1. Introduction
Additive manufacturing technology, so-called 3D printing, has been on the rise in the recent years. In particular, 3D printing has seen commercial success in the realm of hobbyists and industrial prototyping fields, even reaching the heights of aerospace industries [
1]. The usual material that 3D printing utilizes is thermoplastics, with Polylactic Acid (PLA) being the most prevalent one, due to their nature to become fluid at extreme heat and cool instantly at room temperature [
2,
3]. Recently, there have been studies on using various material such as silicone rubber, for additive manufacturing technology [
4,
5,
6]. This brings additional possibilities as the biocompatible nature of silicone rubber would enable this technology to bring improvements towards the fields of medical and assistive devices.
One outcome of this is that Silicone Printing has started to have a presence in the commercial market, such as the S052 from SanDraw [
7]. This printer uses a two-part silicone in barrels as the ‘filament’. It is extruded through linear movement of the stepper motor, bringing the silicone components onto connections of tubes until it reaches the nozzle. The tubes of two components converge into one tube, and this tube has an embedded mixing blade to ensure that the components are thoroughly mixed. The mechanism of this printer is similar to Material Extrusion (MEX) technology regulated in ISO/ASTM 52900, with the exception of thermal reaction bonding [
8]. It primarily uses tubes as the medium for extruding silicone, as compared to the direct extrusion configurations of the studies in [
4,
5,
6]. This Bowden configuration exists already in regular 3D printing, offering advantages in significantly reducing the weight of the moving mechanism, increasing possible print speeds without facing jitter problems. A disadvantage, however, is posed by the material traveling in the said printing tube, having extrusion problems in flexible filaments [
9]. Its configuration would thus need its own analysis in order to overcome the associated challenges by the material silicone. In addition to providing commercial presence, a specific notable feature would be the material that can be extruded onto the printer with the desired 3D objects. These silicone materials have been approved in the standard of ISO-10993 [
7]. This standard evaluates the biocompatibility of devices [
10]. Thus, overcoming the challenges of this printer would enable rapid prototyping of biocompatible materials for a variety of applications.
It is then important to note the strategies used in silicone printing research to have an idea on how to tackle these challenges. The study in [
11] makes use of simultaneous control of reaction kinetics and transient rheology. They determined time and temperature in boundary conditions for the amount of curing during extrusion and layering of the print. In their printing results of 3D models, they were able to produce overhanging and enclosed hollow structures that require minimal post-processing. The study in [
12] talked about the extrusion of low viscosity inks. They made use of microfluidic print-heads for multiple ink switching and an ultraviolet exposure system for fast curing of their silicone prints. This allowed them to produce structures without needing support material. These methods are, however, limited not only in their type of silicone printer, but in the different characteristics of silicone material used by other printers. In contrast, a specialized silicone material is then studied in [
13], where they reported a guide for printing highly stretchable silicones. They built a theoretical model to effectively control printing speed and accuracy. Their resulting prints include the highly stretchable silicone, complex structures, soft electronics, and artificial muscles. These are useful for their silicone printer mechanism, where piston rods extrude the silicone components into a mixing tube with orthogonally arranged curved mixing blades that then extrudes out of a nozzle. This would be similar to the previously mentioned silicone printer of SanDraw, where it enables simultaneous mixing and printing. This stabilizes rheological properties mid-print and extends printable time of the silicone component.
Another more applied example of using silicone printing would be the soft robotic fabrication study by [
14], where they compare the soft robot’s performance with their molded counterparts. For their printer, they made use of mixer chambers and convective heater for ease of mixing and curing of the silicone structures. The configurations of MEX printer however differs largely from the Bowden-tube configuration of the SanDraw printer in terms of their mechanism. Thus, the resulting printed structures would contain differences in both external appearance and internal structure.
One such challenge is the setting of parameters to achieve said additive manufacturing for this experimental material and configuration. For the regular 3D printing of PLA, studies that involve parameter setting is shown in [
15], where the specimens are under water-absorption, and heat-treated conditions. They studied how layer-height, build-orientation, and raster orientation affected impact resistance. The study in [
16] then shows effects of printing parameters as well as annealing operations towards the porosity and crystallinity of the structure. However, the large parameter space of 3D printing slicers makes it difficult to achieve optimal parameters, even using a different material for extrusion. Parameter optimization by [
4,
5] responded with problems in their aim to achieve silicone printing specifically through freeform reversible embedding (FRE). FRE involves printing the structure under an aqueous bath for support. The expert intervention system in [
4] allows a more structured print with an optimized process. They started with screening the selection of parameters such as space, factor, and factor levels, and then used a hill-climbing algorithm to search the parameter space for the parametric optimization. The factors that they chose to optimize include the following: layer height, speed, filament packing density, retraction distance, solid surface thickness, tower, and comb. They evaluated the results based on print quality by assigning numeric scores, qualitative descriptions for layer fusion, infill, and stringiness. They were able to optimize the printing of a hollow cylinder, then, applied those parameters in printing 3D objects with increased structural complexity. As a response to this using another method, it is the chemical properties of the bath and ink material, along with printing settings that [
5] used in their machine learning model to create optimized printing settings for the same type of silicone printing mechanism. Their algorithm estimated processing conditions that enabled them to use faster print speeds when using low-viscosity inks. These two studies created strategies for FRE, but this specialized addition of manipulating the parameters of the support bath can deviate from the typical room temperature printing setups that other 3D printers already have.
An application of silicone printing into fabricating a meniscus implant is shown in [
17]. Here, they studied how printing parameters affect dimensional accuracy and mechanical properties, reliability and failure analysis of the printed silicone, and its cytotoxicity. Their results show low cytotoxicity and excellent biocompatibility of printed silicone. They analyzed their printing parameters via regression analysis and characterized the meniscus through compressive tests. This, however, is limited to the structure of the meniscus, and there would be some needs of doing tests on established structural standards. The study also studied the compressive property of the structure, however without an understanding of the tensile property instead. The same meniscus analysis but focusing more on using the configured printer was done in [
18]. The printers they used were more akin to the Bowden-tube configuration, but also used external heating elements on the nozzle and bed to assist the curing process. The focus on printing meniscus would also face the previously stated limitations.
Experimental design of optimization is an additional method to obtain optimal processing parameters, and the Taguchi method is one of the most efficient methods. This method is used in work about additive manufacturing such as [
2,
3,
19,
20], in the efficient determination of optimum parameters in MEX technology for different outputs. The MEX study in [
2] investigated the effects of extrusion temperature, layer thickness, infill percentage, and infill patterns on dimensional accuracy, repeatability of dimensions and mechanical properties. They found that a better dimensional accuracy can be obtained in lower extrusion temperatures, smaller layer thickness, lower infill percentage, and a hexagonal infill pattern. On another hand, ref. [
3] chose to use infill density, layer thickness, and print speed to optimize the output tensile properties of PLA specimens. They found their optimal conditions for the best tensile properties to be 80% infill density, 40 mm/s print speed, and 0.1 mm layer thickness. These showed the reliability of using the Taguchi method. The geometrical properties of dimension and tolerance was the output optimized by [
19] in their Taguchi experiment. The study in [
20] on the other hand used Taguchi for a more specified MEX printing, as they optimized process parameters for fabricating lattice structures. These were more in line with the usual thermoplastic materials in 3D printing technology. The spring assistive mechanism in [
21] pertained to Digital Light Process (DLP) 3D Printers. Their research used the Taguchi method to determine the factor importance of the processing parameters in their spring assisting mechanism. Taguchi helped them discover that the separation force is small when spring stiffness is small, spring loaded length is short, and spring free length is long.
Relating to the output parameters, other than [
3], tensile properties have also been the subject of optimization using Taguchi in [
22,
23,
24]. Injection molding process parameters of carbon fiber content, holding pressure, injection speed, and barrel temperature were investigated in [
22]. The advantages of Taguchi and Six Sigma approach were demonstrated in their findings that included increasing carbon fiber content improves the tensile strength. The MEX study in [
23] studied the parameters of build orientation, raster orientation, nozzle diameter, extruder temperature, infill density, shell number, and extruding speed on tensile strength in PLA filaments. They found that build orientation, nozzle diameter, and infill density have a high statistical significance, and thus have high impact on the result. The Analysis of Variance (ANOVA) method assisted in verifying the Taguchi results in [
21,
23,
24]. The Taguchi and ANOVA results, in conjunction with neural networks, were useful for [
24] in finding parameters from the flux, varying time, input current, and electrode diameter that generate higher tensile strength for Tungsten Inert Gas welding.
In terms of tensile properties, they are the main criteria in characterizing silicone structures for various applications, with flexibility being its defining characteristic. They are then used for characterization in research not limited to the Taguchi method. One example related to characterizing printed silicones is in [
6], which made a study in terms of their tensile and void properties. They used a different printer than the previously mentioned studies, as their silicone material is moisture-cured and is extruded through a progressive cavity pump attached to a nozzle. They varied the infill direction, and adjacent line spacing to study tensile properties and void formation. They found that internal void geometries increasing due to their mechanism operations significantly reduces the average tensile strengths of their specimens. They supported these results by using optical microscopy to determine failure points of their printed specimens. They found failures occurring in bottom surfaces of their minimal void specimens, where they attribute it to uneven curing creating cross-link density differences. These results led them to conclude that for their type of printer, it is advantageous to minimize voids between adjacent line spacings, jagged edge geometry, internal tangency voids, and surface roughness. The same type of silicone printer was also studied in [
25], where biaxial tensile properties and hyperelastic material models were used to evaluate additive manufacturing of wearable biomedical devices. Their research showed that the Yeoh model is the best match to their experimentally measured stress-strain curve and their finite element analysis of force and strain. These findings are useful for printers that use a mechanism similar to a progressive cavity pump directly attached on the nozzle of the machine, but may not be true for other mechanism configurations. These results thus showed the gaps in body of literature pertaining to the additive manufacturing technology of silicone components extruded in a Bowden-tube configuration.
This paper aims to do a parametric study for the tensile properties of silicone rubber specimens printed using a Bowden-type silicone printer. The printing parameters selected in this study are the print speed, infill density, flow rate, and infill pattern. The levels of these parameters are arranged in an orthogonal array based on Taguchi L9 method. The tensile tests are conducted by following the standard of ASTM D412. The results show the tensile properties, and analysis of the signal-to-noise ratios and ANOVA significance with the parameter effects.
