
Recycling of Reinforced Glass Fibers Waste: Current Status



Abstract
:1. Introduction
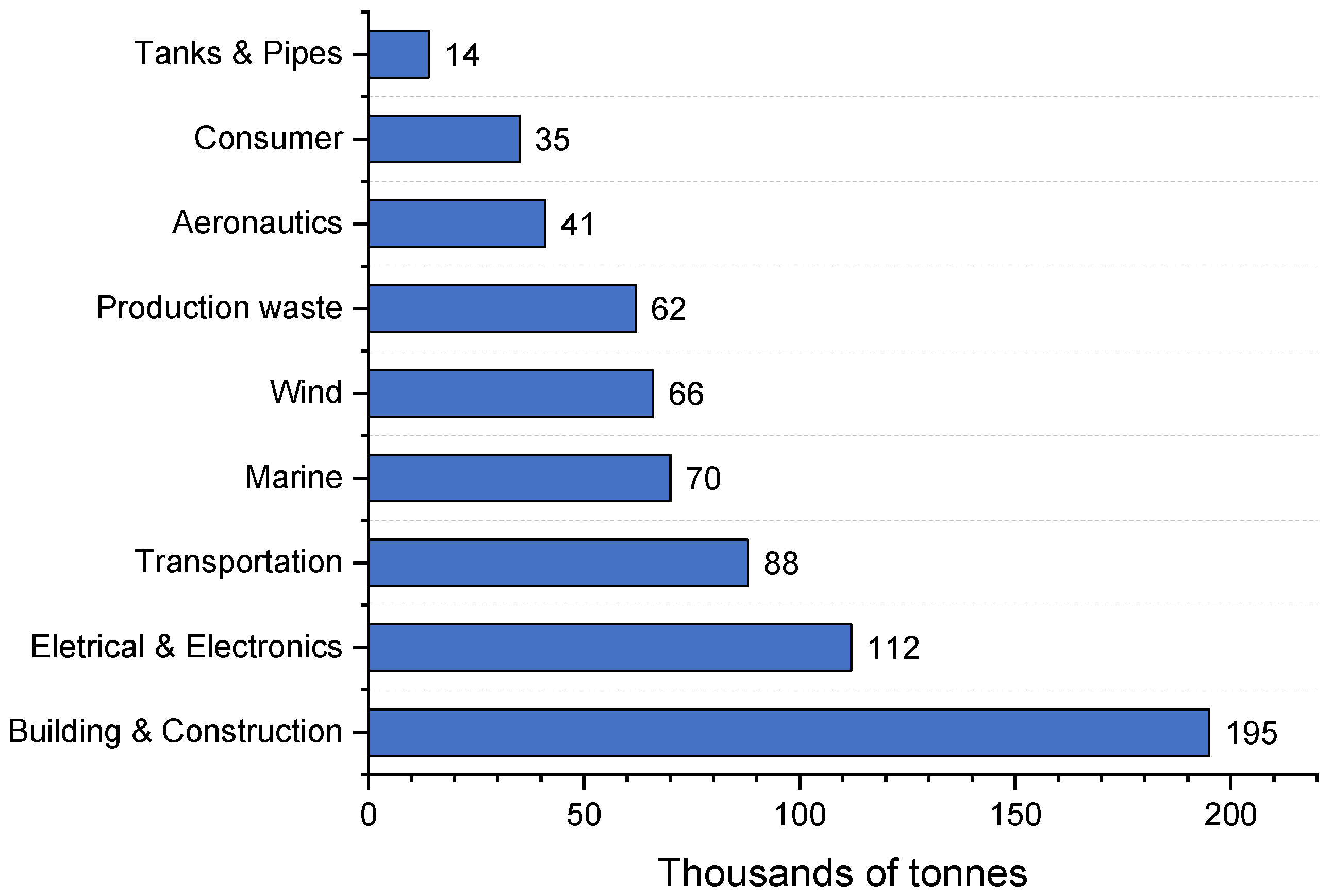
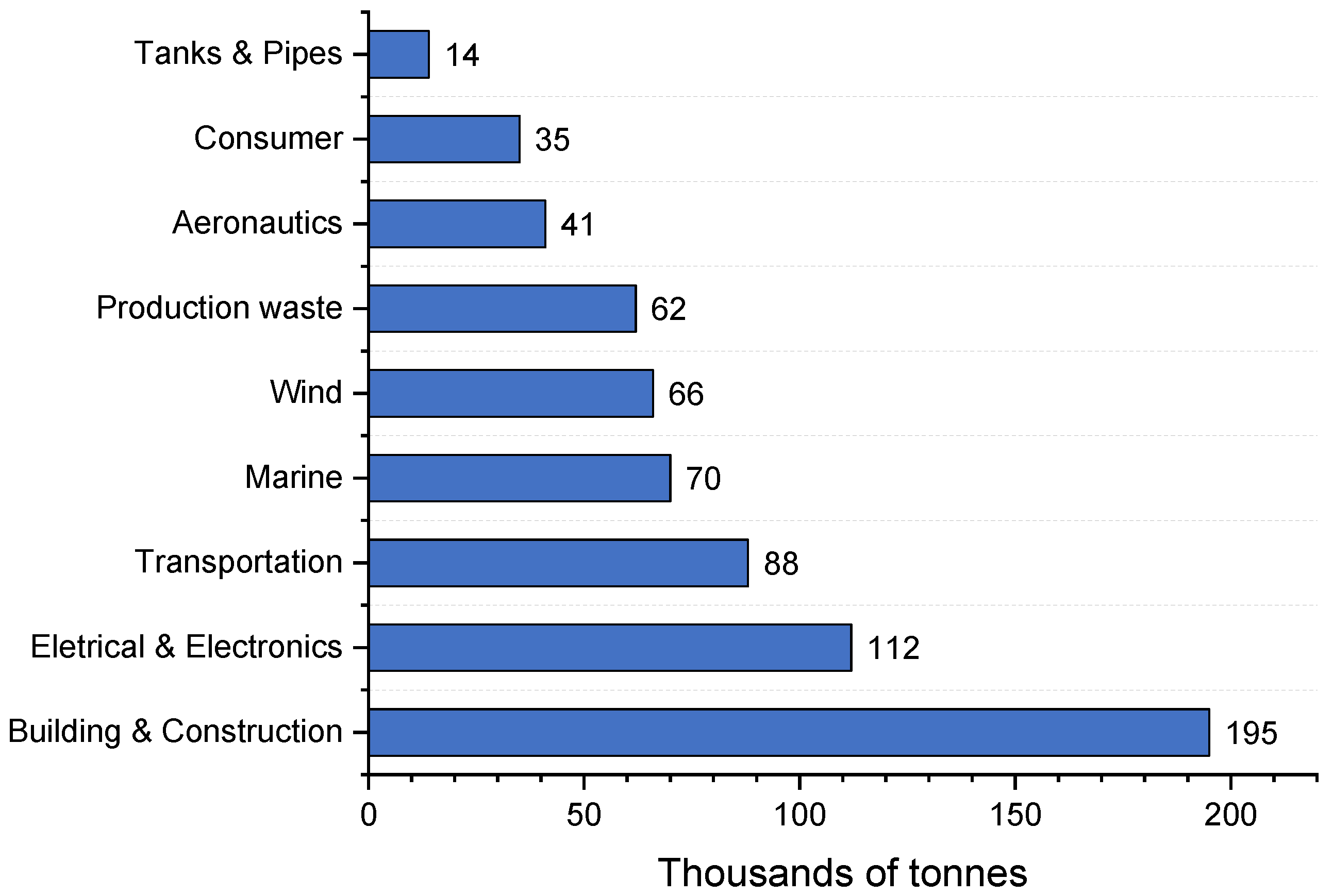
The Need to Recycle: Market Size and Motivations
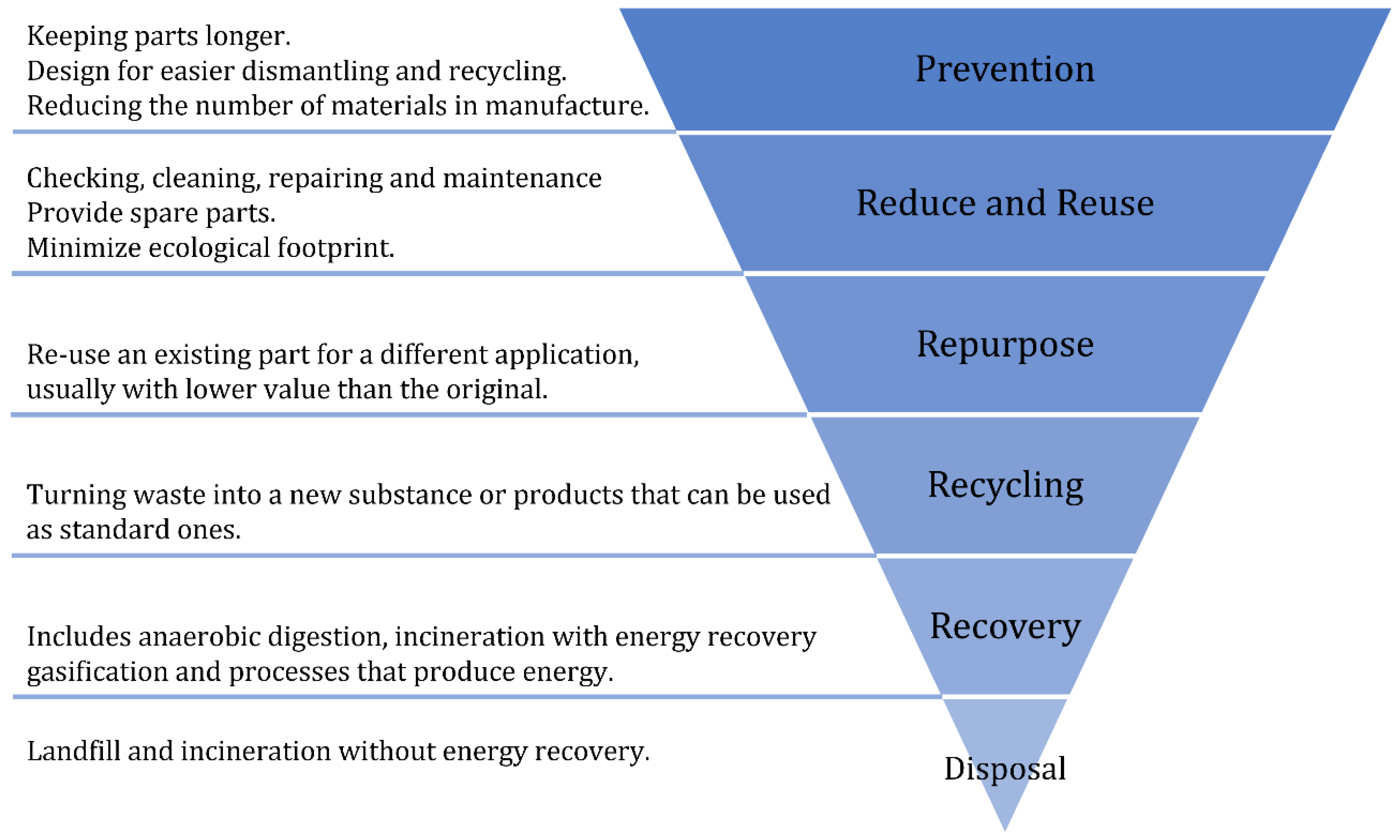
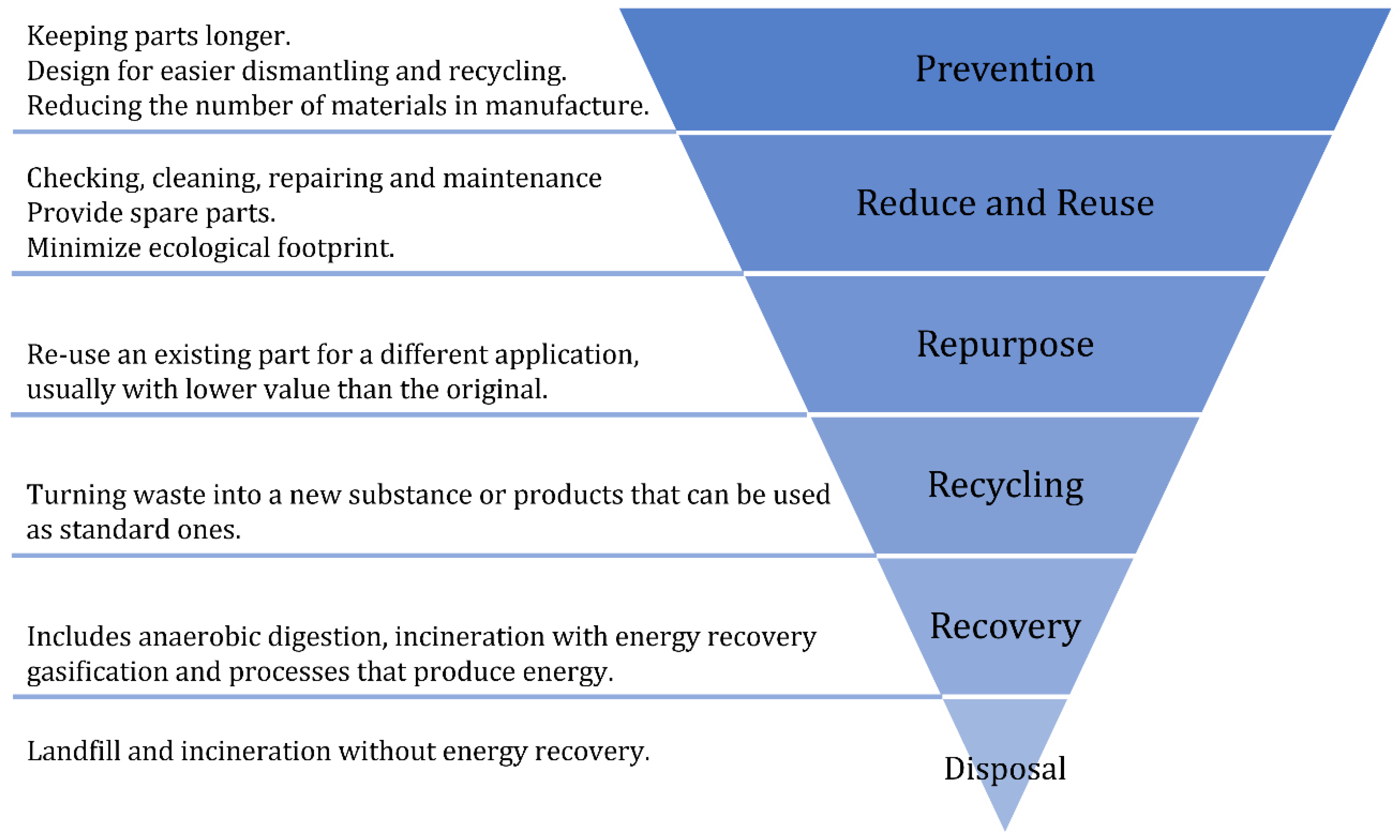
2. Management of Glass Fiber-Reinforced Polymers Waste
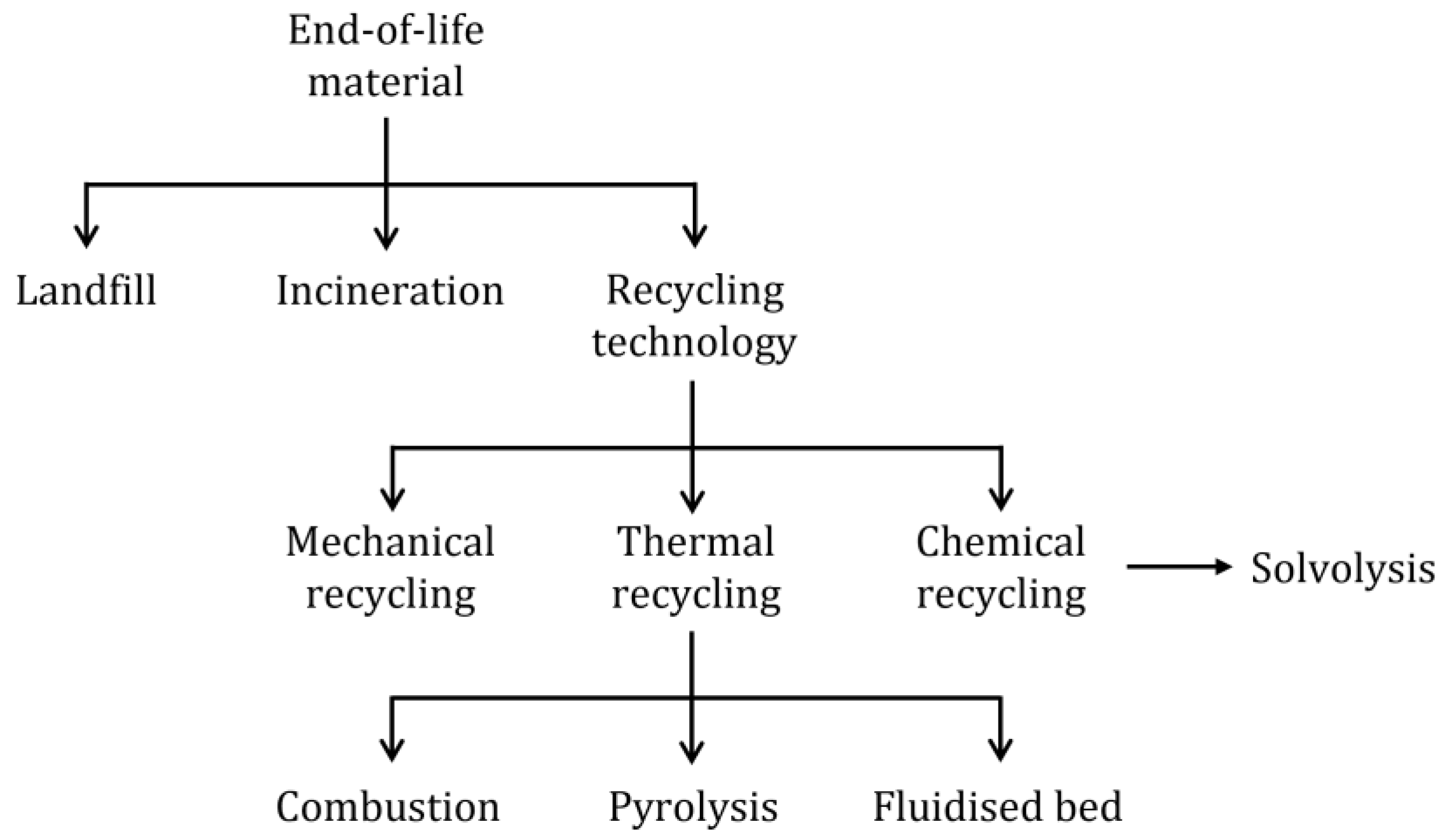
3. Fiber-Reinforced Polymer Recycling Processes
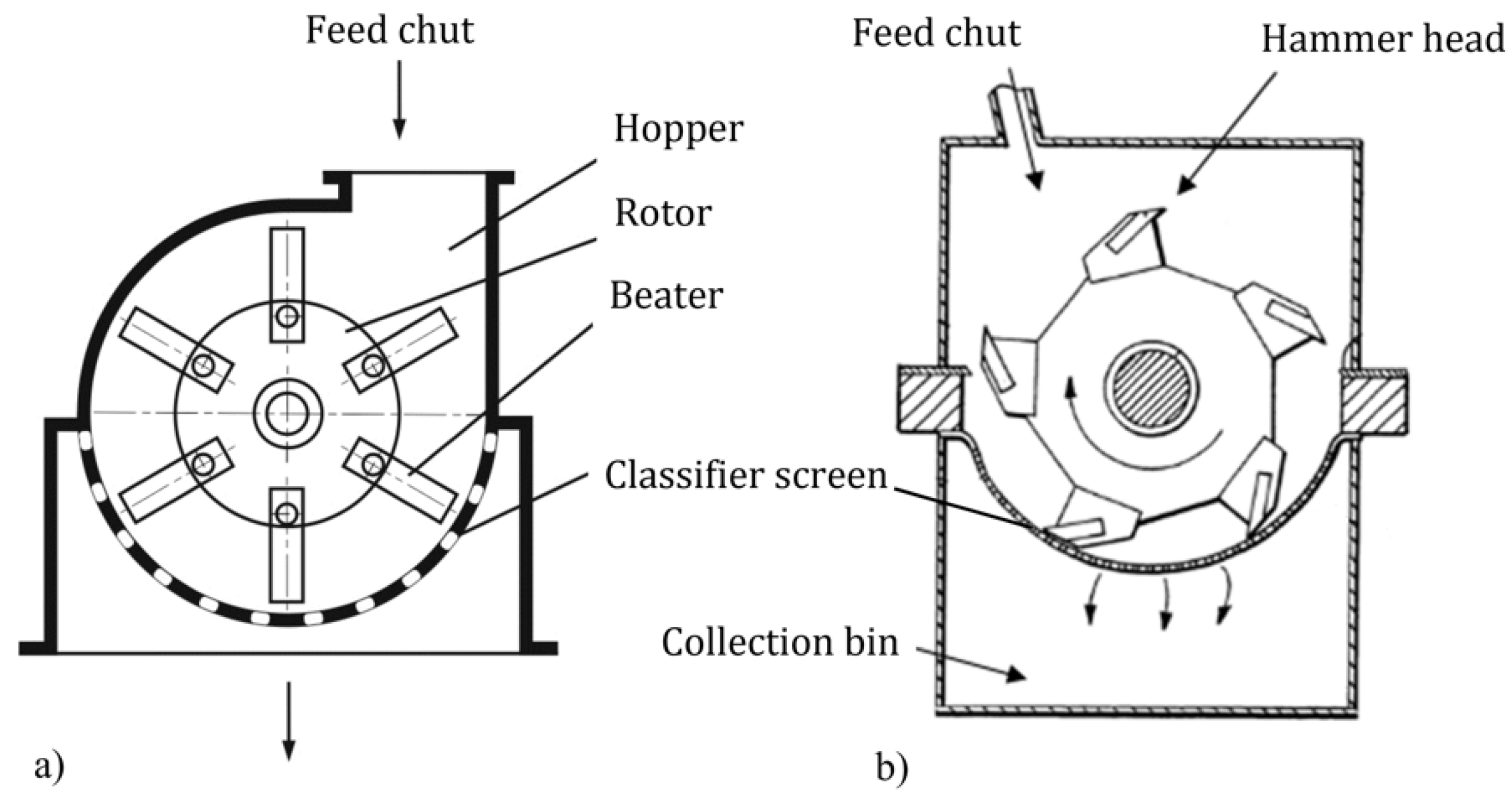
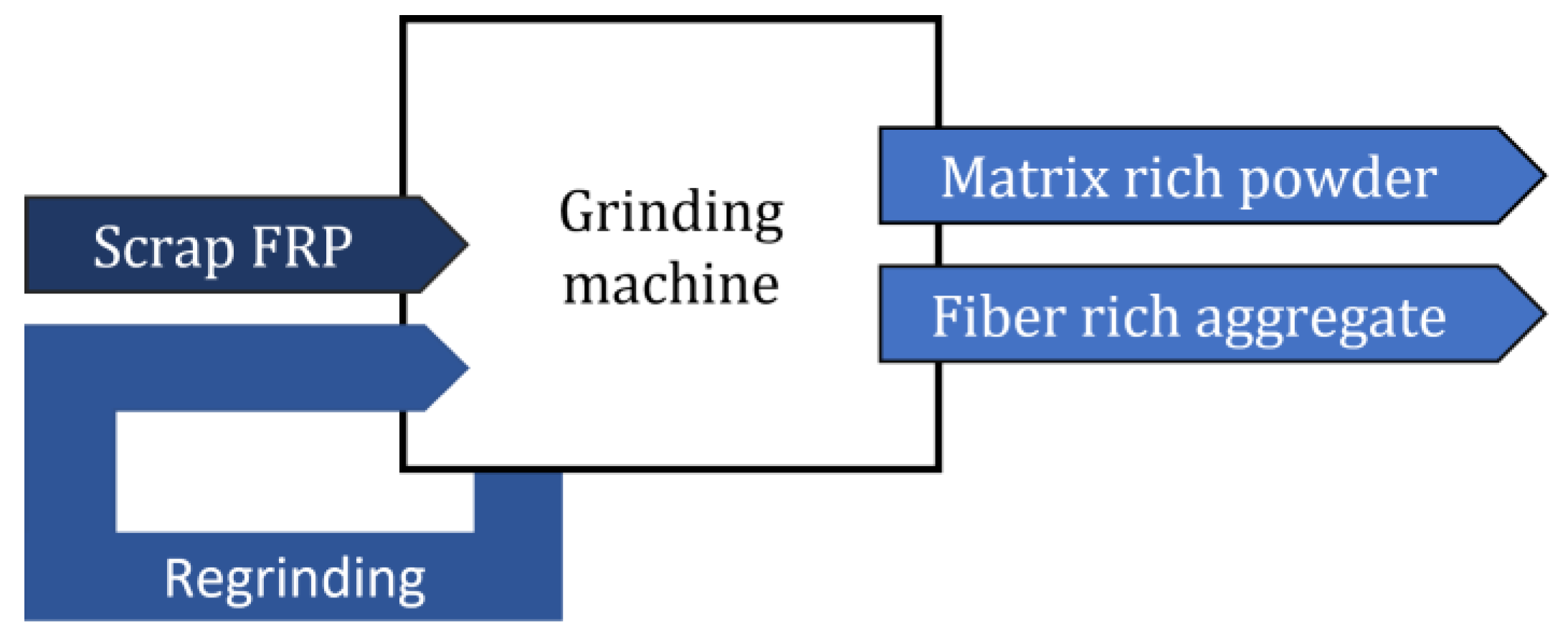
