
Investigating Optimum Conditions for Developing Pozzolanic Ashes from Organic Wastes as Cement Replacing Materials


Abstract
:1. Introduction
2. Methodology
2.1. Materials
2.2. Calcination of Ashes
2.3. Sample Preparation
2.4. Testing
3. Results and Discussion
3.1. X-ray Diffraction
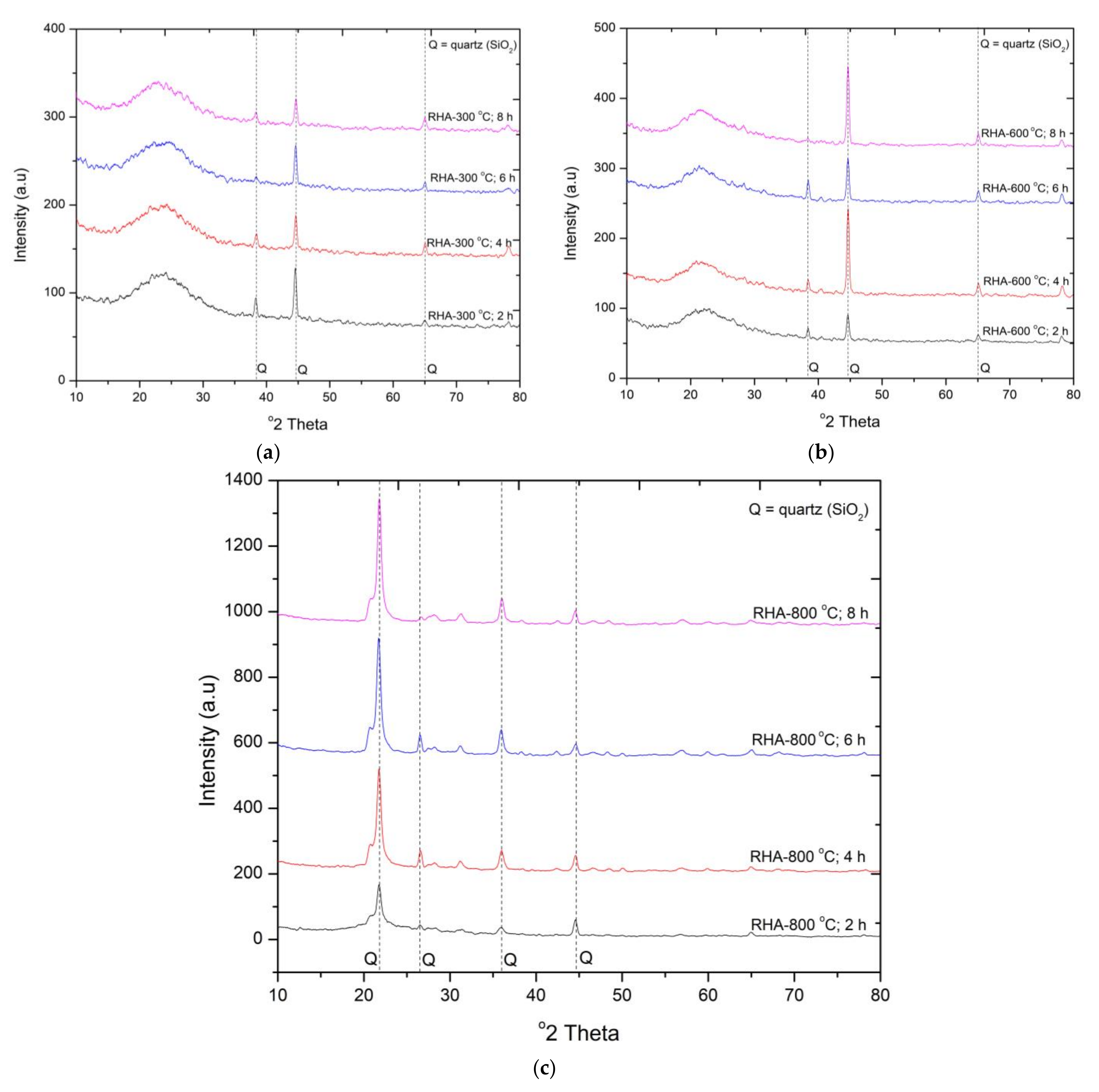
