1. Introduction
The nanostructures on the surfaces of metals exhibit unique electrical behavior depending upon their size and shape. For example, gold, silver, and copper nanostructures with nanogaps produce strong local electric fields owing to surface plasmons, which are useful for ultra-trace analysis in Raman spectroscopy owing to signal enhancement [
1].
Moreover, such nanostructures exhibit a high optical absorption and are expected to be used in solar cells [
2]. Surface nanostructures can be optically localized and can increase efficiency at certain wavelengths [
3,
4]. Metal nanostructures could be a new option in addition to semiconductors for use in solar cells. However, a major obstacle to the practical application of such structures is due to their lack of suitability for mass production.
Gao et al. developed a laser shock-imprinting (LSI) technology for the fast single-step fabrication of metallic nanostructures, using a Nd: YAG laser and a silicon nanomold prepared by electron beam lithography. The LSI process is rather simple: a laser-induced shock wave intensely presses a metal foil with a thickness of several micrometers against a Si nanomold, and the nanostructure is transferred onto the metal. Therefore, highly fine grooves of size 10 or 20 nm and pyramidal structures with sharp edges can be transferred onto the foil surface [
5].
The fabrication of suitable molds is crucial for LSI technology. Si and Ni nanomolds, prepared by either nanoimprint lithography or electron beam lithography, are highly expensive. Moreover, a mold is essentially a consumable item in the LSI process [
6]. With the development of soft lithography, research on the application of inexpensive polymer molds in the LSI process was introduced by compromising on imprinting accuracy for lower costs, which increased mass productivity. Later, metal arrays manufactured using polymer molds were observed to additionally possess excellent functionality. Specifically, Jin et al. [
7] used a mold prepared by replicating the micrometer-order protrusions of bamboo leaves on an SU-8 polymer. The surface morphology of the bamboo leaves was subsequently transferred from the mold to the surface of an Al foil using LSI technology. This foil acquired the ability of water repellency and frictional power generation from raindrops rolling on its surface [
7]. The fine trenches on an optical disk (CD, DVD, Blue-ray disk) that appear after peeling off the protective plate are also manufactured through soft lithography. Thus, optical disks are frequently used as cheap molds to test the LSI technique under laboratory conditions. Jin et al. [
8] further studied LSI using a DVD mold. The trench geometry of this mold was a periodic structure with a period of 740 nm and peak of 130 nm. The constituent material of the mold was a metal deposited on a polycarbonate (PC) substrate. They showed that an Al foil imprinted with the trench-shaped DVD mold generated photovoltaic power, owing to surface plasmon resonance [
8].
It is difficult to process a large area with LSI because of the small laser spot diameter. The application of underwater shock waves derived from explosives has emerged as a novel approach toward shock-imprinting technology. The explosive-derived shock waves achieve large-area imprinting in a single shot; imprints of the micrometer order, covering an area of 100 mm × 100 mm, using musing plant leaves directly as molds have already been demonstrated [
9]. Furthermore, shock-imprinting studies using explosives and DVD molds have been conducted for comparison with LSI; a high molding imprinting accuracy (117 nm imprint on 130 nm mold) has been achieved with a single shot [
10]. Additionally, one-dimensional nanoimprinting through linear explosives has lifted the processing size restrictions [
11]. We performed an imprinting experiment in which an Al foil was compressed into a DVD mold by an underwater shock wave derived from an explosive. A schematic including the results is shown in
Figure 1 (the detailed experimental conditions were reported by Tanaka et al. [
10]). The Al foil exhibits a deeper imprinting than the DVD mold. The factors causing this peculiar imprinting phenomenon have not been explored. However, pressure duration could be one of the factors. The duration of a laser-induced shock wave is equal to approximately three times that of a laser pulse duration [
12], which is marginally shorter than 100 ns [
13]. On the other hand, the duration of explosive-derived shock waves is considerably longer than that of laser shocks.
In submicron-order processing, the surface roughness of the starting material affects the final imprinting shape of the sample [
14], and the local deformation and fracture of the workpiece are highly dependent on its grain size [
15]. These are the factors that complicate the shock-imprinting phenomenon in submicron-order processing.