2. Materials and Methods
2.1. Specifications of Printing
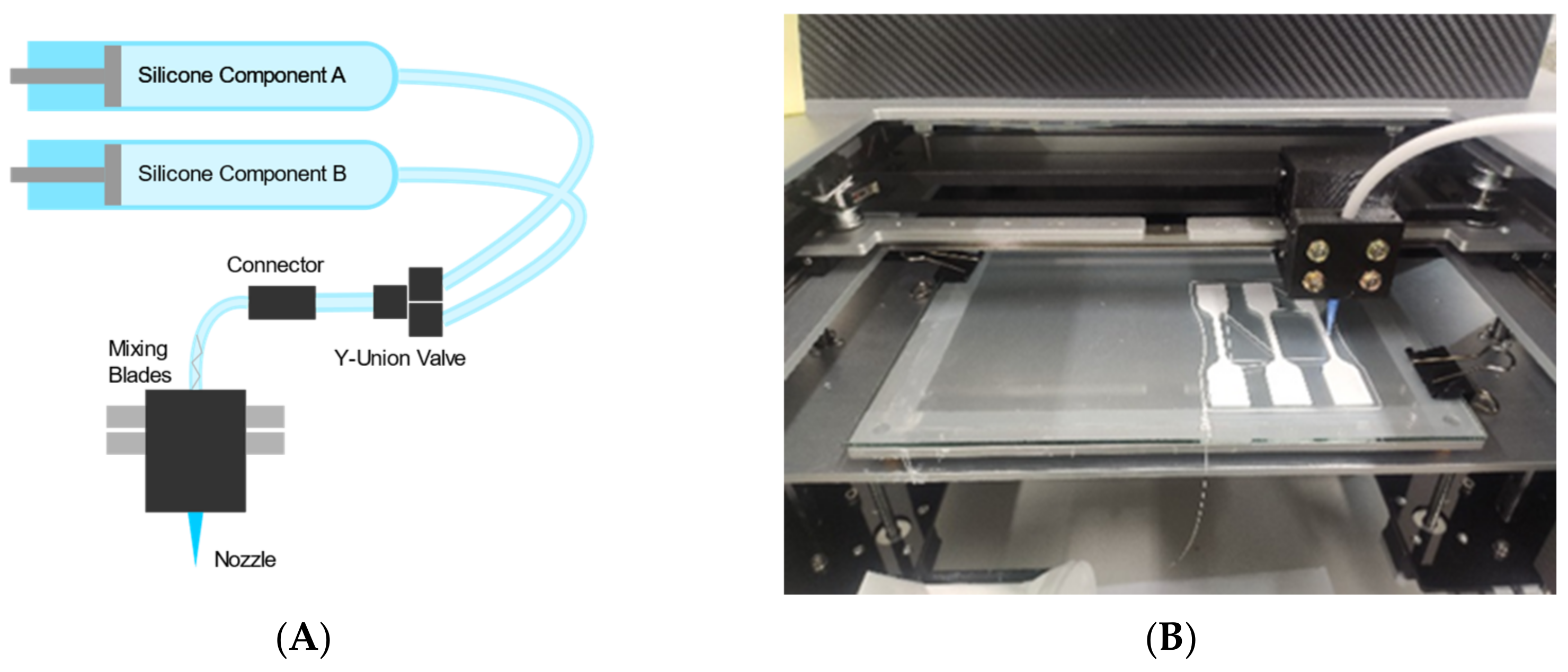
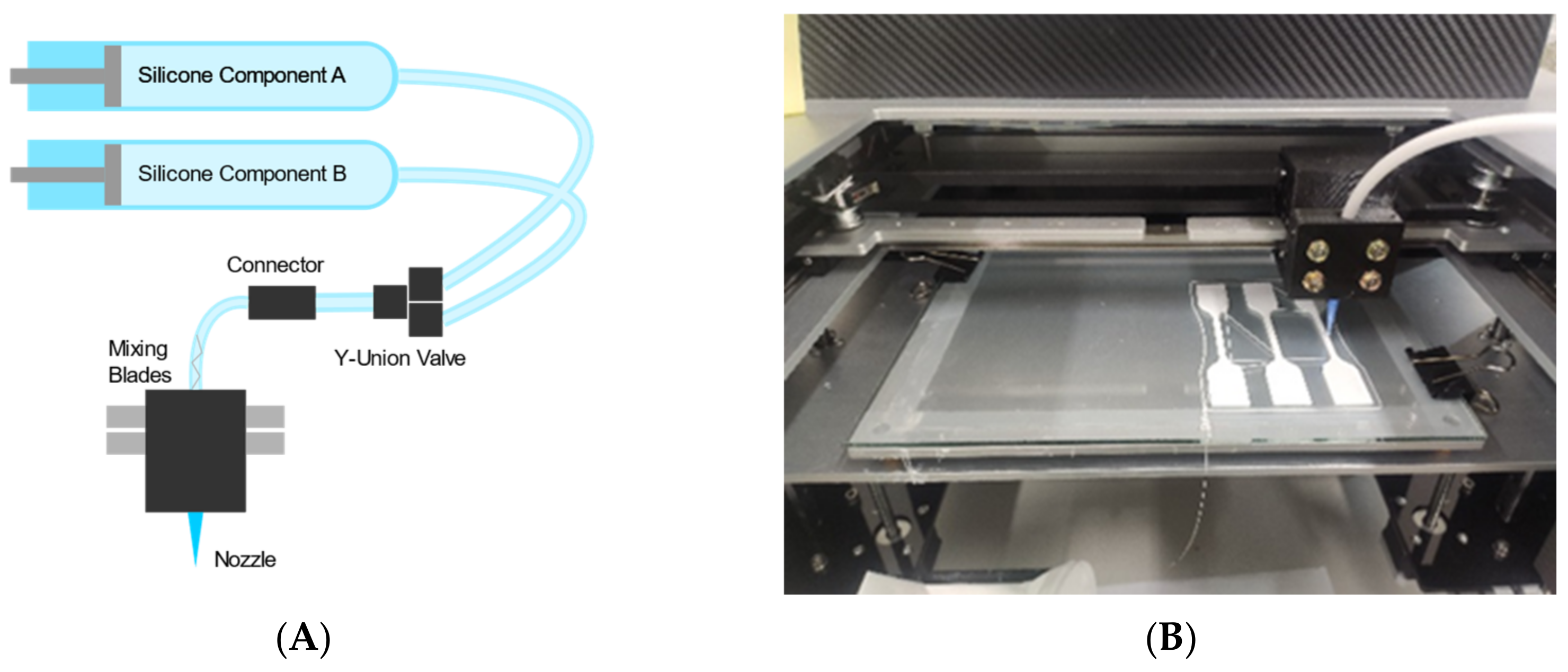
In this study, a silicone printer SanDraw S052 (S052, San Draw Inc., Taichung, Taiwan) is introduced for investigation. It uses two customized horizontally attached plastic barrels that hold the components of the silicone mixture (Sil50, San Draw Inc., Taichung, Taiwan) simultaneously. Its mechanism is similar to Bowden style 3D printers where the silicone barrels are connected by a tube to the nozzle. For the movement of the nozzle, two stepper motors have threads attached to them, making the X and Y axes of the printer, have a pulley system style of operations. The z-axis has two stepper motors, and these are attached to threaded rods that are screwed into the bed. The home positions of the x and y axes are indicated by limit switches. Calibration of the z-axis makes use of a sensor component that is adjusted manually using micrometer knob. There is a glass plate attached onto the bed of the silicone printer for the post baking process. These act similar to a pallet system to enable the ease of handling workpieces, for putting them onto the oven for curing, for storage, and for executing printing processes while the curing operations are being done.
Extrusion of the silicone components in the barrels is achieved through the threaded rod attached to the stepper motors. These rods push the airtight lid of the horizontally attached barrels, which in turn exerts pressure onto the silicone components, making them flow to the tubes and then onto the nozzle. Melding of the two components of silicone is achieved through the mixing blades embedded into the tube connected to the nozzle. This nozzle has an inner diameter of 0.4 mm, similar to the inner diameter of a regular 3D printer. A schematic diagram of printing mechanism of S052 and an example of printing operation can be seen in
Figure 1A,B, respectively. The Bowden-tube configuration enables this printer to exhibit faster speeds compared to printers in a direct drive configuration, due to having less mass in the moving mechanism [
9]. The challenge would thus be in working with the delay of extruding the material through the long tubes to the nozzle.
The software (FAMufacture, San Draw Inc., Taichung, Taiwan) used by the silicone printer utilizes the same principles and parameters that can be seen in 3D slicer software such as Cura (version 4.13.1, Ultimaker, Utrecht, The Netherlands) [
26]. The general workflow for the software is that an STL file is first loaded and positioned onto a virtual space that corresponds to the bed of the printer, having the options to move, scale, rotate, and other features of a regular 3D slicer. These STL files are then sliced in accordance to the configured print parameters. The software is also needed for the actual printing process; it sends the G-code commands to the printer firmware and then printer executes it.
2.2. Silicone Material
The used silicone material Sil50 (Sil50, San Draw Inc., Taichung, Taiwan) is a two-part liquid silicone rubber (LSR) and is colored opaque white. It gets its name from its hardness of shore A 50. It has a tensile strength of 1750 psi or 12.07 MPa and a tear strength of 40 kgf/cm [
27]. These parameters are provided by the supplier of the company without testing the use of additive manufacturing. As previously mentioned, this material is approved under ISO-10993. This biocompatible feature of this material would thus enable it to be used for a variety of medical, assistive, or other related applications.
2.3. Design of Experiments
For this study, the Taguchi method of experimental design is chosen for its robustness and efficiency [
28,
29]. Specifically, the Taguchi L9 method is chosen that uses four parameters and three levels. Four printing parameters are chosen as the input variables, with three levels for each of those parameters for demonstrating repeatability. These parameters and levels are then arranged in an orthogonal array. For the reliable study, seven specimens are printed for each combination and undergone the same experimental testing procedure. Five of these results are averaged in the following
Section 2.5 Data processing. The reason of preparing seven specimens is to avoid there being any serious random errors occurred.