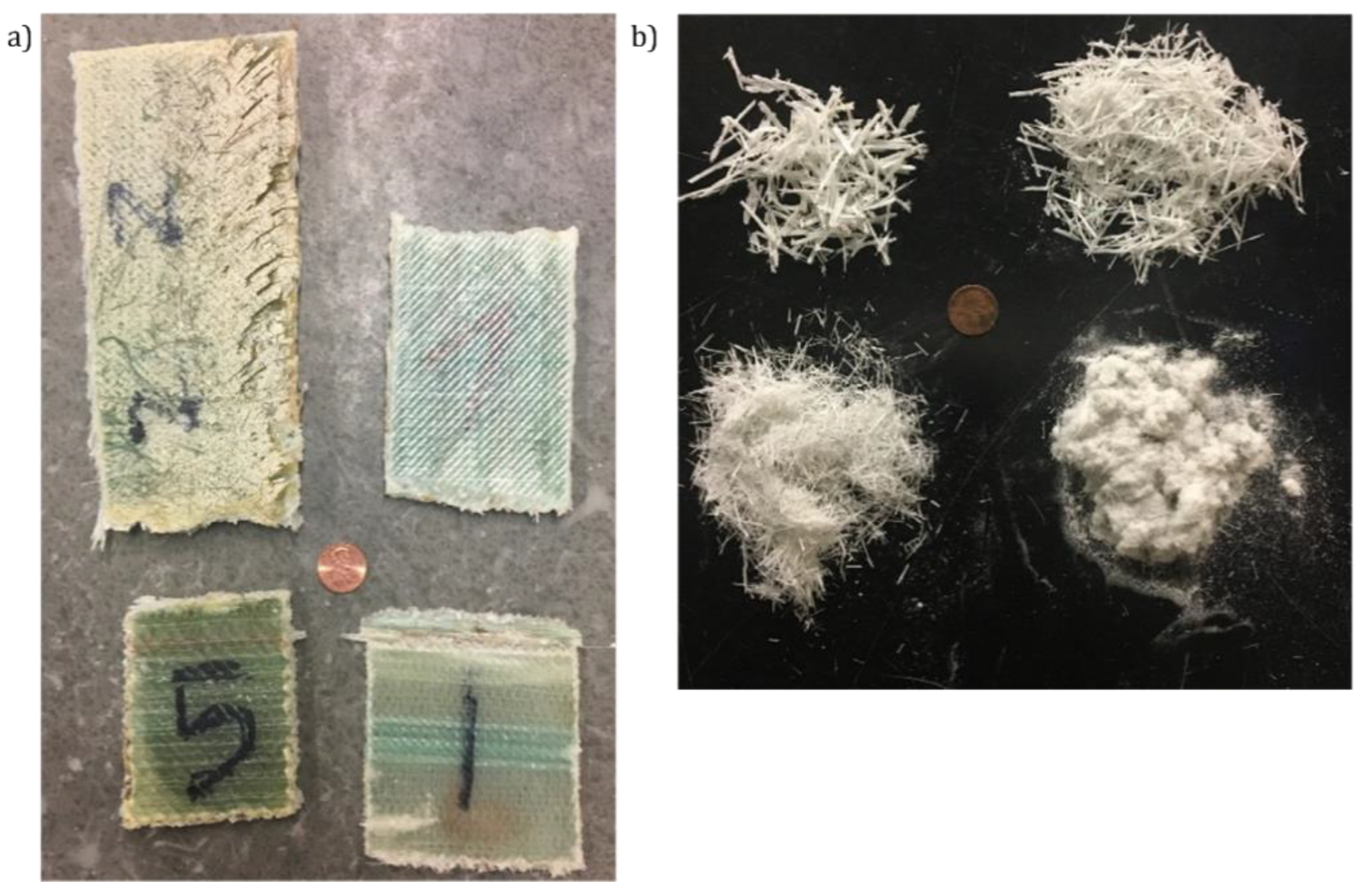
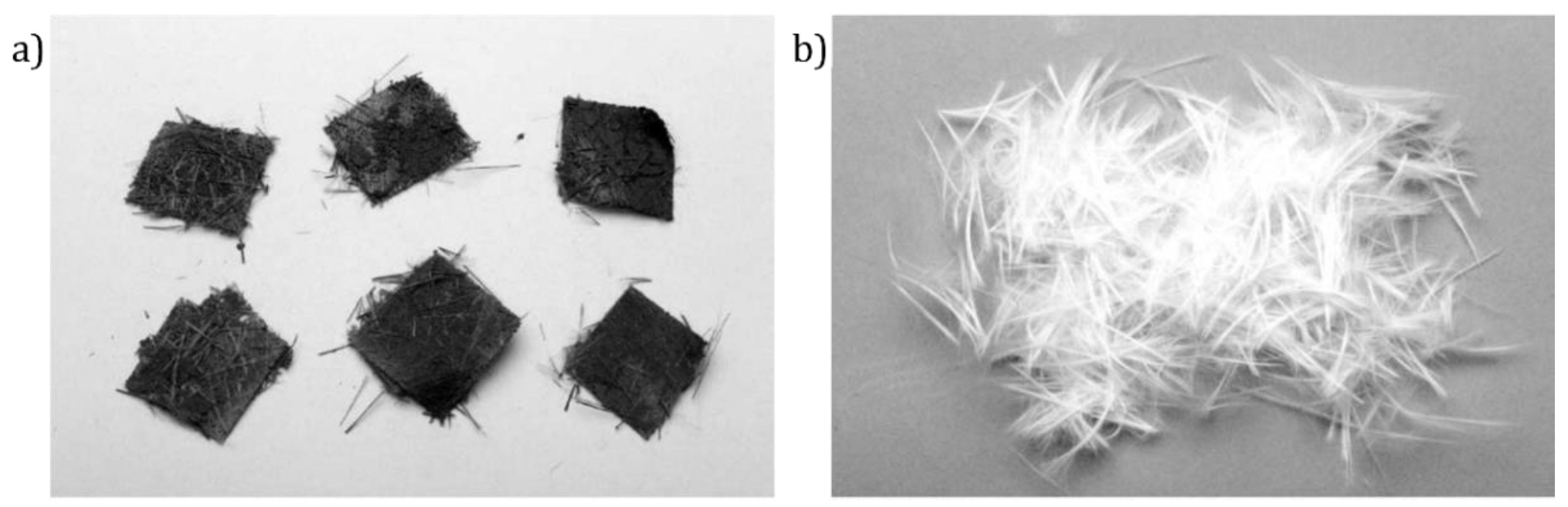
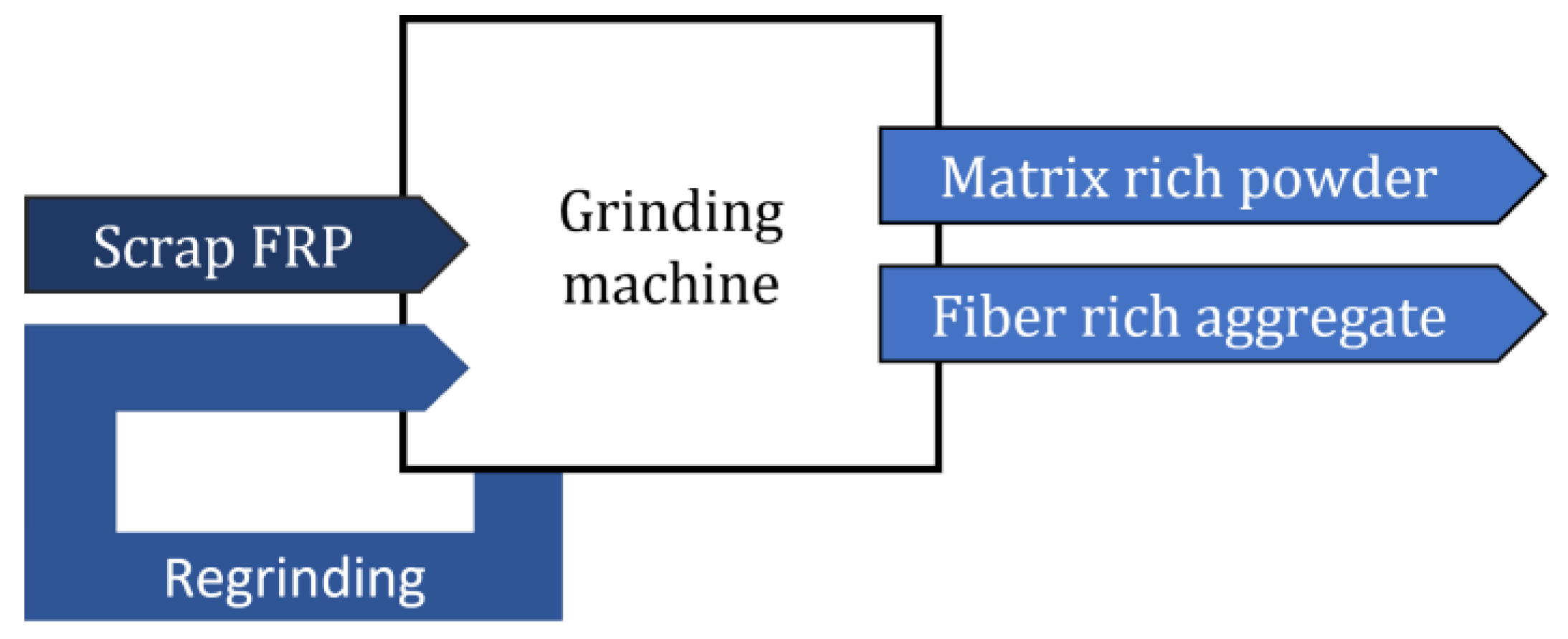
3.1. Mechanical Recycling
3.2. Thermal Processes
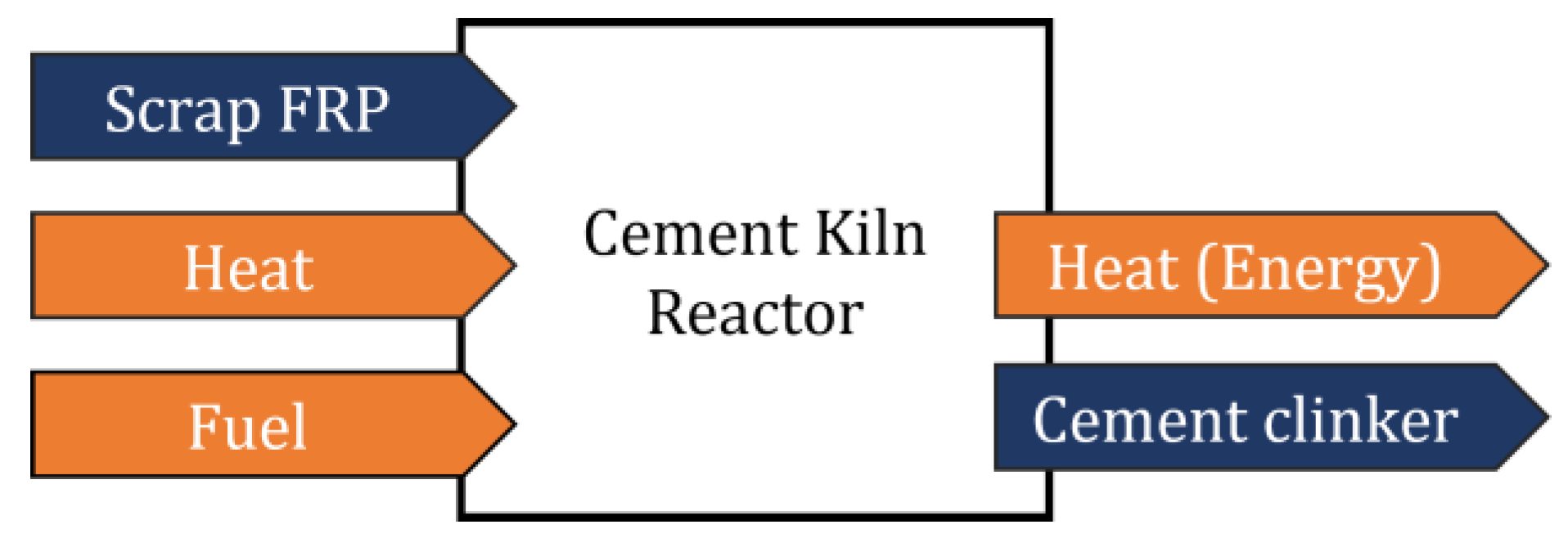
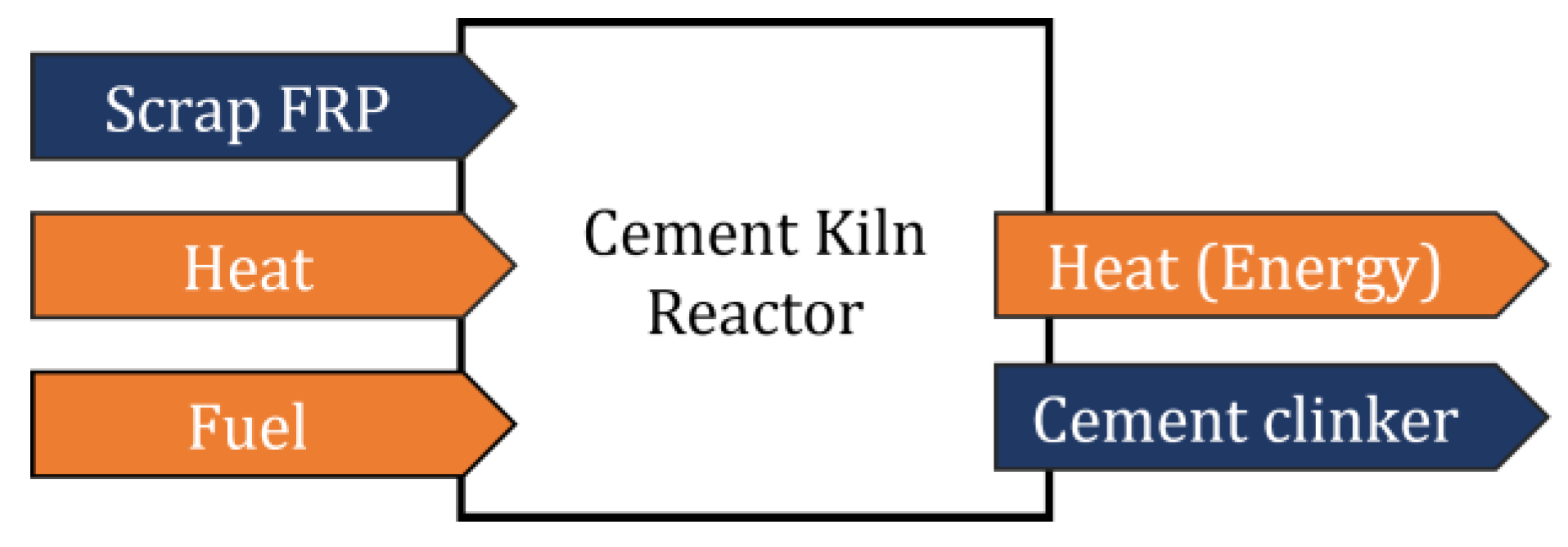
3.2.1. Combustion
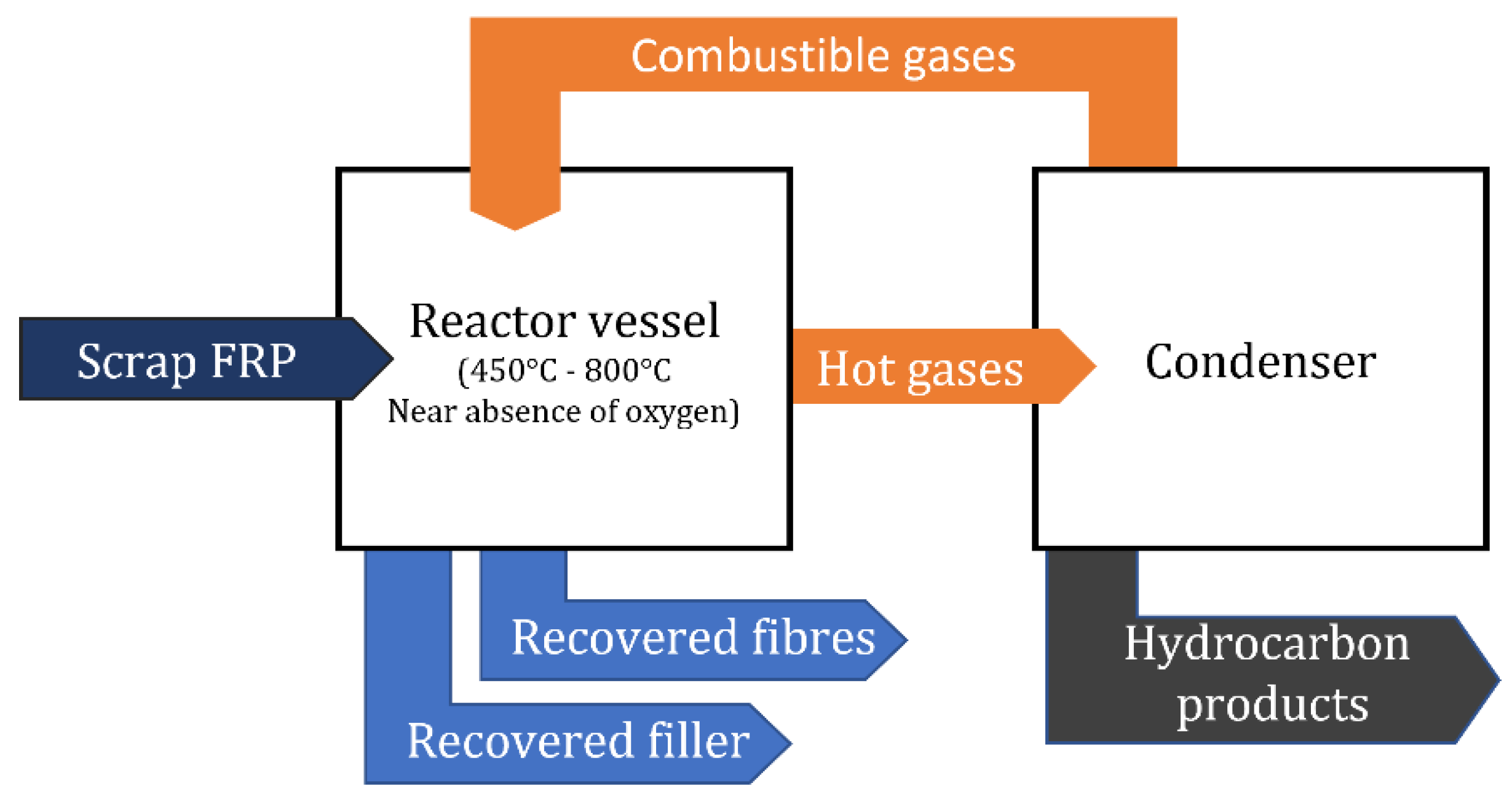
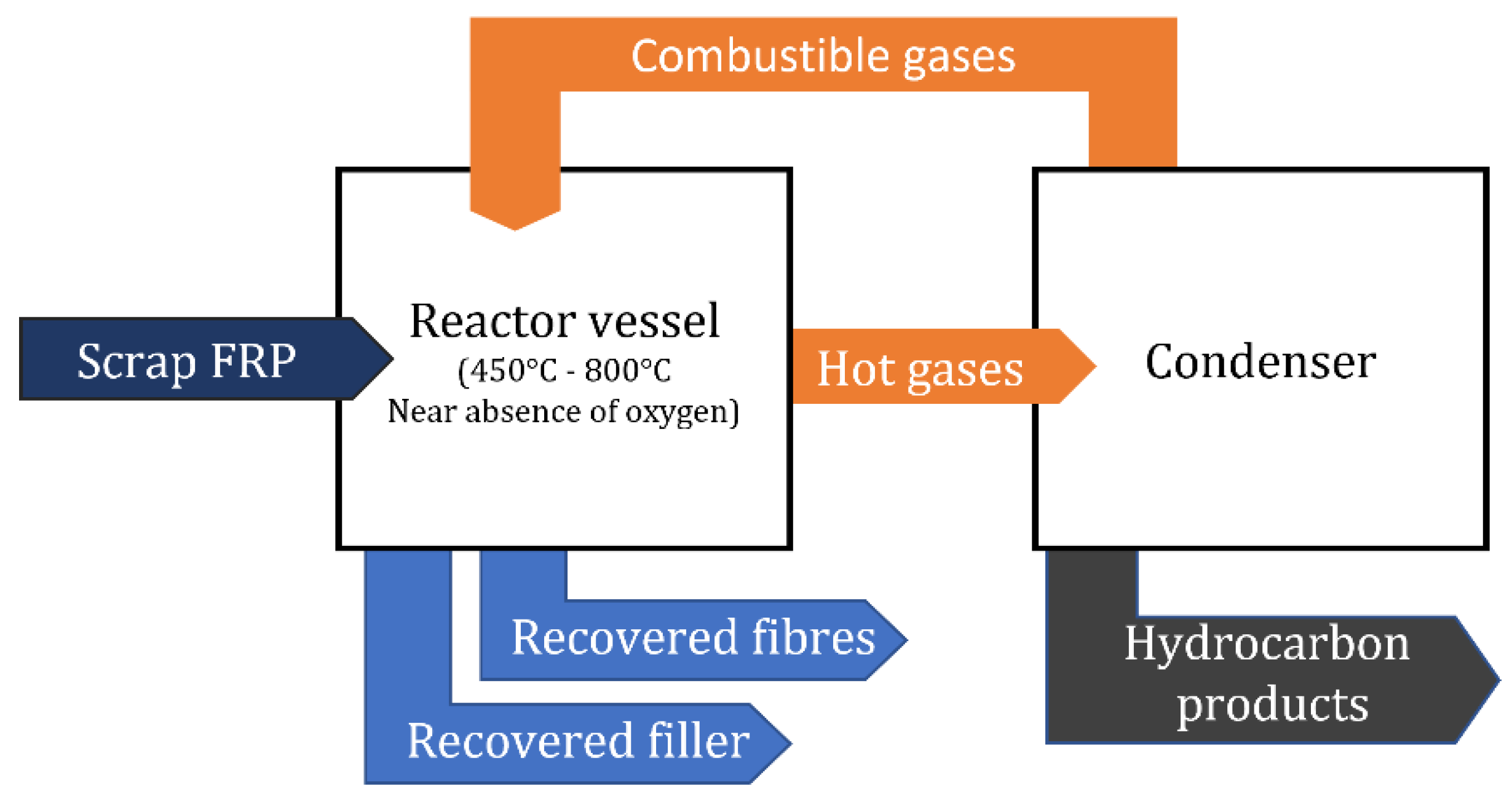
3.2.2. Pyrolysis
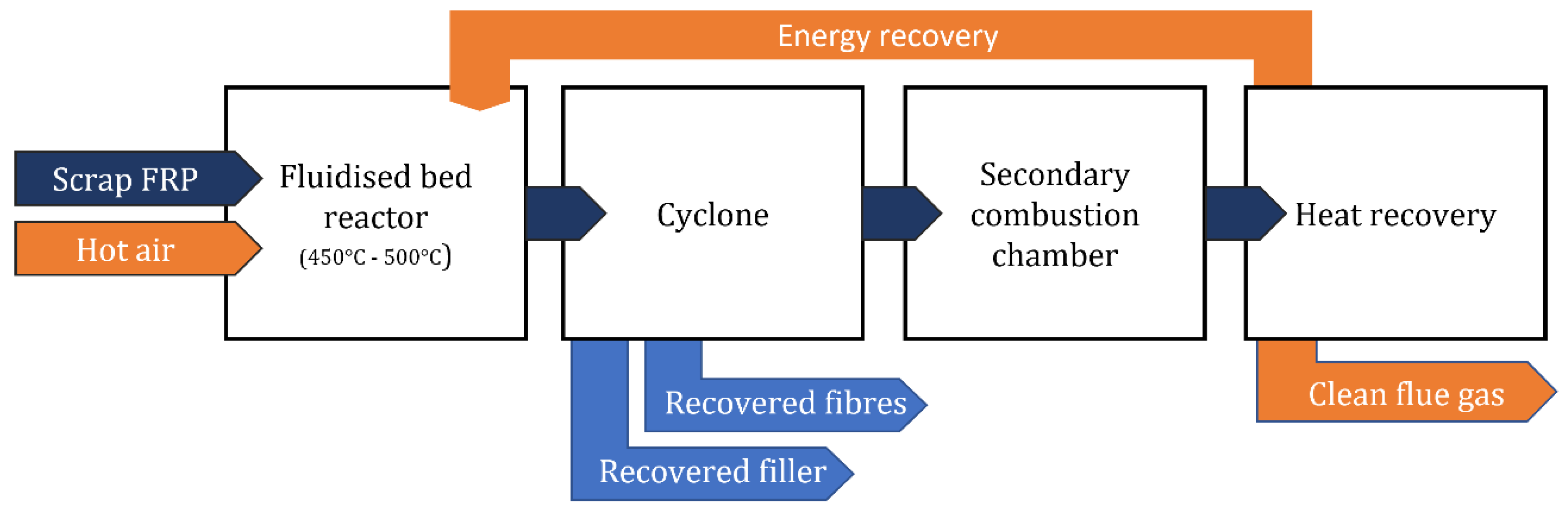
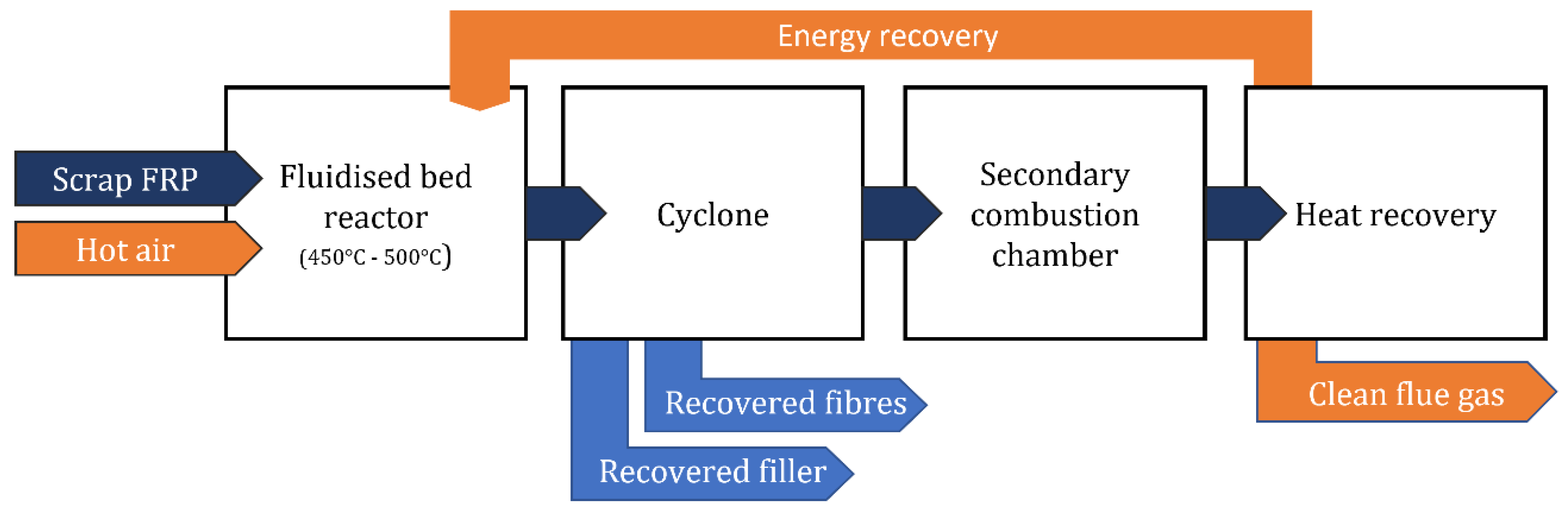
3.2.3. Fluidized Bed
3.3. Chemical Recycling