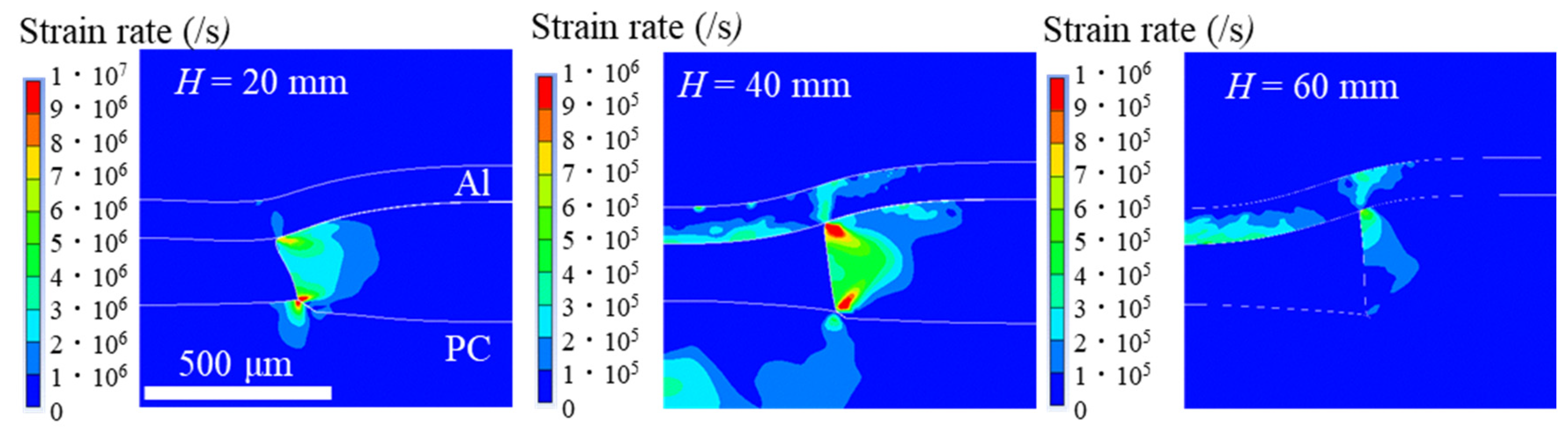
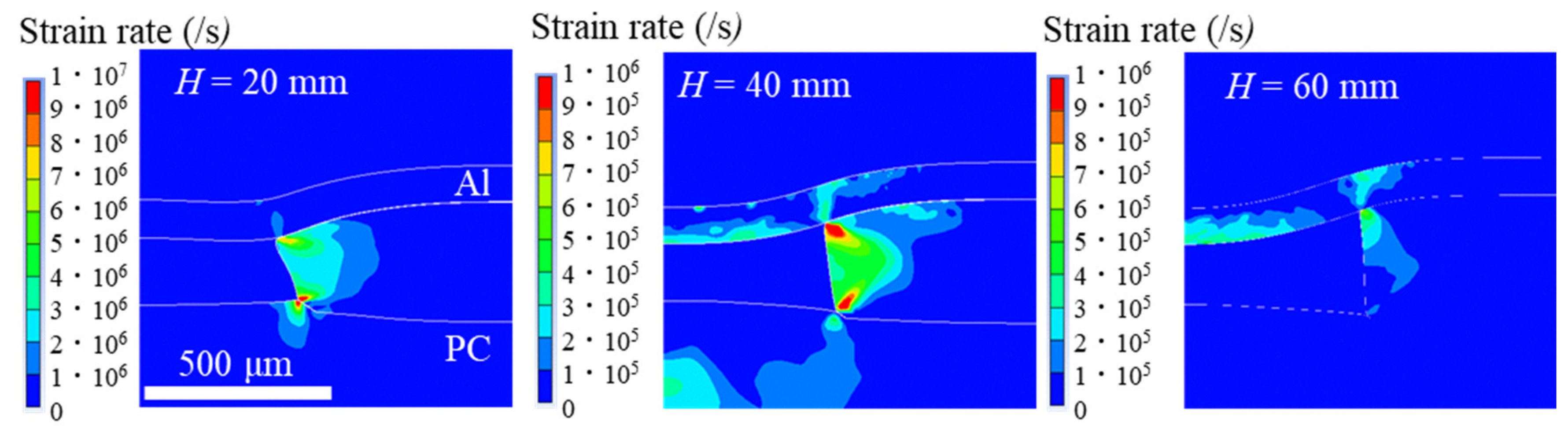
This study explores the factors that contribute to the appearance of deep imprinting. We performed submillimeter-order molding experiments on Al workpieces using explosive-derived underwater shock waves and PC molds to prepare specimens for comparison with numerical analysis and avoid complexities due to the heterogeneity of the starting material. The explosive, pressure transmitting medium (water), Al workpiece, and PC mold were simulated numerically using the existing equations of state and constitutive laws. Additionally, the dynamical behavior of the metal workpiece and mold during the shock compression process were analyzed.
