
Characteristics of Friction Plug Joints for AA2219-T87 FSW Welds

Abstract
:1. Introduction
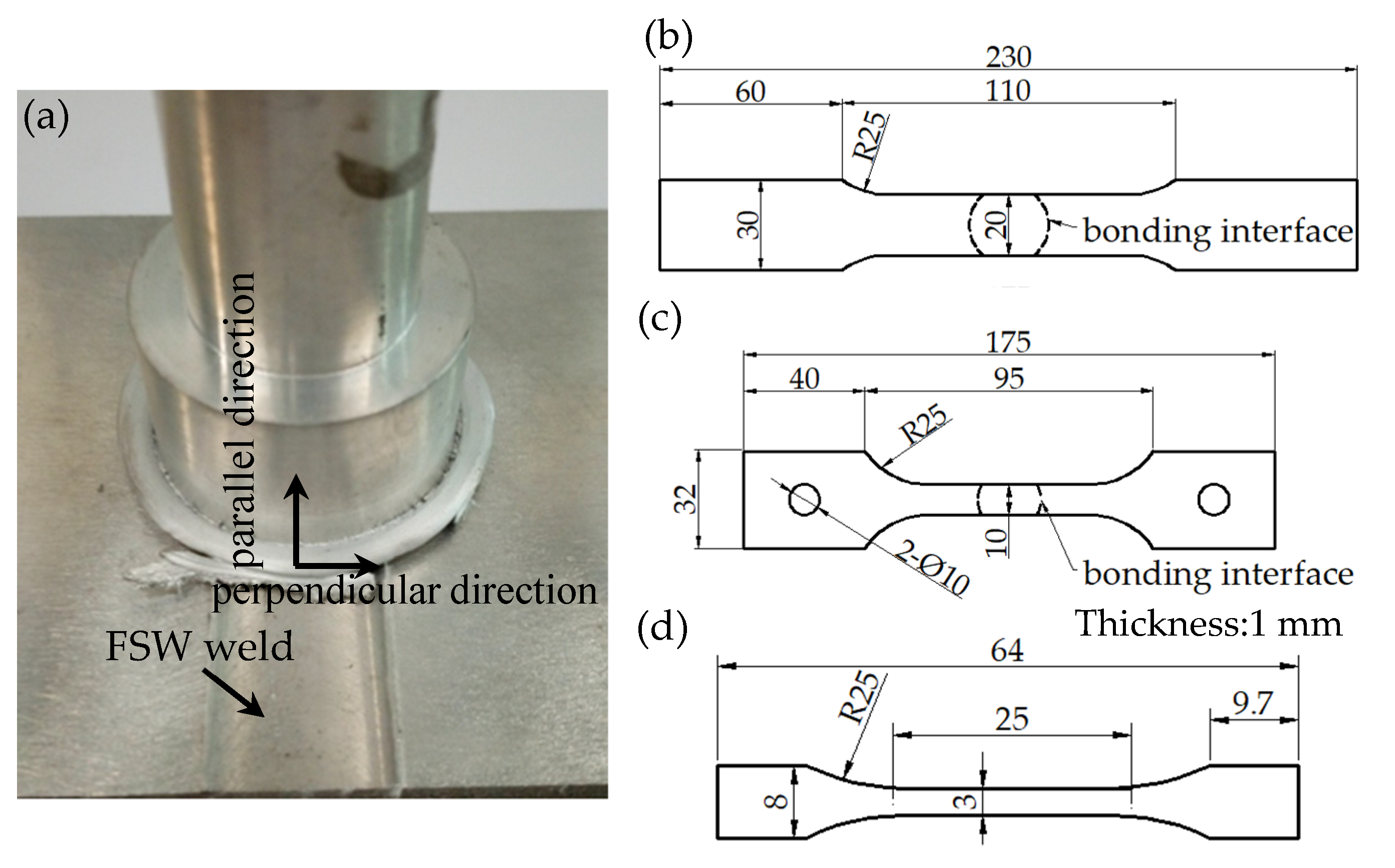
2. Experiments
3. Results and Discussion
