
Fabrication of Fe-Si-B Based Amorphous Powder Cores by Spark Plasma Sintered and Their Magnetic Properties

Abstract
:
1. Introduction
2. Experimental Materials and Methods
3. Results and Discussion
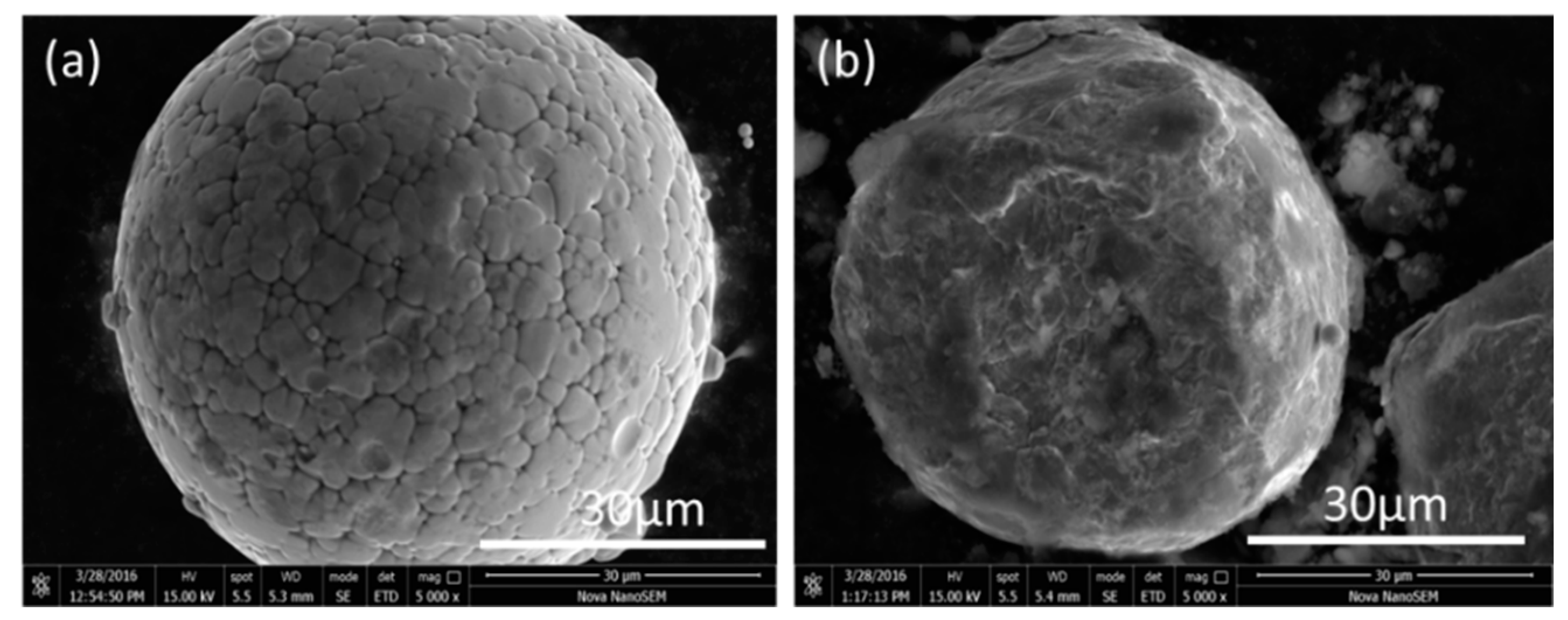
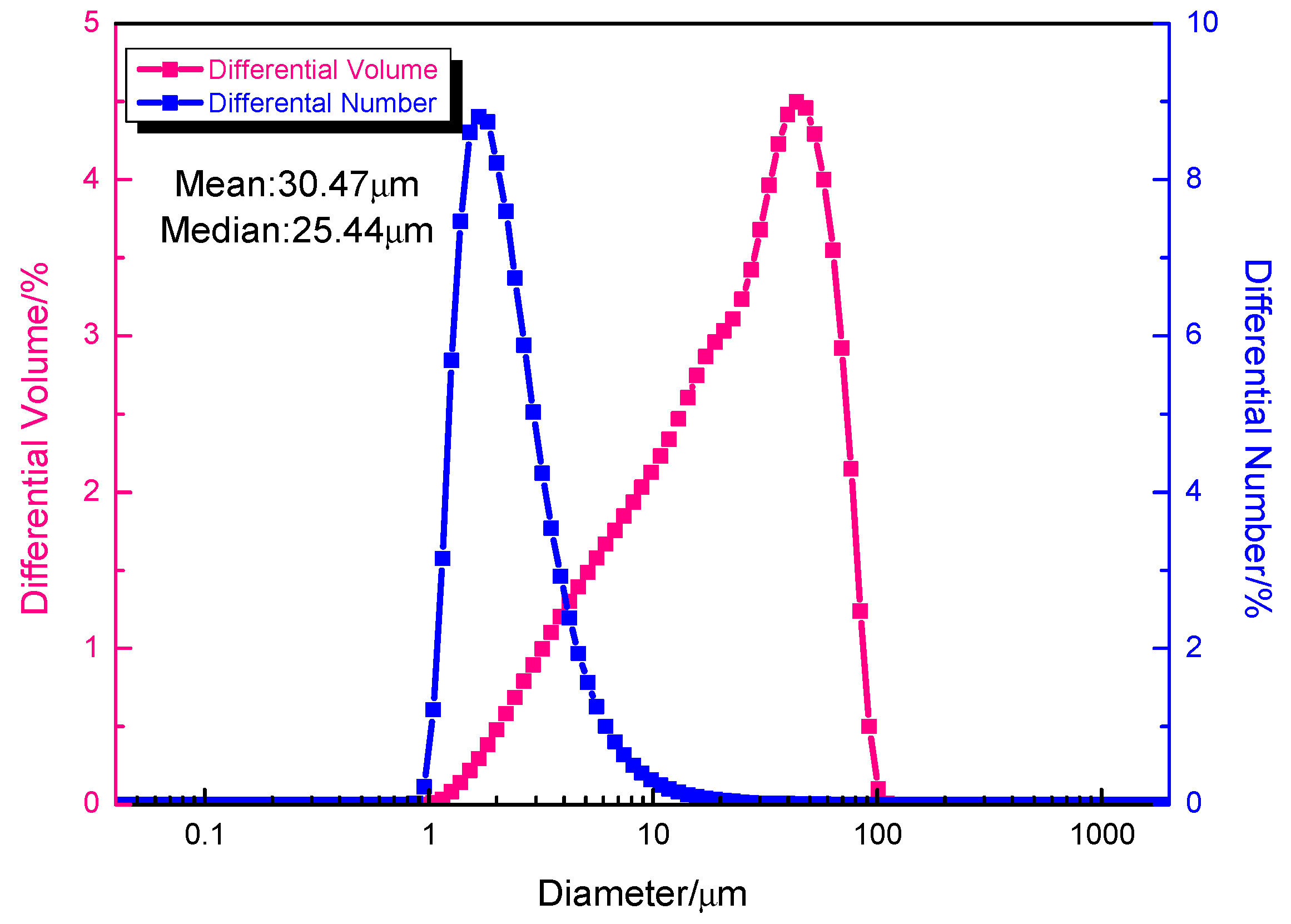