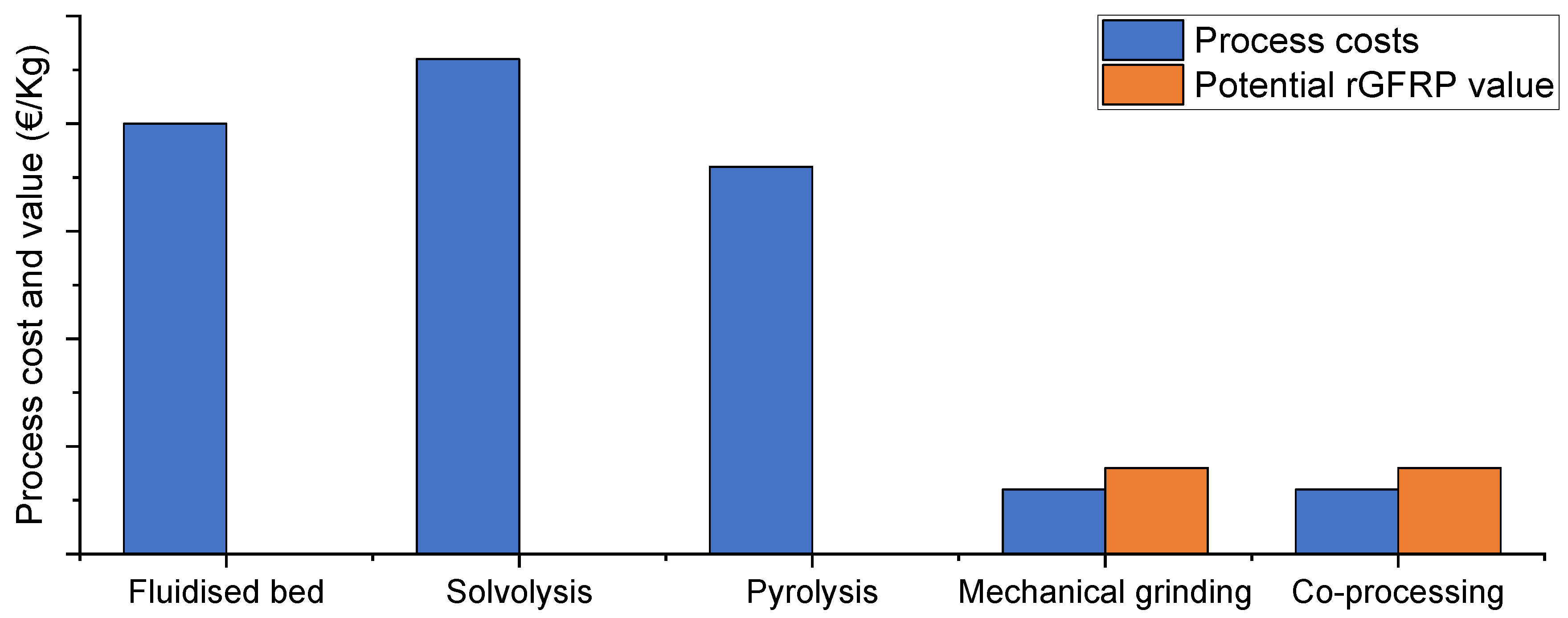
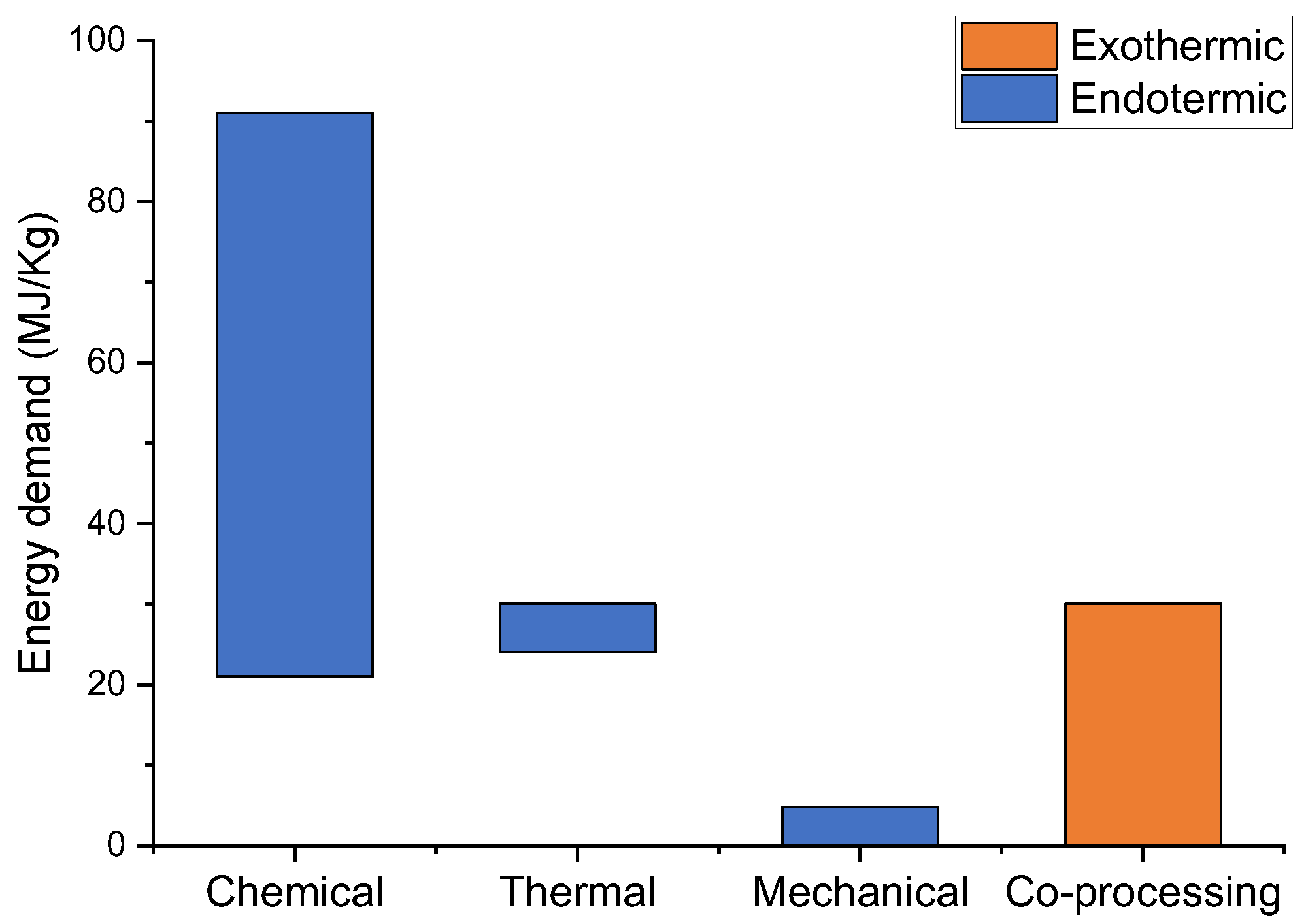
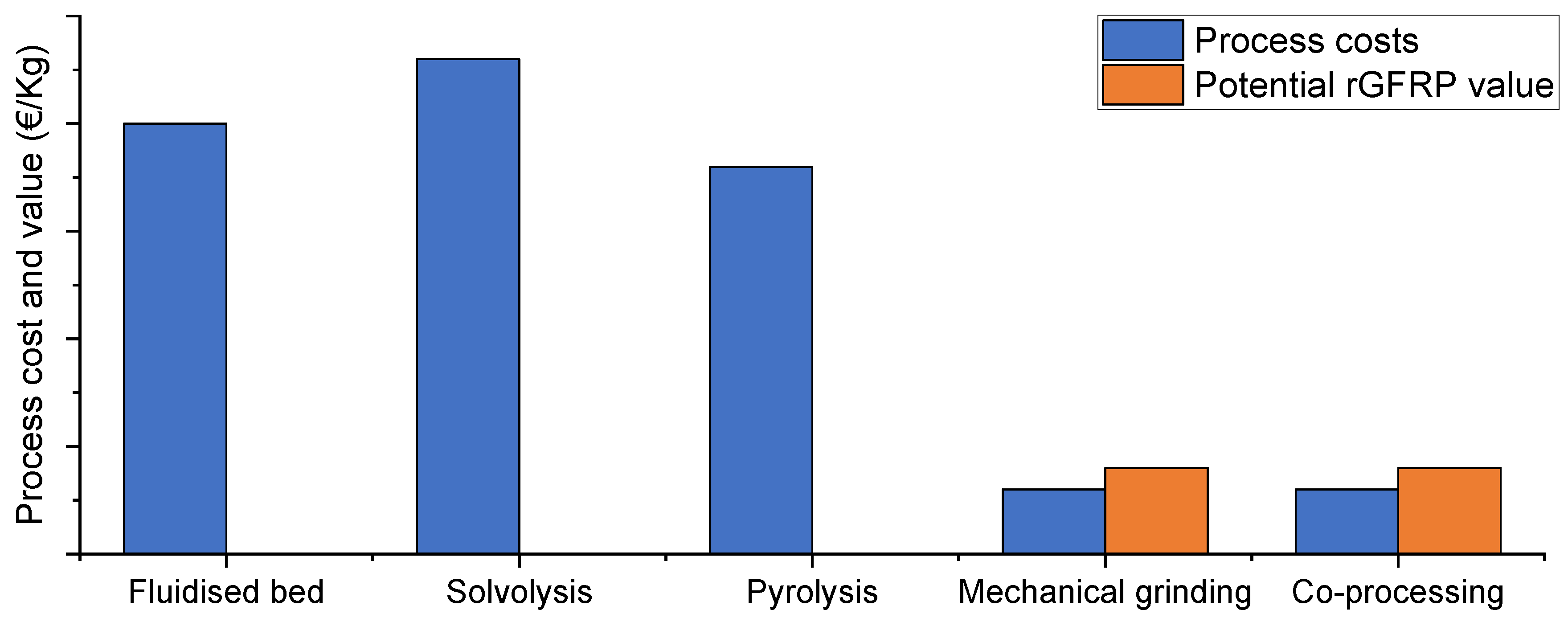
3.4. Energy Demand and Economic Viability of Composite Recycling Methods
4. Recycled Glass Fiber-Reinforced Polymer
- Palmer et al. [60] studied the feasibility of replacing virgin fibers with mechanical rGFRP in DMC compounds. With only 10% (in weight) replacement, there was a reduction in the flexural strength of only 8%, compared to the virgin fibers.