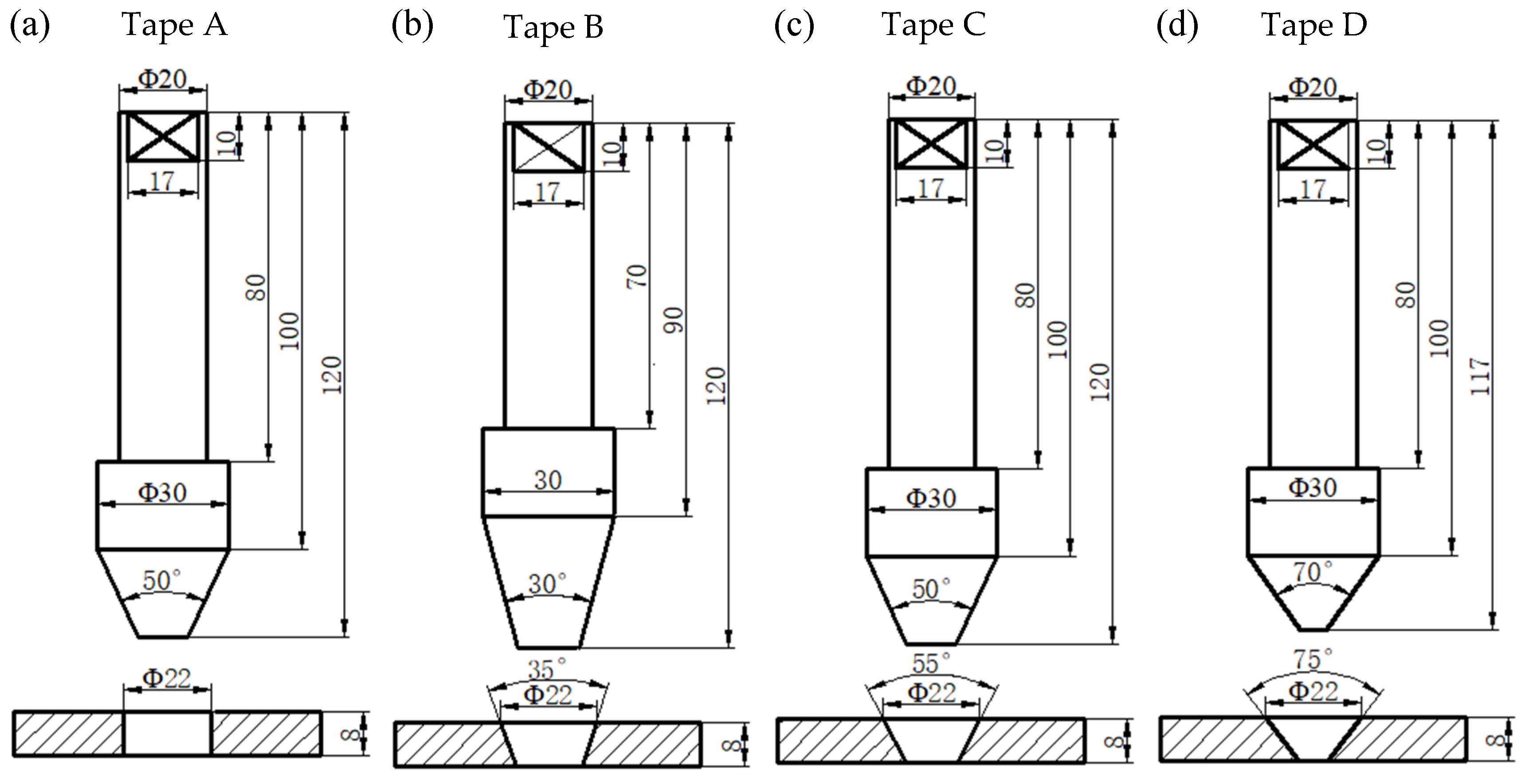
3.1. Plug and Plate Hole Structure