The following parameters in the FAMufacture software are selected due to their large contribution toward the success of printing the 3D structure [
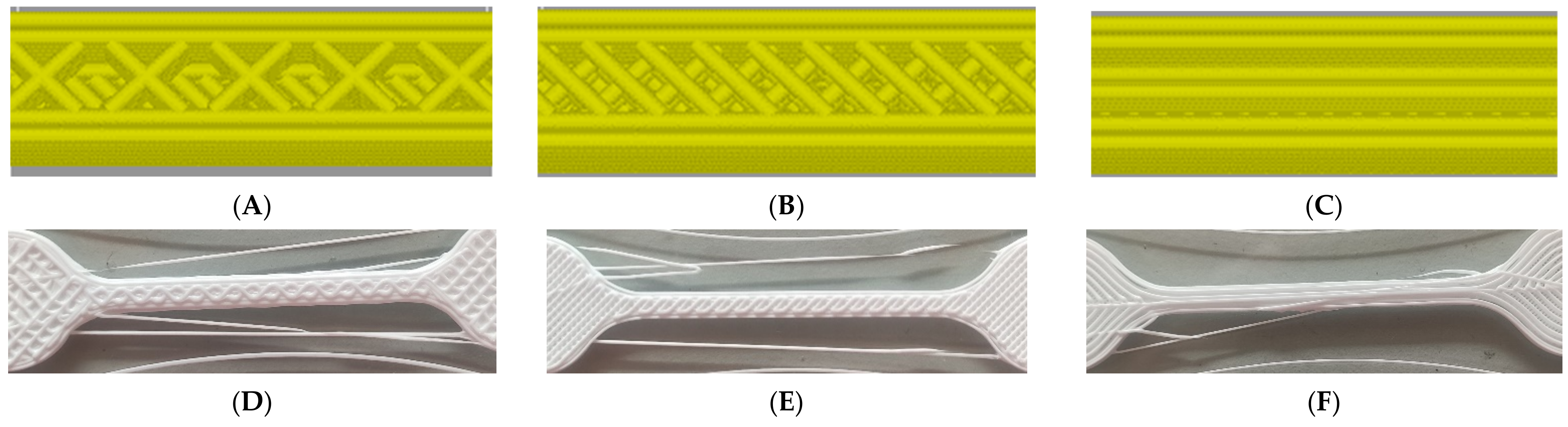
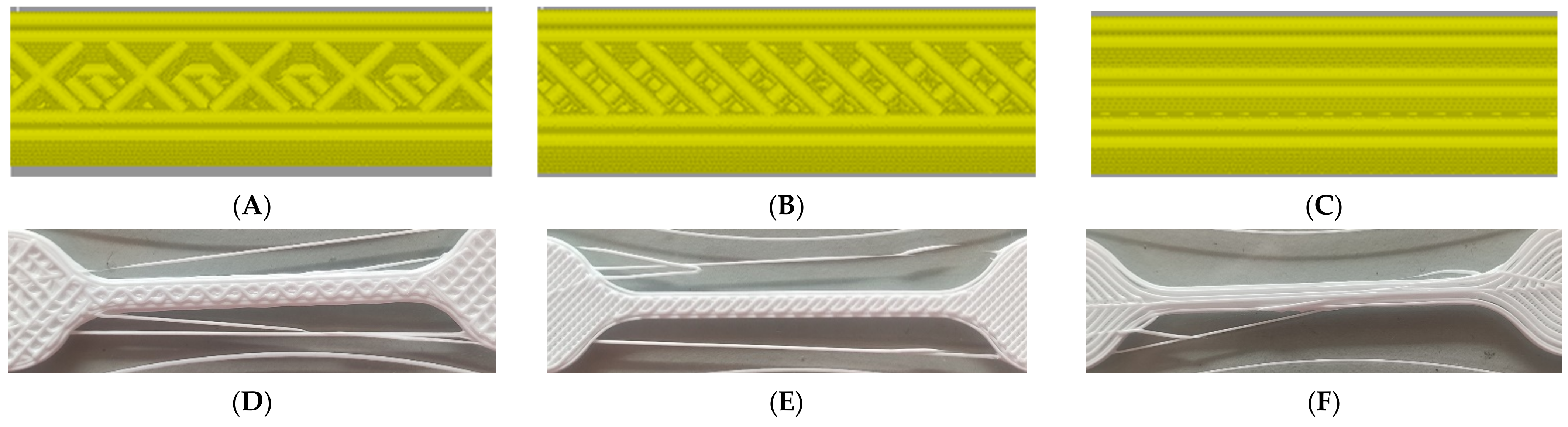
26]. Printing speed dictates the general movement of the gantry, infill density is the material density of the structure printed, flow rate is the speed of extrusion of the two parts of the silicone mixture, and the infill pattern tells the arrangement of toolpaths in the inner part of the structure. The levels of the print speed chosen are 10 mm/s, 35 mm/s, and 60 mm/s. Choosing a lower speed than 10 mm/s makes the printing process more inefficient, and having a larger speed than 60 mm/s does not make it possible for the nozzle to deposit the mixed silicone properly. The middle level of 35 mm/s is chosen to be the midpoint of the two ends of the upper and lower levels. The infill density levels are 15%, 53%, and the largest possible, 90%. The lowest level is chosen as the company stated that it is the minimum possible density for the structure, and the middle one is the midpoint between 15% and 90%. The 90% limit is chosen to show the contribution of the infill pattern. The flow rate levels are 50%, 75%, and 100%. Choosing the upper and lower levels for these parameters is the same as the one in the printing speed, as having a lower level than 50% will not make the printing efficient and 100% is the maximum value where the output print can still exhibit the intended dimension and material properties. The infill patterns used are Grid, Line, and Concentric, which can be seen in
Figure 2. The grid pattern stacks a grid on the layers to accommodate the infill of the structure. The line pattern shows diagonal lines on each layer, with alternating directions of diagonal lines per layer. The concentric pattern follows the shape of the dumbbell in a concentric manner. The print parameter values, and their corresponding levels are configured in the orthogonal array as shown in
Table 1.
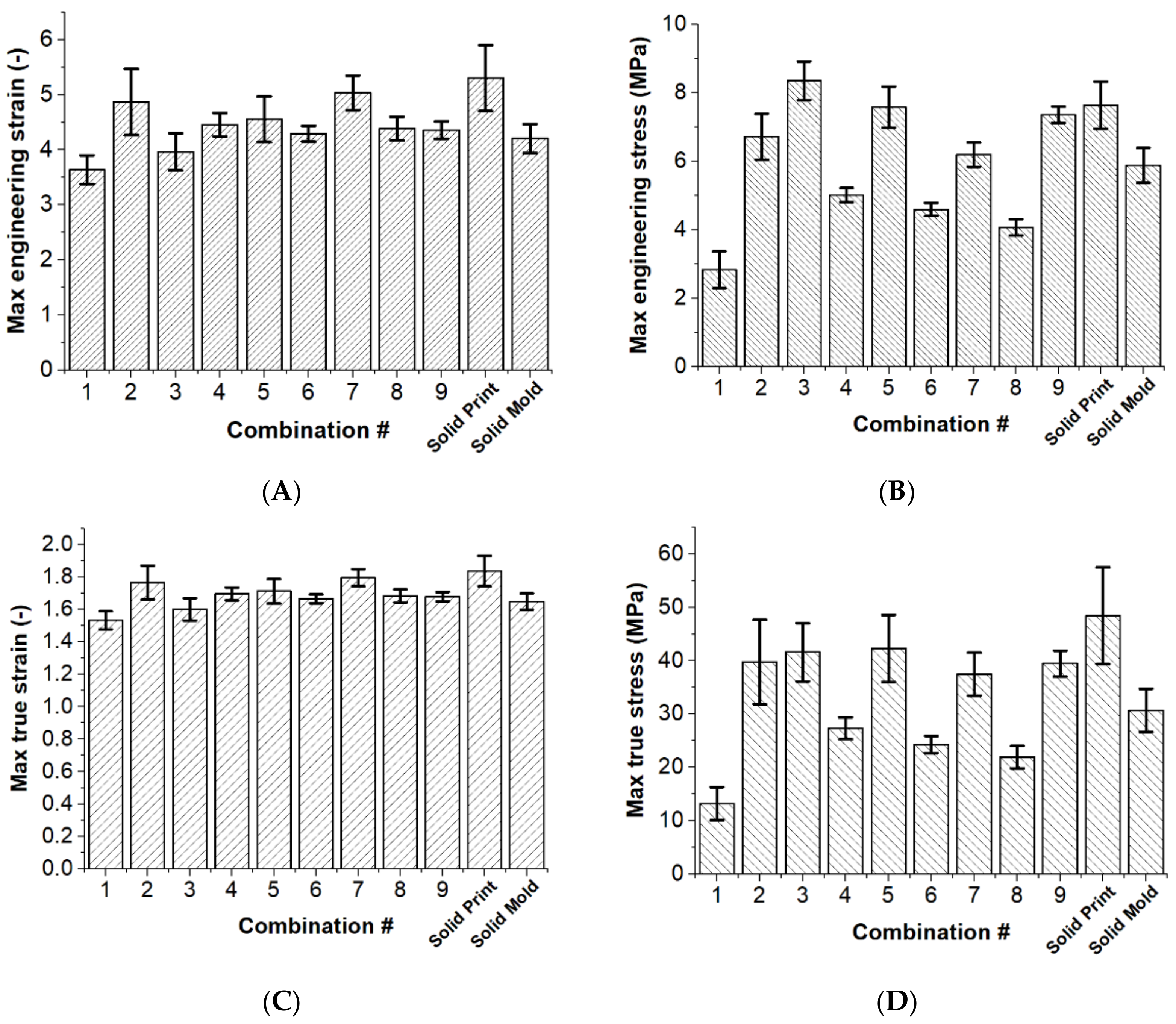
In addition to the specimens printed using the parameters of the orthogonal array, specimens printed at 100% infill and molded specimens are also made to have a baseline comparison. The 100% infill specimen is printed at a 60 mm/s speed and at a 100% flow rate. The parameters of print speed and flow rate are both optimized after doing the orthogonal array experiments, where its selection is based upon which would let it retain the specimen dumbbell shape without much deviation. The molded specimen is fabricated through creating a 3D printed mold for the shape of the dumbbell specimen using a Fused Deposition Modeling (FDM) printer and then pouring the extruded silicone in the said mold. The extruded silicone is then spread onto the mold.
The constant parameters in the experiments include the nozzle diameter of 0.4 mm, shell thickness of 0.8 mm, top and bottom thickness of 0.6 mm, and infill overlap of 15%. The function of retraction is not applicable during the printing since the gel-like silicone material is difficult to withdraw. These are printed at room temperature, ranging around 21 to 23 degrees Celsius and in a humidity of around 30–50%.
