
The Influence of Microstructure on the Flexural Properties of 3D Printed Zirconia Part via Digital Light Processing Technology




Abstract
:1. Introduction
2. Methodology
2.1. Materials and Slurry Preparation
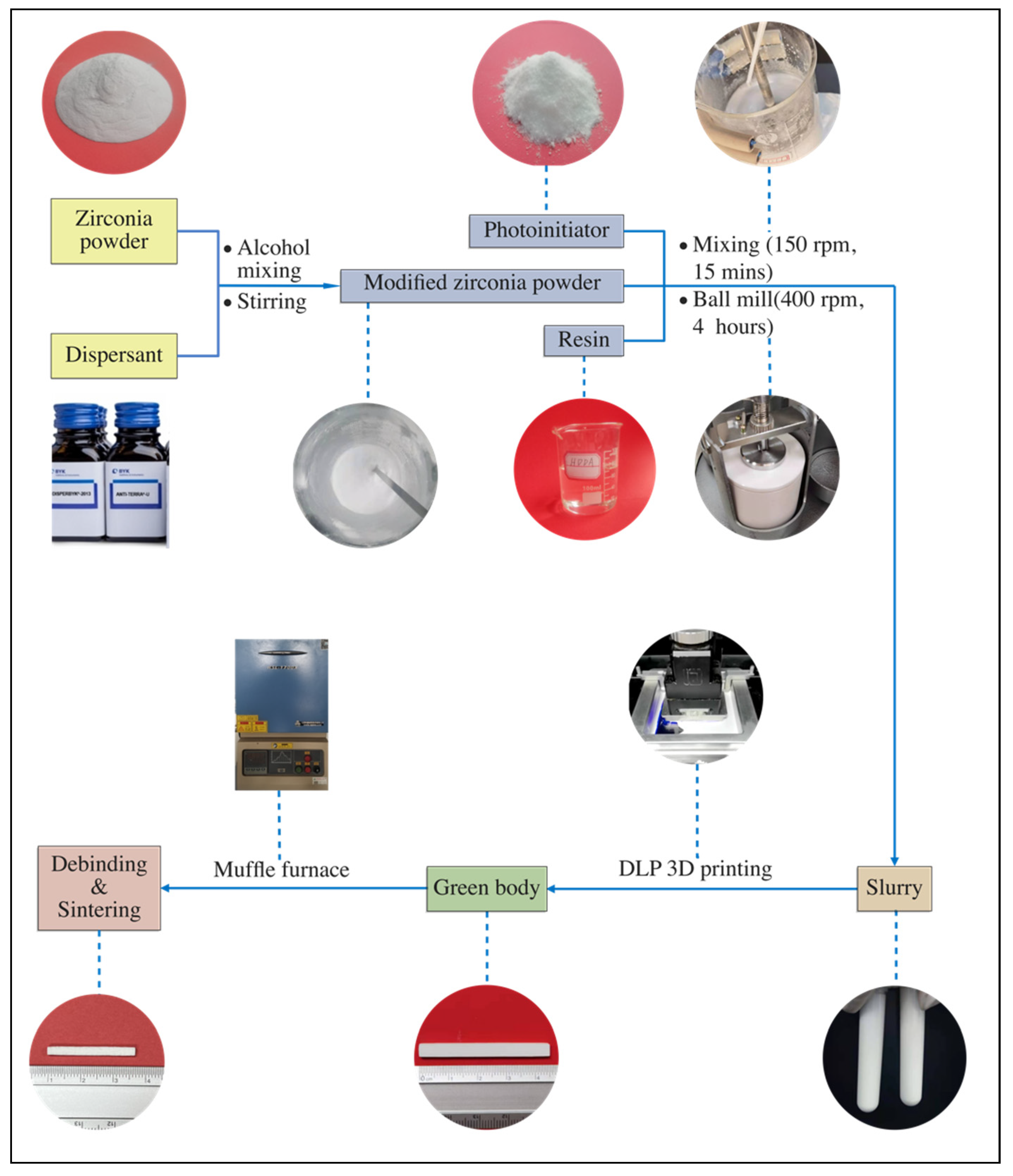
- ➢ Powder modification
- The original ZrO2 powder was humid, so it should be placed in an oven (D2F6020AB, Tianjin Gongxing Laboratory Instrument Co., Ltd., Tianjin, China) to dry thoroughly.
- Based on the mass of ZrO2 powder, 3 wt.% of DisperBYK (BYK-180, an alkylol ammonium salt of a copolymer with acidic groups) [23] was dissolved in ethanol solution by magnetic stirring at 60 °C.
- Then the dried ZrO2 powder was added gradually into the DISPERBYK solution
- The resulting ZrO2 slurry was magnetically stirred in a 60 °C water bath for 1 h to promote the adequate adsorption of the dispersant on the surface of the ZrO2 particles.
- The modified ZrO2 powder was dried at 70 °C for 24 h and then screened through a sieve.
- ➢ Slurry preparation
- First, 1,6-hexanediol diacrylate (HDDA, 70 g), tripropylene glycol diacrylate (TPGDA, 33 g) and 2,4,6-trimethylbenzoyldiphenyl phosphine oxide (TPO, 1g) were mixed to obtain a homogeneous photosensitive resin.
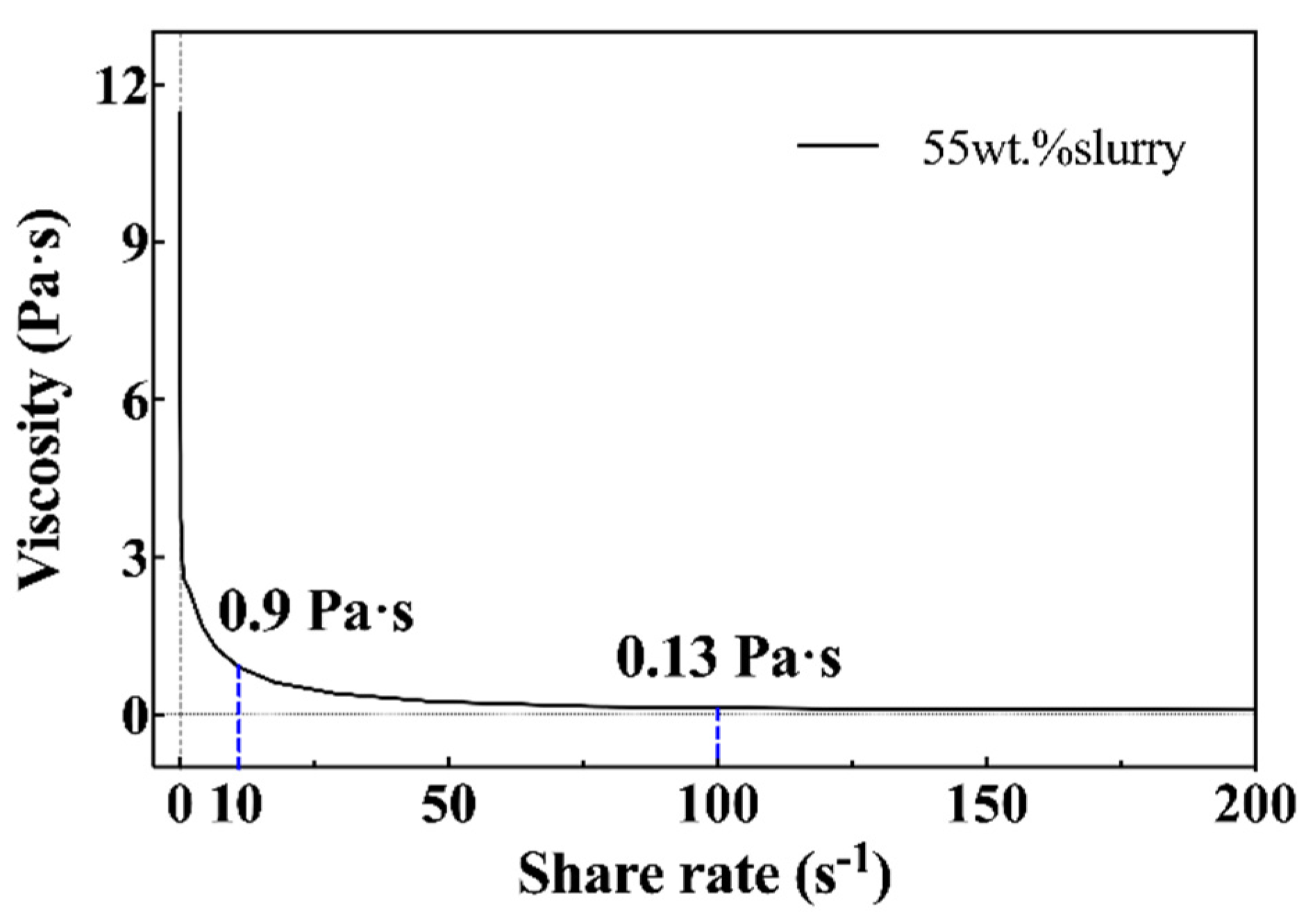
- Next, an appropriate amount (55 wt.%) of the modified ZrO2 powder was added to the prepared photosensitive resin, and stirred with a mixer (GZ120-S, Shanghai Lilei Instrument Technology Co., Ltd., Shanghai, China) for 15 min.