2. Experimental Section
The purpose of our experiment was to prepare samples to be compared with the numerical analysis results and measure the pressure acting on the samples. The outline of the experimental apparatus is shown in
Figure 2.
Figure 2a shows the arrangement of the explosives and samples. In this study, explosives were used to produce shock waves. Three grams of SEP explosive manufactured by Kayaku Japan Co., Ltd. (Tokyo, Japan) was molded into the shape of a cylinder with a diameter of 18 mm and placed in water. The main component of SEP is pentaerythritol tetranitrate, and its detonation velocity and density are 6970 m/s and 1310 kg/m
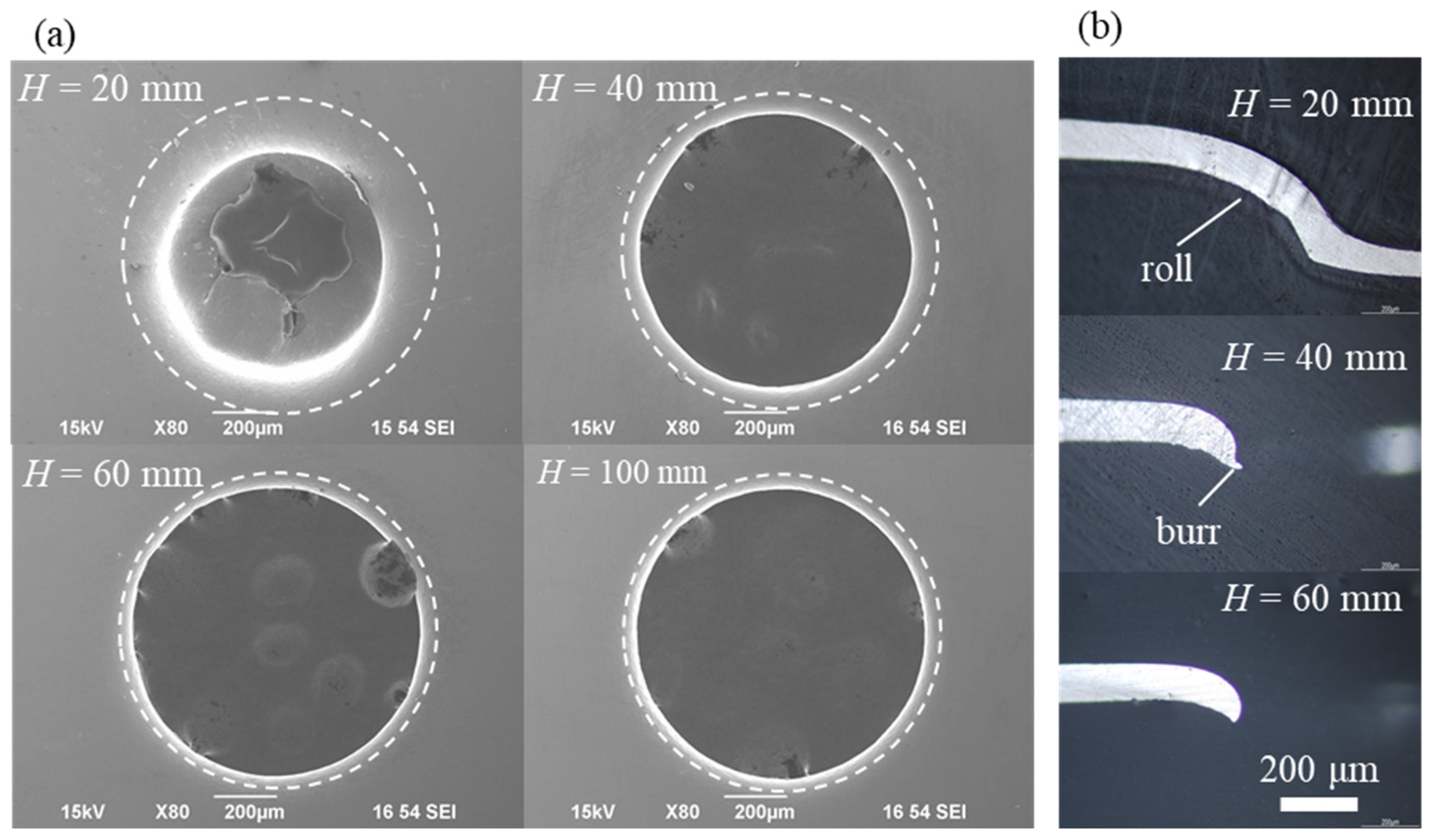
3, respectively. The SEP explosive was detonated by the No. 6 electric detonator manufactured by Kayak Japan Co., Ltd. The area of action of the underwater shock wave generated by this explosion was overwhelmingly larger than the molding area of the sample; therefore, the pressure applied to the workpiece and mold was considered uniform. The metal sample used in the experiment was an Al alloy (A1100) manufactured by Niraco Co., Ltd. (Tokyo, Japan), and its thickness was 100 µm. The mold was a PC plate provided by Takiron Co., Ltd. (Osaka, Japan), and its thickness was 2.0 