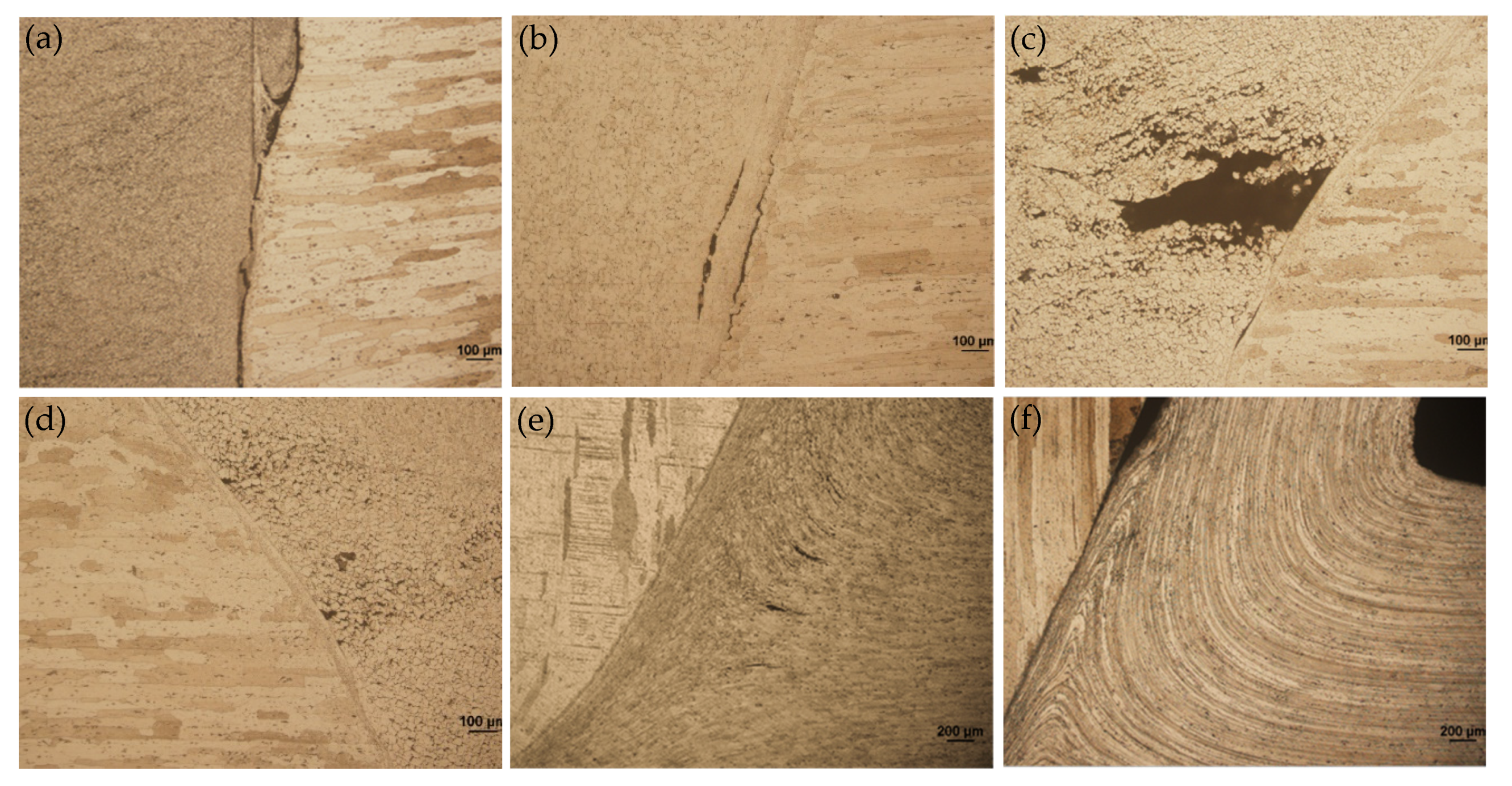
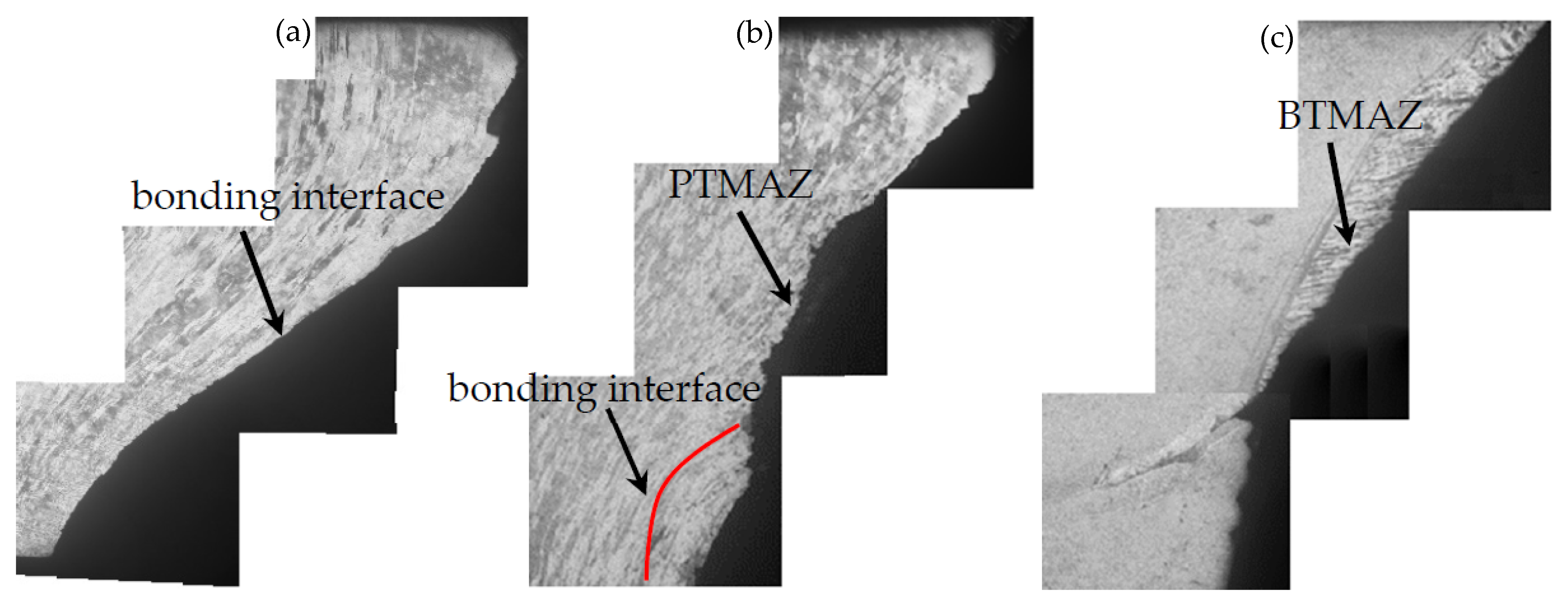