- Then the stable ZrO2 slurry was processed using a planetary ball mill for 4 h with a speed of 400 rpm (KE4, Ruiru Tec, Guangzhou, China) with a mass ratio of ZrO2 grinding balls to ZrO2 powder of 2:1 (grinding balls with three different sizes—7/5/3mm—were used to achieve better mixing).
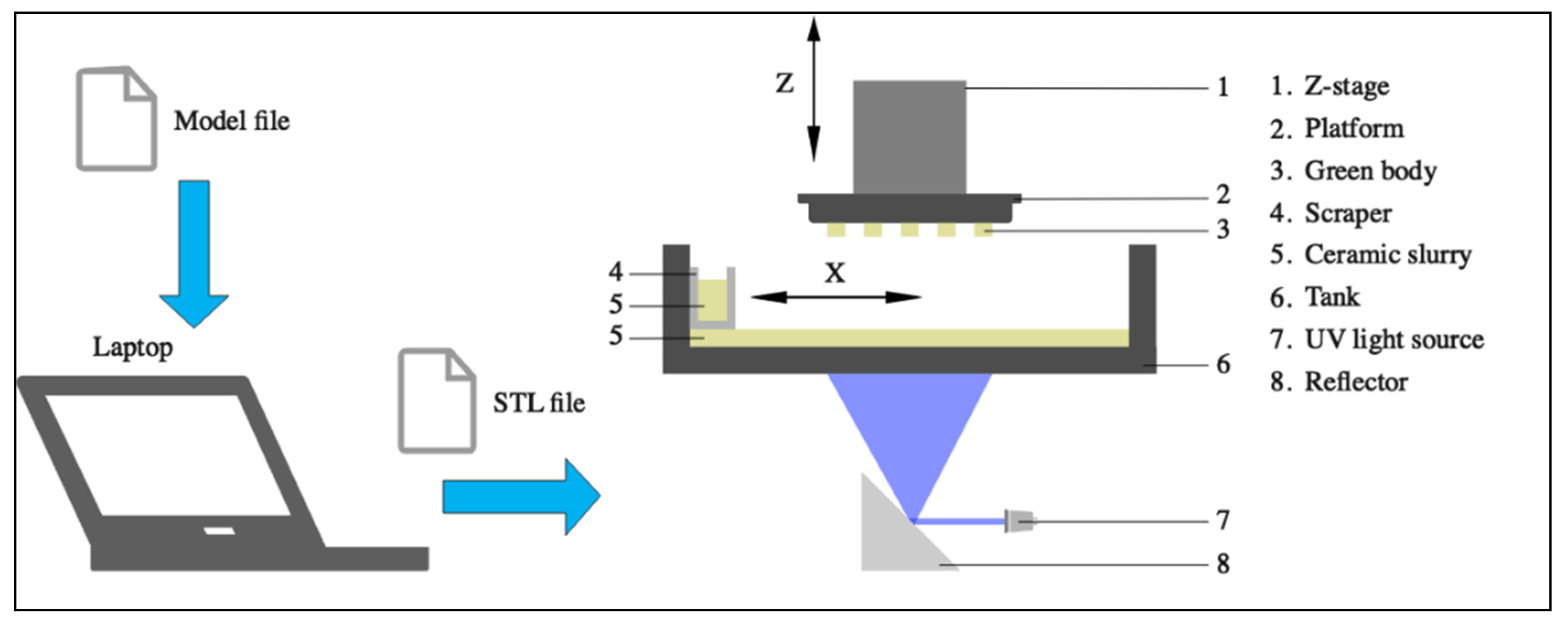