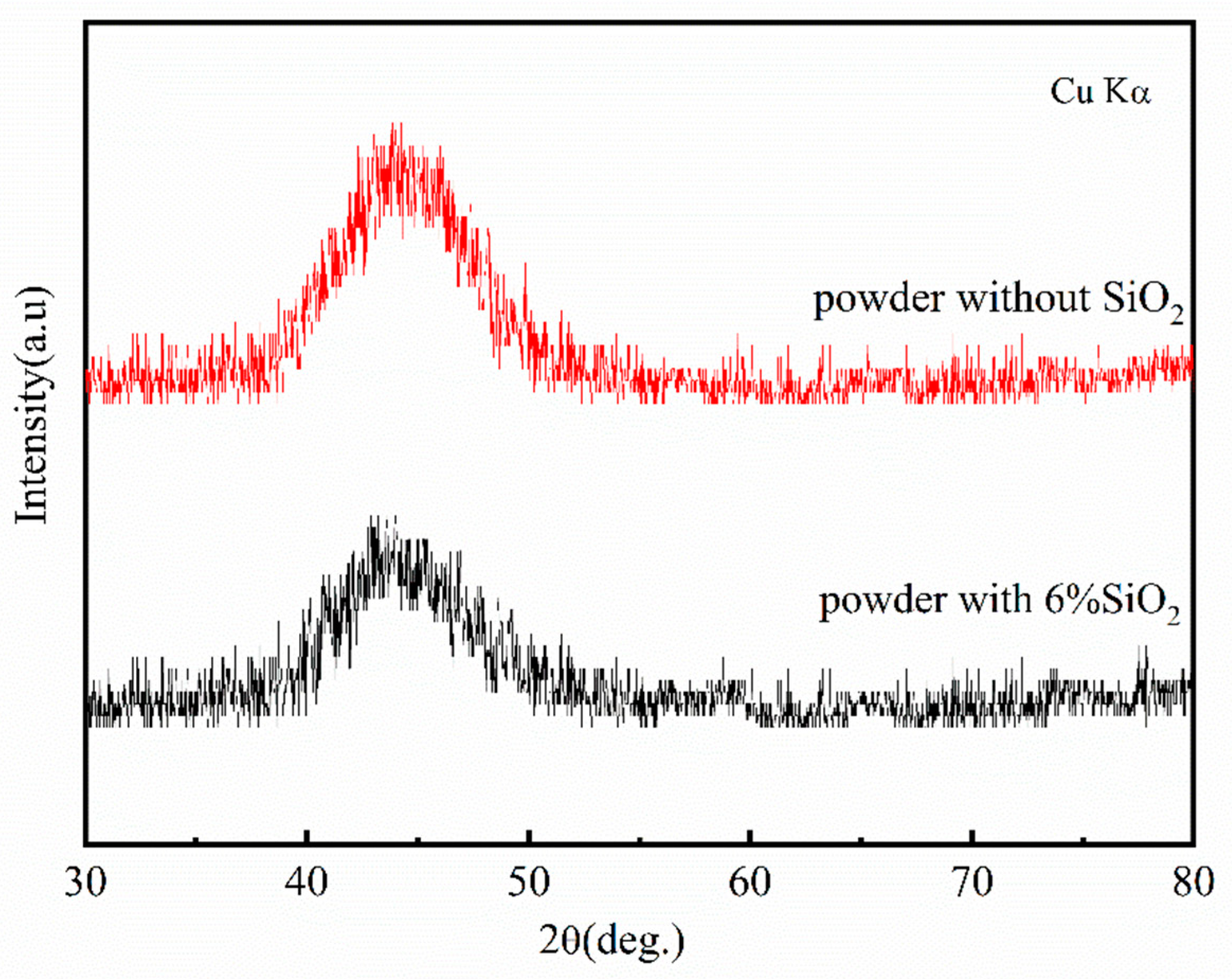
3.1. The Microstructure and the Phase Composition of Fe-Si-B/SiO2 Composite Powder
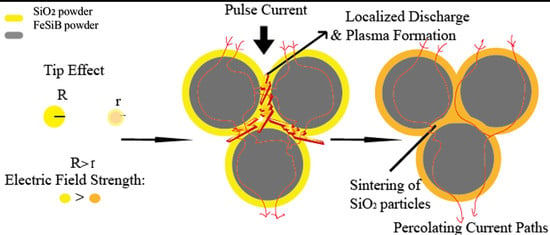
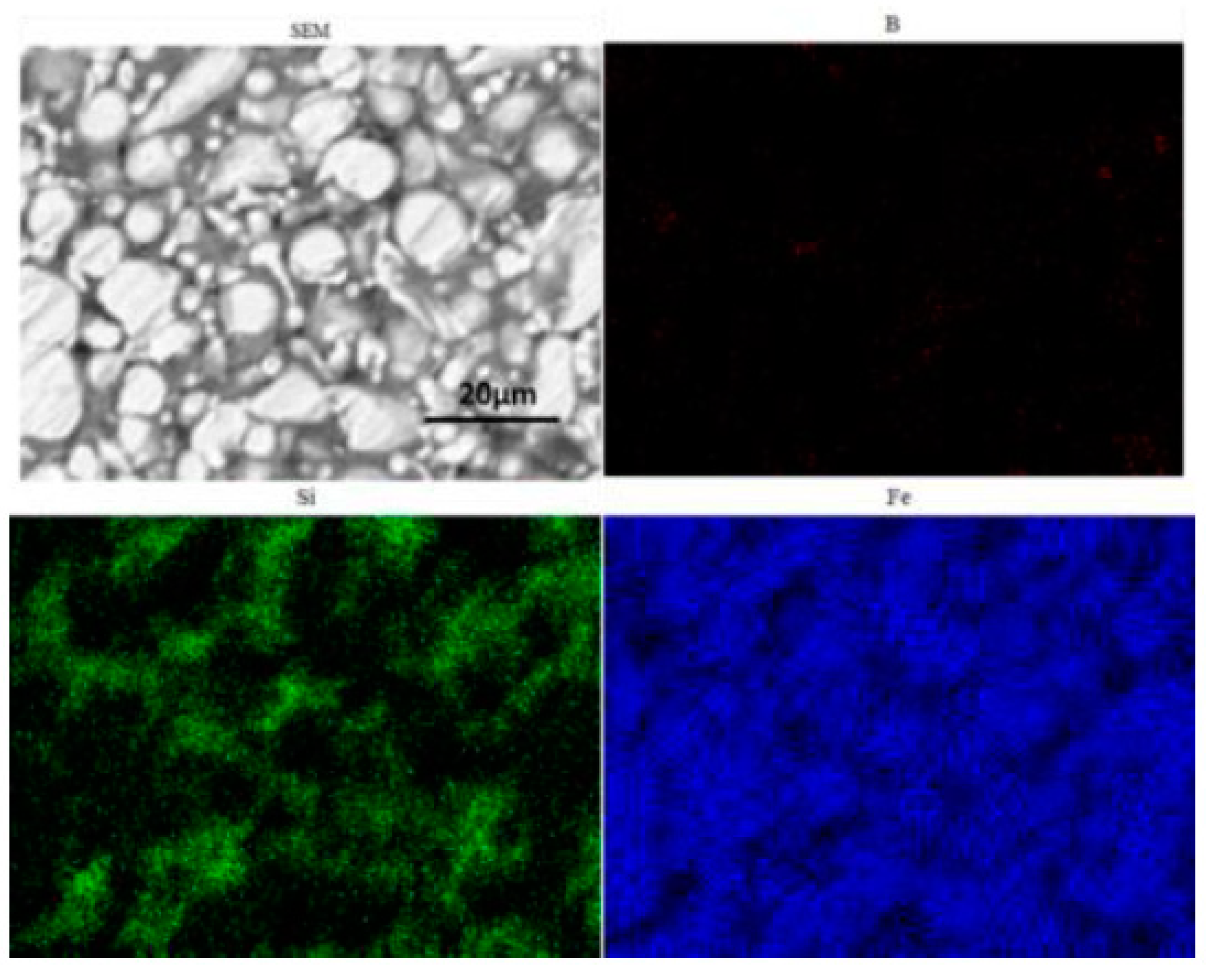
3.2. Microstructure of the Fe-Si-B/SiO2 Magnetic Particle Core
4. Conclusions
- (1)