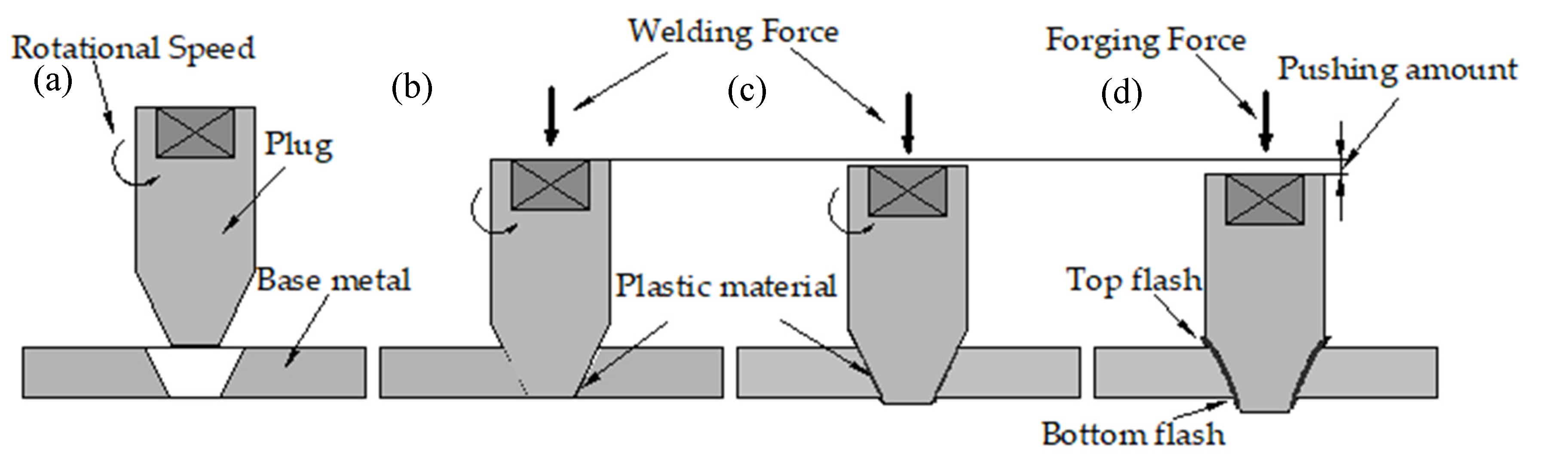
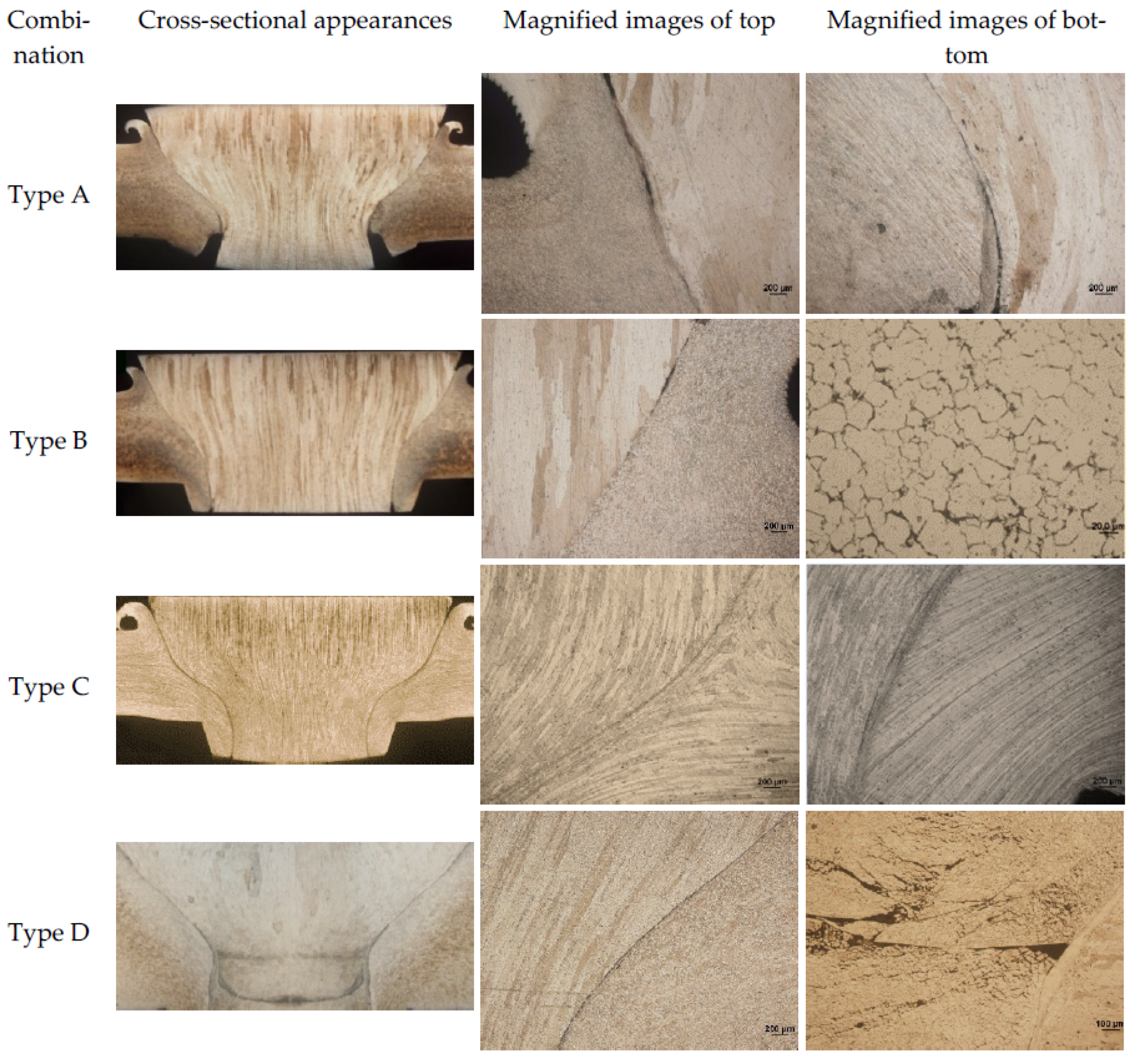