mm. The PC plate contained a blind hole on one side with a diameter of 1.0 mm and a depth of 0.35 mm. The mold and the Al workpiece were placed in a vacuum polyethylene bag with a thickness of 70 µm and evacuated to an internal pressure of 0.01 MPa, as shown in
Figure 2b. They were placed on a steel anvil at a distance
H from the explosive. A set of imprinting experiments were conducted with distance
H in the range of 20 to 100 mm. After imprinting, the sample was studied with JCM-5700, a scanning electron microscope (SEM) manufactured by JEOL Ltd. (Tokyo, Japan).
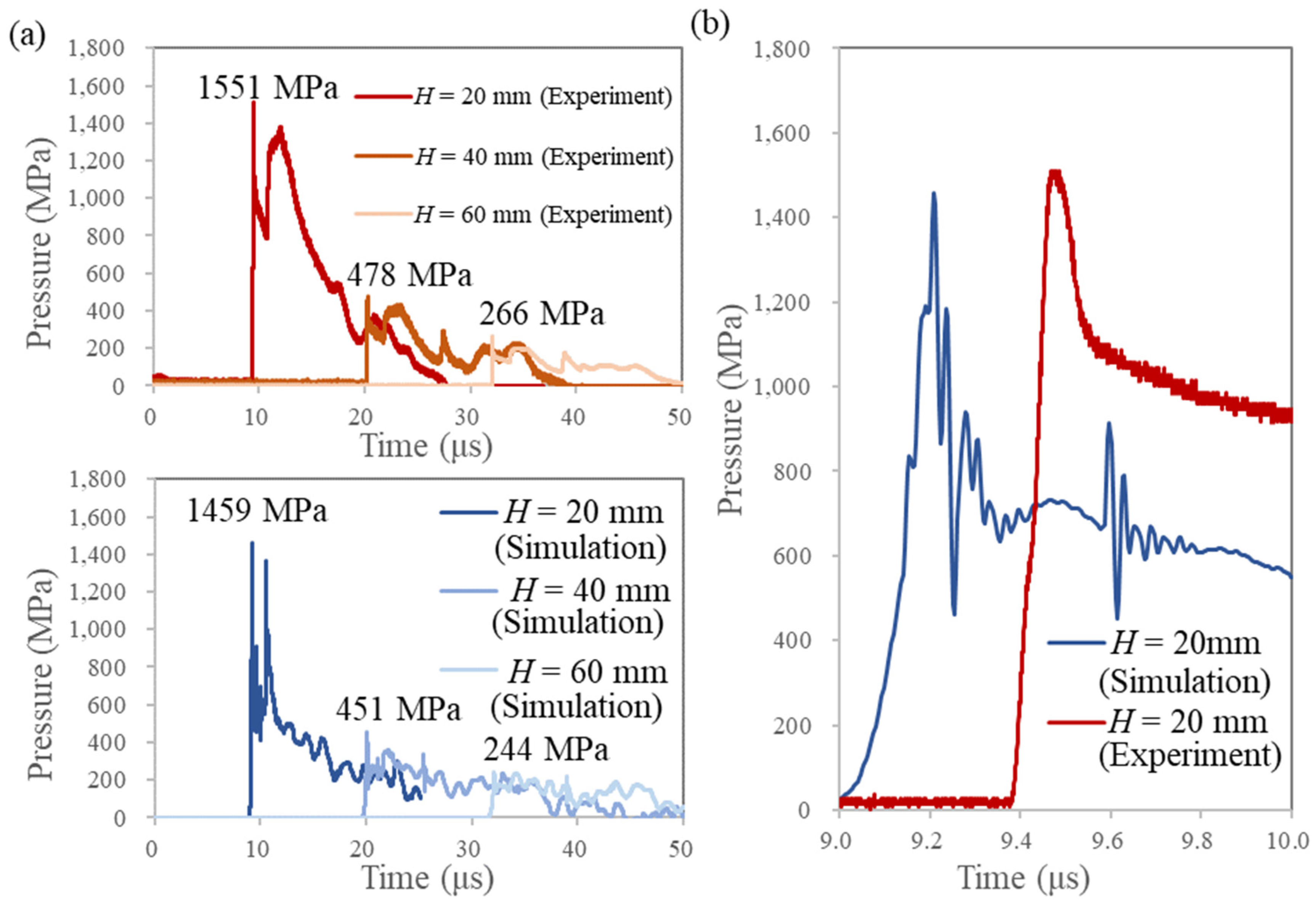
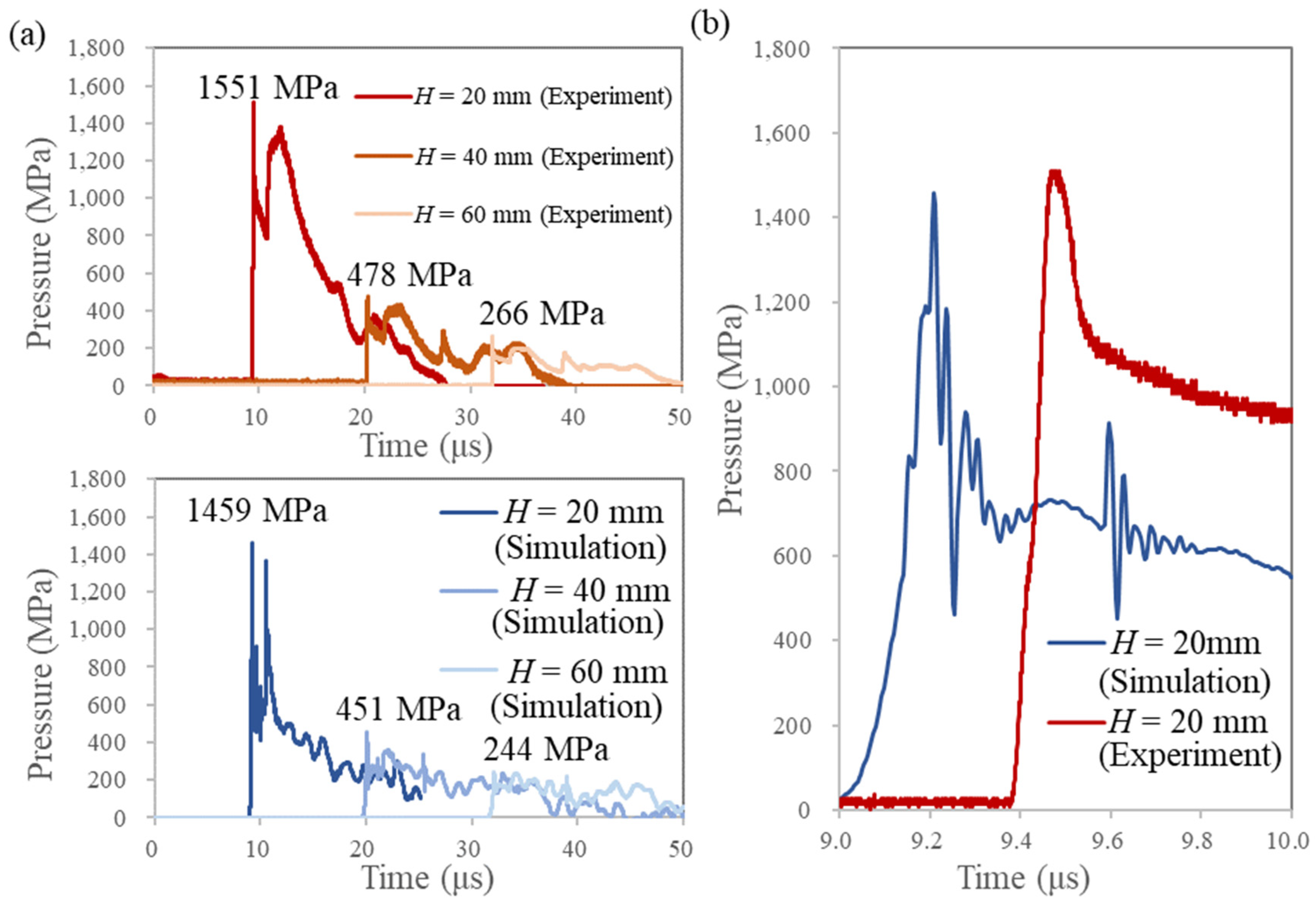
Another set of experiments were performed to accurately measure the shock wave pressure. The pressure history was used to ensure the accuracy of the subsequent numerical simulations. When an explosive charge detonates in water, an underwater shock wave is generated. Water is a suitable medium for transmitting the pressure and protecting the sample from the heat of the explosion. The shock pressure received by the Al workpiece depends on the distance
H. The pressure history applied to the Al workpiece was evaluated using a polyvinylidene difluoride (PVDF) gauge, as was described in our previous study [