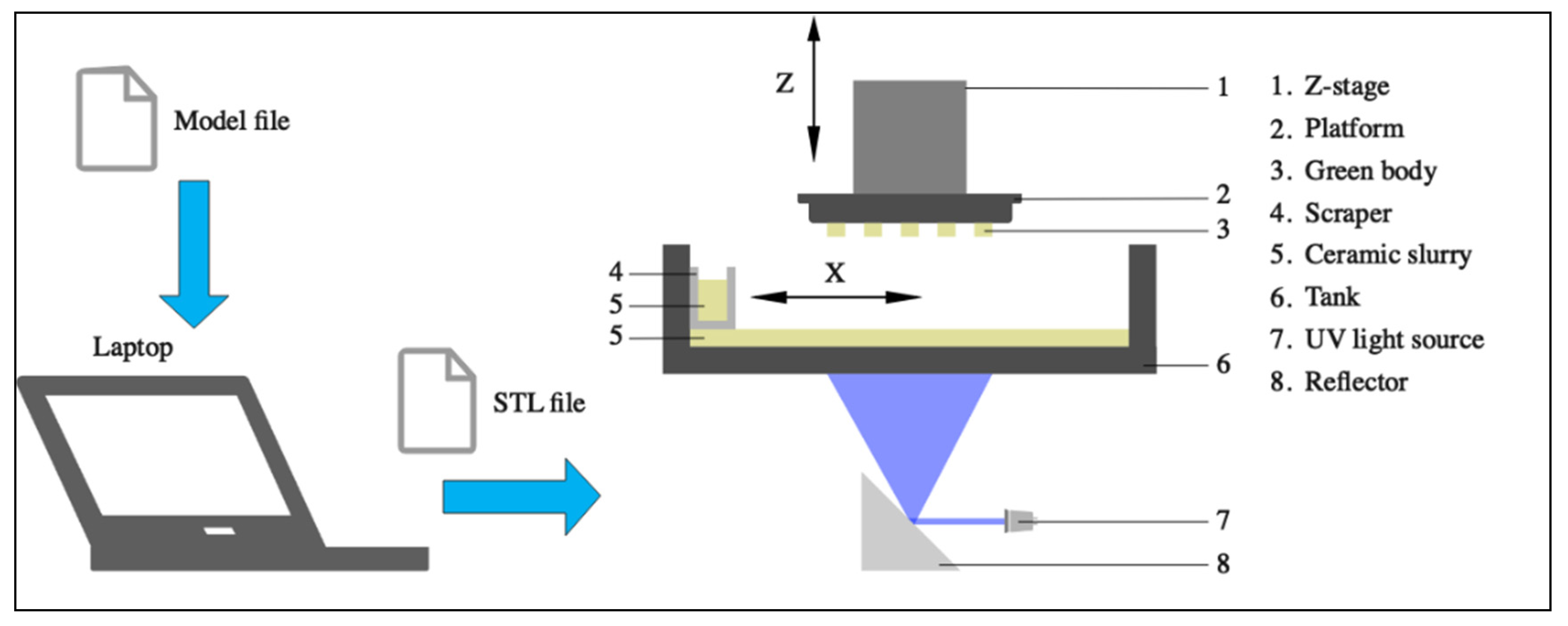
2.2. DLP Procedures
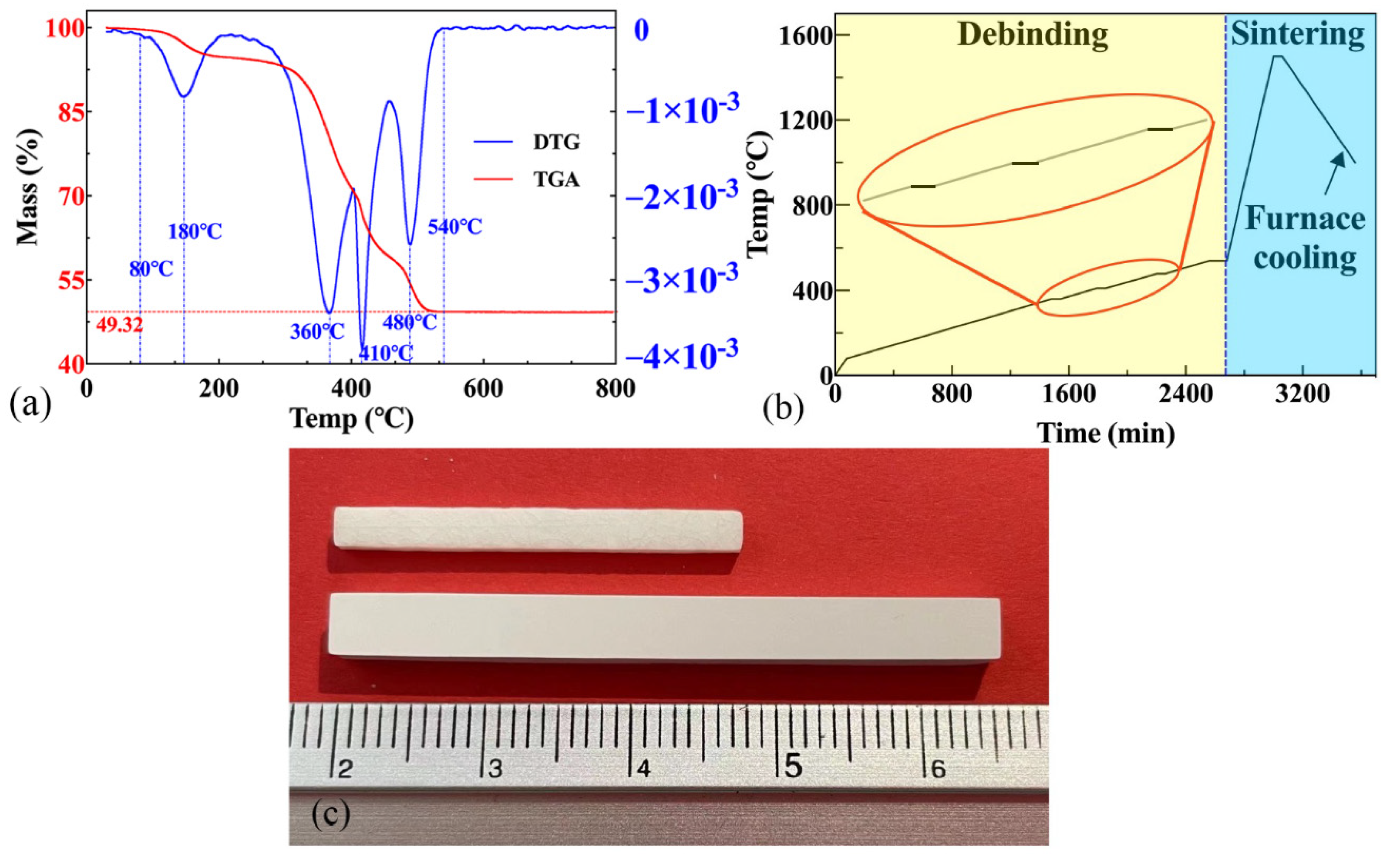
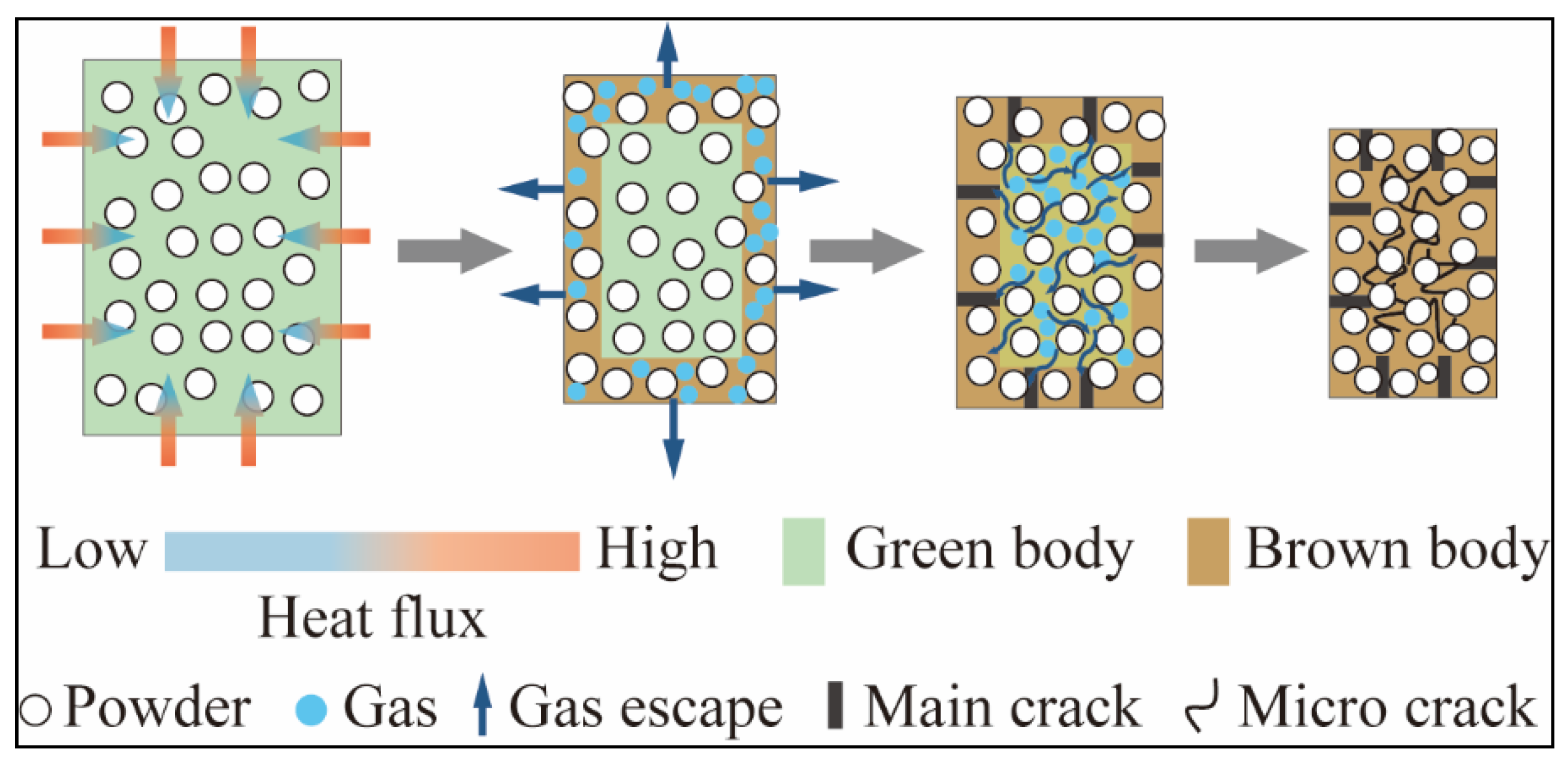
2.3. Debinding and Sintering
2.4. Flexural Strength Tests
2.5. Characterization
3. Results and Discussion
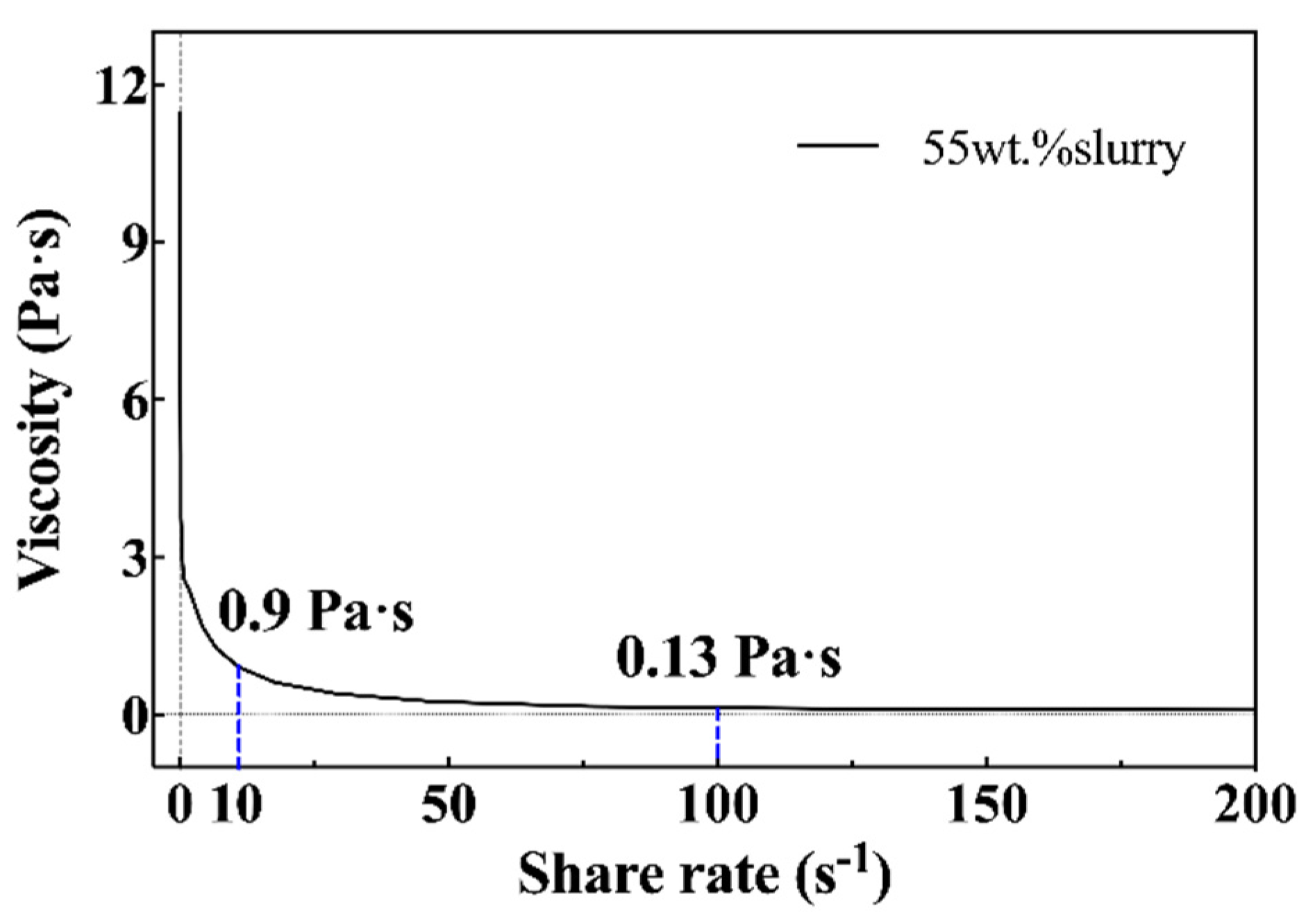
3.1. Rheological Properties