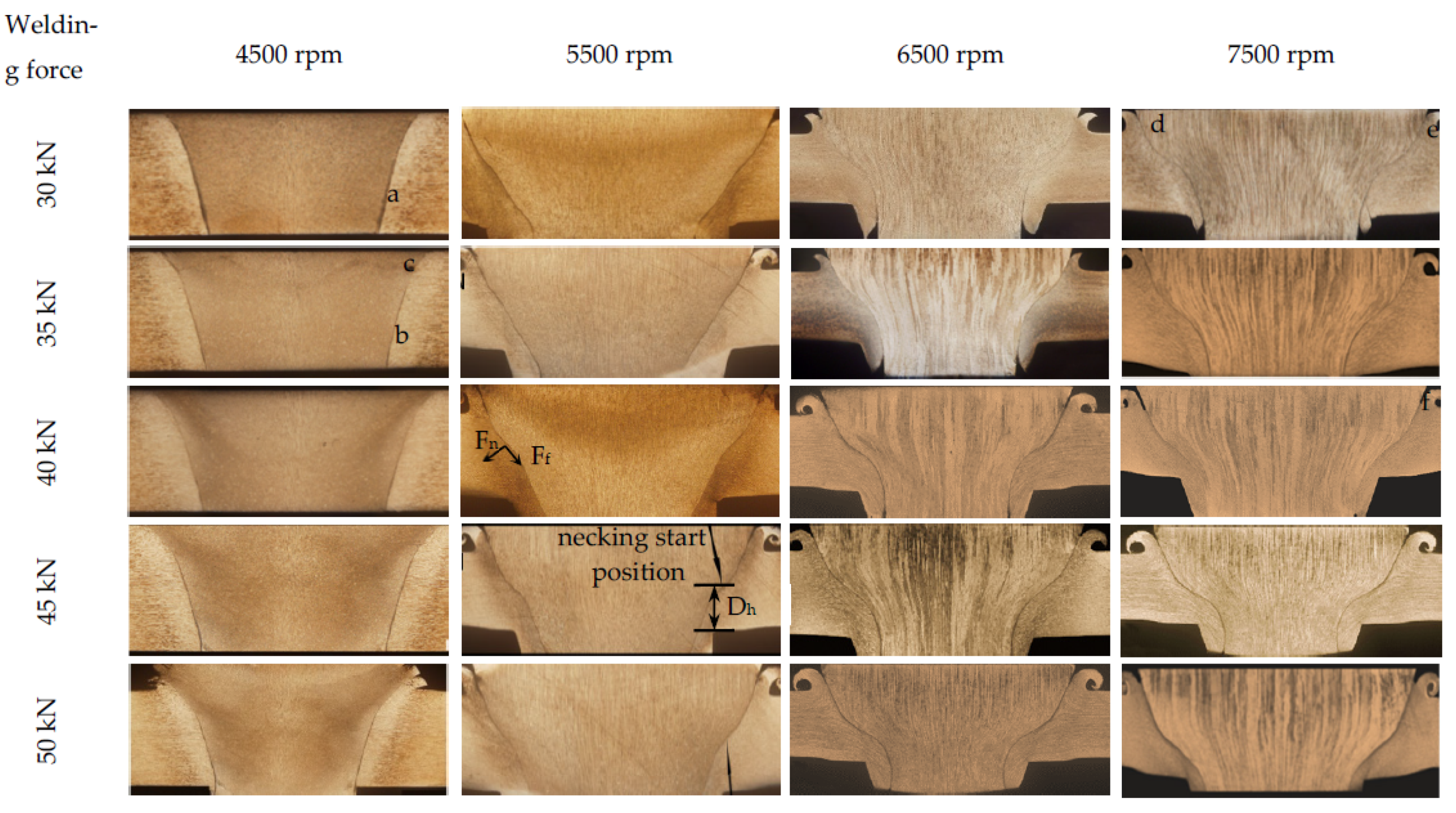
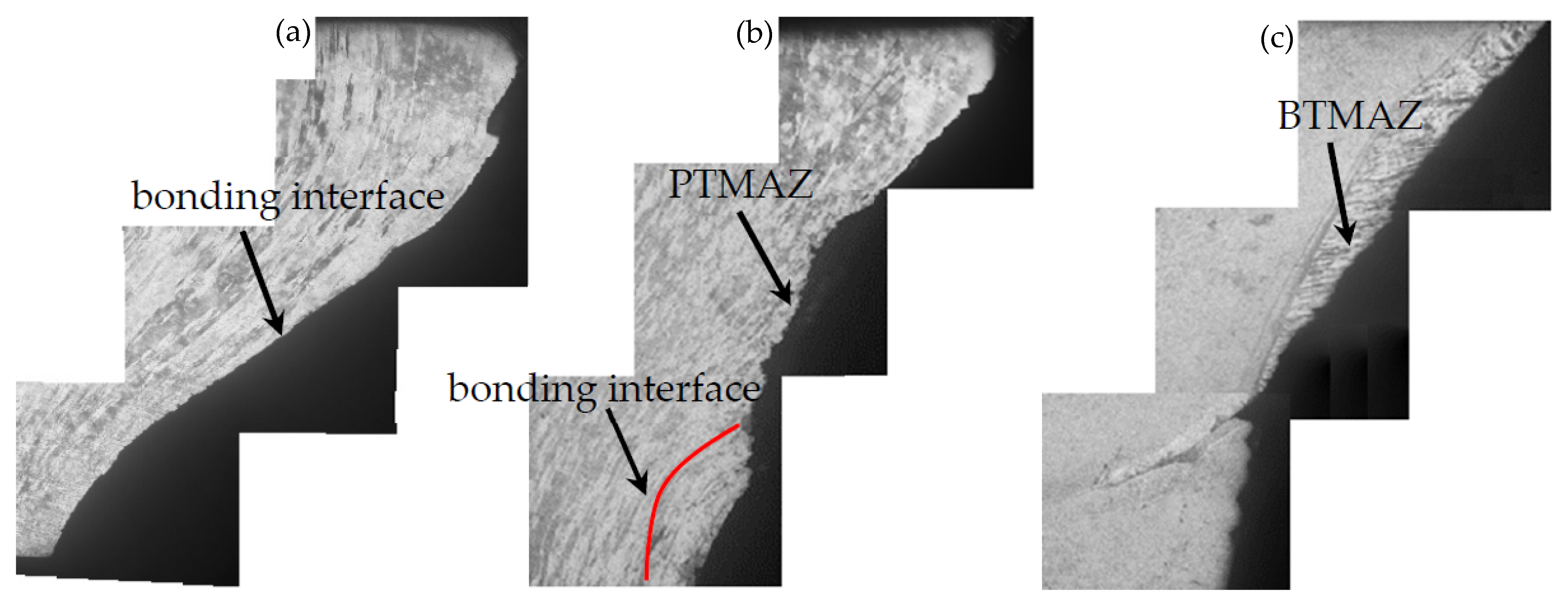
3.2. Weld Formation