16]. The PVDF gauge, PVF2-11-125-EK (Dynasen, Inc., Goleta, CA, United States), was glued to the surface of the Al workpiece, layered on the PC plate. In addition, 70 µm-thick polyethylene was glued to it (
Figure 2b). The PC plate and Al workpiece were the same as in the imprinting experiment. After the underwater shock waves acted vertically on the PVDF gauge, the pressure signal was displayed on the oscilloscope (DPO7254C, Tektronix, Inc., Beaverton, OR, USA) via the integrator.
3. Numerical Simulation
For the numerical analysis, we used ANSYS Autodyn 19.2, a shock analysis code capable of complex modeling and simulating explosions. The code uses the Rankine–Hugoniot equation and other equations to calculate the equation of state (EOS), which is coupled with the conservation equations for mass, momentum, and energy to calculate the leap condition specific to impact phenomenon. Autodyn can use Lagrangian, Eulerian, arbitrary Lagrangian–Eulerian, smoothed-particle hydrodynamics, and other solvers. Additionally, the interactions between these solvers can also be considered, which is widely used in impact analysis.
In analyses involving explosives, if the detonation process of the explosive is calculated using a rough computational mesh, the detonation pressure of the explosive will be underestimated, and the calculation results will not be meaningful. Moreover, if the explosives are relatively small in a wide analysis range, it will be difficult to obtain a fine computational mesh for the explosives. To solve this problem, Autodyn uses a remap function that calculates a fine mesh only for the explosive part and maps the result to a wide calculation area. In the remap function, this is achieved by embedding the physical quantities, such as compressibility, specific internal energy, and velocity, calculated in the fine computational domain into the wide computational domain. If the size of the explosive is relatively smaller than the calculation area, or if the distance to the explosive is relatively larger than the calculation area, etc., there will be a difference in size of the calculation area when modeling; the remap function will limit the calculation area so that the calculations are accurate. In this study, underwater shock waves were derived from explosives and water placed dozens of millimeters apart, while the imprinting region consisted of a relatively small 0.1 mm-thick Al workpiece and mold; therefore, the generated underwater shock waves were remapped to a small imprinting region to accurately simulate the experimental model.