3.2. Physical Properties of the Sintered Samples
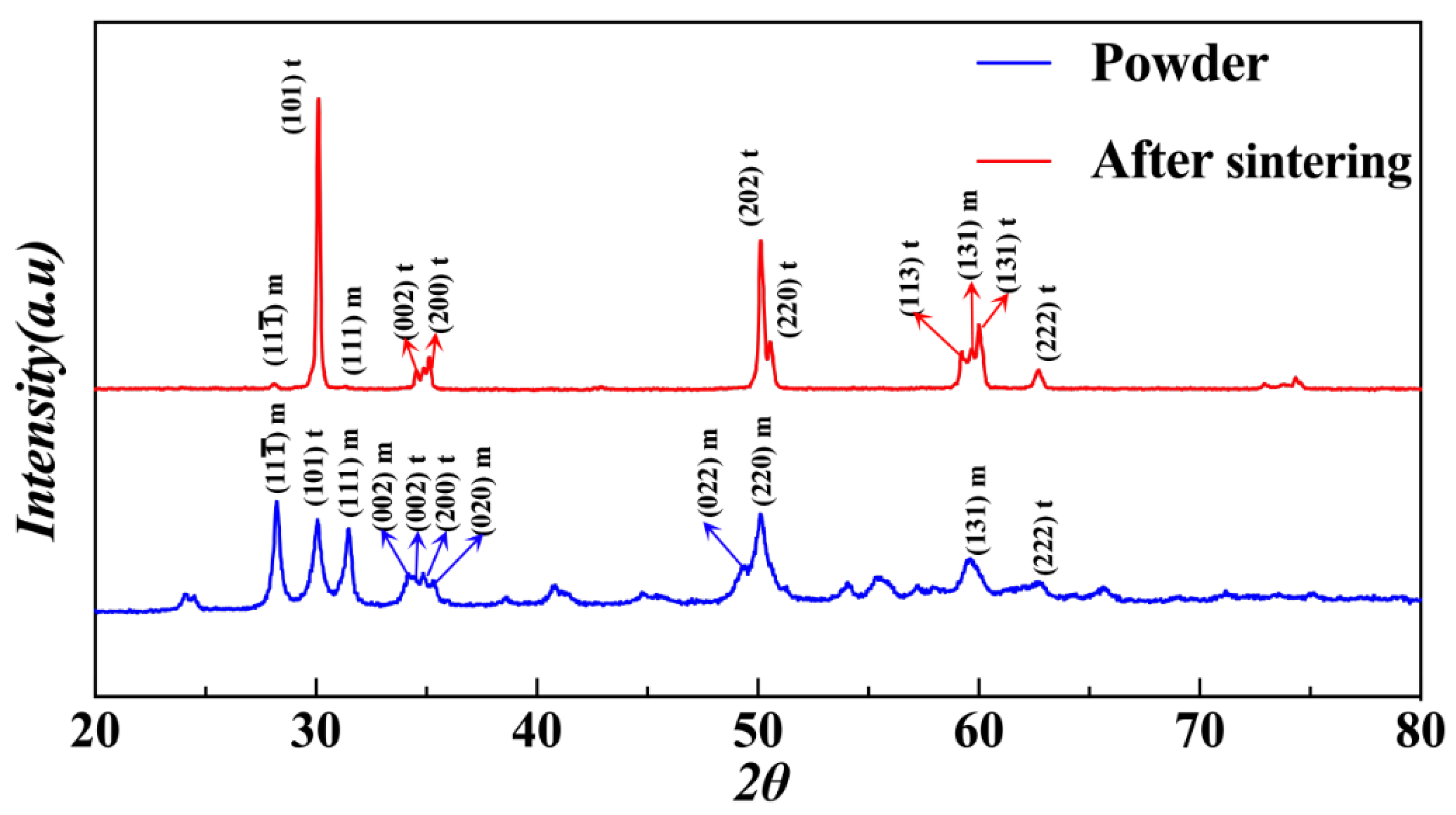
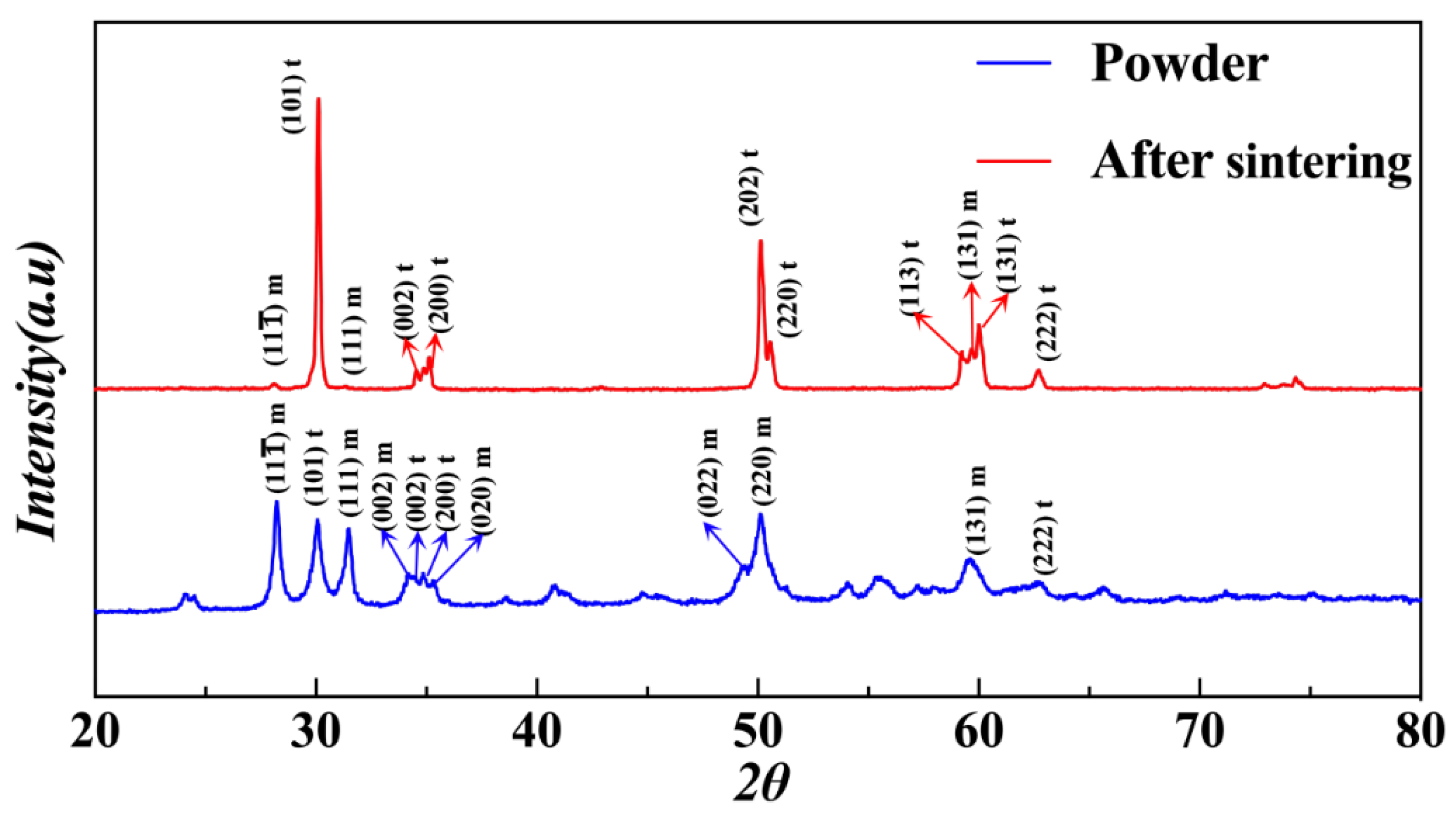
3.3. XRD
3.4. Flexural Properties
3.5. SEM
4. Conclusions
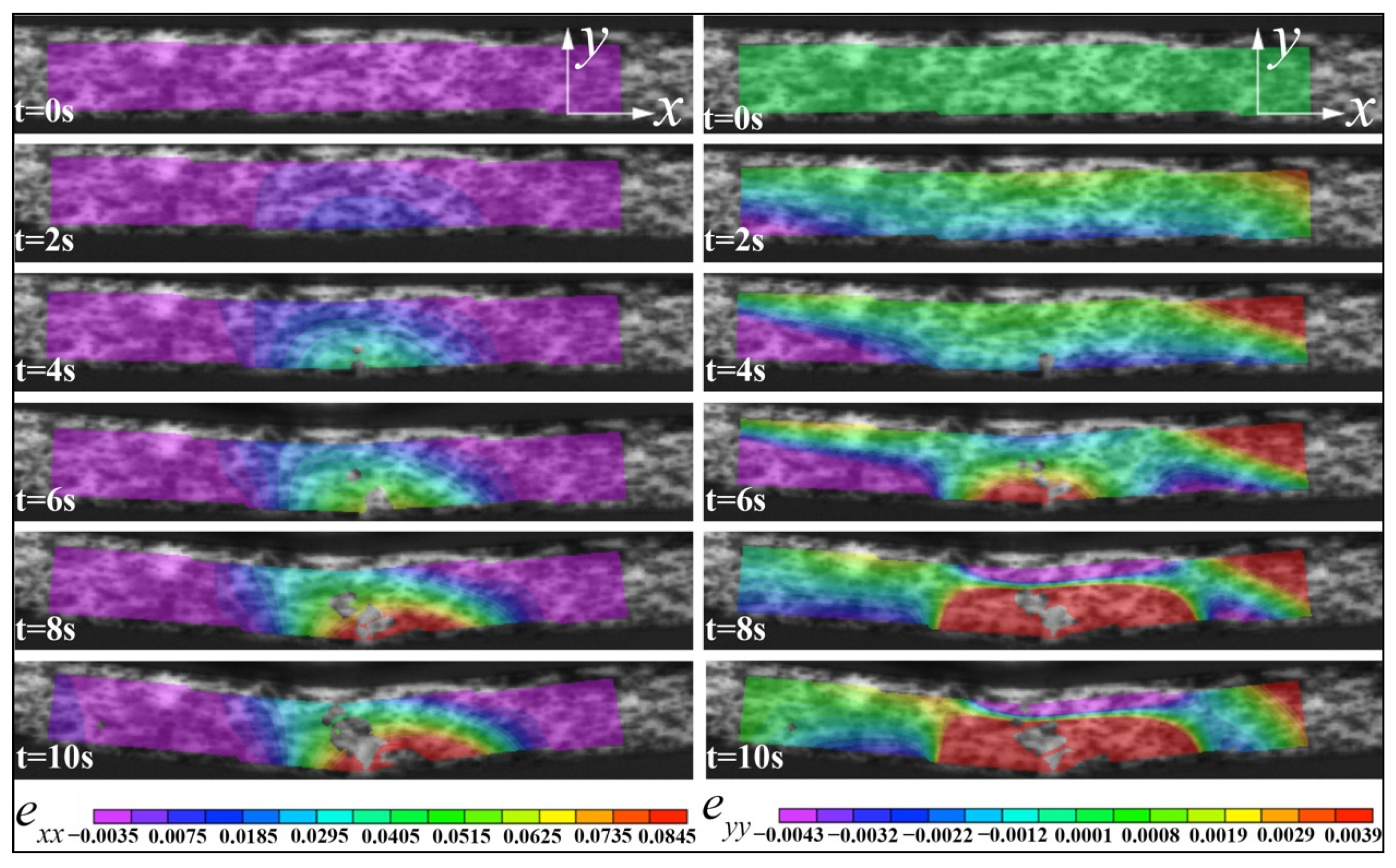
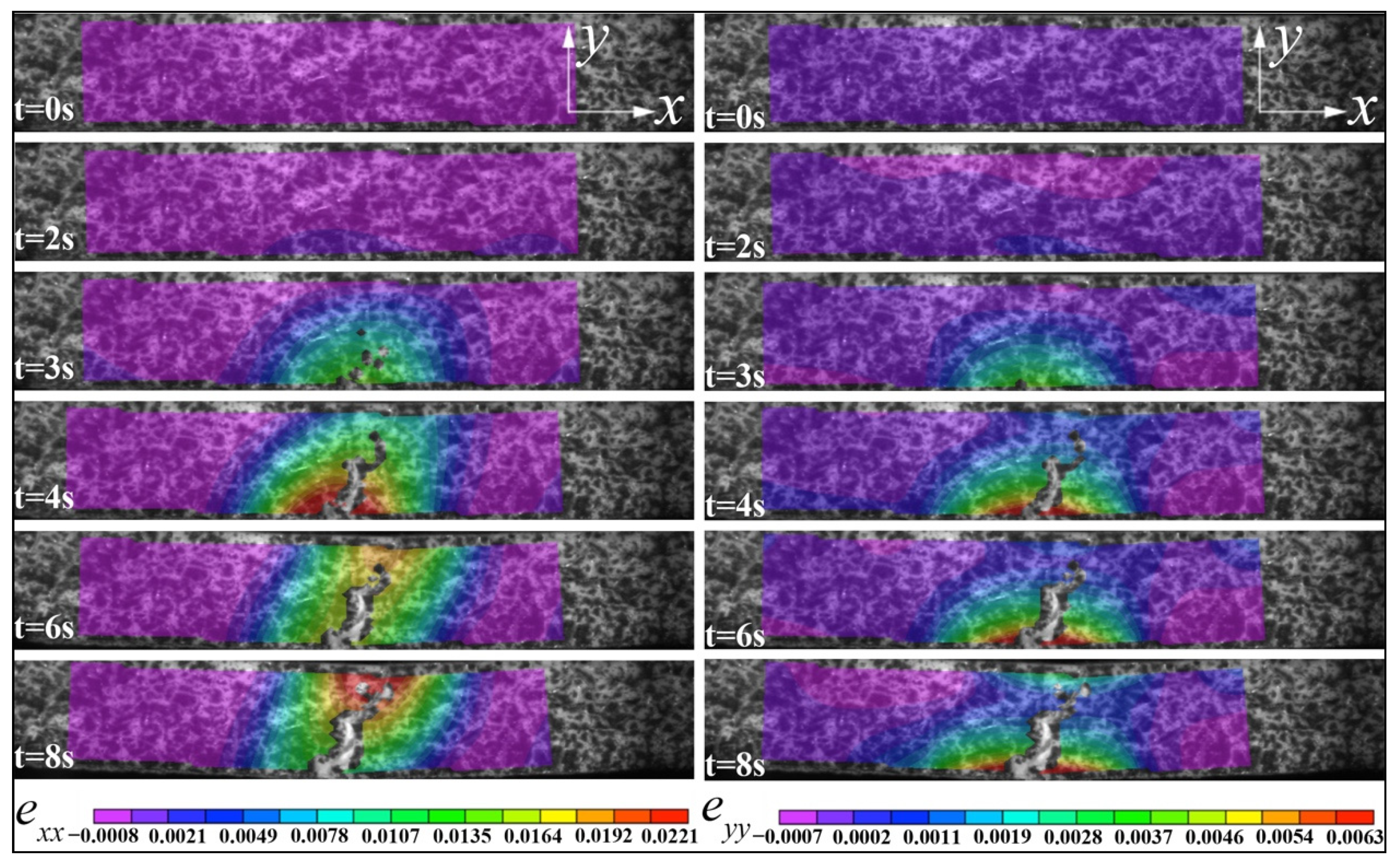
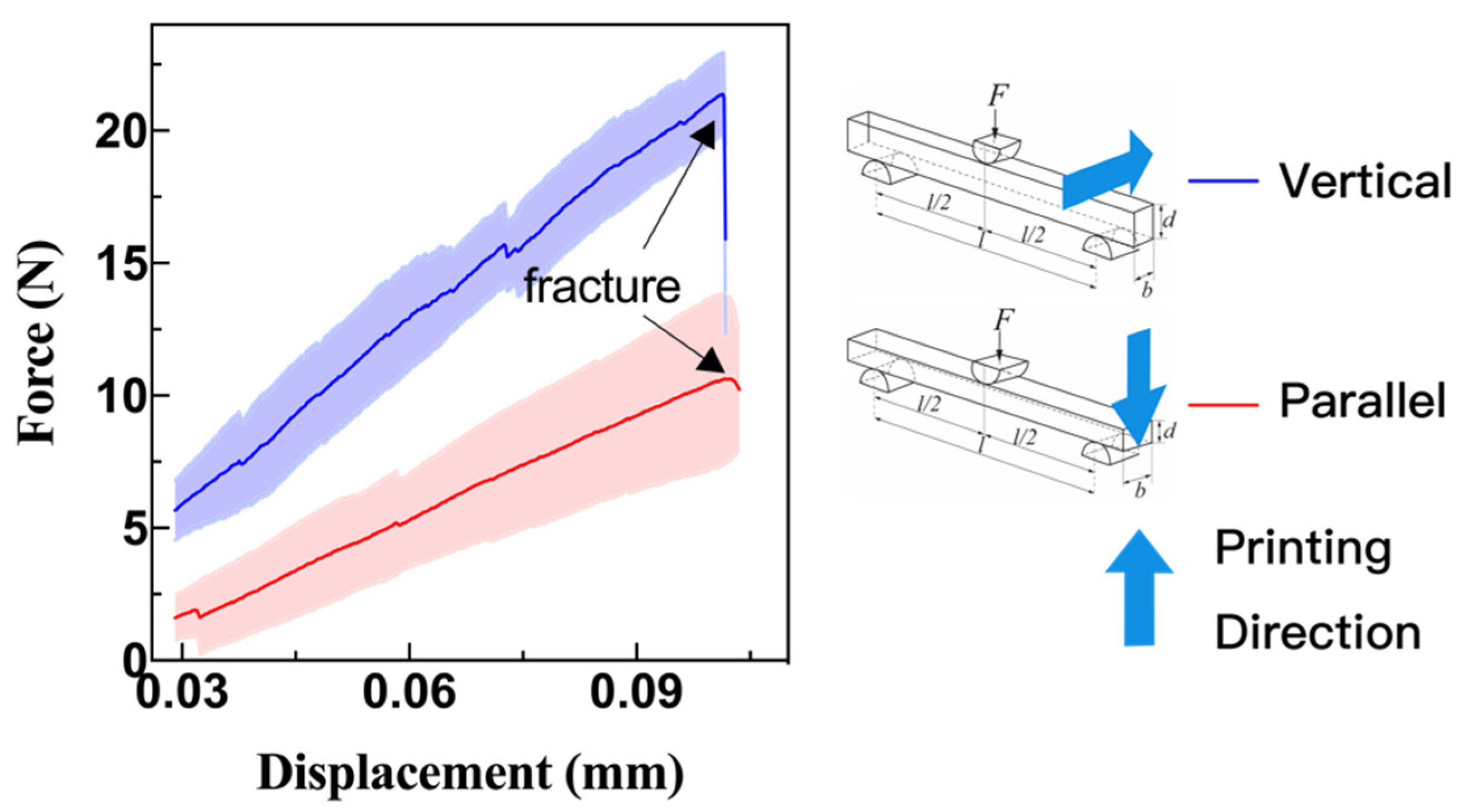
- Both the flexural strength and the related elastic modulus of the samples under vertical loading were higher than that under parallel loading. That is because under parallel loading the interlayer strength plays a dominant role; whereas the in-plane strength of printing layers determines the deformation behavior of samples under vertical loading.