2.4. Tensile Tests
The specimens used for this study follow the standard in ASTM D412 for type-D dumbbell shape specimens with a thickness of 3 mm [
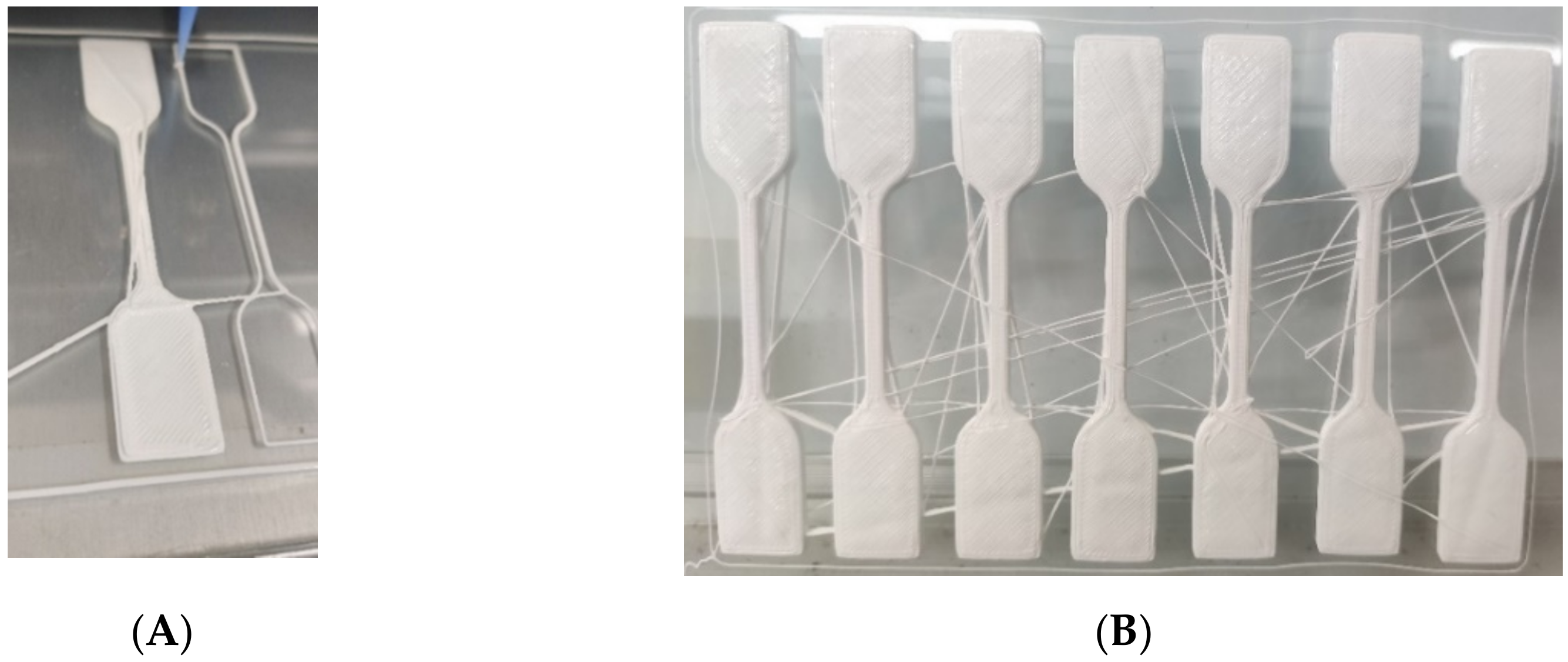
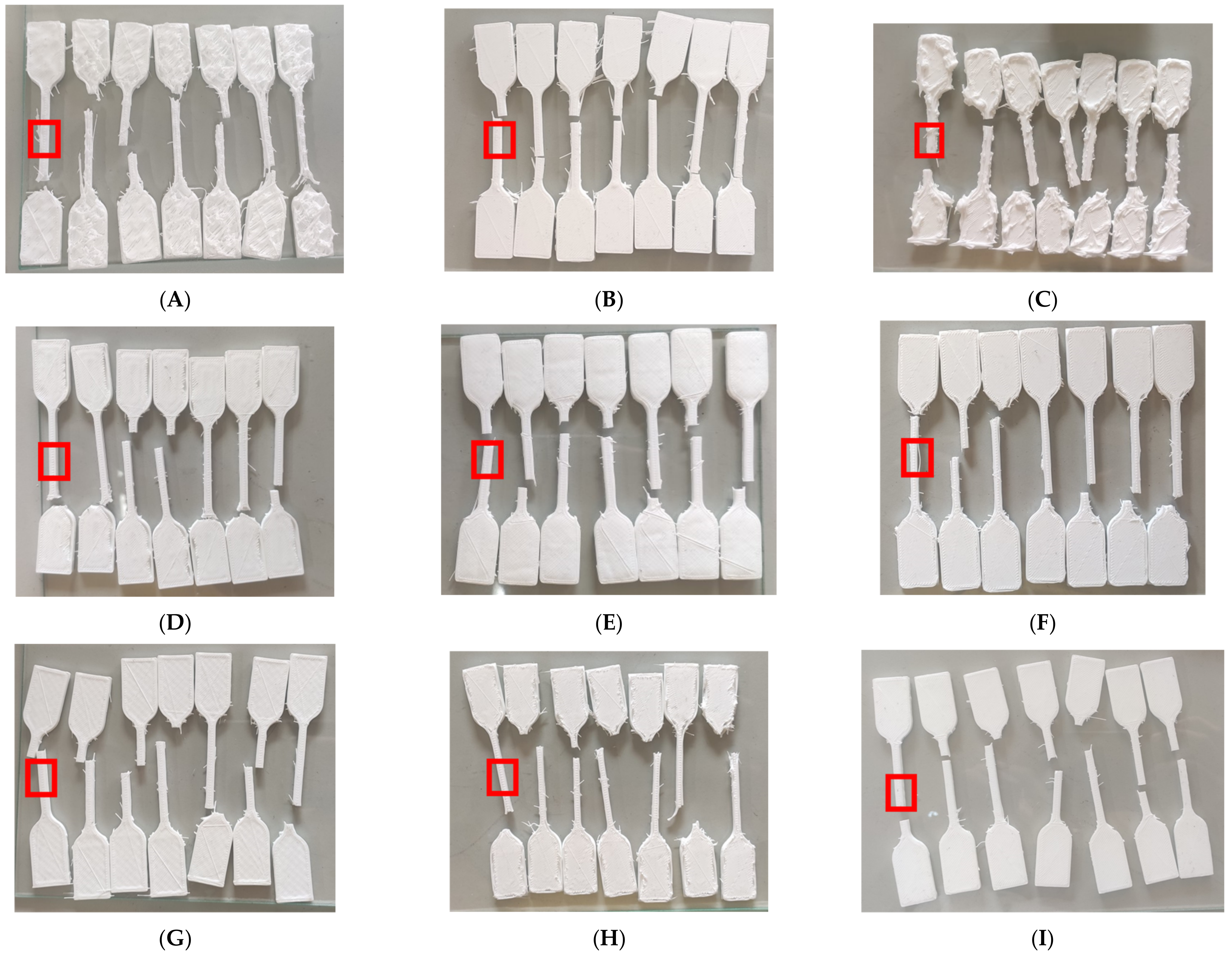
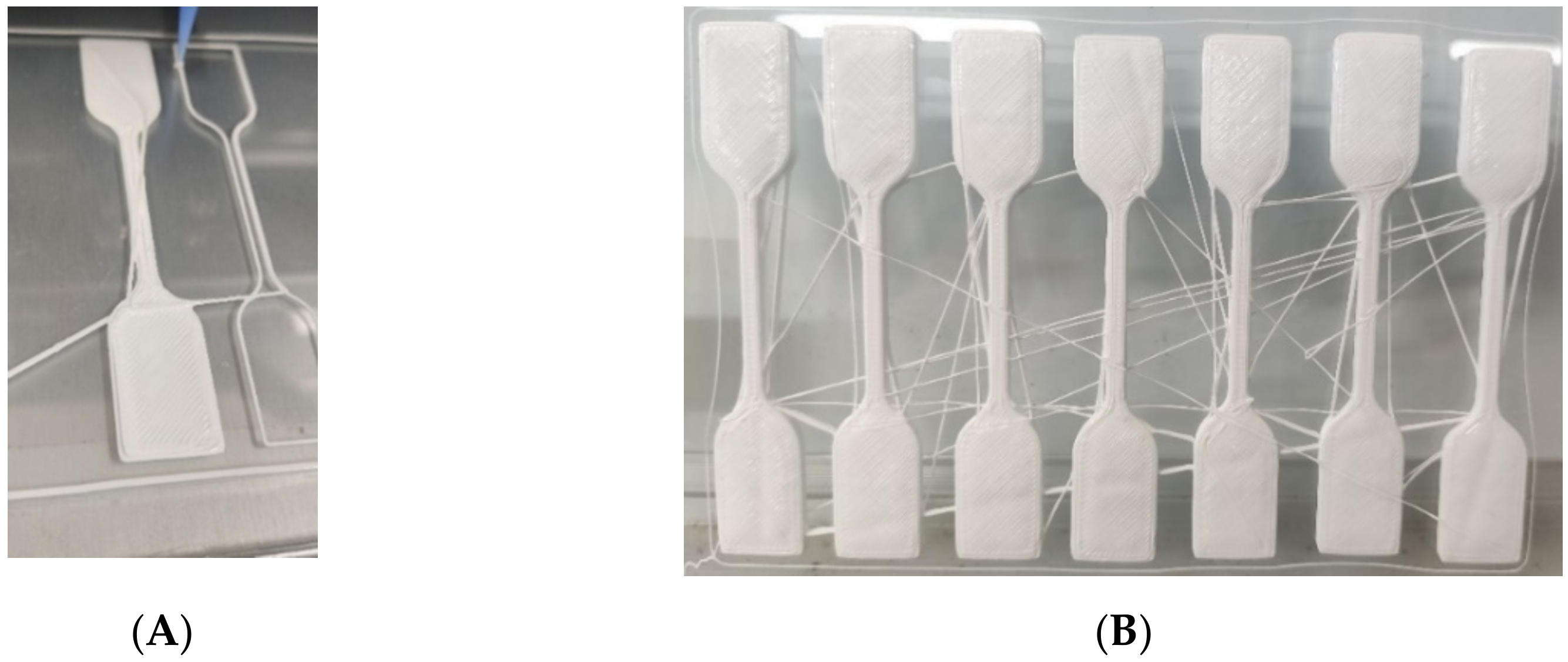
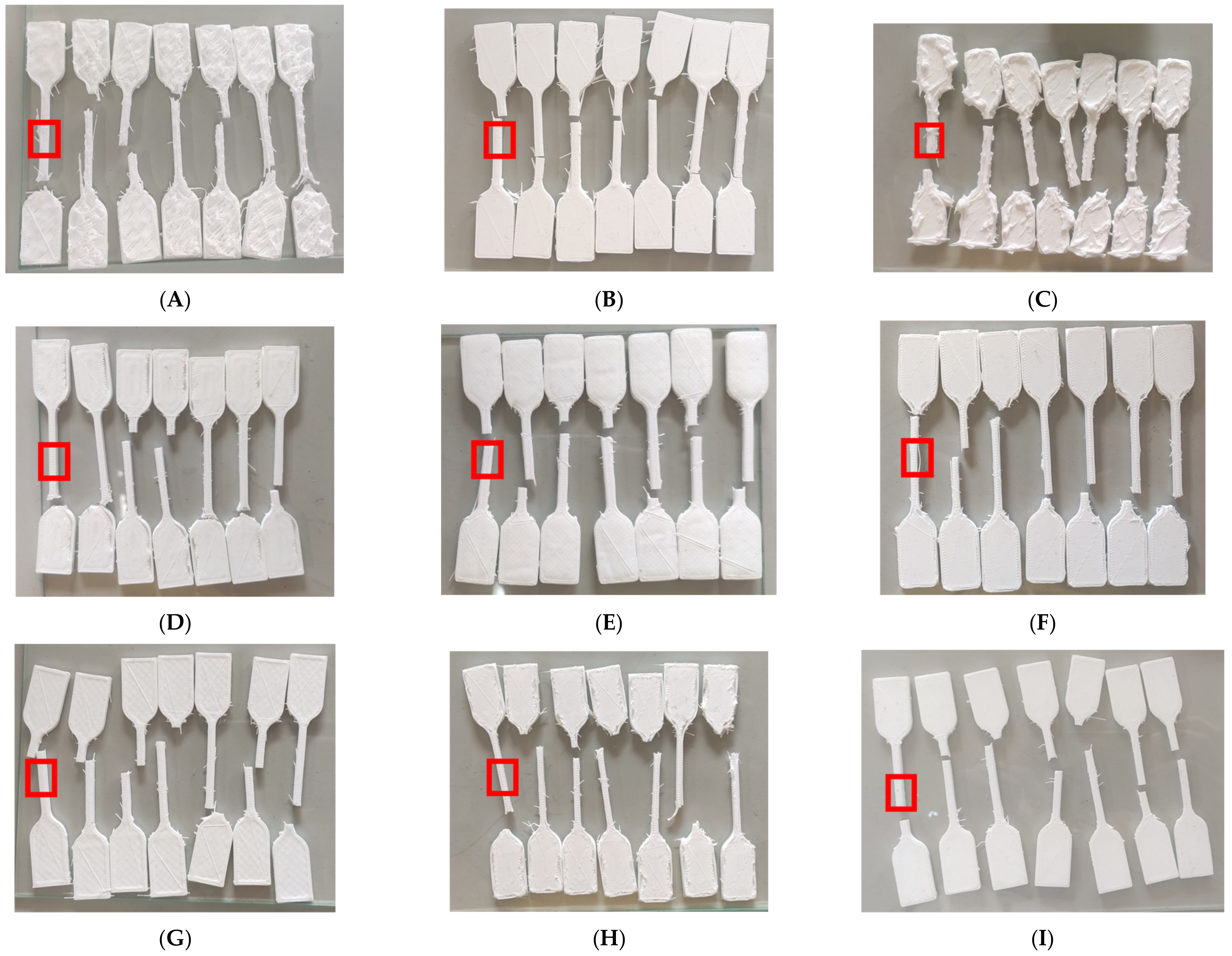
30]. The printing toolpath of the specimens is dictated by the software (FAMufacture, San Draw Inc., Taichung, Taiwan) provided by the company, which is a slicer and printer operating software that uses Cura as a base. There are three specimens printed with the same parameter combination simultaneously, with an example shown in
Figure 3A, having a total of 27 specimens for nine parameter combinations. After printing, these are cured in an oven with temperature and time settings of 80 degrees Celsius for 2 h, and 130 degrees Celsius for another 2 h. These are based on the instructions, provided by the company, on post-curing the silicone printed structures. The procedure for the preparation is consistently applied in all experiments.