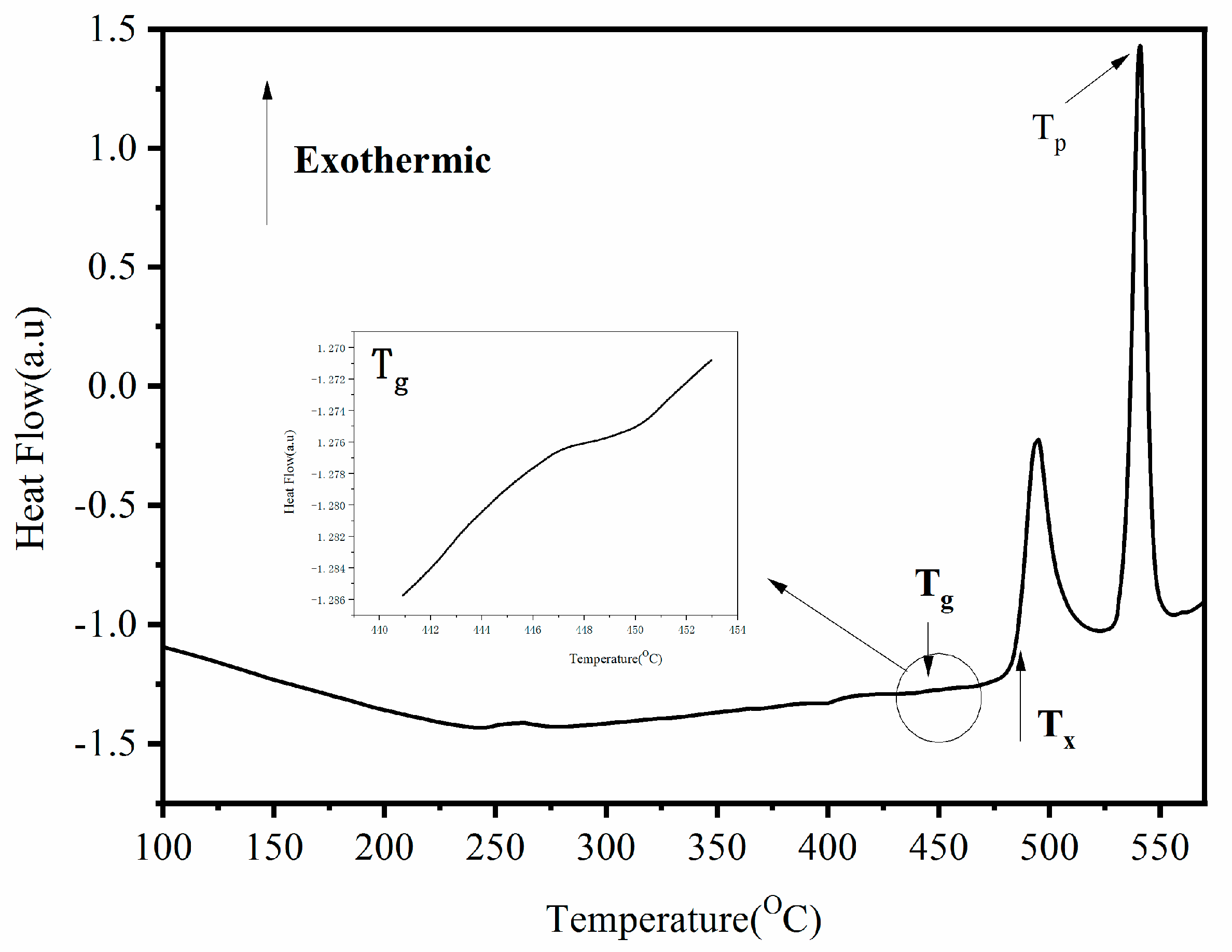
- The core–shell composite powder of the Fe-Si-B coated nano SiO2 nanopowder was prepared by mechanical ball milling. The width of the supercooled liquid region of the composite powder is up to 40 °C, and the amorphous alloy has a strong amorphous forming ability.