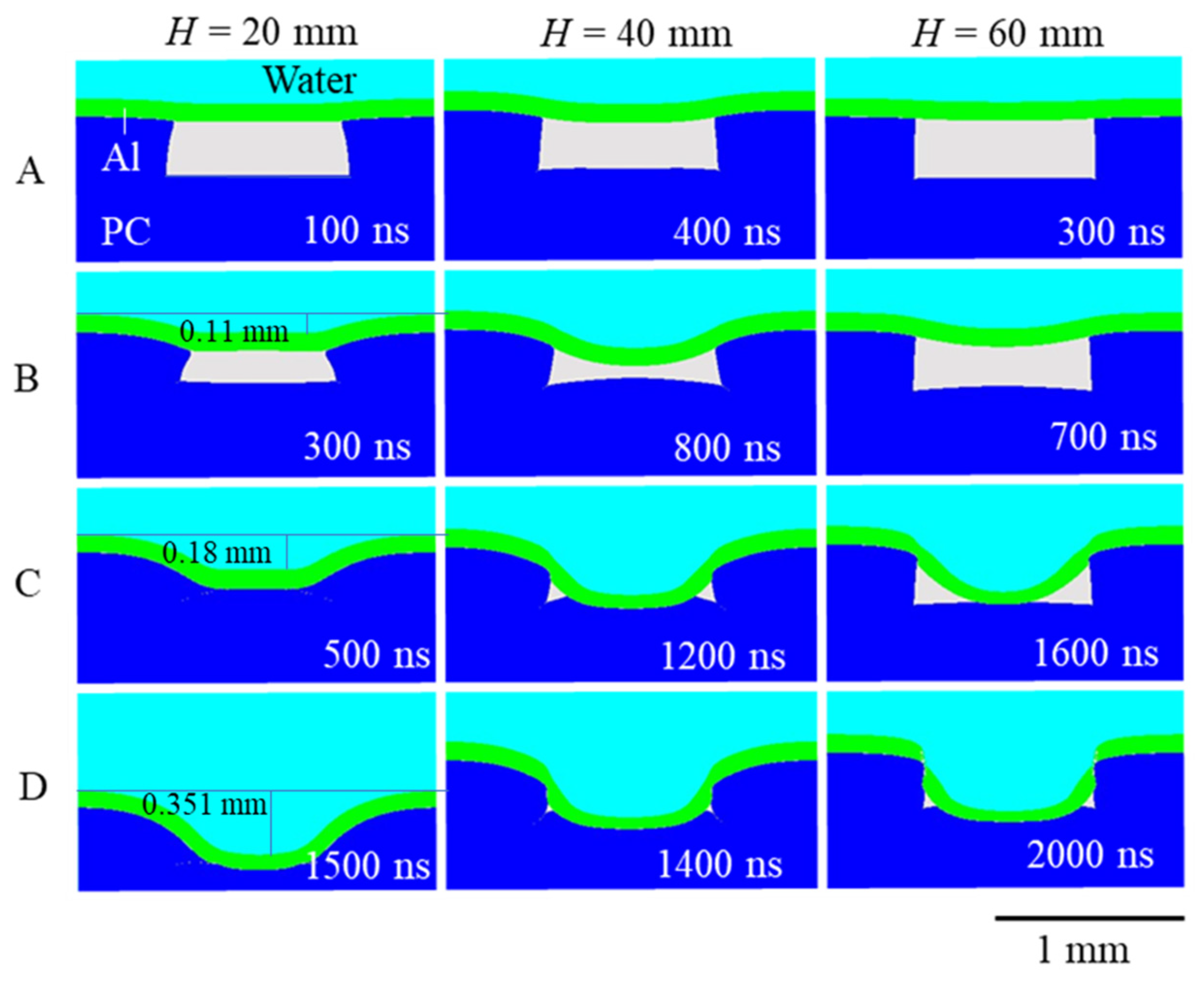
In the numerical model, the explosives and water were placed several tens of millimeters apart, the thickness of the Al workpiece was set as 0.1 mm, and an axis-objective 2D Lagrangian and Eulerian solver interaction was used with respect to the y-axis. The model diagram is shown in
Figure 3a. The PC mold was set at a diameter of 1 mm with a hole depth of 0.35 mm. A 4 mm × 5 mm area of water was modeled around the Lagrangian model consisting of the Al plate and the PC mold using a Eulerian solver. In this analysis, everything was divided into 0.01 mm quadrilateral meshes.