Figure 3B shows an example of the cured specimens in one combination group.
The tests are performed using the Instron 5865 tensile testing machine (5865, Instron, Norwood, MA, USA.) with a 5 kN Load Cell. Accordance to the standard of ASTM D412, the tests are done at a rate of 500 mm/min [
30].
2.5. Data Processing
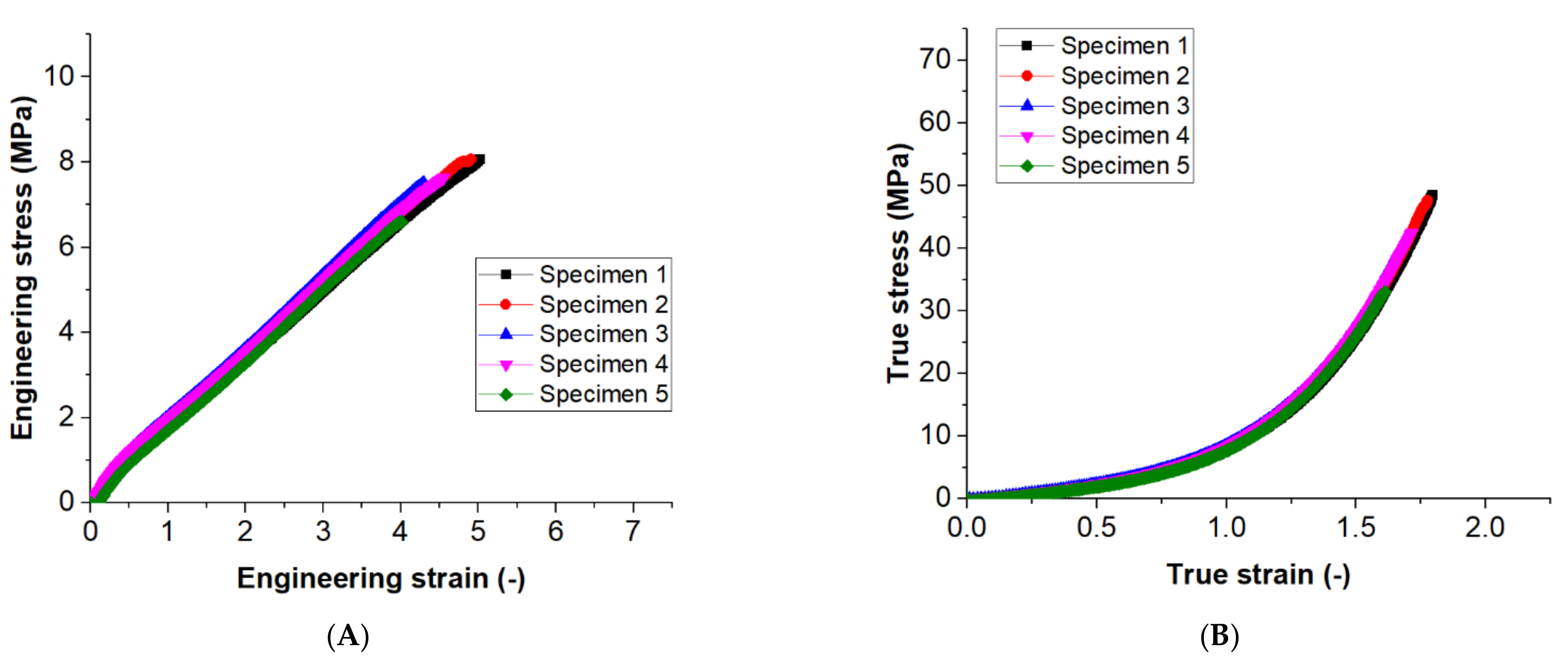
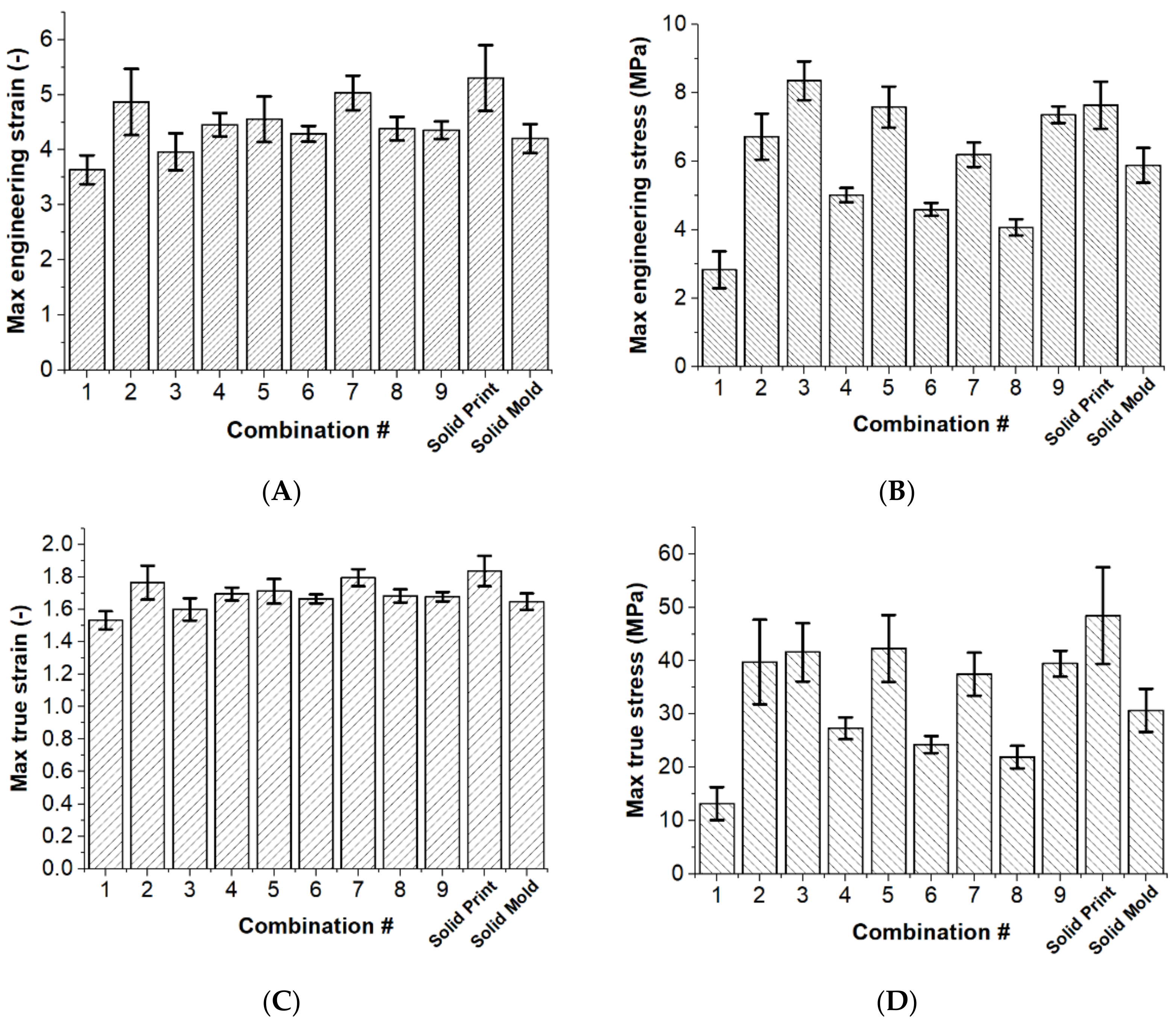
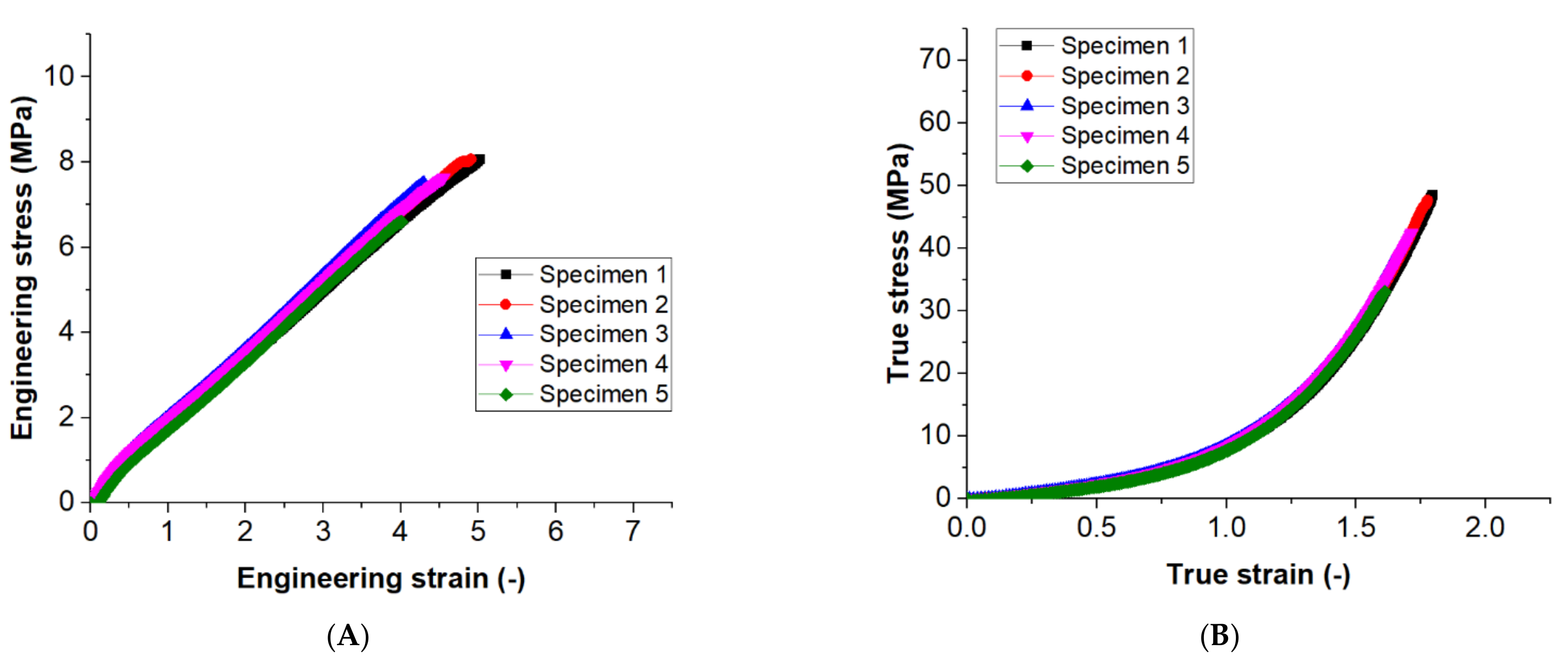
The output data are processed through the software OriginLab (OriginPro 2016, OriginLab Corporation, Massachusetts, MA, USA.), including calculation and statistical analysis. It is recorded until the specimens all break at the maximum force. Tensile tests output force and displacement data. The displacement data are then used to calculate engineering strain denoted by the equation
where ΔL is the displacement recorded by the tensile testing machine and L
0 is the original length of the Type D specimen based on ASTM D412 dimensions. On the other hand, engineering stress is calculated by
with F being the force recorded by the tensile testing machine and A
0 the cross-sectional area of the Type-D specimen based on ASTM D412. Considering the tensile behavior of hyperelastic materials, such as silicone rubber, the area of cross section deforms relatively more during the process of elongation. Thus, the typical assumption of the cross-sectional area not changing during the deformation process is not applicable. These engineering stress-strain properties are then used to calculate true stress-strain properties, based on the instantaneous cross-section area and length [