3.3. Mechanical Properties
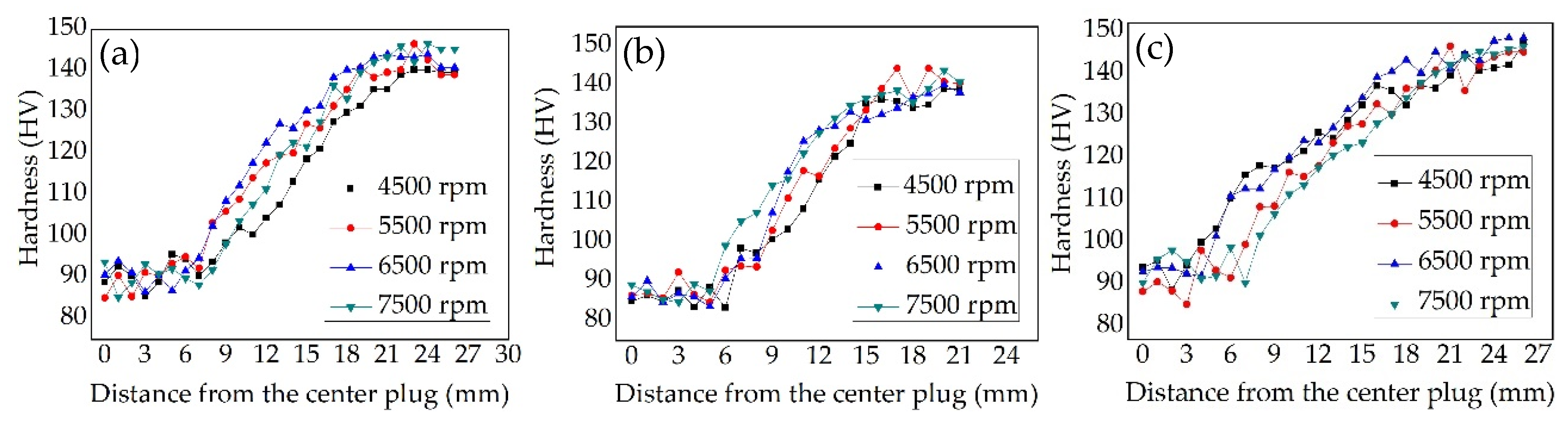
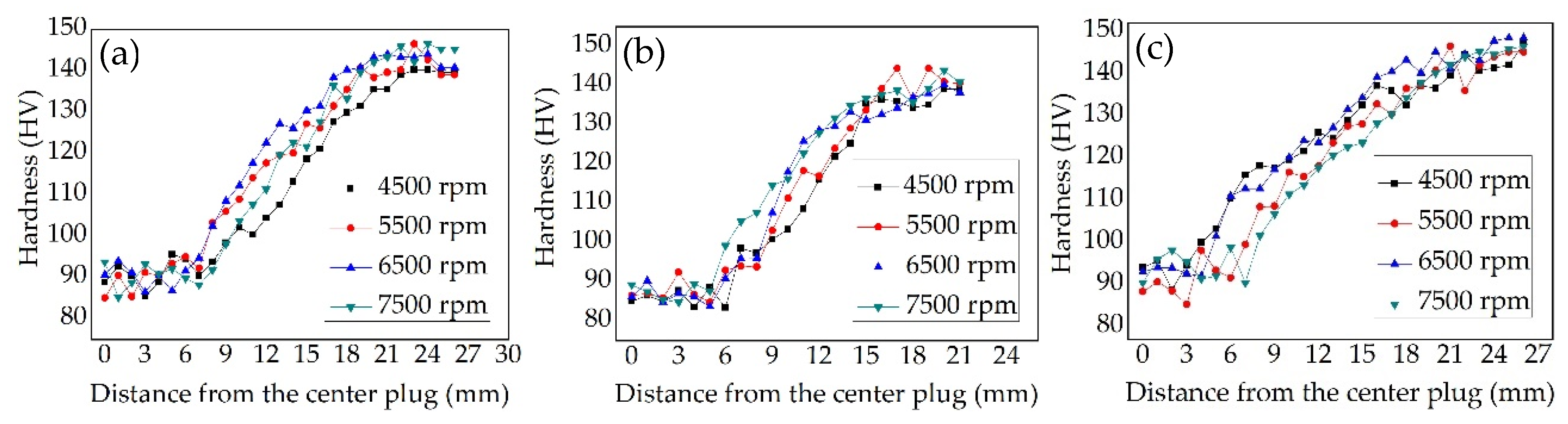