- (2)
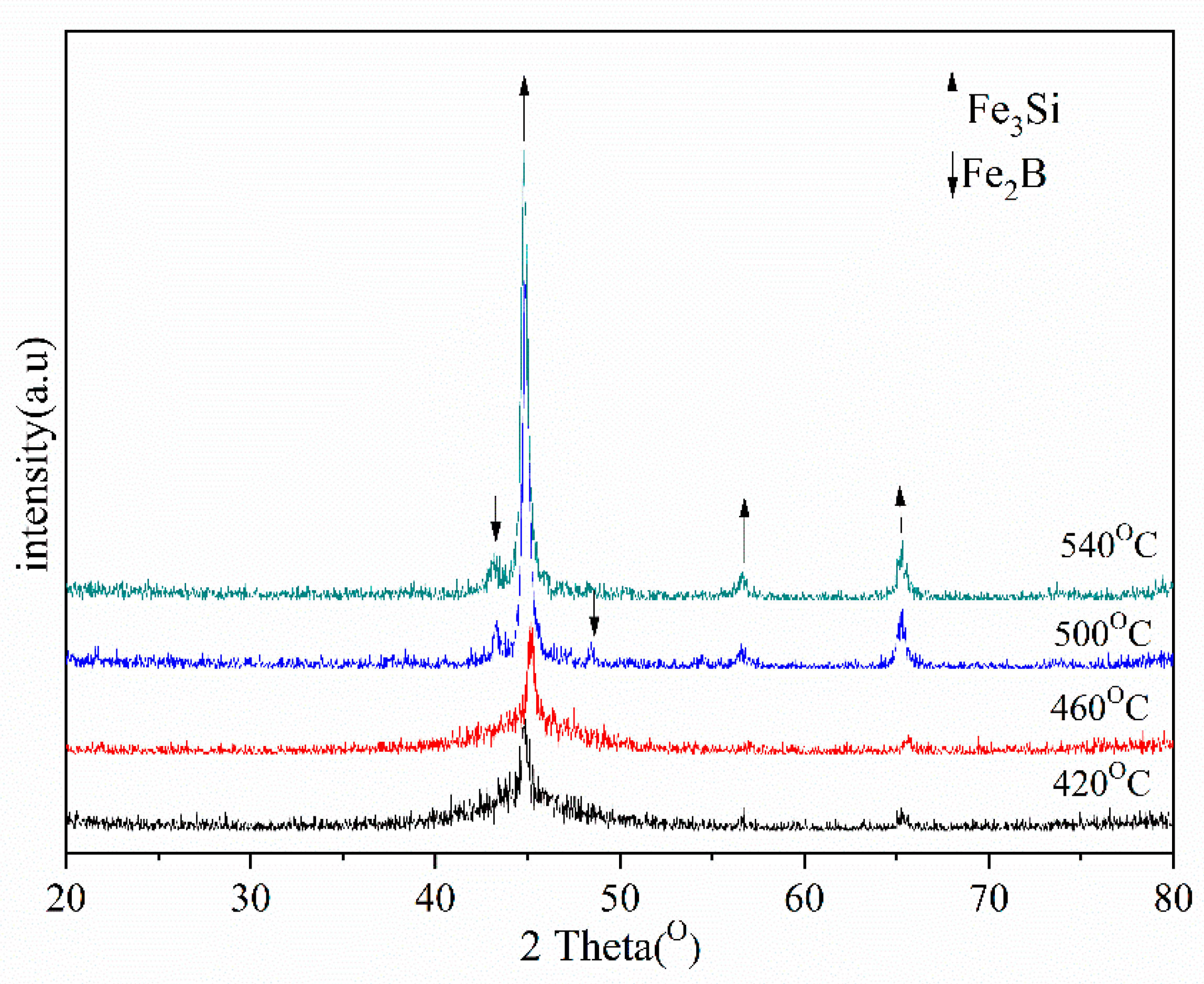
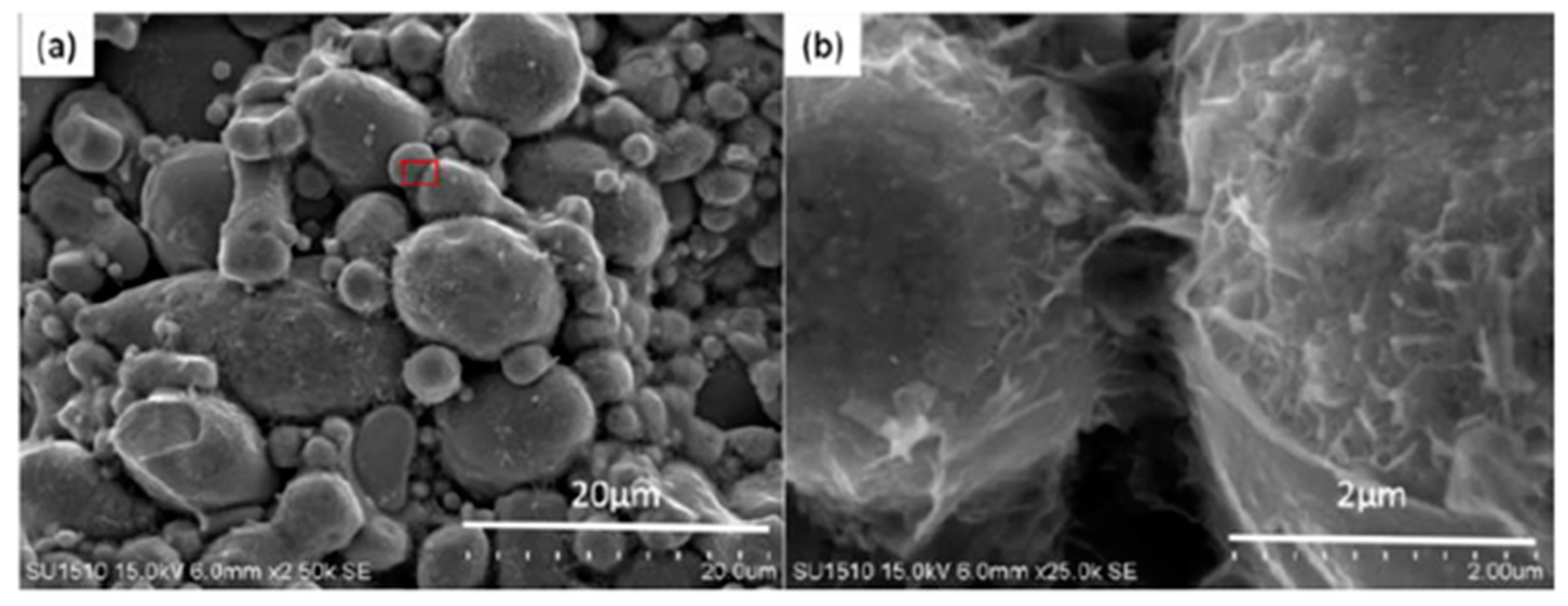
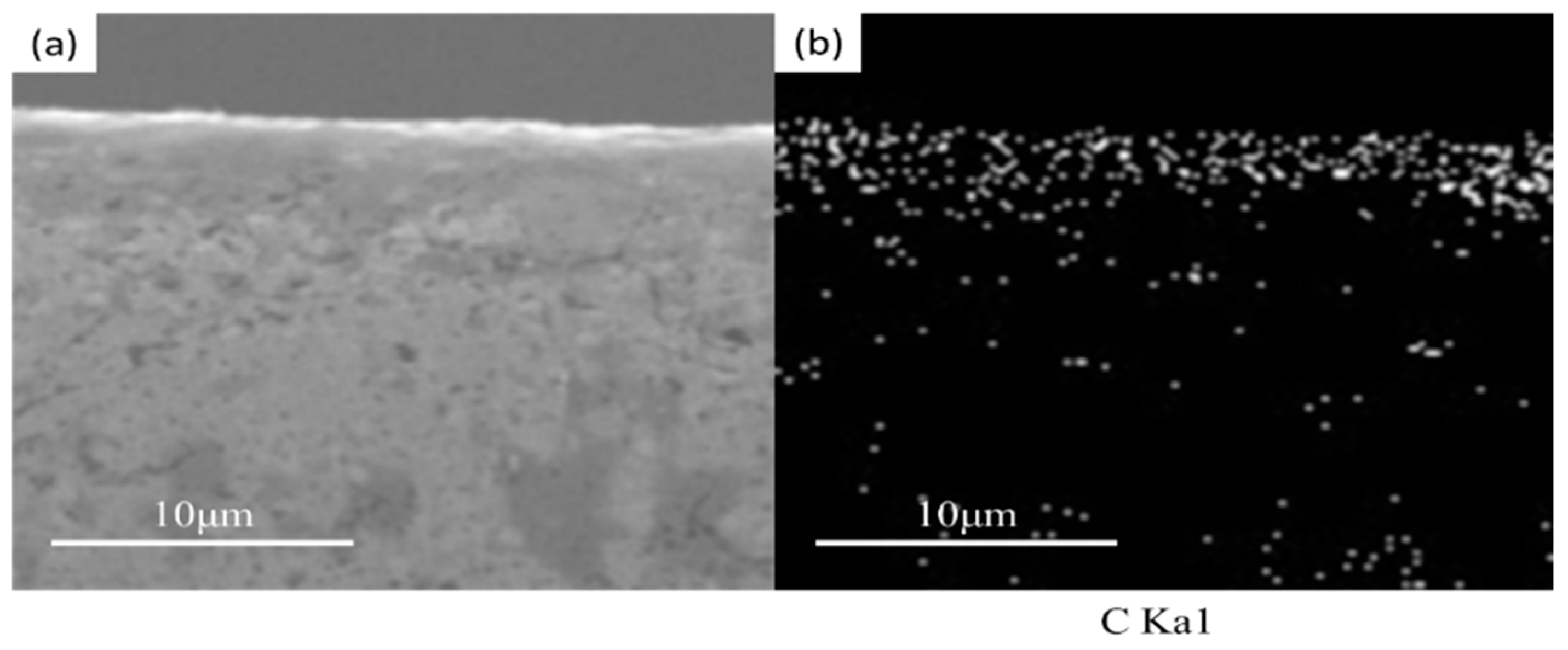
- The Fe-Si-B/SiO2 bulk amorphous nanocrystalline magnetic materials were prepared by spark plasma sintering. When the sintering pressure was 40 MPa, the sintering temperature range was 420–540 °C with a holding time of 1 min, and the prepared bulk Fe-Si-B particles (core) were well separated and insulated by the SiO2 (shell) intergranular layer in the core of the powder—and the density reached 98.93%. The block crystallizes at about 460 °C, and its crystalline phases are Fe3Si and Fe2B.