3.1.1. X-ray Diffraction Analysis of RHA at Different Duration and Calcination Temperatures
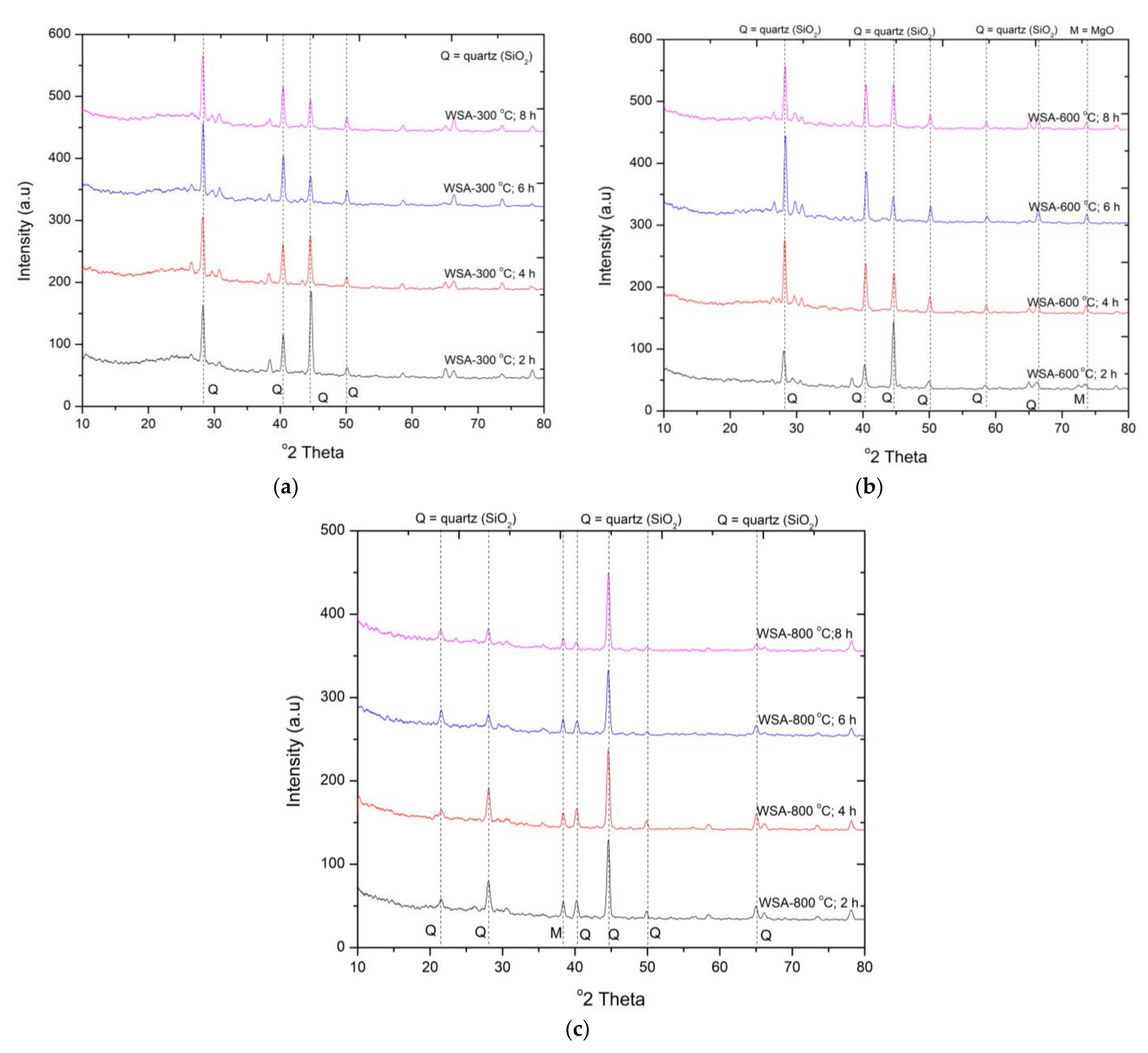
3.1.2. X-ray Diffraction Analysis of WSA at Different Duration and Calcination Temperatures
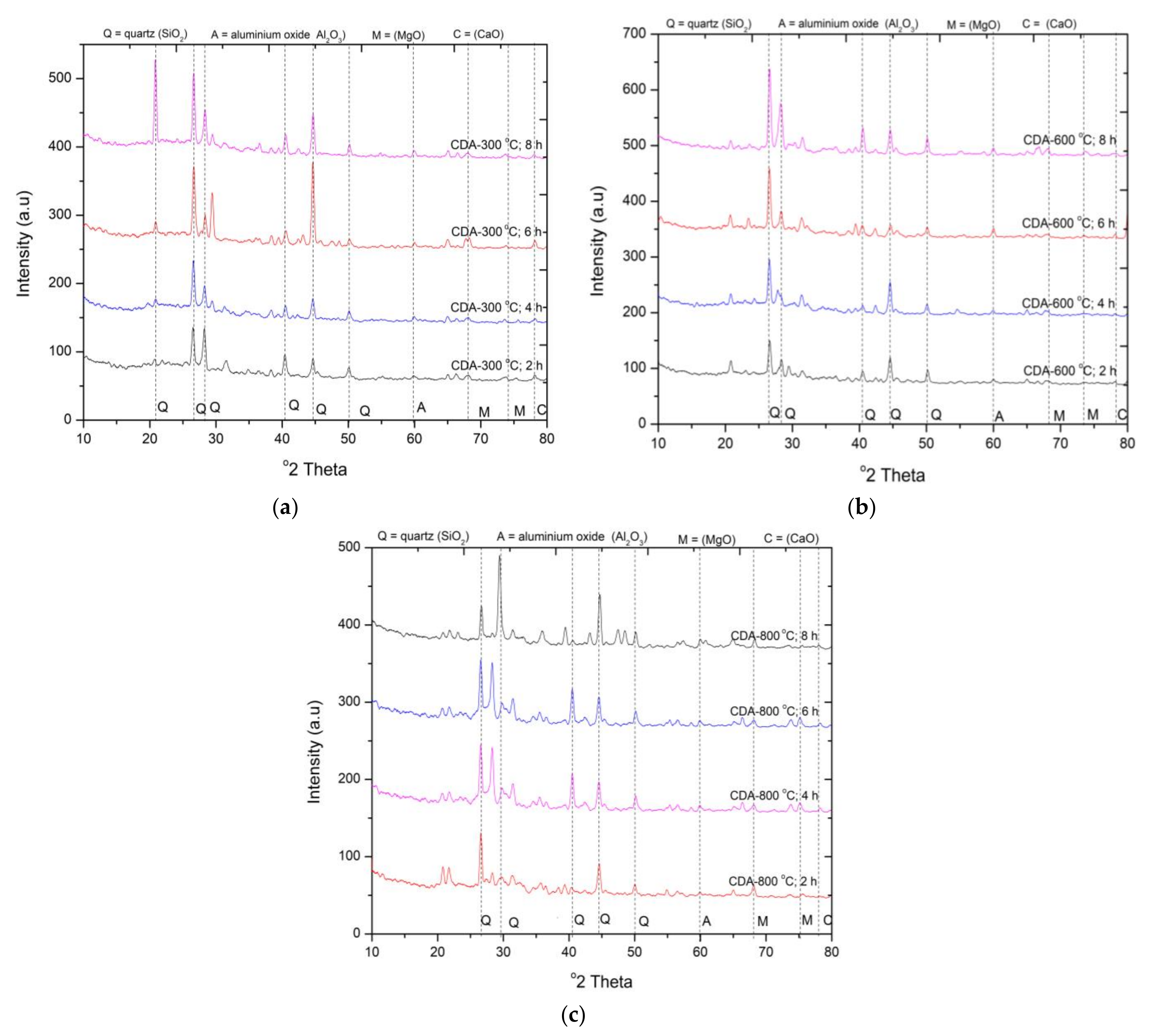
3.1.3. X-ray Diffraction Analysis of CDA at Different Duration and Calcination Temperatures
3.2. Compressive Strength and Strength Activity Index (SAI)