- Pickering et al. [51] studied the substitution of rGFRP SMC panels into a DMC with no significant change in the flexural or impact properties of samples up to 50% recycled material.
- Gonçalves et al. [36] incorporated mechanical rGFRP into gypsum. This resulted in an increase in the ultimate flexural strength, compared to plain gypsum, of 30%, with the presence of plastic deformation, previously nonexistent.
- Rahimizadeh et al. [40] used rGFRP from wind blades for reinforcement for fused filament fabrication. The results demonstrated an improvement of approximately 16% in the elastic modulus and an increase in the ultimate flexural strength of 10%, compared to commercially pure PLA filament.
- Mastali et al. [63] incorporated rGFRP into self-compacting concrete. Using 1.25% (in volume), the following results were observed: 48% increase in the compressive strength, 59% increase in the ultimate flexural strength, and 38% increase in the ultimate crack resistance.
- Beauson et al. [39] incorporated mechanical rGFRP into the production of chopped stand mats (CSMs), a polyester resin composite. The results showed a significant reduction in strain at which failure occurred, from 1.2% to 1.8% reported in the CSM literature, to 0.3–0.6%.
- Ribeiro et al. [1,64] have successfully shredded leftovers from the pultrusion profile manufacturing process and studied the effect of incorporating the granulates into polymer mortars on the flexural and compressive strengths, which resulted in an increase in both properties by 13% and 16%, respectively.