The pressure acting on the top surface of the Al plate varies depending on the material and deformation superimposed on the Al. An accurate model of the underwater shock wave is necessary to accurately simulate the deformation process. Therefore, in this computational model, water was composed of Eulerian elements, and Al and PC were composed of Lagrangian elements. This model used the interaction between the Eulerian and Lagrangian elements to perform the calculations. The shock-wave waveforms at certain distances from the explosives (
H = 20, 40, and 60 mm) were calculated using a computational model consisting of explosives and water.
Figure 3c shows the simulated underwater shock wave. These shock-wave waveforms were extracted from physical quantities, such as compressibility, specific internal energy, and velocity. The calculated results were embedded in a small computational domain consisting of Al and PC to simulate the condition just before the underwater shock wave reached the Al under the constraint that
H was between 20 mm and 60 mm (
Figure 3b).
An underwater shock wave consisting of explosives and water was modeled on a Eulerian mesh of a two-dimensional axial target system. Two EOS were used in this model.
Equation (1) is based on the Jones–Wilkins–Lee (JWL) EOS for explosives, where p is the pressure; V is the ratio of the initial density of the explosive to the density of the explosive gas products; e is the internal energy; and A, B, R1, R2, and ω are the empirical coefficients.
The Mie–Gruneisen-type EOS was used for the water model; the details of this EOS are explained in the remapped analytical model.
The model consisting of explosives and water was divided into 0.05 mm quadrilateral meshes. Calculations were performed for distances of H = 20, 40, and 60 mm from the explosives and then remapped to the model consisting of the Al workpiece and PC mold.
SEP was used as the explosive, and its parameters for JWL EOS are listed in
Table 1.
The material boundaries were assumed to be continuous, and the movement was restricted to the longitudinal direction only. A1100, PC, and water were used in this model. These materials were modeled using the Mie–Gruneisen EOS based on Hugoniot data (Equations (2)–(5)).
Here, p is the pressure, PH is the Hugoniot pressure, Γ is the Gruneisen gamma, ρ is the density, e is the internal energy, is the Hugoniot internal energy, Γρ is the Gruneisen gamma of the reference state, is the initial density, is the bulk velocity of the sound, μ is the compression, and s is the linear Hugoniot gradient coefficient.
The parameters of the Mie–Gruneisen EOS for A1100 and PC are shown in
Table 2.
An accurate characterization of the mechanical properties of materials subjected to high-strain-rate deformation is very complex because of the simultaneous effects of several phenomena, such as workpiece hardening, strain-rate hardening, and thermal softening. In this case, the yield stresses of A1100 and PC were estimated using the Johnson–Cook elasto-viscoplastic material model [
20]. The equivalent von Mises yield stress (
σy) is defined as follows:
where
A,
B,
n,
C, and
m are the material parameters;
εp is the equivalent plastic strain;
is the dimensionless strain rate; and
T* is the dimensionless temperature. The dimensionless temperature is defined as
. Additionally,
is the strain rate,
is the reference strain rate,
T is the current temperature,
Tm is the melting temperature of the alloy, and
is the room temperature.
As the punching phenomenon is closely related to material failure, the Johnson–Cook fracture model [
21] was used in the numerical analysis to analyze the behavior of A1100 and PC under high strain conditions. In this model, the equivalent strain to fracture
is defined as follows:
where
D1 to
D5 are the material parameters,
is the stress triaxial ratio,
σm is the mean stress, and
σeq is the equivalent von Mises stress. Depending on the equivalent fracture strain, the damage parameters can be calculated as follows:
Here, D is the damage parameter, which is assumed to be equal to one when the material is destroyed and intact until then, and Δε is the plastic strain.
The parameters of the Johnson–Cook constitutive law and fracture law for A1100 and PC used in this analysis are listed in
Table 3.


 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}