31]. The true strain is denoted by
and the true stress is denoted by
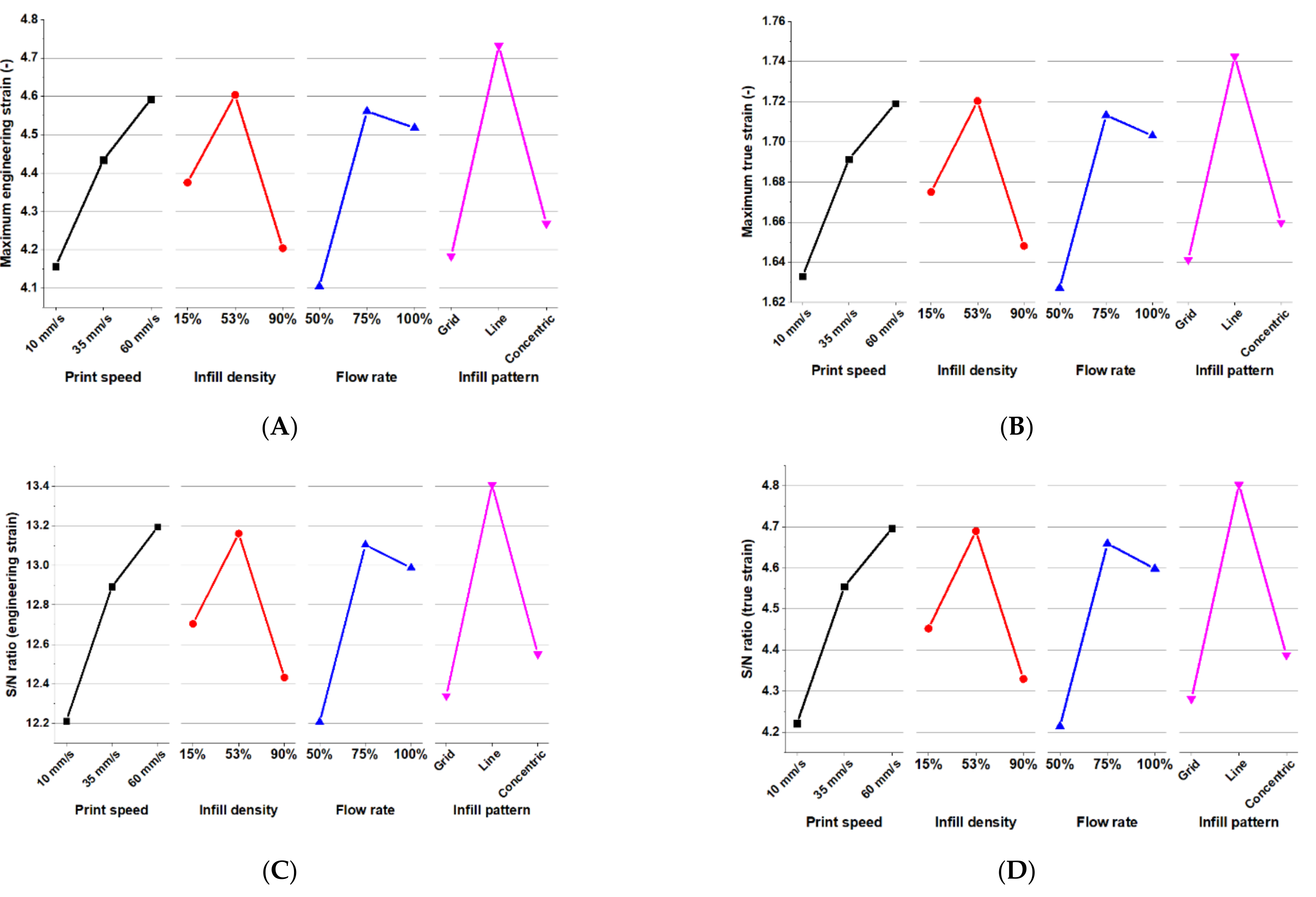
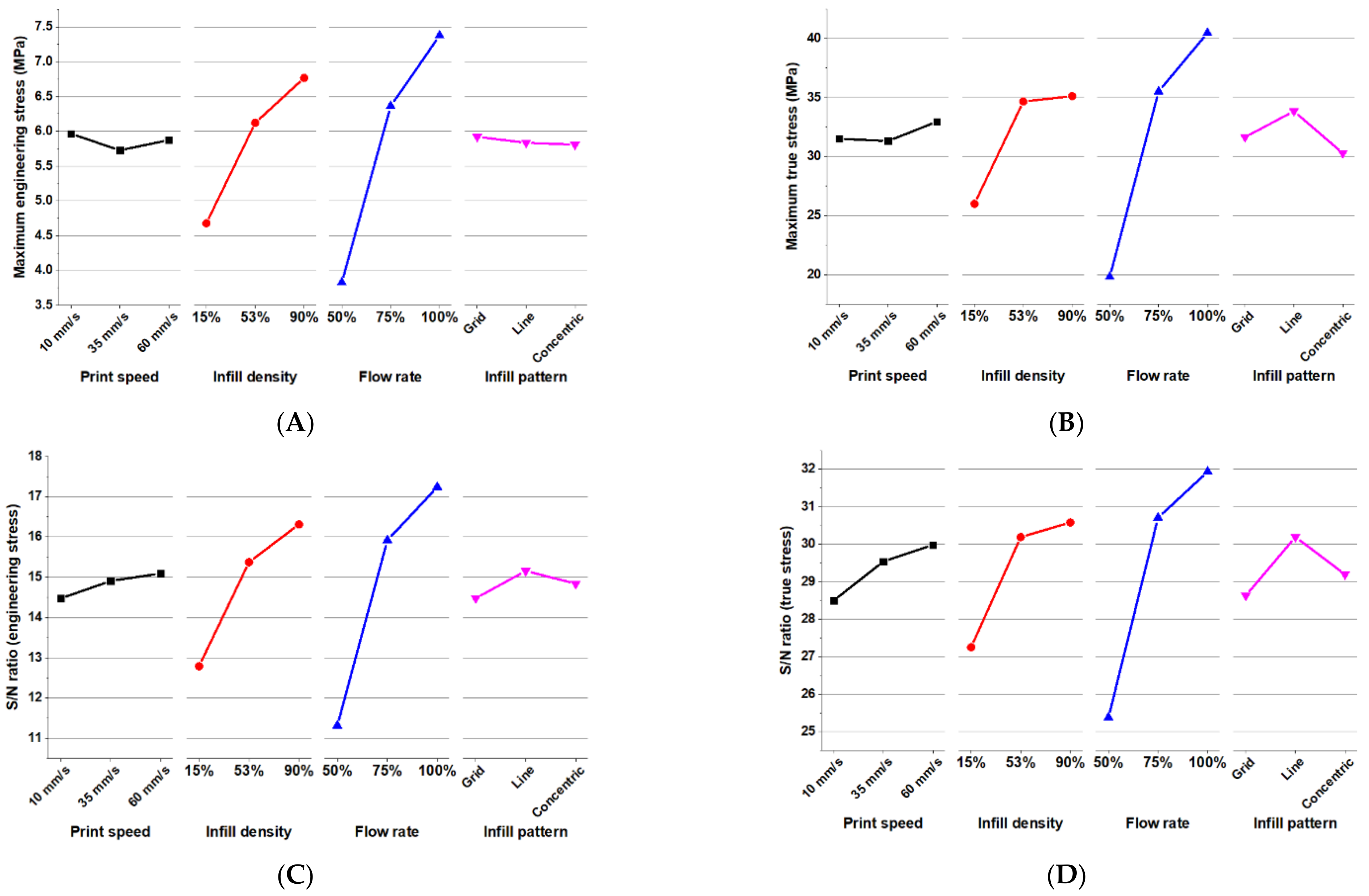
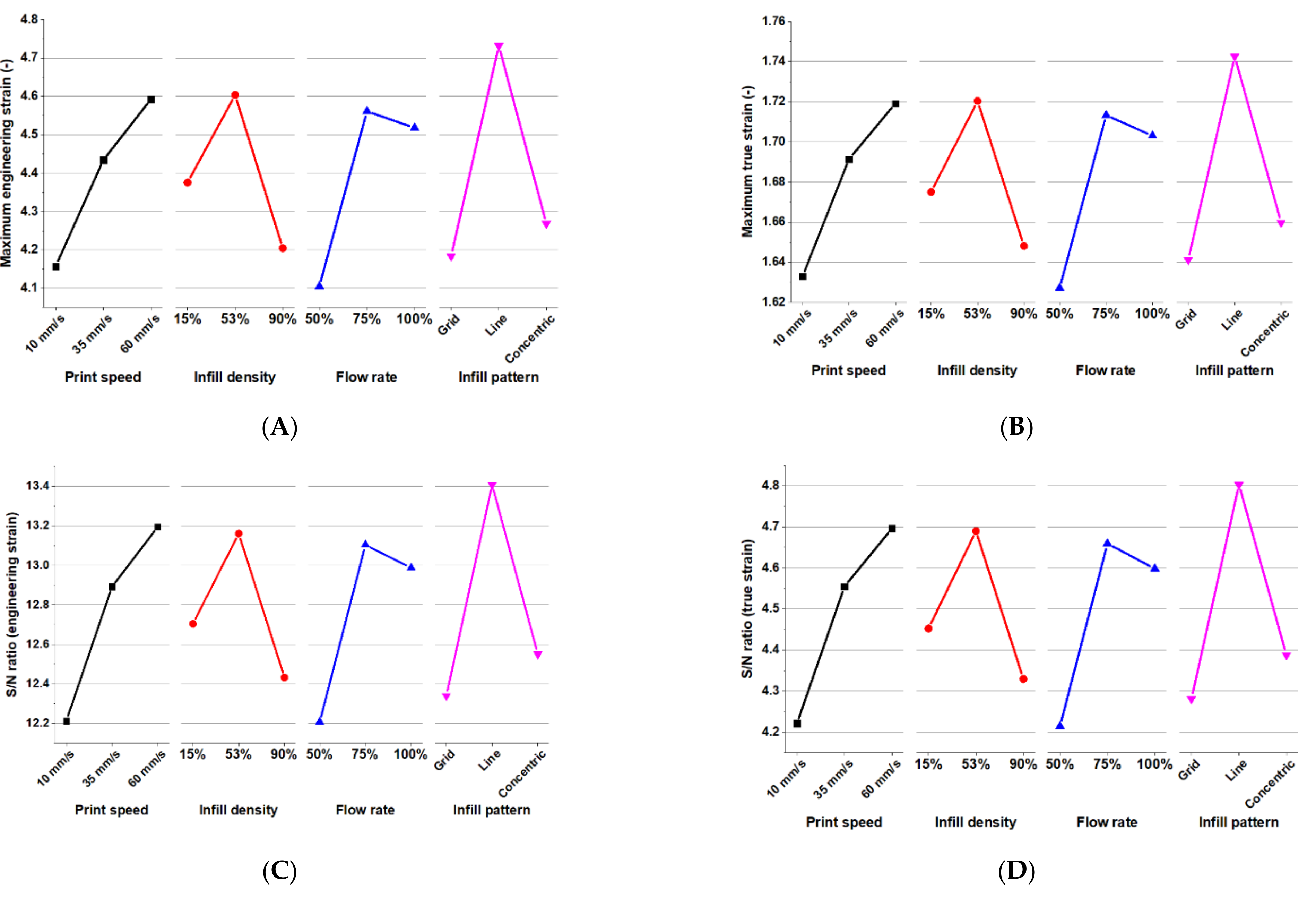
The maximum values of tensile stress and tensile strain are compiled for each of the specimens. These data are then arranged according to the input printing parameter and their levels. After compilation of the maximum output values of tensile stress, and tensile strain for each specimen in the orthogonal array, the Signal-to-Noise (S/N) Ratio is calculated. This is done using the larger the better formula:
where Y is the output data, and n is the number of outputs. The output data come from the repeated tests of the combination. This is done for each combination, using the data of their corresponding three specimens following the Taguchi process of selecting the optimal print parameter levels [
28,
29]. For the S/N ratio, a higher value indicates a more desirable variability condition, wherein this experiment used the higher-the-better characteristic [
29].
The corresponding S/N ratio per parameter level is then sorted and averaged. This is done by grouping first the combinations based on one parameter. An example would be grouping engineering stress results by print speed: the combinations with 10 mm/s