- (3)
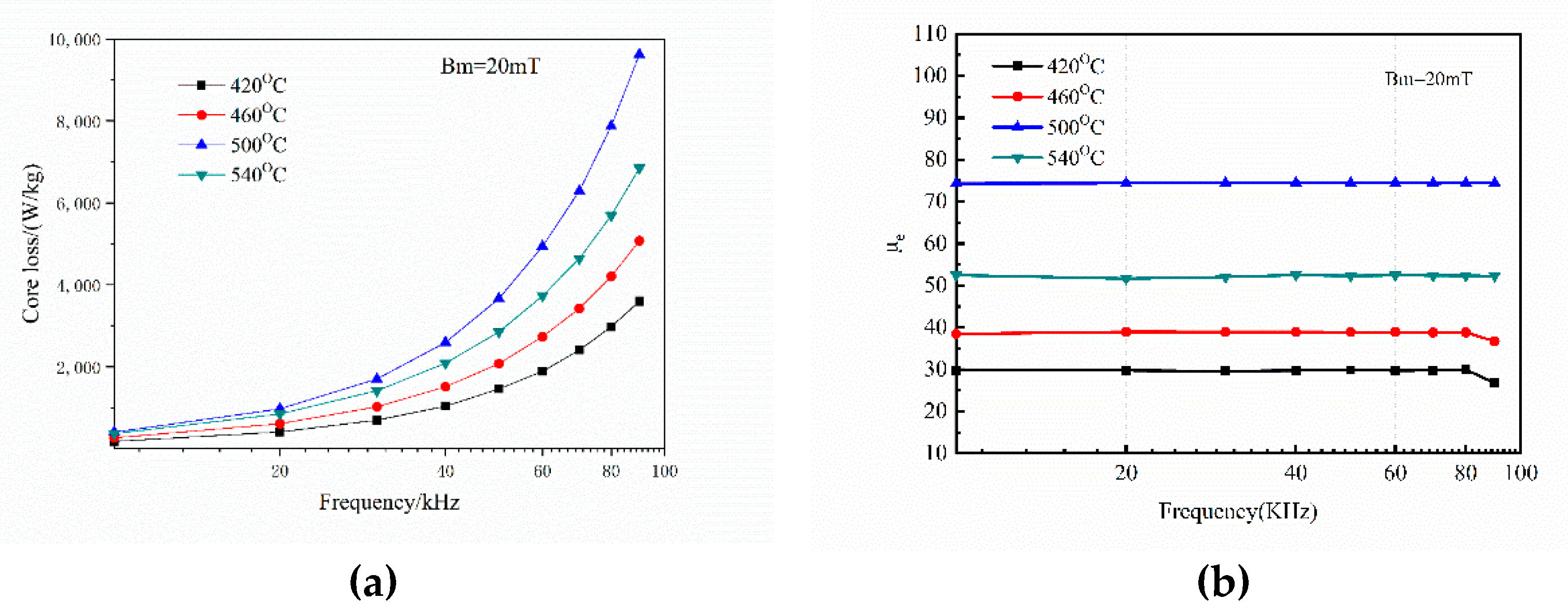
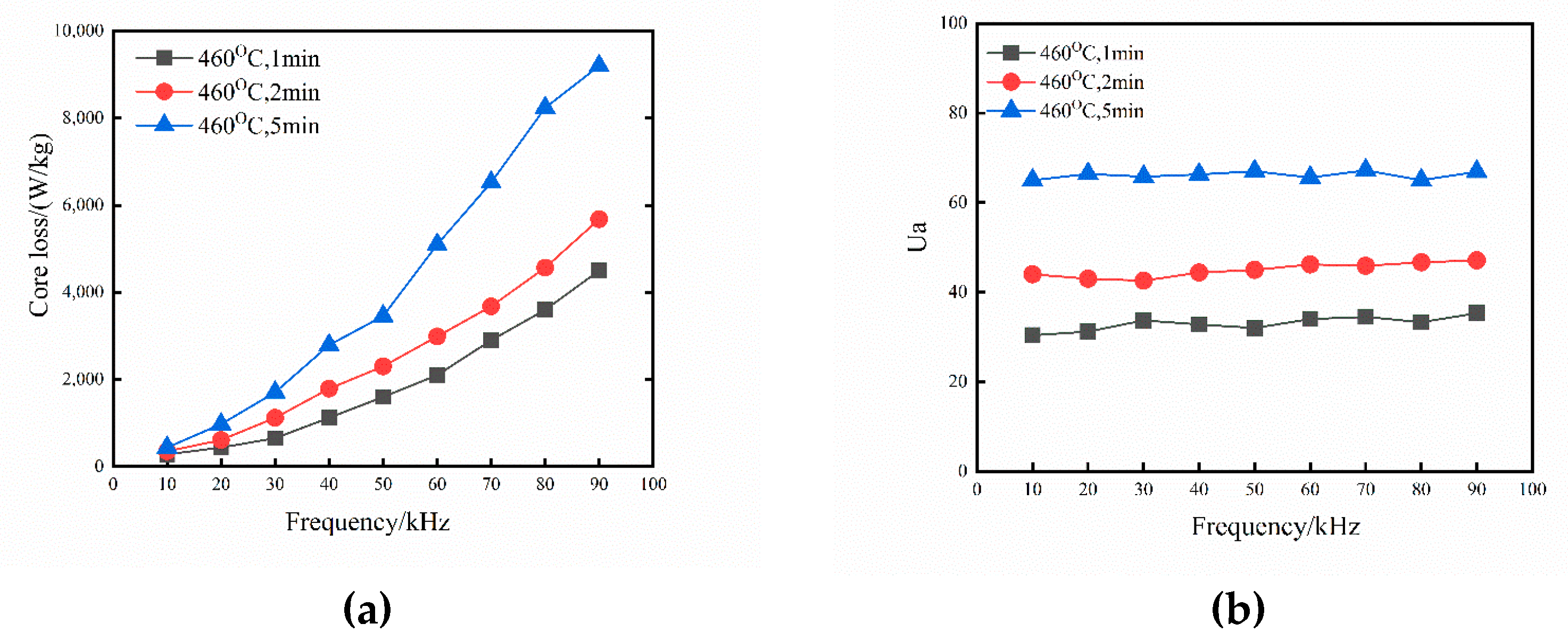
- When the sintering and holding times are increased, there is an improvement in the density, maximum relative permeability, and magnetic loss of the Fe-Si-B/SiO2 sintered block. The magnetic permeability of the Fe-Si-B/SiO2 sintered block is stable in the high-frequency region. The magnetic properties are best when the sintering temperature is 420 °C for 2 min, with excellent soft magnetic properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mchenry, M.E.; Willard, M.A.; Laughlin, D.E. Amorphous and nanocrystalline materials for application as soft magnets. Prog. Mater. Sci. 1999, 44, 291–433. [Google Scholar] [CrossRef]
- Hasegawa, R. Applications of amorphous magnetic alloys in electronic devices. J. Non-Cryst. Solids 2001, 287, 405–412. [Google Scholar] [CrossRef]
- Iglesias, I.; El Kammouni, R.; Chichay, K.; Perov, N.; Vazquez, M.; Rodionova, V. Magnetic Properties of CoFeSiB/CoNi, CoFeSiB/FeNi, FeSiB/CoNi, FeSiB/FeNi Biphase Microwires in the Temperature Range 295-1200 K. Acta Phys. Pol. 2015, 127, 591–593. [Google Scholar] [CrossRef]
- Marcatoma, J.Q.; Rodríguez, V.; Baggio-Saitovitch, E.M. FeSiB Amorphous Alloy Prepared by Mechano-Synthesis. Hyperf. Interact. 2003, 148, 97–102. [Google Scholar]
- Schultz, L. Formation of amorphous metals by mechanical alloying. Mater. Sci. Eng. 1988, 97, 15–23. [Google Scholar] [CrossRef]
- Schlorke, N.; Eckert, J.; Schultz, L. Synthesis of multicomponent Fe-based amorphous alloys with significant supercooled liquid region by mechanical alloying. Mater. Sci. Eng. A 1997, 226, 425–428. [Google Scholar] [CrossRef]
- Liu, Y.J.; Chang, I.; Bowen, P. Amorphization and microstructural evolution in multicomponent (FeCoNi)70Zr10B20 alloy system by mechanical al-loying. Mater. Sci. Eng. A 2001, 304, 389–393. [Google Scholar] [CrossRef]
- Wang, J.; Cui, Y.; Li, H. Simultaneous determination of norepinephrine, acetaminophen and tryptophan using a modified graphene nanosheets paste electrode. Res. Chem. Intermed. 2010, 36, 17–26. [Google Scholar] [CrossRef]