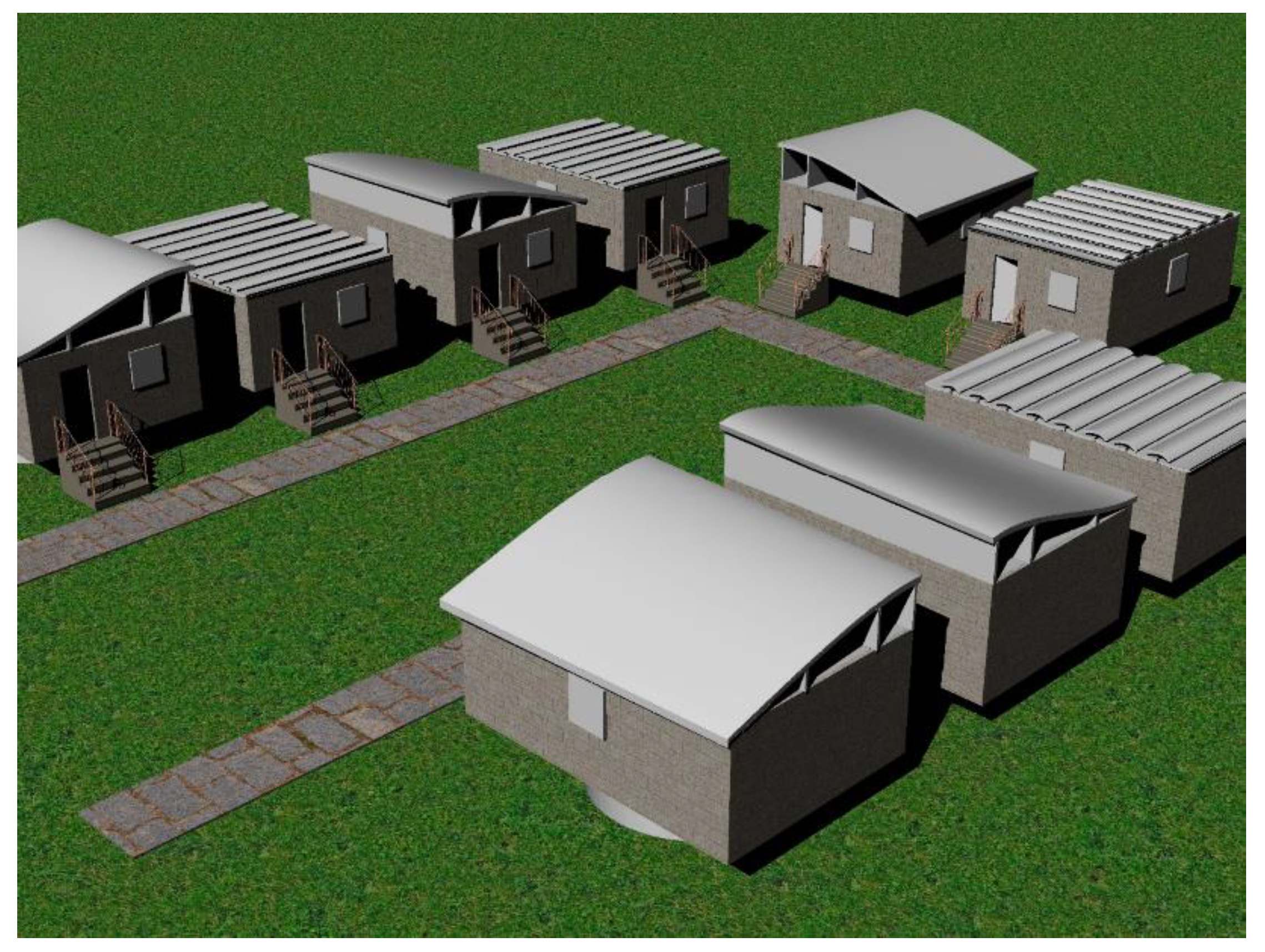
Alternatives to Recycling Processes
5. Future Perspectives
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Ribeiro, M.C.S.; Fiúza, A.; Ferreira, A.; Dinis, M.D.L.; Castro, A.C.M.; Meixedo, J.P.; Alvim, M.R. Recycling approach towards sustainability advance of composite materials’ industry. Recycling 2016, 1, 178–193. [Google Scholar] [CrossRef] [Green Version]
- Cunliffe, A.M.; Williams, P.T. Characterisation of products from the recycling of glass fibre reinforced polyester waste by pyrolysis. Fuel 2003, 82, 2223–2230. [Google Scholar] [CrossRef]
- Palmer, J.A.T. Mechanical Recycling of Automotive Composites for Use as Reinforcement in Thermoset Composites. Ph.D. Thesis, University of Exeter, Exeter, UK, 2009; pp. 110–112. Available online: https://ore.exeter.ac.uk/repository/bitstream/handle/10036/72313/PalmerJ.pdf?sequence=1 (accessed on 23 January 2022).
- Pickering, S.J. Recycling technologies for thermoset composite materials-current status. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1206–1215. [Google Scholar] [CrossRef]
- Derradji, M.; Wang, J.; Liu, W. Fiber-Reinforced Phthalonitrile Composites. In Phthalonitrile Resins and Composites; Elsevier: Amsterdam, The Netherlands, 2018; ISBN 9780128129661. [Google Scholar] [CrossRef]
- Glass Fibre—An Overview (Pdf)|ScienceDirect Topics. Available online: https://www.sciencedirect.com/topics/engineering/glass-fibre/pdf (accessed on 23 January 2022).
- Epoxy Resin—An Overview|ScienceDirect Topics. Available online: https://www.sciencedirect.com/topics/chemistry/epoxy-resin (accessed on 23 January 2022).
- Kawabata, Y.; Iida, Y.; Bhatia, S.; Angra, S.; Khan, S. Mechanical and wear properties of epoxy matrix composite reinforced with varying ratios of solid glass microspheres. J. Phys. Conf. Ser 2019, 1240, 12080. [Google Scholar] [CrossRef]
- García, D.; Vegas, I.; Cacho, I. Mechanical recycling of GFRP waste as short-fiber reinforcements in microconcrete. Constr. Build. Mater. 2014, 64, 293–300. [Google Scholar] [CrossRef]
- Liu, P.; Barlow, C.Y. Wind turbine blade waste in 2050. Waste Manag. 2017, 62, 229–240. [Google Scholar] [CrossRef]
- Yang, Y.; Boom, R.; Irion, B.; van Heerden, D.J.; Kuiper, P.; de Wit, H. Recycling of composite materials. Chem. Eng. Process. Process Intensif. 2012, 51, 53–68. [Google Scholar] [CrossRef]
- Timmis, A.J.; Hodzic, A.; Koh, L.; Bonner, M.; Soutis, C.; Schäfer, A.W.; Dray, L. Environmental impact assessment of aviation emission reduction through the implementation of composite materials. Int. J. Life Cycle Assess. 2015, 20, 233–243. [Google Scholar] [CrossRef] [Green Version]
- Ribeiro, M.C.S.; Meira-Castro, A.C.; Silva, F.G.; Santos, J.; Meixedo, J.P.; Fiúza, A.; Dinis, M.L.; Alvim, M.R. Re-use assessment of thermoset composite wastes as aggregate and filler replacement for concrete-polymer composite materials: A case study regarding GFRP pultrusion wastes. Resour. Conserv. Recycl. 2015, 104, 417–426. [Google Scholar] [CrossRef] [Green Version]
- Leeke, G.; Oliveux, G.; Pickering, S. Composite Recycling: Where Are We Now? Composites UK: Berkhamsted, UK, 2016; Available online: https://compositesuk.co.uk/system/files/documents/Recycling%20Report%202016.pdf (accessed on 20 January 2022).
- Witten, E.; Mathes, V. The Market for Glass Fibre Reinforced Plastics (GRP) in 2020. 2020, pp. 1–28. Available online: https://www.avk-tv.de/files/20201111_avk_market_report_2020.pdf (accessed on 23 January 2022).
- European Composites Industry Association. Association, Composites: No Limites to Your Imagination. 2020. Available online: https://eucia.eu/userfiles/files/Composites%20brochure(1).pdf (accessed on 23 January 2022).
- Karuppannan Gopalraj, S.; Kärki, T. A review on the recycling of waste carbon fibre/glass fibre-reinforced composites: Fibre recovery, properties and life-cycle analysis. SN Appl. Sci. 2020, 2, 433. [Google Scholar] [CrossRef] [Green Version]
- ETIPWind Executive Committee How Wind Is Going Circular: Blade Recycling. 2020. Available online: https://etipwind.eu/files/reports/ETIPWind-How-wind-is-going-circular-blade-recycling.pdf (accessed on 23 January 2022).
- Kennerley, J.R.; Kelly, R.M.; Fenwick, N.J.; Pickering, S.J.; Rudd, C.D. The characterisation and reuse of glass fibres recycled from scrap composites by the action of a fluidised bed process. Compos. Part A Appl. Sci. Manuf. 1998, 29, 839–845. [Google Scholar] [CrossRef]
- Petterson, J.; Nilsson, P. Recycling of SMC and BMC in Standard Process Equipment. J. Thermoplast. Compos. Mater. 1994, 7, 56–63. [Google Scholar] [CrossRef]
- Jensen, J.P.; Skelton, K. Wind turbine blade recycling: Experiences, challenges and possibilities in a circular economy. Renew. Sustain. Energy Rev. 2018, 97, 165–176. [Google Scholar] [CrossRef]
- Cox, K.; Echtermeyer, A. Structural design and analysis of a 10MW wind turbine blade. Energy Procedia 2012, 24, 194–201. [Google Scholar] [CrossRef] [Green Version]
- Mishnaevsky, L.; Branner, K.; Petersen, H.N.; Beauson, J.; McGugan, M.; Sørensen, B.F. Materials for wind turbine blades: An overview. Materials 2017, 10, 1285. [Google Scholar] [CrossRef] [Green Version]
- EECI. Accelerating Wind Turbine Blade Circularity; WindEurope: Brussels, Belgium; Cefic: Brussels, Belgium; EuCIA: Brussels, Belgium, 2018; Available online: https://windeurope.org/wp-content/uploads/files/about-wind/reports/WindEurope-Accelerating-wind-turbine-blade-circularity.pdf (accessed on 23 January 2022).
- European Commission. FiberEUse Large Scale Demonstration of New Circular Economy Value-Chains Based on the Reuse of End-of-Life Fiber Reinforced Composites; European Commission: Brussels, Belgium; Luxembourg, 2018.
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef] [Green Version]
- Chen, C.H.; Huang, R.; Wu, J.K.; Yang, C.C. Waste E-glass particles used in cementitious mixtures. Cem. Concr. Res. 2006, 36, 449–456. [Google Scholar] [CrossRef]
- Directive 2008/98/EC of the European Parliament and of the Council on wast and repealing certain Directives. In Fundamental Texts On European Private Law; Hart Publishing: Oxford, UK, 2008. [CrossRef]
- Ferrari, K.; Gamberini, R.; Rimini, B. The waste hierarchy: A strategic, tactical and operational approach for devoloping countries. Int. J. Sus. Dev. Plan. 2016, 11, 759. [Google Scholar] [CrossRef] [Green Version]
- Larsen, K. Recycling wind. Reinf. Plast. 2009, 53, 20–23, 25. [Google Scholar] [CrossRef]
- Gharfalkar, M.; Court, R.; Campbell, C.; Ali, Z.; Hillier, G. Analysis of waste hierarchy in the European waste directive 2008/98/EC. Waste Manag. 2015, 39, 305–313. [Google Scholar] [CrossRef]
- Hill, C.; Norton, A. LCA Database of Environmental Impact to Inform Material Selection Process; DACOMAT: Paris, France, 2018; pp. 1–32. [Google Scholar]
- Gopalraj, S.K.; Deviatkin, I.; Horttanainen, M.; Kärki, T. Life cycle assessment of a thermal recycling process as an alternative to existing cfrp and gfrp composite wastes management options. Polymers 2021, 13, 4430. [Google Scholar] [CrossRef] [PubMed]
- Krauklis, A.E.; Karl, C.W.; Gagani, A.I.; Jørgensen, J.K. Composite material recycling technology—state-of-the-art and sustainable development for the 2020s. J. Compos. Sci. 2021, 5, 28. [Google Scholar] [CrossRef]
- Shuaib, N.A. Energy Efficient Fibre Reinforced Composite Recycling; The University of Manchester: Manchester, UK, 2016. [Google Scholar]
- Buggy, M.; Farragher, L.; Madden, W. Recycling of composite materials. J. Mater. Process. Technol. 1995, 55, 448–456. [Google Scholar] [CrossRef]
- EECI. Association, Accelerating Wind Turbine Blade Circularity. 2018. Available online: https://baxcompany.com/wp-content/uploads/2019/06/wind-turbine-circularity.pdf (accessed on 23 January 2022).