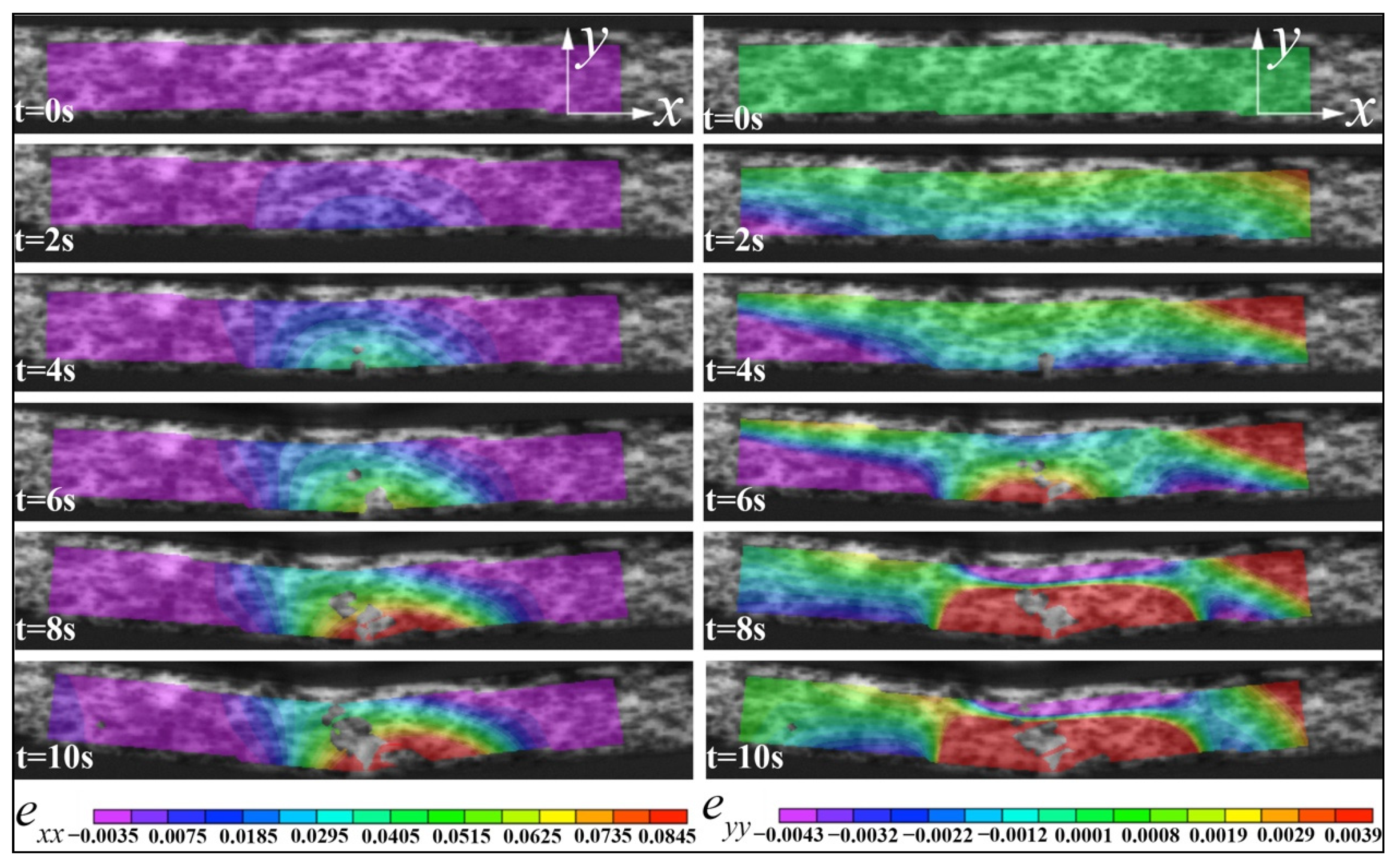
- The horizontal epxx_max always appeared at the bottom center before the failure for the parallel loading case, but the evxx_max for the vertical loading moved upward from the bottom center to the top center. There was a clear dividing line between the perpendicular epyy_min and the epyy_max under parallel loading; however, the evyy declined from the bottom to the top along the crack path under vertical loading.
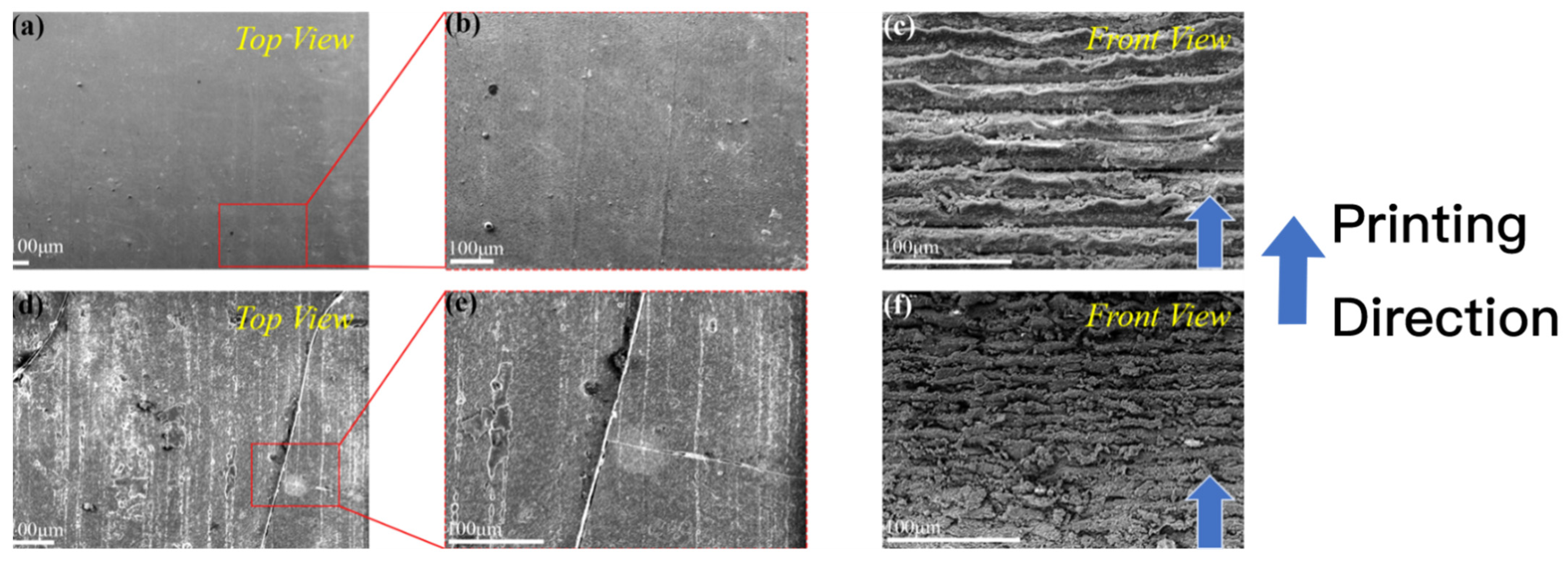
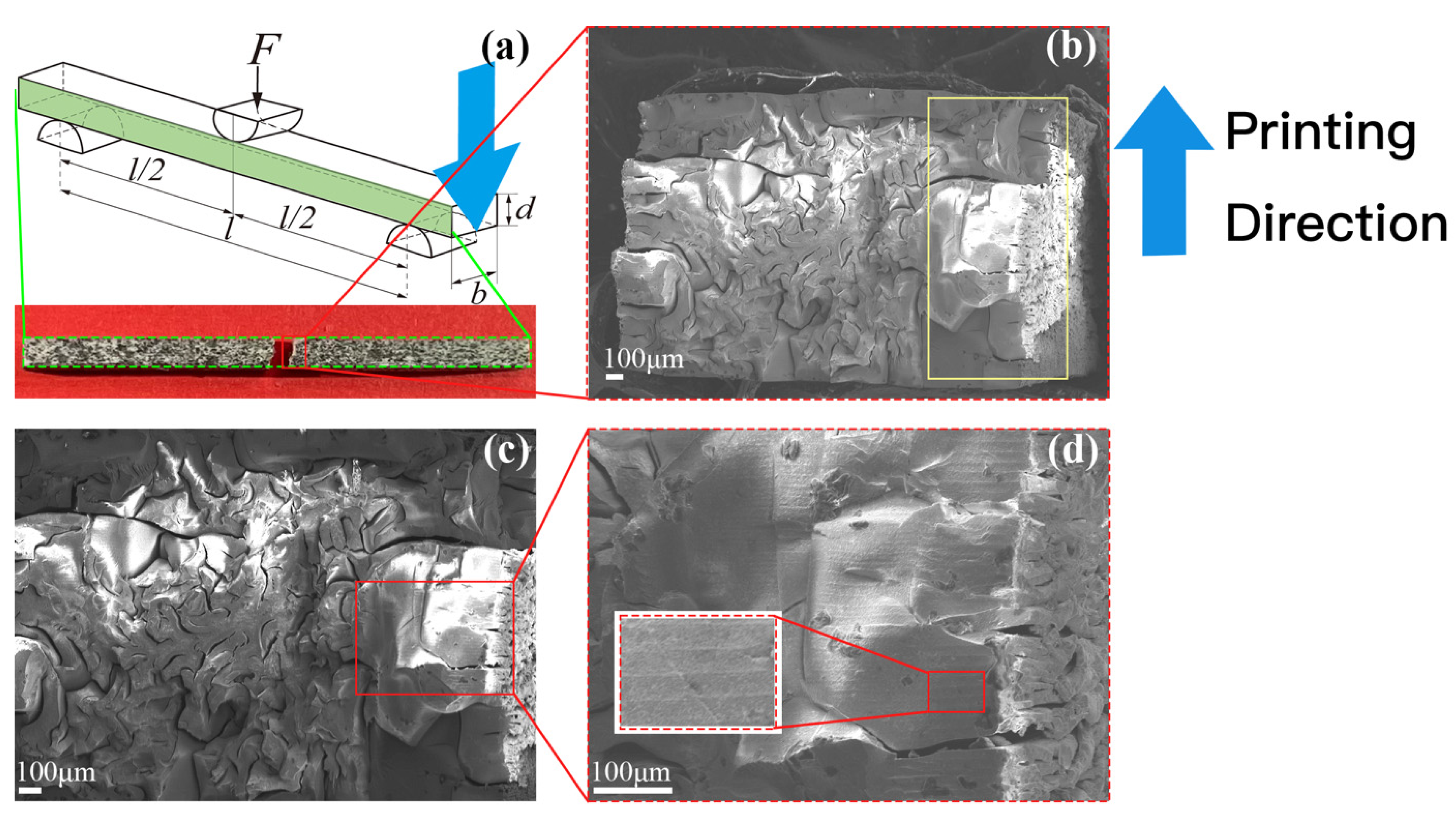
- The intense cracks are mainly due to the low solid loading of ZrO2, indicating the additives formulation used was not adequate. The fracture morphology was characterized by a transition from a relatively smooth area in the outer layer to a few stepped areas and then the interior with numerous micro-cracks.
- The relatively smooth fracture surface in the outside layers is highly possible due to an intergranular fracture in a polycrystalline material with submicron grains size. A higher resolution SEM analysis is necessary to clarify the fracture mode.
- The differences in internal and external microstructures reflected that DLP technology might be more suitable for preparing spatial lattice structures with limited thickness to give full play of zirconia strength (i.e., ceramic bone scaffolds for bone regeneration). In the next work, the influence of the sample dimension on the mechanical property should be investigated.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

Appendix B
References
- Della Bona, A.; Pecho, O.E.; Alessandretti, R. Zirconia as a Dental Biomaterial. Materials 2015, 8, 4978–4991. [Google Scholar] [CrossRef] [Green Version]
- Osman, R.B.; van der Veen, A.J.; Huiberts, D.; Wismeijer, D.; Alharbi, N. 3D-printing zirconia implants; a dream or a reality? An in-vitro study evaluating the dimensional accuracy, surface topography and mechanical properties of printed zirconia implant and discs. J. Mech. Behav. Biomed. Mater. 2017, 75, 521–528. [Google Scholar] [CrossRef]
- Zocca, A.; Colombo, P.; Gomes, C.M.; Günster, J. Additive Manufacturing of Ceramics: Issues, Potentialities, and Opportunities. J. Am. Ceram. Soc. 2015, 98, 1983–2001. [Google Scholar] [CrossRef]
- Della Bona, A.; Cantelli, V.; Britto, V.T.; Collares, K.F.; Stansbury, J.W. 3D printing restorative materials using a stereolithographic technique: A systematic review. Dent. Mater. 2021, 37, 336–350. [Google Scholar] [CrossRef]
- Komissarenko, D.A.; Sokolov, P.S.; Evstigneeva, A.D.; Slyusar, I.V.; Nartov, A.S.; Volkov, P.A.; Lyskov, N.V.; Evdokimov, P.V.; Putlayev, V.I.; Dosovitsky, A.E. DLP 3D printing of scandia-stabilized zirconia ceramics. J. Eur. Ceram. Soc. 2021, 41, 684–690. [Google Scholar] [CrossRef]
- Sachs, E.; Cima, M.; Williams, P.; Brancazio, D.; Cornie, J. Three Dimensional Printing: Rapid Tooling and Prototypes Directly from a CAD Model. J. Manuf. Sci. Eng. Trans. ASME 1992, 114, 481–488. [Google Scholar] [CrossRef]
- Zakeri, S.; Vippola, M.; Levänen, E. A comprehensive review of the photopolymerization of ceramic resins used in stereolithography. Addit. Manuf. 2020, 35, 101177. [Google Scholar] [CrossRef]
- Li, R.; Chen, H.; Wang, Y.; Sun, Y. Performance of stereolithography and milling in fabricating monolithic zirconia crowns with different finish line designs. J. Mech. Behav. Biomed. Mater. 2021, 115, 104255. [Google Scholar] [CrossRef]
- Yang, B.; Wang, S.; Wang, G.; Yang, X. Mechanical properties and wear behaviors analysis of fluorapatite glass-ceramics based on stereolithography 3D printing. J. Mech. Behav. Biomed. Mater. 2021, 124, 104859. [Google Scholar] [CrossRef]
- Shao, H.; Zhao, D.; Lin, T.; He, J.; Wu, J. 3D gel-printing of zirconia ceramic parts. Ceram. Int. 2017, 43, 13938–13942. [Google Scholar] [CrossRef]
