kalashnikova, T.; Fortuna, S.; Savchenko, N.; Kolubaev, E.; Tarasov, S. Microstructure of In-Situ Friction Stir Processed Al-Cu Transition Zone. Metals 2020, 10, 818. [Google Scholar] [CrossRef]
- Shmorgun, V.G.; Slautin, O.V.; Evstropov, D.A. Effect of Contact Melting Regime on Structure and Properties of Coatings of the Copper–Titanium System. Metallurgist 2016, 60, 635–640. [Google Scholar] [CrossRef]
- Johnson, W.L. Thermodynamic and kinetic aspects of the crystal to glass transformation in metallic materials. Prog. Mater. Sci. 1986, 30, 81–134. [Google Scholar] [CrossRef]
- Blatter, A.; von Allmen, M. Reversible Amorphization in Laser-Quenched Titanium Alloys. Phys. Rev. Lett. 1985, 54, 2103–2106. [Google Scholar] [CrossRef]
- Zhang, L.; Zhang, H.; Ren, X.; Eckert, J.; Wang, Y.; Zhu, Z.; Gemming, T.; Pauly, S. Amorphous martensite in β-Ti alloys. Nat. Commun. 2018, 9, 506. [Google Scholar] [CrossRef] [Green Version]
- Born, M. Thermodynamics of Crystals and Melting. J. Chem. Phys. 1939, 7, 591–603. [Google Scholar] [CrossRef]
- Lindemann, F.A. About the Calculation of Molecular Eigenfrequencies; NASA Headquarters: Washington, DC, USA, 1910; pp. 609–612. [Google Scholar]
- Zykova, A.P.; Vorontsov, A.V.; Chumaevskii, A.V.; Gurianov, D.A.; Gusarova, A.V.; Savchenko, N.L.; Kolubaev, E.A. The influence of multipass friction stir processing on formation of microstructure and mechanical properties of Ti6Al4V. Alloy. Russ. J. Non-Ferr. Met. 2022, 63, 167–176. [Google Scholar] [CrossRef]





Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zykova, A.; Vorontsov, A.; Chumaevskii, A.; Gurianov, D.; Savchenko, N.; Gusarova, A.; Kolubaev, E.; Tarasov, S. In Situ Intermetallics-Reinforced Composite Prepared Using Multi-Pass Friction Stir Processing of Copper Powder on a Ti6Al4V Alloy. Materials 2022, 15, 2428. https://doi.org/10.3390/ma15072428
Zykova A, Vorontsov A, Chumaevskii A, Gurianov D, Savchenko N, Gusarova A, Kolubaev E, Tarasov S. In Situ Intermetallics-Reinforced Composite Prepared Using Multi-Pass Friction Stir Processing of Copper Powder on a Ti6Al4V Alloy. Materials. 2022; 15(7):2428. https://doi.org/10.3390/ma15072428
Chicago/Turabian StyleZykova, Anna, Andrey Vorontsov, Andrey Chumaevskii, Denis Gurianov, Nickolai Savchenko, Anastasija Gusarova, Evgeny Kolubaev, and Sergei Tarasov. 2022. "In Situ Intermetallics-Reinforced Composite Prepared Using Multi-Pass Friction Stir Processing of Copper Powder on a Ti6Al4V Alloy" Materials 15, no. 7: 2428. https://doi.org/10.3390/ma15072428
APA StyleZykova, A., Vorontsov, A., Chumaevskii, A., Gurianov, D., Savchenko, N., Gusarova, A., Kolubaev, E., & Tarasov, S. (2022). In Situ Intermetallics-Reinforced Composite Prepared Using Multi-Pass Friction Stir Processing of Copper Powder on a Ti6Al4V Alloy. Materials, 15(7), 2428. https://doi.org/10.3390/ma15072428