- Ol, J.J.S.; Clavaguera, N.; Clavaguera-Mora, M.T. Relaxation Kinetics of Mechanically Alloyed Powders. Fe-Ni-Si-P: A Case Study. J. Non-Cryst. Solids 2001, 287, 114–119. [Google Scholar]
- Ohtani, B.; Ogawa, Y.; Nishimoto, S.I. Photocatalytic Activity of AmorphousAnatase Mixture of Titanium(IV) Oxide Particles Suspended in Aqueous Solutions. J. Phys. Chem. B 1997, 101, 3746–3752. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, H.H.; Nguyen, M.T.; Kim, W.J. Laser treatment of press-formed bismuth based superconductor powder: K. Hotta et al. (Nippon Inst. of Technology, Saitama, Japan.). J. Korean Powder Metall. Inst. 2016, 23, 207–212. [Google Scholar] [CrossRef]
- Jiang, Q.; He, L.; Rehman, S.U. Microstructure Characterization and Magnetic Characteristics of Ce-Fe-B Based Spark Plasma Sintered Magnets. IEEE Trans. Magn. 2019, 55, 1–6. [Google Scholar] [CrossRef]
- Larimian, T.; Chaudhary, V.; Khan, M. Spark plasma sintering of Fe-Si-B-Cu-Nb/Finemet based alloys. Intermetallics 2021, 129, 107035. [Google Scholar] [CrossRef]
- Harimkar, S.P.; Paital, S.R.; Singh, A. Microstructure and properties of spark plasma sintered Fe-Cr-Mo-Y-B-C bulk metallic glass. J. Non-Cryst. Solids 2009, 355, 2179–2182. [Google Scholar] [CrossRef]
- Wang, Z.; Zhou, H.; Wang, X. Characteristics of the crystalline basement beneath the Ordos Basin: Constraint from aeromagnetic data. Geosci. Front. 2015, 6, 465–475. [Google Scholar] [CrossRef] [Green Version]
- Ok, H.N.; Baek, K.S.; Kim, C.S. Magnetic properties and the crystallization of amorphous Fe75.4B14.2Si10.4. Phys. Rev. B 1981, 24, 6600–6609. [Google Scholar] [CrossRef]
- Inoue, A.; Zhang, W. Direct synthesis of dimethyl ether from synthesis gas over metal-pillared ilerites. J. Appl. Phys. 1999, 85, 4491–4493. [Google Scholar] [CrossRef]
- Mihalache, V.; Mercioniu, I.; Velea, A. Effect of the process control agent in the ball-milled powders and SPS-consolidation temperature on the grain re-finement, density and Vickers hardness of Fe14Cr ODS ferritic alloys. Powder Technol. 2019, 347, 102–113. [Google Scholar] [CrossRef]