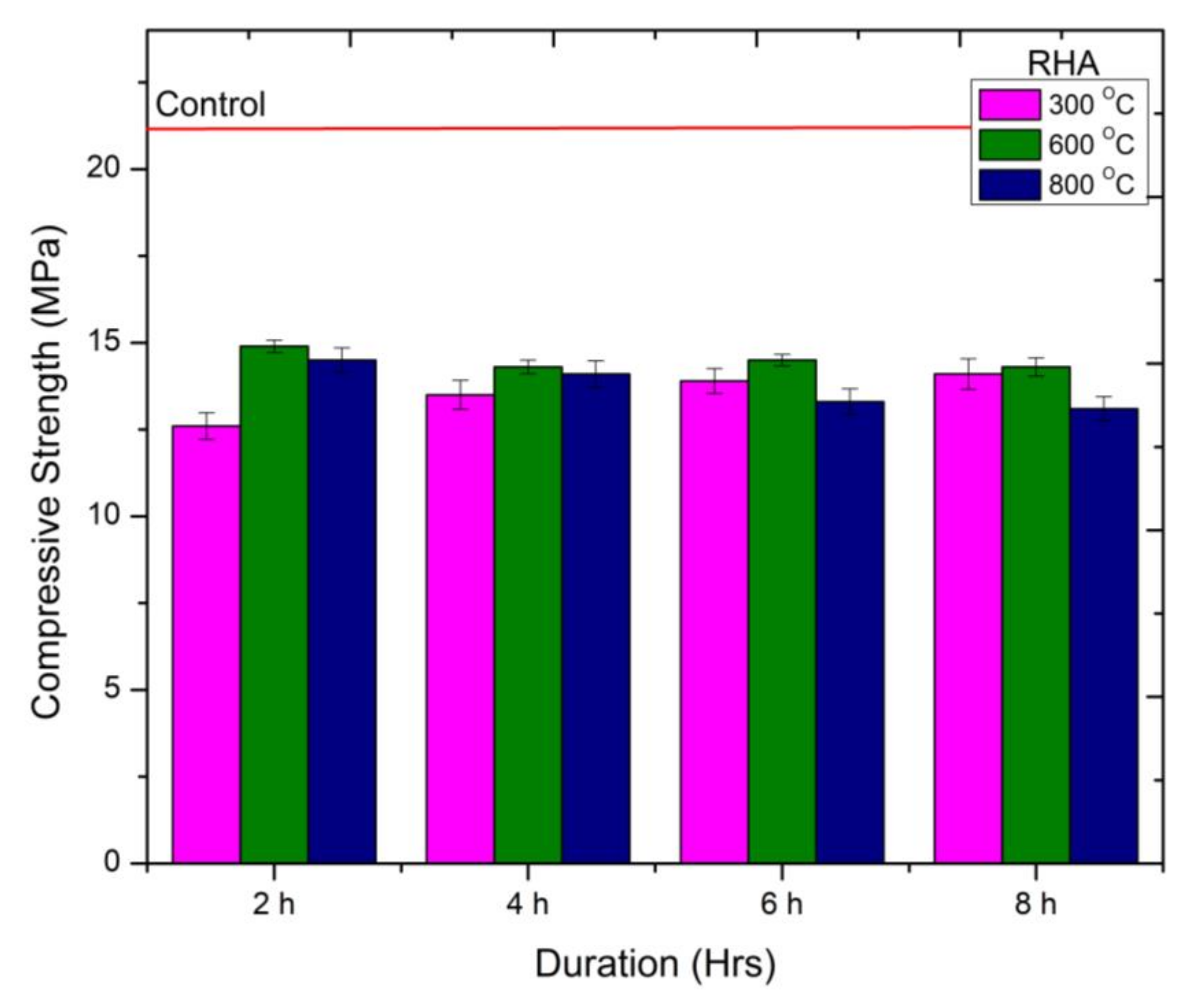
3.2.1. Compressive Strength of RHA
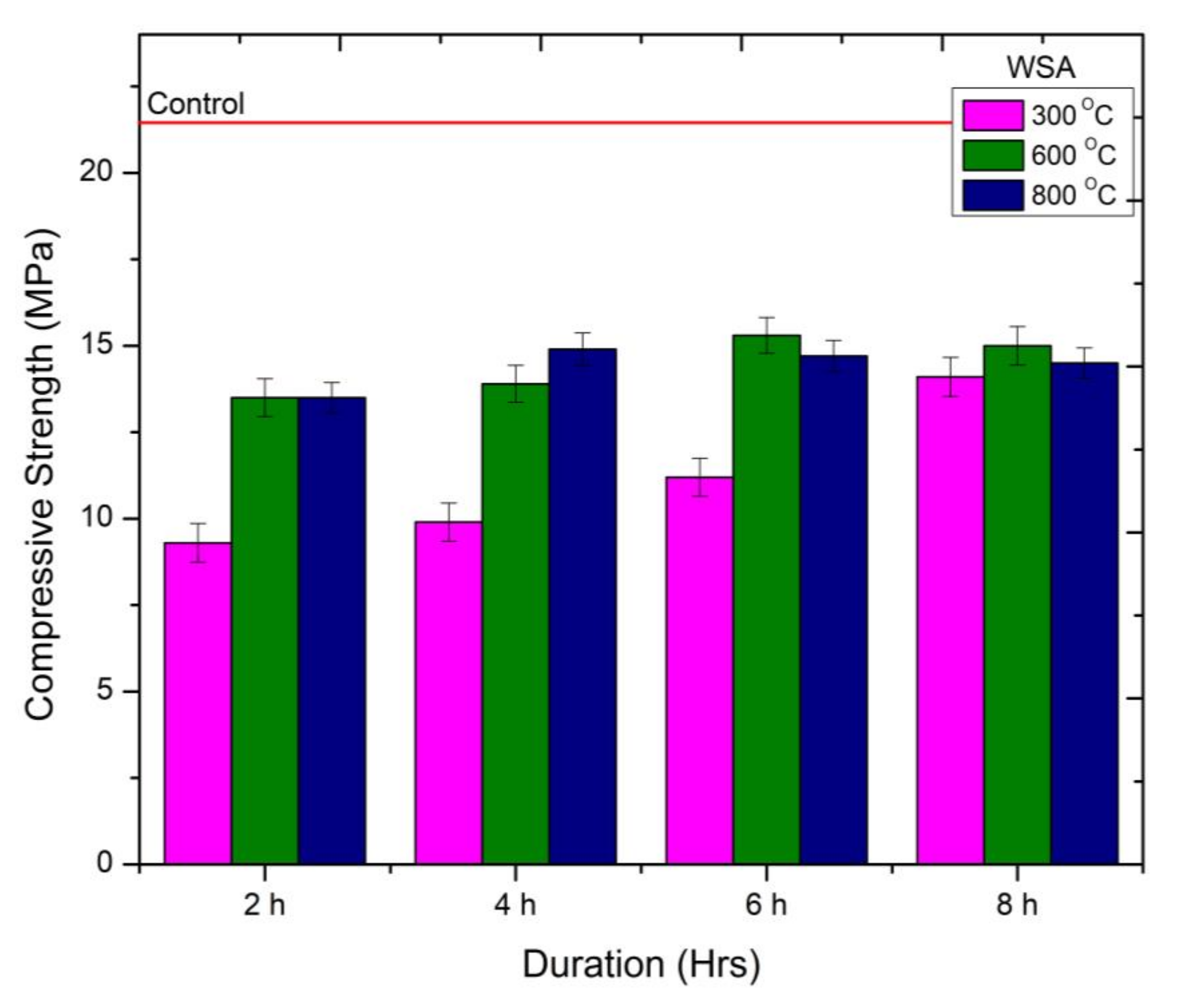
3.2.2. Compressive Strength of WSA
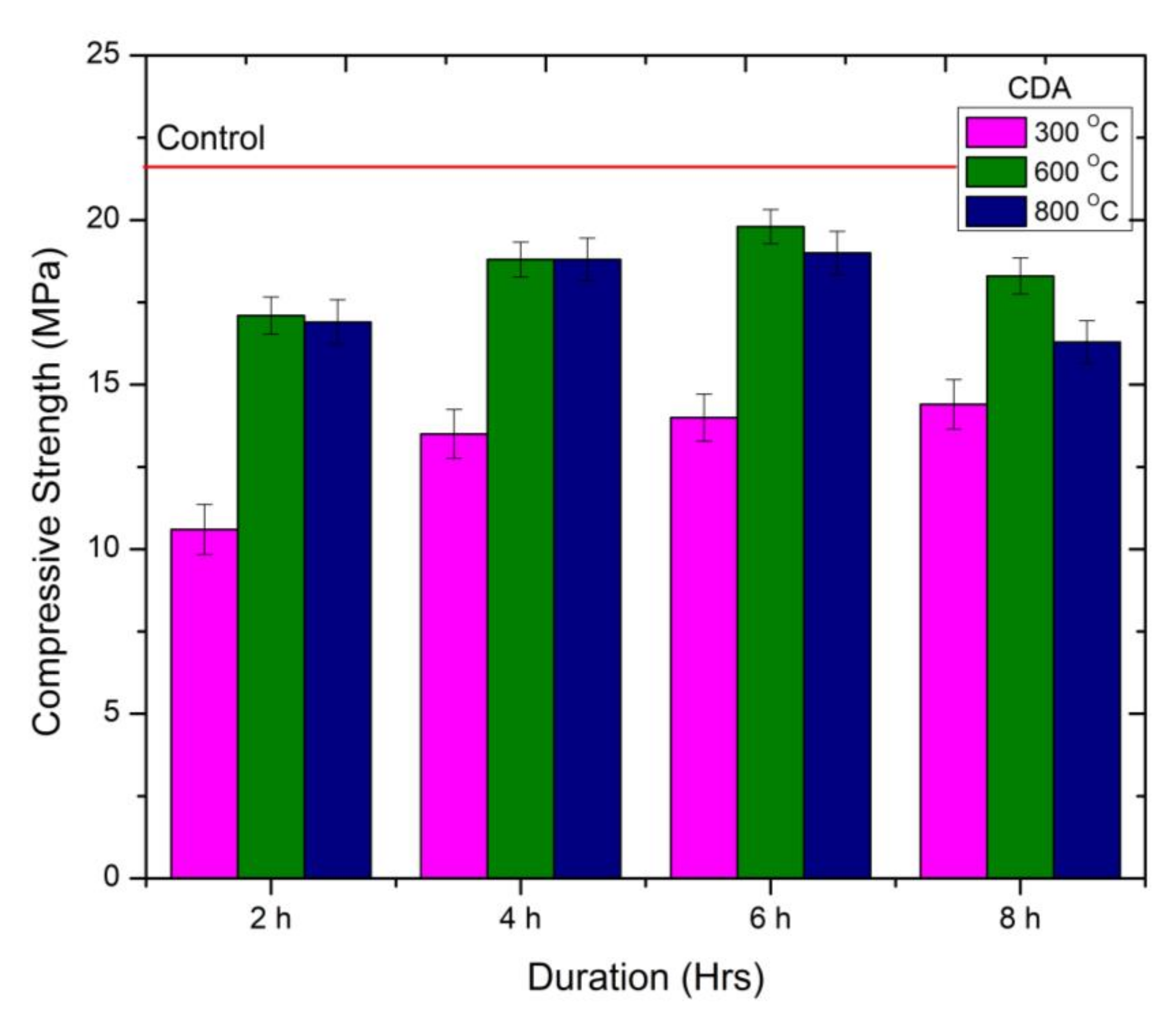
3.2.3. Compressive Strength of CDA
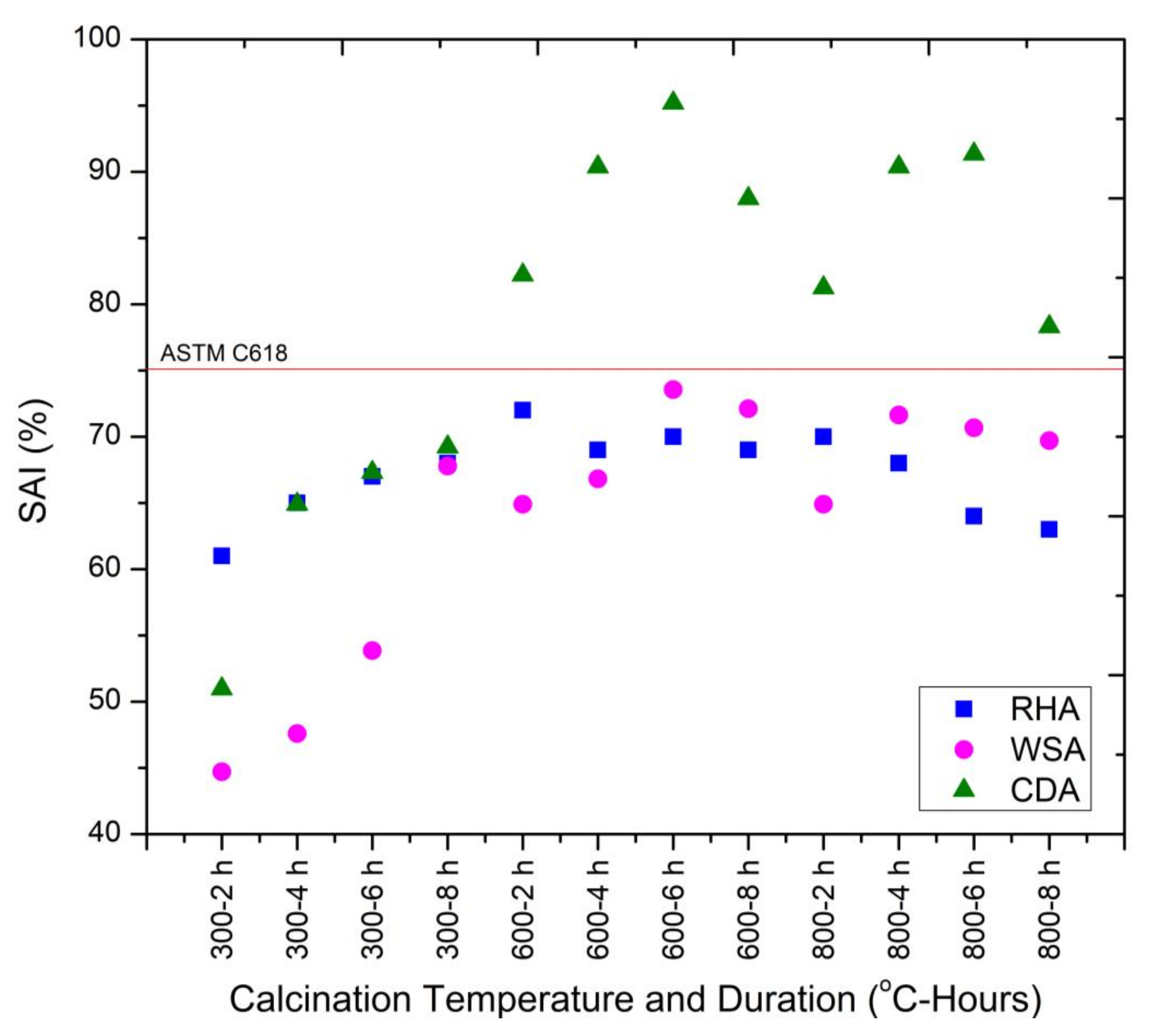
3.2.4. Strength Activity Index (SAI)
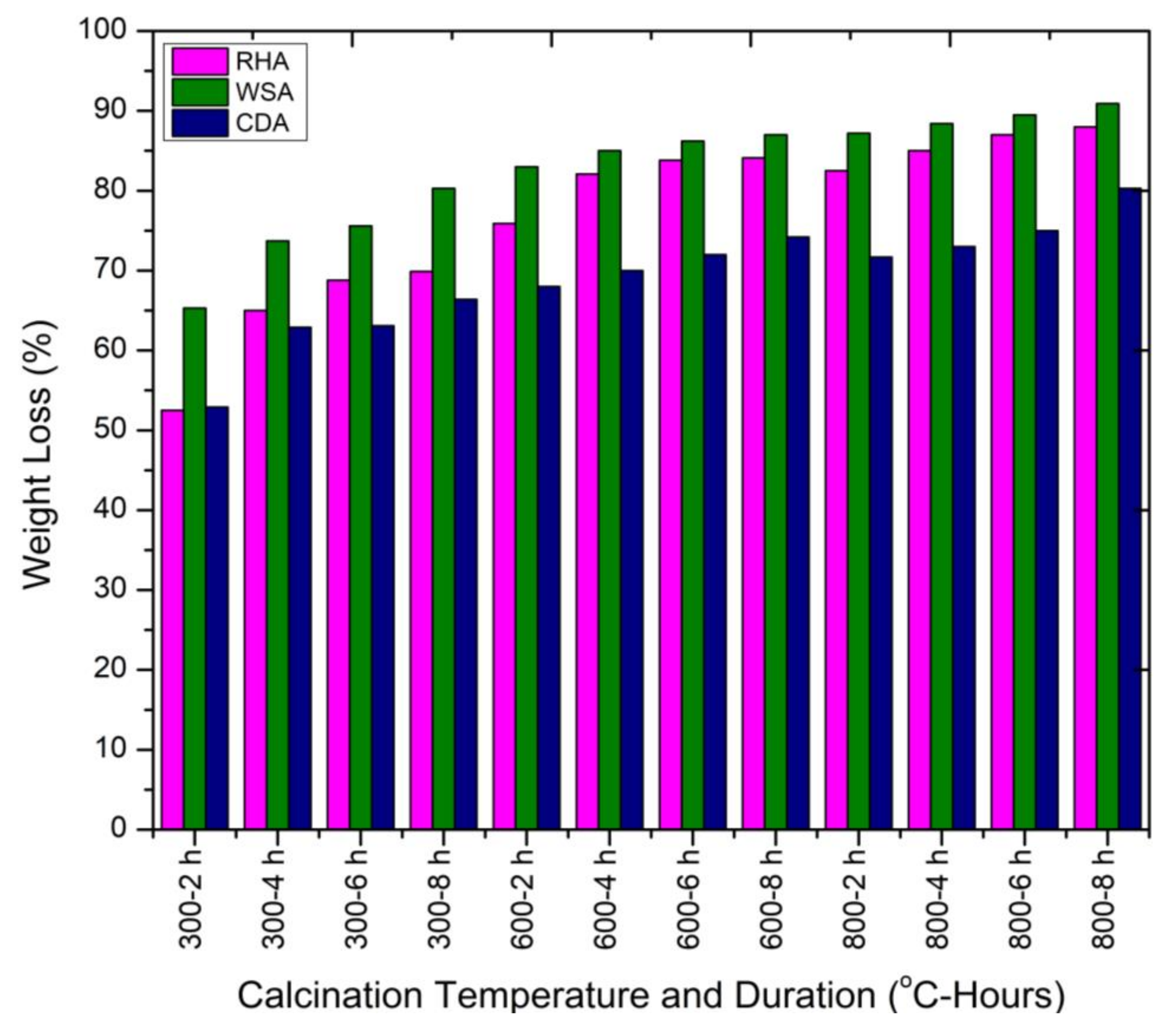
3.3. Weight Loss
4. Conclusions
- Based on the XRD patterns the silica was presented in the amorphous state when all ashes (RHA, WSA, and CDA) were calcinated at 600 °C. The optimum calcination duration for producing good quality CDA and WSA was recorded as 6 h, while the duration for obtaining highly reactive RHA was evaluated as 2 h.
- CDA samples presented considerable strength development compared to RHA and WSA samples. The highest compressive strength was obtained for the mix (CDA600-6H) containing calcinated CDA at 600 °C for 6 h. The strength was slightly lower (3%) than the control mix. However, the reduction in strength was considerably greater in the case of mortar mixes containing RHA and WSA as cement replacement material.