- Gonçalves, R.M.; Martinho, A.; Oliveira, J.P. Evaluating the potential use of recycled glass fibers for the development of gypsum-based composites. Constr. Build. Mater. 2022, 321, 126320. [Google Scholar] [CrossRef]
- Beauson, J.; Madsen, B.; Toncelli, C.; Brøndsted, P.; Ilsted Bech, J. Recycling of shredded composites from wind turbine blades in new thermoset polymer composites. Compos. Part A Appl. Sci. Manuf. 2016, 90, 390–399. [Google Scholar] [CrossRef]
- Rahimizadeh, A.; Kalman, J.; Fayazbakhsh, K.; Lessard, L. Recycling of fiberglass wind turbine blades into reinforced filaments for use in Additive Manufacturing. Compos. Part B Eng. 2019, 175, 107101. [Google Scholar] [CrossRef]
- EECI. Composite Recycling Made Easy, EuCIA. 2012. Available online: https://eucia.eu/about-composites/sustainability (accessed on 23 January 2022).
- Lettieri, P.; Yassin, L.; Simons, S.J.R. Advanced thermal treatment of composite wastes for energy recovery. In Management, Recycling and Reuse of Waste Composites; Woodhead Publishing: Sawston, UK, 2009; pp. 152–191. [Google Scholar] [CrossRef]
- Patel, S.H.; Gonsalves, K.E.; Stivala, S.S.; Reich, L.; Trivedi, D.H. Alternative procedures for the recycling of sheet molding compounds. Adv. Polym. Technol. 1993, 12, 35–45. [Google Scholar] [CrossRef]
- Oliveux, G.; Bailleul, J.L.; Salle, E.L.G. La Chemical recycling of glass fibre reinforced composites using subcritical water. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1809–1818. [Google Scholar] [CrossRef]
- Cunliffe, A.M.; Jones, N.; Williams, P.T. Pyrolysis of composite plastic waste. Environ. Technol. 2016, 3330, 37–41. [Google Scholar] [CrossRef]
- Blazsó, M. Pyrolysis for recycling waste composites. In Management, Recycling and Reuse of Waste Composites; Woodhead Publishing: Sawston, UK, 2009; pp. 102–121. [Google Scholar] [CrossRef]
- Khalil, Y.F. Comparative environmental and human health evaluations of thermolysis and solvolysis recycling technologies of carbon fiber reinforced polymer waste. Waste Manag. 2018, 76, 767–778. [Google Scholar] [CrossRef]
- Yang, L.; Sáez, E.R.; Nagel, U.; Thomason, J.L. Can thermally degraded glass fibre be regenerated for closed-loop recycling of thermosetting composites? Compos. Part A Appl. Sci. Manuf. 2015, 72, 167–174. [Google Scholar] [CrossRef] [Green Version]
- Halliwell, S. End of Life Options for Composite Waste End of Life Options for Composite Waste Recycle, Reuse or Dispose? National Composites Network Best Practice Guide. Available online: http://www.netcomposites.com/ (accessed on 11 November 2020).
- Pickering, S. Thermal Methods for Recycling Waste Composites; Woodhead Publishing Limited: Sawston, UK, 2009; ISBN 9781845694623. [Google Scholar] [CrossRef]
- Pickering, S.J.; Kelly, R.M.; Kennerley, J.R.; Rudd, C.D.; Fenwick, N.J. A fluidised-bed process for the recovery of glass fibres from scrap thermoset composites. Compos. Sci. Technol. 2000, 60, 509–523. [Google Scholar] [CrossRef]
- Shuaib, N.A.; Mativenga, P.T. Energy demand in mechanical recycling of glass fibre reinforced thermoset plastic composites. J. Clean. Prod. 2016, 120, 198–206. [Google Scholar] [CrossRef]
- Macko, M. Size Reduction by Grinding as an Important Stage in Recycling. In Post-Consumer Waste Recycling and Optimal Production; IntechOpen: London, UK, 2012; pp. 273–294. [Google Scholar] [CrossRef] [Green Version]
- Rodin, H.; Nassiri, S.; Englund, K.; Fakron, O.; Li, H. Recycled glass fiber reinforced polymer composites incorporated in mortar for improved mechanical performance. Constr. Build. Mater. 2018, 187, 738–751. [Google Scholar] [CrossRef] [Green Version]
- Correia, J.R.; Almeida, N.M.; Figueira, J.R. Recycling of FRP composites: Reusing fine GFRP waste in concrete mixtures. J. Clean. Prod. 2011, 19, 1745–1753. [Google Scholar] [CrossRef]
- Morin, C.; Loppinet-Serani, A.; Cansell, F.; Aymonier, C. Near- and supercritical solvolysis of carbon fibre reinforced polymers (CFRPs) for recycling carbon fibers as a valuable resource: State of the art. J. Supercrit. Fluids 2012, 66, 232–240. [Google Scholar] [CrossRef] [Green Version]
- Dang, W.; Kubouchi, M.; Sembokuya, H.; Tsuda, K. Chemical recycling of glass fiber reinforced epoxy resin cured with amine using nitric acid. Polymer 2005, 46, 1905–1912. [Google Scholar] [CrossRef]
- Recycling, E.; Composites, T. Recycling Thermoset Composites of the SST; The EURECOMP Consortium; European Commission: Brussels, Belgium; Luxembourg, 2012; pp. 1–15.
- Zabihi, O.; Ahmadi, M.; Liu, C.; Mahmoodi, R.; Li, Q.; Ferdowsi, M.R.G.; Naebe, M. A sustainable approach to the low-cost recycling of waste glass fibres composites towards circular economy. Sustainability 2020, 12, 641. [Google Scholar] [CrossRef] [Green Version]
- Palmer, J.; Ghita, O.R.; Savage, L.; Evans, K.E. Successful closed-loop recycling of thermoset composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 490–498. [Google Scholar] [CrossRef]
- Srivastava, A.; Bull, S.; Ord, G. Application of mechanically recycled waste material. In Proceedings of the Composites Engineering Conference 2012, Birmingham, UK, 6 November 2012; pp. 90–101. [Google Scholar]
- Halliwell, S. End of Life Options for Composite Waste. Available online: https://compositesuk.co.uk/system/files/documents/endoflifeoptions.pdf (accessed on 11 November 2021).
- Mastali, M.; Dalvand, A.; Sattarifard, A.R. The impact resistance and mechanical properties of reinforced self-compacting concrete with recycled glass fibre reinforced polymers. J. Clean. Prod. 2016, 124, 312–324. [Google Scholar] [CrossRef]
- Ribeiro, M.C.S.; Fiúza, A.; Castro, A.C.M.; Silva, F.G.; Dinis, M.L.; Meixedo, J.P.; Alvim, M.R. Mix design process of polyester polymer mortars modified with recycled GFRP waste materials. Compos. Struct. 2013, 105, 300–310. [Google Scholar] [CrossRef] [Green Version]
- Re-Wind Constructs First BladeBridge in Cork Ireland for Pedestrians, Cyclists and Emergency Vehicles—The Re-Wind Network. Available online: https://www.re-wind.info/update/2022/1/29/re-wind-constructs-first-bladebridge-in-cork-ireland-for-pedestrians-cyclists-and-emergency-vehicles (accessed on 23 January 2022).
- Bank, L.C.; Arias, F.R.; Yazdanbakhsh, A.; Gentry, T.R.; Al-Haddad, T.; Chen, J.F.; Morrow, R. Concepts for reusing composite materials from decommissioned wind turbine blades in affordable housing. Recycling 2018, 3, 3. [Google Scholar] [CrossRef] [Green Version]
- Feng, Y.C.; Zhao, F.Q.; Xu, H. Recycling and Utilization of Waste Glass Fiber Reinforced Plastics. In MATEC Web of Conferences; EDP Sciences: Les Ulis, France, 2016; Volume 67. [Google Scholar] [CrossRef] [Green Version]
- Job, S. Recycling composites commercially. Reinf. Plast. 2014, 58, 32–34. [Google Scholar] [CrossRef]
- Grammatikos, S.; Tsampas, S.; Papatzani, S.; Luping, T.; Löfgren, I.; Petterson, J. On the Mechanical Recycling of Decommisioned Insulation Polymer Composite Components. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020; Volume 842. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Recycling Method | Description | Advantages/Disadvantages | Challenges | Status of the Technology | References |
|---|---|---|---|---|---|
| Mechanical | Downsize of material waste into smaller fractions with milling or grinding machines | + Cost-effective + Low environmental impact + On-site processing − Decrease in fiber mechanical properties − Low market value | Energy evaluation of the process has not been properly addressed Only short fibers and fillers can be recovered | Commercial operations ongoing | [1,4,38,39,40] |
| Combustion | Integration of the material through co-processing within other materials | + Highly efficient + Can process large volumes of material + Reduced emissions of cement manufacturing process − No material recovery − Potentially hazardous dust | Increasing gate fees may compromise this route | [11,14,27,41,42] | |
| Chemical | Dissolution of the composite matrix with use of solvents like water, alcohols, or acids | + Fibers can be recovered with high strength retention + Monomers can be recovered − High energy consumption − Environmentally hazardous | Sizing selection required Scalability development Inherent emissions of the process | Only laboratory-scale Hindered by the fiber market value | [11,26,36,43,44] |
| Pyrolysis | Decomposition of the materials organic part in an inert high temperature atmosphere | + Recovered gas or oil can be used as energy for self-sustainability of the process + Low CO2 emissions − Fibers with char contamination promote further strength loss upon removal − Long processing time − Only feasible for large quantities | [17,43,45,46,47,48] | ||
| Fluidized bed | Hot stream of air is used to decompose the matrix in a silica sand bad, leaving fillers and fibers embedded | + Contaminated materials can be processed without preprocessing + Recovery of energy or potential precursor chemicals − Higher degradation of the fibers than solvolysis or pyrolysis | [17,42,49,50,51] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gonçalves, R.M.; Martinho, A.; Oliveira, J.P. Recycling of Reinforced Glass Fibers Waste: Current Status. Materials 2022, 15, 1596. https://doi.org/10.3390/ma15041596
Gonçalves RM, Martinho A, Oliveira JP. Recycling of Reinforced Glass Fibers Waste: Current Status. Materials. 2022; 15(4):1596. https://doi.org/10.3390/ma15041596
Chicago/Turabian StyleGonçalves, R. M., Alberto Martinho, and J. P. Oliveira. 2022. "Recycling of Reinforced Glass Fibers Waste: Current Status" Materials 15, no. 4: 1596. https://doi.org/10.3390/ma15041596
APA StyleGonçalves, R. M., Martinho, A., & Oliveira, J. P. (2022). Recycling of Reinforced Glass Fibers Waste: Current Status. Materials, 15(4), 1596. https://doi.org/10.3390/ma15041596