print speed are combined and the average of their S/N ratio in engineering stress is obtained. Similarly, the combinations with 35 mm/s and the 60 mm/s print speed would be averaged. This same operation for all parameter levels would be done for infill density, flow rate, and infill pattern. This process is then repeated for a different tensile property, until all parameter levels have an S/N ratio for each tensile property.
The range of these S/N ratios are then computed to determine which parameter has the largest effect on each output. In addition, one-way analysis of variance (ANOVA) is done to further explore the differences between output data by printing parameters. This is done by grouping the results into different parameter levels as their factors for the one-way ANOVA. The groupings are done individually per printing parameter in order to determine how much this individual parameter affects the output tensile property.
2.6. External Appearance and Internal Structure Characterization
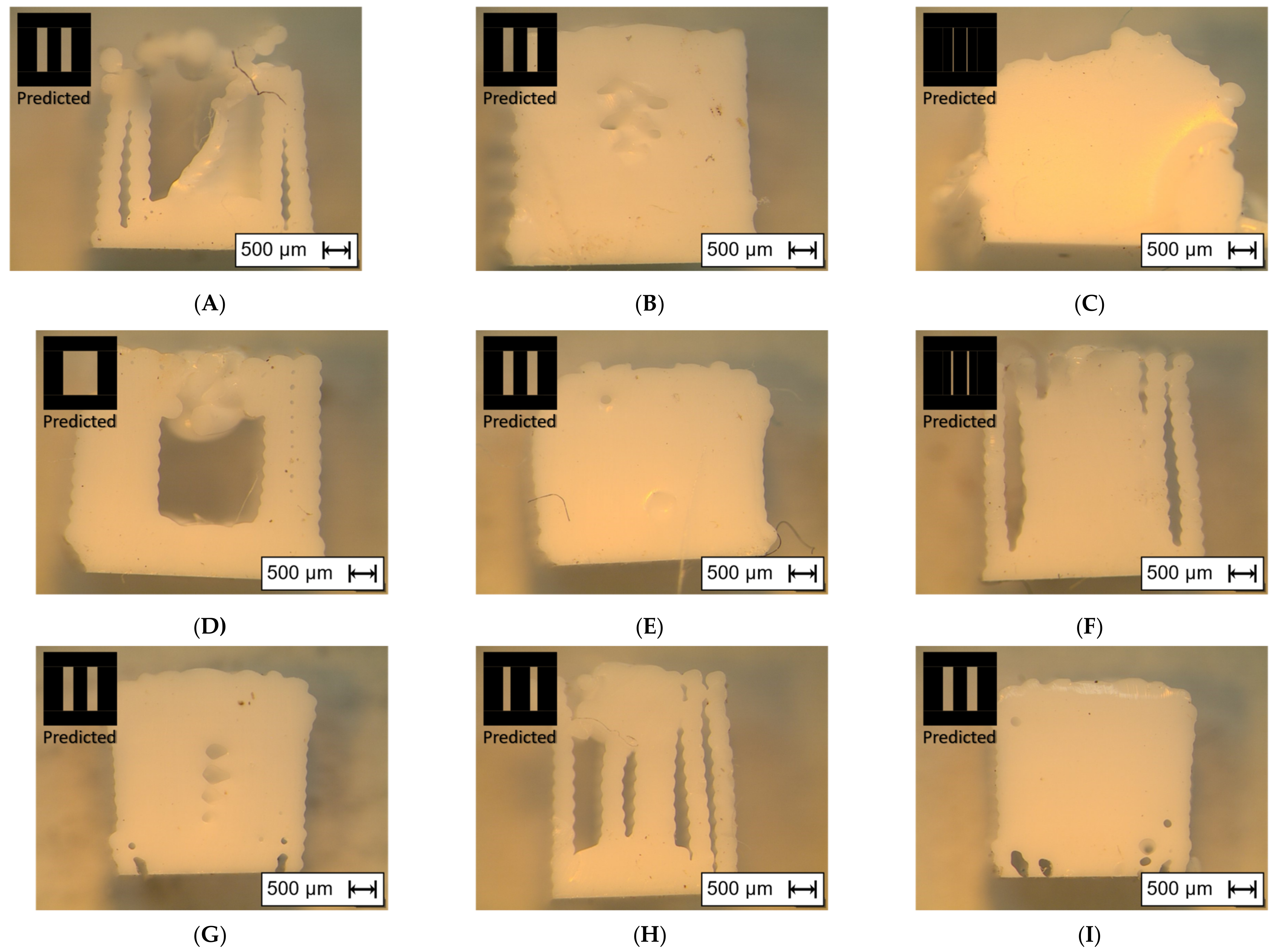
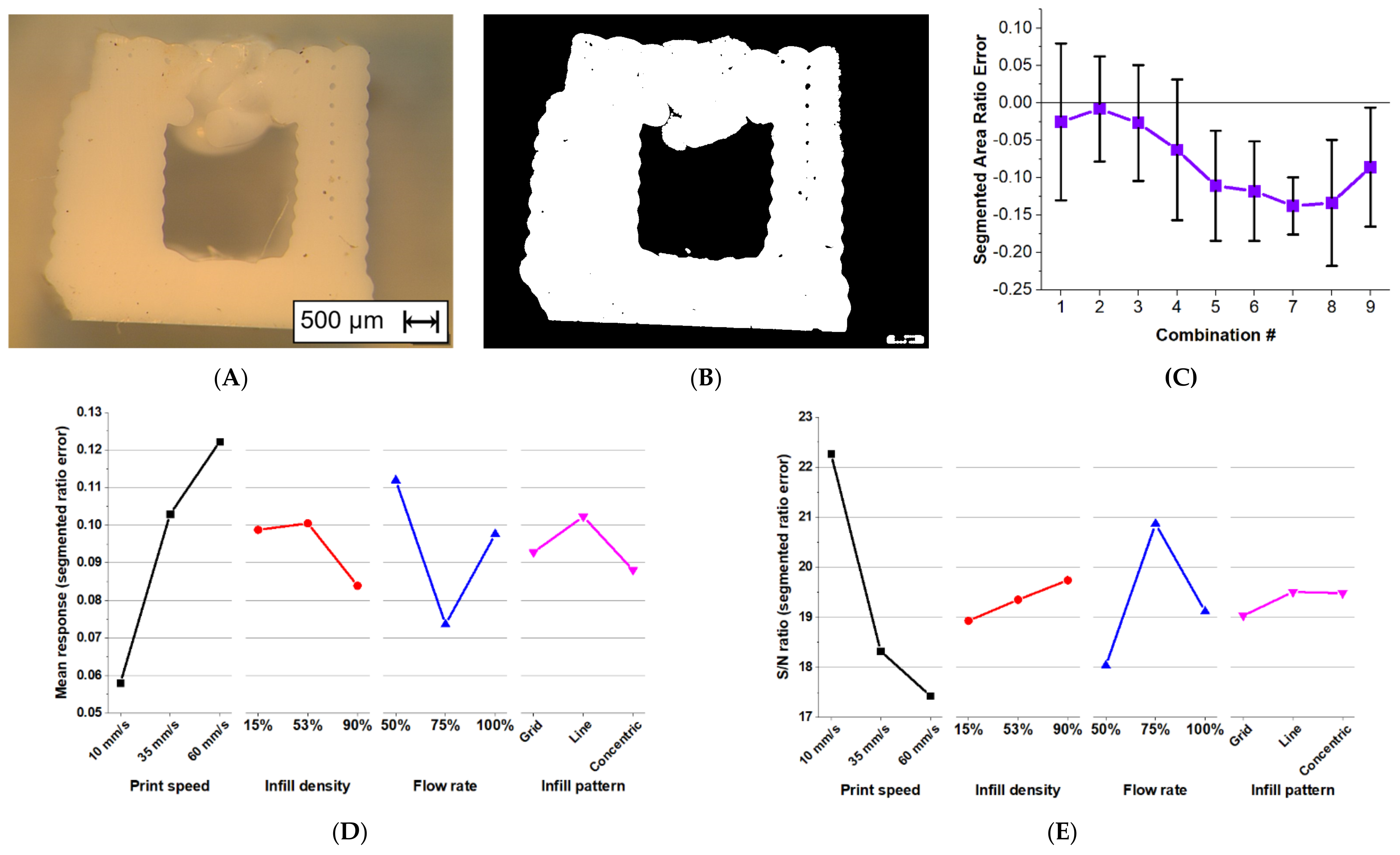
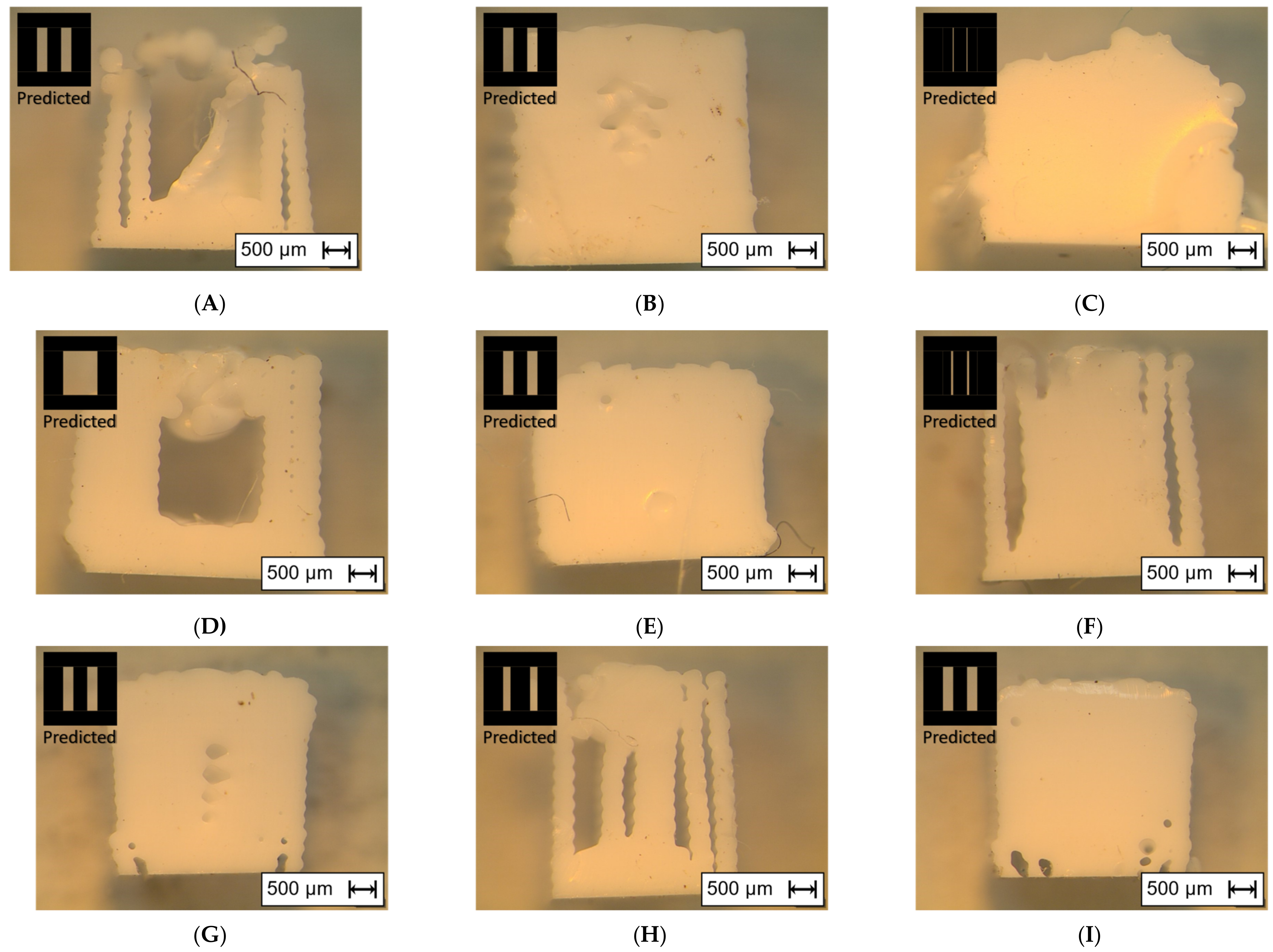
Characterization on both external appearance and internal structure of printed specimens are conducted. There are two main purposes, including to measure the geometric errors of the print and to clarify the effect of the printer parameters to the tensile properties. After the specimens have undergone the tensile tests, images of the