- The highest SAI was achieved for the mortar samples containing CDA calcinated at 600 °C for 6 h duration (CDA600-6H). RHA and WSA did not qualify as pozzolan according to ASTM C618 pozzolan classification. Along with the presence of crystalline silica, another major reason was the lower specific surface area of the RHA and WSA. In this research, the material was ground for only 30 min after calcination, which did not contribute to the significant pozzolanic activity. The materials ground for the higher duration are recommended for a higher strength activity index.
- An increase in weight loss was observed with the increase in calcination temperature. The obtained content of CDA, WSA, and RHA after calcination at evaluated optimum temperature (600 °C) was calculated as 28%, 15%, and 25%, respectively.
5. Recommendation
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Manjunatha, M.; Seth, D.; Balaji, K.; Chilukoti, S. Influence of PVC waste powder and silica fume on strength and microstructure properties of concrete: An experimental study. Case Stud. Constr. Mater. 2021, 15, e00610. [Google Scholar]
- Kumar, R.; Shafiq, N.; Kumar, A.; Jhatial, A.A. Investigating embodied carbon, mechanical properties, and durability of high-performance concrete using ternary and quaternary blends of metakaolin, nano-silica, and fly ash. Environ. Sci. Pollut. Res. 2021, 28, 49074–49088. [Google Scholar] [CrossRef]
- Kumar, R.; Yaseen, M.; Shafiq, N.; Jalal, A. Influence of metakaolin, fly ash and nano silica on mechanical and durability properties of concrete. Key Eng. Mater. 2017, 744, 8–14. [Google Scholar] [CrossRef]
- Charitha, V.; Athira, V.S.; Jittin, V.; Bahurudeen, A.; Nanthagopalan, P. Use of different agro-waste ashes in concrete for effective upcycling of locally available resources. Constr. Build. Mater. 2021, 285, 122851. [Google Scholar] [CrossRef]
- Viet, D.B.; Chan, W.-P.; Phua, Z.-H.; Ebrahimi, A.; Abbas, A.; Lisak, G. The use of fly ashes from waste-to-energy processes as mineral CO2 sequesters and supplementary cementitious materials. J. Hazard. Mater. 2020, 398, 122906. [Google Scholar] [CrossRef] [PubMed]
- Paul, S.C.; Mbewe, P.B.K.; Kong, S.Y.; Šavija, B. Agricultural solid waste as source of supplementary cementitious materials in developing countries. Materials 2019, 12, 1112. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kumar, A.; Kumar, R.; Das, V.; Jhatial, A.A.; Ali, T.H. Assessing the structural efficiency and durability of burnt clay bricks incorporating fly ash and silica fume as additives. Constr. Build. Mater. 2021, 310, 125233. [Google Scholar] [CrossRef]
- Xu, W.; Lo, T.Y.; Memon, S.A. Microstructure and reactivity of rich husk ash. Constr. Build. Mater. 2012, 29, 541–547. [Google Scholar] [CrossRef]
- Ahad, M.; Ashraf, M.; Kumar, R.; Ullah, M. Thermal, Physico-Chemical, and Mechanical Behaviour of Mass Concrete with Hybrid Blends of Bentonite and Fly Ash. Materials 2019, 12, 60. [Google Scholar] [CrossRef] [Green Version]
- Arel, H.S.; Aydin, E. Use of industrial and agricultural wastes in construction concrete. ACI Mater. J. 2018, 115, 55–64. [Google Scholar] [CrossRef]
- Nochaiya, T.; Wongkeo, W.; Chaipanich, A. Utilization of fly ash with silica fume and properties of Portland cement—Fly ash—Silica fume concrete. Fuel 2010, 89, 768–774. [Google Scholar] [CrossRef]
- Thomas, M.D.A.; Shehata, M.H.; Shashiprakash, S.G.; Hopkins, D.S.; Cail, K. Use of ternary cementitious systems containing silica fume and fly ash in concrete. Cem. Concr. Res. 1999, 29, 1207–1214. [Google Scholar] [CrossRef]
- Thomas, B.S.; Yang, J.; Mo, K.H.; Abdalla, J.A.; Hawileh, R.A.; Ariyachandra, E. Biomass ashes from agricultural wastes as supplementary cementitious materials or aggregate replacement in cement/geopolymer concrete: A comprehensive review. J. Build. Eng. 2021, 40, 102332. [Google Scholar] [CrossRef]
- Amin, M.; Zeyad, A.M.; Tayeh, B.A.; Agwa, I.S. Effects of nano cotton stalk and palm leaf ashes on ultrahigh-performance concrete properties incorporating recycled concrete aggregates. Constr. Build. Mater. 2021, 302, 124196. [Google Scholar] [CrossRef]
- Martirena, F.; Monzó, J. Vegetable ashes as supplementary cementitious materials. Cem. Concr. Res. 2018, 114, 57–64. [Google Scholar] [CrossRef]
- Embong, R.; Shafiq, N.; Kusbiantoro, A.; Nuruddin, M.F. Effectiveness of low-concentration acid and solar drying as pre-treatment features for producing pozzolanic sugarcane bagasse ash. J. Clean. Prod. 2016, 112, 953–962. [Google Scholar] [CrossRef] [Green Version]
- Arif, E.; Clark, M.W.; Lake, N. Sugar cane bagasse ash from a high efficiency co-generation boiler: Applications in cement and mortar production. Constr. Build. Mater. 2016, 128, 287–297. [Google Scholar] [CrossRef]
- Khushnood, R.A.; Rizwan, S.A.; Memon, S.A.; Tulliani, J.-M.; Ferro, G.A. Experimental investigation on use of wheat straw ash and bentonite in self-compacting cementitious system. Adv. Mater. Sci. Eng. 2014, 2014, 832508. [Google Scholar] [CrossRef] [Green Version]
- Amin, M.N.; Murtaza, T.; Shahzada, K.; Khan, K.; Adil, M. Pozzolanic potential and mechanical performance of wheat straw ash incorporated sustainable concrete. Sustainability 2019, 11, 519. [Google Scholar] [CrossRef] [Green Version]
- Biricik, H.; Aköz, F.; Berktay, I.L.; Tulgar, A.N. Study of pozzolanic properties of wheat straw ash. Cem. Concr. Res. 1999, 29, 637–643. [Google Scholar] [CrossRef]
- Memon, S.A.; Wahid, I.; Khan, M.K.; Tanoli, M.A.; Bimaganbetova, M. Environmentally friendly utilization of wheat straw ash in cement-based composites. Sustainability 2018, 10, 1322. [Google Scholar] [CrossRef] [Green Version]
- Ataie, F.F.; Riding, K.A. Thermochemical pretreatments for agricultural residue ash production for concrete. J. Mater. Civil. Eng. 2013, 25, 1703–1711. [Google Scholar] [CrossRef]
- Ramachandran, D.; Vishwakarma, V.; Viswanathan, K. Detailed studies of cow dung ash modified concrete exposed in fresh water. J. Build. Eng. 2018, 20, 173–178. [Google Scholar]
- Sahin, S.; Kocaman, B.; Orung, I.; Memis, S. Replacing cattle manure ash as cement into concrete. J. Appl. Sci. 2006, 6, 2840–2842. [Google Scholar]
- ASTM C150/C150M—20. Standard Specification for Portland Cement. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C311/C311M—18. Standard Practice for Mechanical Mixing of Hydraulic Cement Pastes and Mortars of Plastic Consistency. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C305-20. Standard Practice for Mechanical Mixing of Hydraulic Cement Pastes and Mortars of Plastic Consistency. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C109/C109M-21. Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50 mm] Cube Specimens). ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM C618-19. Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM International: West Conshohocken, PA, USA, 2019. Available online: www.astm.org (accessed on 9 January 2022).