- Wang, L.; Cui, N.; Zhao, X.C. Accumulation of Carbohydrate and Regulation of 14-3-3 Protein on Sucrose Phosphate Synthase (SPS) Activity in Two Tomato Species. J. Integr. Agric. 2014, 13, 258–364. [Google Scholar] [CrossRef]
- Neamtu, B.V.; Marinca, T.F.; Chicinas, I. Structural and magnetic characteristics of Co-based amorphous powders prepared by wet mechanical alloying. Adv. Powder Technol. 2014, 26, 323–328. [Google Scholar] [CrossRef]
- Kaido, C. Investigation of the Direction Dependence of the Magnetic Properties of Non-oriented Electrical Steel Sheets. Trans. Magn. Soc. Jpn. 2009, 33, 144–149. [Google Scholar] [CrossRef] [Green Version]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
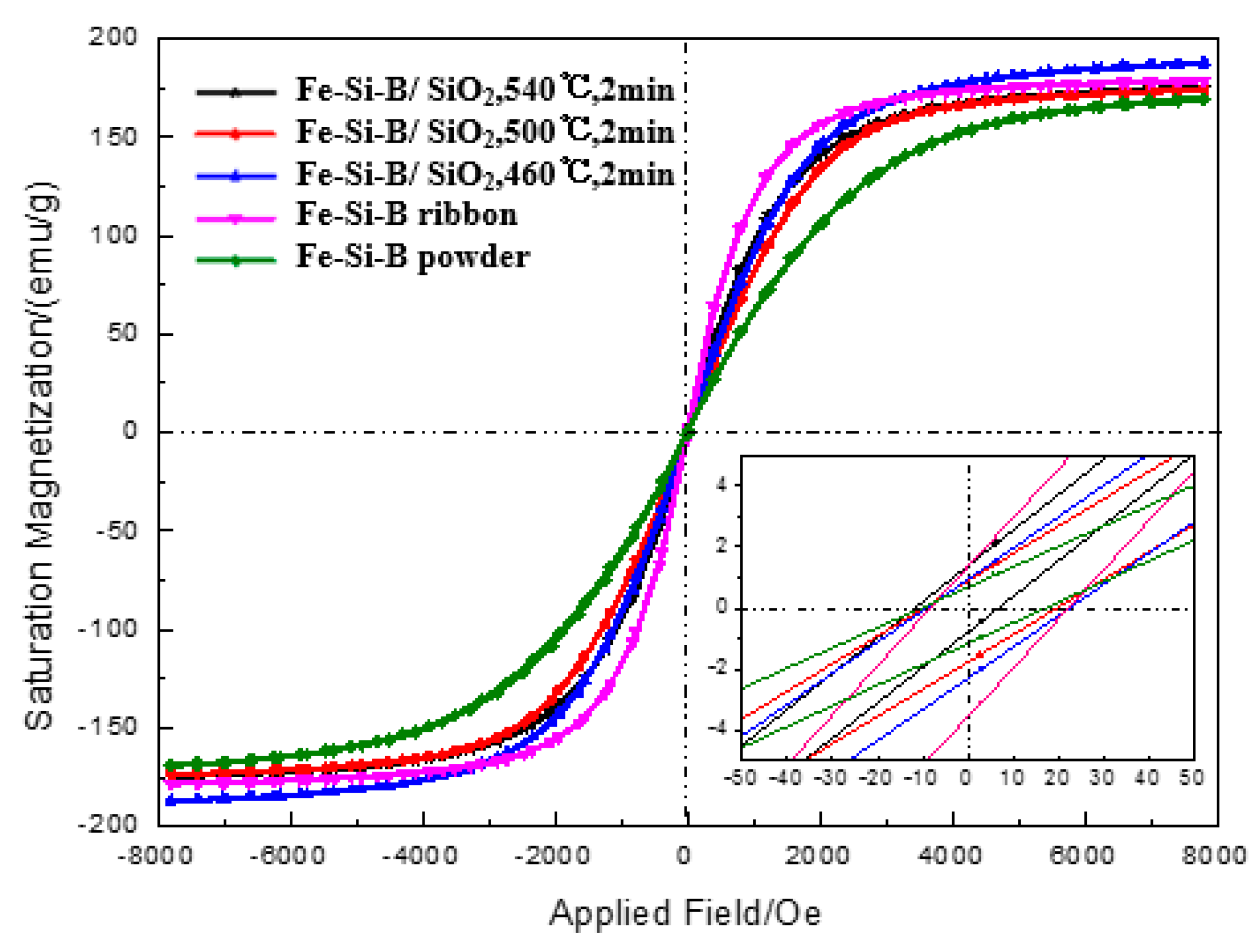
| B800 (T) | Hc (A/m) | μe | Resistivity (µΩ·cm) | |
|---|---|---|---|---|
| Fe-Si-B ribbon | 1.56 | 7.9 | 6700 | 137.1 |
| Fe-Si-B powder | 1.54 | 2111 | 590 | - |
| Fe-Si-B/SiO2, 460 °C, 2 min | 1.15 | 934 | 45 | 691.44 |
| Fe-Si-B/SiO2, 500 °C, 2 min | 1.23 | 809 | 48 | 449.42 |
| Fe-Si-B/SiO2, 540 °C, 2 min | 1.54 | 3574 | 76 | 301.56 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, L.; Yan, B.; Jian, Y. Fabrication of Fe-Si-B Based Amorphous Powder Cores by Spark Plasma Sintered and Their Magnetic Properties. Materials 2022, 15, 1603. https://doi.org/10.3390/ma15041603
Yan L, Yan B, Jian Y. Fabrication of Fe-Si-B Based Amorphous Powder Cores by Spark Plasma Sintered and Their Magnetic Properties. Materials. 2022; 15(4):1603. https://doi.org/10.3390/ma15041603
Chicago/Turabian StyleYan, Liang, Biao Yan, and Yin Jian. 2022. "Fabrication of Fe-Si-B Based Amorphous Powder Cores by Spark Plasma Sintered and Their Magnetic Properties" Materials 15, no. 4: 1603. https://doi.org/10.3390/ma15041603
APA StyleYan, L., Yan, B., & Jian, Y. (2022). Fabrication of Fe-Si-B Based Amorphous Powder Cores by Spark Plasma Sintered and Their Magnetic Properties. Materials, 15(4), 1603. https://doi.org/10.3390/ma15041603