- Mohammadi, M.; Becker, G.; Diener, S.; Tulliani, J.-M.; Katsikis, N.; Palmero, P. Robocasting of dense zirconia parts using commercial yttria-stabilized zirconia granules and ultrafine particles. Paste preparation, printing, mechanical properties. Ceram. Int. 2021, 48, 1936–1946. [Google Scholar] [CrossRef]
- Venkatesh, S.; Rahul, S.; Balasubramanian, K. Inkjet printing yttria stabilized zirconia coatings on porous and nonporous substrates. Ceram. Int. 2020, 46, 3994–3999. [Google Scholar] [CrossRef]
- Graf, D.; Qazzazie, A.; Hanemann, T. Investigations on the Processing of Ceramic Filled Inks for 3D InkJet Printing. Materials 2020, 13, 2587. [Google Scholar] [CrossRef]
- Jang, K.-J.; Kang, J.-H.; Fisher, J.G.; Park, S.-W. Effect of the volume fraction of zirconia suspensions on the microstructure and physical properties of products produced by additive manufacturing. Dent. Mater. 2019, 35, e97–e106. [Google Scholar] [CrossRef]
- Nötzel, D.; Eickhoff, R.; Pfeifer, C.; Hanemann, T. Printing of Zirconia Parts via Fused Filament Fabrication. Materials 2021, 14, 5467. [Google Scholar] [CrossRef]
- Shen, M.; Zhao, W.; Xing, B.; Sing, Y.; Gao, S.; Wang, C.; Zhao, Z. Effects of exposure time and printing angle on the curing characteristics and flexural strength of ceramic samples fabricated via digital light processing. Ceram. Int. 2020, 46, 24379–24384. [Google Scholar] [CrossRef]
- Sun, J.; Binner, J.; Bai, J. 3D printing of zirconia via digital light processing: Optimization of slurry and debinding process. J. Eur. Ceram. Soc. 2020, 40, 5837–5844. [Google Scholar] [CrossRef]
- He, R.; Liu, W.; Wu, Z.; An, D.; Huang, M.; Wu, H.; Jiang, Q.; Ji, X.; Wu, S.; Xie, Z. Fabrication of complex-shaped zirconia ceramic parts via a DLP- stereolithography-based 3D printing method. Ceram. Int. 2018, 44, 3412–3416. [Google Scholar] [CrossRef]
- Zhang, J.; Wei, L.; Meng, X.; Yu, F.; Yang, N.; Liu, S. Digital light processing-stereolithography three-dimensional printing of yttria-stabilized zirconia. Ceram. Int. 2020, 46, 8745–8753. [Google Scholar] [CrossRef]
- Komissarenko, D.A.; Sokolov, P.S.; Evstigneeva, A.D.; Shmeleva, I.A.; Dosovitsky, A.E. Rheological and Curing Behavior of Acrylate-Based Suspensions for the DLP 3D Printing of Complex Zirconia Parts. Materials 2018, 11, 2350. [Google Scholar] [CrossRef] [Green Version]
- Mei, Z.; Lu, Y.; Lou, Y.; Yu, P.; Sun, M.; Tan, X.; Zhang, J.; Yue, L.; Yu, H. Determination of Hardness and Fracture Toughness of Y-TZP Manufactured by Digital Light Processing through the Indentation Technique. BioMed Res. Int. 2021, 2021, 1–11. [Google Scholar] [CrossRef]
- Wang, K.; Qiu, M.; Jiao, C.; Gu, J.; Xie, D.; Wang, C.J.; Tang, X.; Wei, Z.; Shen, L. Study on defect-free debinding green body of ceramic formed by DLP technology. Ceram. Int. 2020, 46, 2438–2446. [Google Scholar] [CrossRef]
- Sun, J.; Binner, J.; Bai, J. Effect of surface treatment on the dispersion of nano zirconia particles in non-aqueous suspensions for stereolithography. J. Eur. Ceram. Soc. 2019, 39, 1660–1667. [Google Scholar] [CrossRef]
- Coldea, A.; Swain, M.; Thiel, N. Mechanical properties of polymer-infiltrated-ceramic-network materials. Dent. Mater. 2013, 29, 419–426. [Google Scholar] [CrossRef]
- Bae, C.-J.; Ramachandran, A.; Chung, K.; Park, S. Ceramic Stereolithography: Additive Manufacturing for 3D Complex Ceramic Structures. J. Korean Ceram. Soc. 2017, 54, 470–477. [Google Scholar] [CrossRef] [Green Version]
- Shimada, M.; Matsushita, K.; Kuratani, S.; Okamoto, T.; Koizumi, M.; Tsukuma, K.; Tsukidate, T. Temperature Dependence of Young’s Modulus and Internal Friction in Alumina, Silicon Nitride, and Partially Stabilized Zirconia Ceramics. J. Am. Ceram. Soc. 1984, 67, C-23–C-24. [Google Scholar] [CrossRef]
- Borba, M.; de Araújo, M.D.; de Lima, E.; Yoshimura, H.N.; Cesar, P.F.; Griggs, J.A.; Della Bona, Á. Flexural strength and failure modes of layered ceramic structures. Dent. Mater. 2011, 27, 1259–1266. [Google Scholar] [CrossRef] [Green Version]