- Nair, D.G.; Fraaij, A.; Klaassen, A.A.K.; Kentgens, A.P.M. A structural investigation relating to the pozzolanic activity of rice husk ashes. Cem. Concr. Res. 2008, 38, 861–869. [Google Scholar] [CrossRef]
- Patel, M.; Karera, A.; Prasanna, P. Effect of thermal and chemical treatments on carbon and silica contents in rice husk. J. Mater. Sci. 1987, 22, 2457–2464. [Google Scholar] [CrossRef]
- Ganesan, K.; Rajagopal, K.; Thangavel, K. Rice husk ash blended cement: Assessment of optimal level of replacement for strength and permeability properties of concrete. Constr. Build. Mater. 2008, 22, 1675–1683. [Google Scholar] [CrossRef]
- Bui, D.D.; Hu, J.; Stroeven, P. Particle size effect on the strength of rice husk ash blended gap-graded Portland cement concrete. Cem. Concr. Compos. 2005, 27, 357–366. [Google Scholar] [CrossRef]
- Kiattikomol, K.; Jaturapitakkul, C.; Songpiriyakij, S.; Chutubtim, S. A study of ground coarse fly ashes with different finenesses from various sources as pozzolanic materials. Cem. Concr. Compos. 2001, 23, 335–343. [Google Scholar] [CrossRef]
- Cordeiro, G.C.; Filho, R.D.T.; Tavares, L.M.; Fairbairn, E.d.R.; Hempel, S. Influence of particle size and specific surface area on the pozzolanic activity of residual rice husk ash. Cem. Concr. Compos. 2011, 33, 529–534. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Calcination Temperature | Compounds % | Duration | |||
|---|---|---|---|---|---|
| 2 h | 4 h | 6 h | 8 h | ||
| WSA Calcination 300 °C | SiO2 | 12.02 | 29.52 | 36.69 | 36.86 |
| Al2O3 | 1.417 | 0.888 | 0.737 | 0.661 | |
| MgO | 1.575 | 0.962 | 0.895 | 0.746 | |
| CaO | 1.017 | 0.811 | 0.777 | 0.674 | |
| Na2O | 0.553 | 0.458 | 0.364 | 0.256 | |
| K2O | 10.24 | 9.878 | 8.673 | 7.396 | |
| WSA Calcination 600 °C | SiO2 | 42.51 | 60.6 | 69.67 | 70.14 |
| Al2O3 | 1.644 | 0.737 | 0.586 | 0.51 | |
| MgO | 1.343 | 1.045 | 0.68 | 0.63 | |
| CaO | 0.857 | 0.72 | 0.594 | 0.457 | |
| Na2O | 0.701 | 0.634 | 0.377 | 0.283 | |
| K2O | 9.408 | 8.288 | 7.986 | 6.3 | |
| WSA Calcination 800 °C | SiO2 | 69.31 | 72.03 | 71.83 | 74.57 |
| Al2O3 | 1.682 | 0.869 | 0.737 | 0.586 | |
| MgO | 1.99 | 1.509 | 0.813 | 0.58 | |
| CaO | 0.925 | 0.788 | 0.605 | 0.537 | |
| Na2O | 1.011 | 0.701 | 0.445 | 0.377 | |
| K2O | 7.167 | 7.143 | 5.168 | 3.855 | |
| RHA Calcination 300°C | SiO2 | 47.92 | 47.619 | 52.432 | 63.62 |
| Al2O3 | 0.642 | 0.4535 | 0.3212 | 0.2834 | |
| MgO | 0.63 | 0.514 | 0.4809 | 0.3151 | |
| CaO | 1.508 | 1.0623 | 0.9024 | 0.3655 | |
| Na2O | 0.957 | 0.6605 | 0.5796 | 0.5662 | |
| K2O | 1.819 | 1.7828 | 1.7467 | 1.6503 | |
| RHA Calcination 600°C | SiO2 | 76.37 | 78.79 | 81.01 | 84.54 |
| Al2O3 | 1.493 | 0.926 | 0.737 | 0.529 | |
| MgO | 0.879 | 0.763 | 0.597 | 0.415 | |
| CaO | 2.033 | 1.165 | 1.074 | 0.537 | |
| Na2O | 0.634 | 0.62 | 0.553 | 0.526 | |
| K2O | 3.819 | 3.493 | 2.626 | 2.614 | |
| RHA Calcination 800°C | SiO2 | 80.86 | 91.9 | 92.26 | 92.37 |
| Al2O3 | 0.812 | 0 | 0.642 | 0.491 | |
| MgO | 0.614 | 0.464 | 0.448 | 0.431 | |
| CaO | 1.154 | 1.074 | 1.039 | 1.017 | |
| Na2O | 0.58 | 0.485 | 0.324 | 0.31 | |
| K2O | 3.24 | 2.325 | 2.204 | 2.108 | |
| CDA Calcination 300°C | SiO2 | 35.15 | 35.38 | 40.6 | 52.32 |
| Al2O3 | 3.458 | 2.154 | 2.154 | 2.967 | |
| Fe2O3 | 2.902 | 2.145 | 1.859 | 1.887 | |
| MgO | 2.073 | 1.741 | 1.691 | 1.675 | |
| CaO | 5.46 | 3.004 | 2.993 | 2.833 | |
| Na2O | 1.348 | 1.146 | 0.957 | 0.876 | |
| K2O | 2.879 | 2.734 | 2.614 | 2.578 | |
| P2O5 | 2.2 | 1.81 | 1.558 | 1.237 | |
| CDA Calcination 600°C | SiO2 | 49.2 | 61.97 | 74.25 | 75.41 |
| Al2O3 | 3.533 | 3.307 | 3.231 | 3.174 | |