external appearance are taken using a camera Panasonic Lumix (DMC-ZS20, Panasonic, Kadoma, Japan). A pre-preparation of the internal structure characterization is done by cutting a thin cross-sectional area from the middle of the broken specimens. These cross-sectional images are then captured to be analyzed using an Olympus SZX7 Microscope (SZX7, Olympus, Shinjuku, Japan).
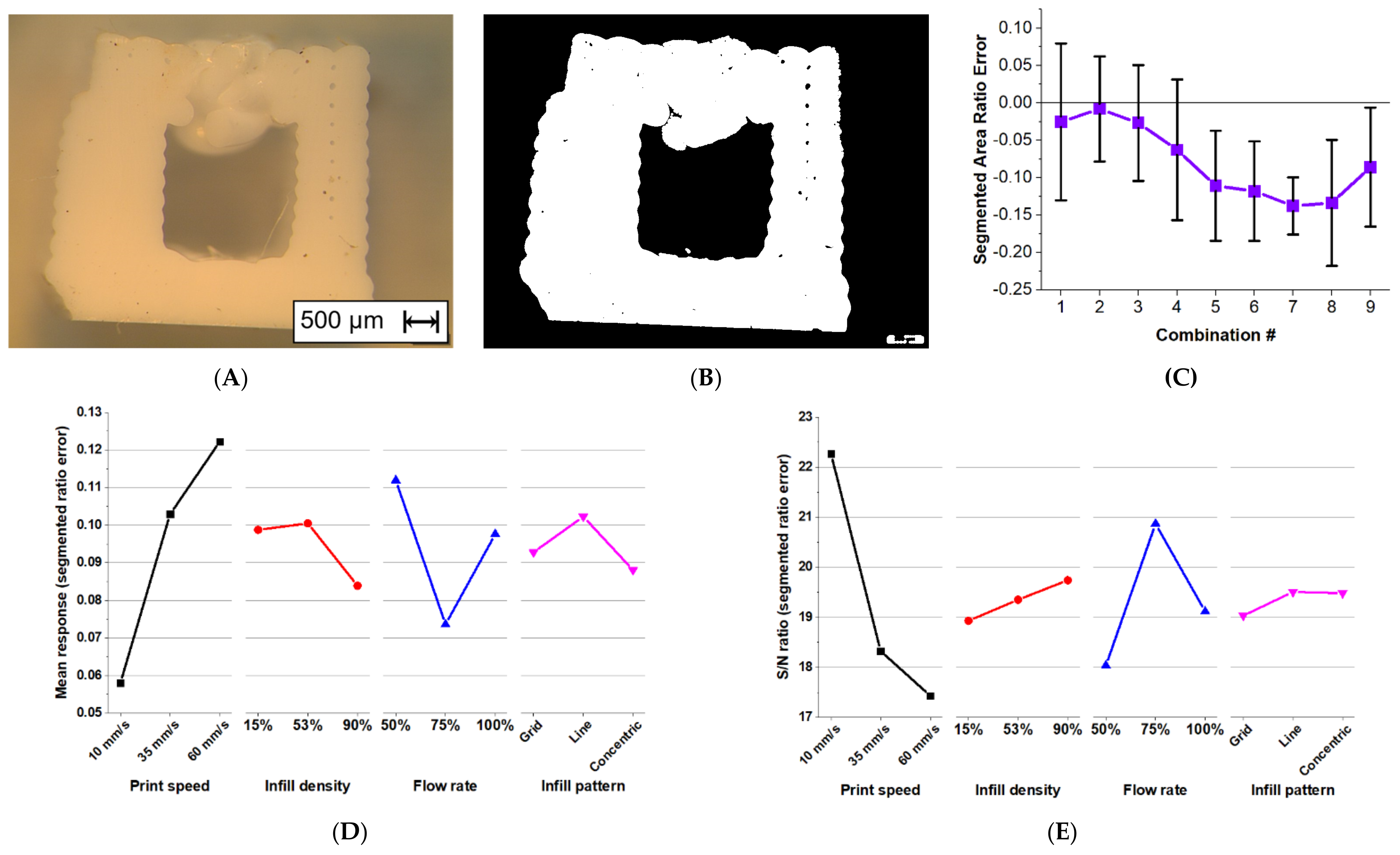
In order to quantify characterization, the cross-sectional images are then segmented using MATLAB (R2021b, MathWorks Inc., Natick, MA, USA). The segmentation is done to determine the total cross-section area in terms of square micrometers. After segmentation, the total area of the cross-section is then calculated. The segmented image is then inverted to get the area of the voids. These are then used to calculate the segmented area ratio:
It is then compared to the ratio of the cross-section that is based on the toolpath slicer results. This is used in order to compensate for the variances in measuring and scaling the actual area of the silicone due to the splattered cross-section. The segmented ratio error calculated would be in the equation
This is done for all the combinations of parameters, with five specimens each. This error output would also be processed through the Taguchi analysis of mean response and S/N ratio, using the smaller-the-better formula. This is denoted by





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}