- Guazzato, M.; Quach, L.; Albakry, M.; Swain, M. Influence of surface and heat treatments on the flexural strength of Y-TZP dental ceramic. J. Dent. 2005, 33, 9–18. [Google Scholar] [CrossRef]
- Wei, Y.; Zhao, D.; Cao, Q.; Wang, J.; Wu, Y.; Yuan, B.; Li, X.; Chen, X.; Zhou, Y.; Yang, X.; et al. Stereolithography-Based Additive Manufacturing of High-Performance Osteoinductive Calcium Phosphate Ceramics by a Digital Light-Processing System. ACS Biomater. Sci. Eng. 2020, 6, 1787–1797. [Google Scholar] [CrossRef]
- Schofield, J.D. Extending the boundaries of dispersant technology. Prog. Org. Coat. 2002, 45, 249–257. [Google Scholar] [CrossRef]
- Oropallo, W.; Piegl, L.A. Ten challenges in 3D printing. Eng. Comput. 2016, 32, 135–148. [Google Scholar] [CrossRef]
- Zhang, M.; Lin, R.; Wang, X.; Xue, J.; Deng, C.; Feng, C.; Zhuang, H.; Ma, J.; Qin, C.; Wan, L.; et al. 3D printing of Haversian bone–mimicking scaffolds for multicellular delivery in bone regeneration. Sci. Adv. 2020, 6, eaaz6725. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lu, F.; Wu, R.; Shen, M.; Xie, L.; Liu, M.; Li, Y.; Xu, S.; Wan, L.; Yang, X.; Gao, C.; et al. Rational design of bioceramic scaffolds with tuning pore geometry by stereolithography: Microstructure evaluation and mechanical evolution. J. Eur. Ceram. Soc. 2021, 41, 1672–1682. [Google Scholar] [CrossRef]
- Zhang, H.; Jiao, C.; He, Z.; Ge, M.; Tian, Z.; Wang, C.; Wei, Z.; Shen, L.; Liang, H. Fabrication and properties of 3D printed zirconia scaffold coated with calcium silicate/hydroxyapatite. Ceram. Int. 2021, 47, 27032–27041. [Google Scholar] [CrossRef]
- Lee, J.-B.; Maeng, W.-Y.; Koh, Y.-H.; Kim, H.-E. Porous Calcium Phosphate Ceramic Scaffolds with Tailored Pore Orientations and Mechanical Properties Using Lithography-Based Ceramic 3D Printing Technique. Materials 2018, 11, 1711. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constituents | D50 /nm | Molar Mass /g mol−1 | Viscosity /mPa·s | Density /g cm−3 | Supplier | |
|---|---|---|---|---|---|---|
| Powder | Yttria-stabilized ZrO2 | 500 | — | — | 6.05 | Jiangsu FREDS Powder Technology Co. Ltd., Yixing, China |
| Resin | HDDA | — | 226 | 5–10 | 1.01–1.03 | Yinchang Xin Cailiao Ltd., Shanghai, China |
| TPGDA | — | 300 | 10–15 | 1.03 | ||
| Photoinitiator | TPO | — | — | — | 1.2 | |
| Dispersants | BYK-180 | — | — | — | 1.16 | BYKGardner GmbH, Geretsried, Germany |
| Powder Composition | |
|---|---|
| Y2O3 (mol%) | 3 |
| D50 (nm) | 500 |
| ZrO2 (wt.%) | 94.7 |
| Y2O3 (wt.%) | 5.2 ± 0.2 |
| Al2O3 (wt.%) | ≤0.01 |
| SiO2 (wt.%) | ≤0.01 |
| Fe2O3 (wt.%) | ≤0.01 |
| CaO (wt.%) | ≤0.005 |
| MgO (wt.%) | ≤0.005 |
| TiO2 (wt.%) | ≤0.002 |
| Na2O (wt.%) | ≤0.005 |
| Cl−1 (wt.%) | ≤0.01 |
| Specific Surface Area (m2/g) | 6–8 |
| Size of the crystallite (nm) | 150 |
| Direction (n = 13) | Shrinkage (%) | Mean + SD * | Mean + SEM † |
|---|---|---|---|
| Thickness, d | 41.90 | 0.77 | 0.21 |
| Width, b | 41.58 | 0.82 | 0.23 |
| Average | 41.74 | 0.50 | 0.14 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, B.; Arab, A.; Xie, J.; Chen, P. The Influence of Microstructure on the Flexural Properties of 3D Printed Zirconia Part via Digital Light Processing Technology. Materials 2022, 15, 1602. https://doi.org/10.3390/ma15041602
Wang B, Arab A, Xie J, Chen P. The Influence of Microstructure on the Flexural Properties of 3D Printed Zirconia Part via Digital Light Processing Technology. Materials. 2022; 15(4):1602. https://doi.org/10.3390/ma15041602
Chicago/Turabian StyleWang, Boran, Ali Arab, Jing Xie, and Pengwan Chen. 2022. "The Influence of Microstructure on the Flexural Properties of 3D Printed Zirconia Part via Digital Light Processing Technology" Materials 15, no. 4: 1602. https://doi.org/10.3390/ma15041602
APA StyleWang, B., Arab, A., Xie, J., & Chen, P. (2022). The Influence of Microstructure on the Flexural Properties of 3D Printed Zirconia Part via Digital Light Processing Technology. Materials, 15(4), 1602. https://doi.org/10.3390/ma15041602