| Fe2O3 | 2.831 | 2.502 | 2.473 | 2.459 | |
| MgO | 2.106 | 1.94 | 1.807 | 1.807 | |
| CaO | 6.511 | 5.015 | 4.992 | 4.969 | |
| Na2O | 1.213 | 0.876 | 0.836 | 0.809 | |
| K2O | 2.674 | 2.59 | 2.554 | 2.518 | |
| P2O5 | 1.994 | 1.581 | 1.329 | 0.962 | |
| CDA Calcination 800°C | SiO2 | 71.73 | 73.05 | 74.23 | 81.33 |
| Al2O3 | 3.571 | 3.363 | 3.231 | 2.003 | |
| Fe2O3 | 3.074 | 2.788 | 1.944 | 3.431 | |
| MgO | 1.658 | 1.559 | 1.526 | 0.978 | |
| CaO | 6.877 | 6.408 | 6.134 | 6.054 | |
| Na2O | 1.2 | 0.849 | 0.795 | 0.782 | |
| K2O | 2.638 | 2.614 | 2.494 | 2.771 | |
| P2O5 | 1.948 | 1.467 | 1.237 | 1.031 | |
| Mix ID | Cement | Sand | RHA | WSA | CDA | w/b |
|---|---|---|---|---|---|---|
| Control | 1 | 2.75 | - | - | - | 0.49 |
| RHA300-2H | 0.80 | 2.75 | 0.20 | - | - | 0.49 |
| RHA300-4H | 0.80 | 2.75 | 0.20 | - | - | 0.49 |
| RHA300-6H | 0.80 | 2.75 | 0.20 | - | - | 0.49 |
| RHA300-8H | 0.80 | 2.75 | 0.20 | - | - | 0.49 |
| RHA600-2H | 0.80 | 2.75 | 0.20 | - | - | 0.49 |
| RHA600-4H | 0.80 | 2.75 | 0.20 | - | - | 0.49 |
| RHA600-6H | 0.80 | 2.75 | 0.20 | - | - | 0.49 |
| RHA600-8H | 0.80 | 2.75 | 0.20 | - | - | 0.49 |
| RHA800-2H | 0.80 | 2.75 | 0.20 | - | - | 0.49 |
| RHA800-4H | 0.80 | 2.75 | 0.20 | - | - | 0.49 |
| RHA800-6H | 0.80 | 2.75 | 0.20 | - | - | 0.49 |
| RHA800-8H | 0.80 | 2.75 | 0.20 | - | - | 0.49 |
| WSA300-2H | 0.80 | 2.75 | - | 0.20 | - | 0.49 |
| WSA300-4H | 0.80 | 2.75 | - | 0.20 | - | 0.49 |
| WSA300-6H | 0.80 | 2.75 | - | 0.20 | - | 0.49 |
| WSA300-8H | 0.80 | 2.75 | - | 0.20 | - | 0.49 |
| WSA600-2H | 0.80 | 2.75 | - | 0.20 | - | 0.49 |
| WSA600-4H | 0.80 | 2.75 | - | 0.20 | - | 0.49 |
| WSA600-6H | 0.80 | 2.75 | - | 0.20 | - | 0.49 |
| WSA600-8H | 0.80 | 2.75 | - | 0.20 | - | 0.49 |
| WSA800-2H | 0.80 | 2.75 | - | 0.20 | - | 0.49 |
| WSA800-4H | 0.80 | 2.75 | - | 0.20 | - | 0.49 |
| WSA800-6H | 0.80 | 2.75 | - | 0.20 | - | 0.49 |
| WSA800-8H | 0.80 | 2.75 | - | 0.20 | - | 0.49 |
| CDA300-2H | 0.80 | 2.75 | - | - | 0.20 | 0.49 |
| CDA300-4H | 0.80 | 2.75 | - | - | 0.20 | 0.49 |
| CDA300-6H | 0.80 | 2.75 | - | - | 0.20 | 0.49 |
| CDA300-8H | 0.80 | 2.75 | - | - | 0.20 | 0.49 |
| CDA600-2H | 0.80 | 2.75 | - | - | 0.20 | 0.49 |
| CDA600-4H | 0.80 | 2.75 | - | - | 0.20 | 0.49 |
| CDA600-6H | 0.80 | 2.75 | - | - | 0.20 | 0.49 |
| CDA600-8H | 0.80 | 2.75 | - | - | 0.20 | 0.49 |
| CDA800-2H | 0.80 | 2.75 | - | - | 0.20 | 0.49 |
| CDA800-4H | 0.80 | 2.75 | - | - | 0.20 | 0.49 |
| CDA800-6H | 0.80 | 2.75 | - | - | 0.20 | 0.49 |
| CDA800-8H | 0.80 | 2.75 | - | - | 0.20 | 0.49 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zaffar, S.; Kumar, A.; Memon, N.A.; Kumar, R.; Saand, A. Investigating Optimum Conditions for Developing Pozzolanic Ashes from Organic Wastes as Cement Replacing Materials. Materials 2022, 15, 2320. https://doi.org/10.3390/ma15062320
Zaffar S, Kumar A, Memon NA, Kumar R, Saand A. Investigating Optimum Conditions for Developing Pozzolanic Ashes from Organic Wastes as Cement Replacing Materials. Materials. 2022; 15(6):2320. https://doi.org/10.3390/ma15062320
Chicago/Turabian StyleZaffar, Suhail, Aneel Kumar, Naeem Aziz Memon, Rabinder Kumar, and Abdullah Saand. 2022. "Investigating Optimum Conditions for Developing Pozzolanic Ashes from Organic Wastes as Cement Replacing Materials" Materials 15, no. 6: 2320. https://doi.org/10.3390/ma15062320
APA StyleZaffar, S., Kumar, A., Memon, N. A., Kumar, R., & Saand, A. (2022). Investigating Optimum Conditions for Developing Pozzolanic Ashes from Organic Wastes as Cement Replacing Materials. Materials, 15(6), 2320. https://doi.org/10.3390/ma15062320