3.3.1. Hardness Distribution
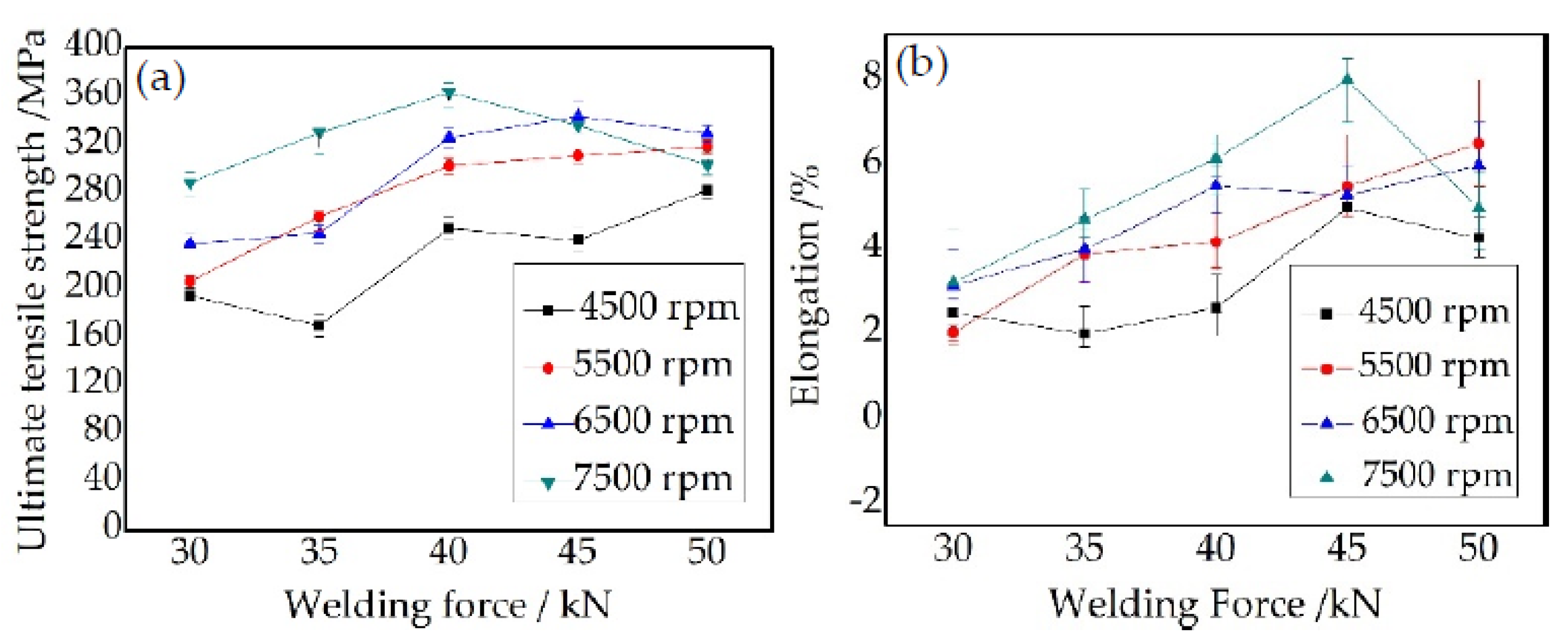
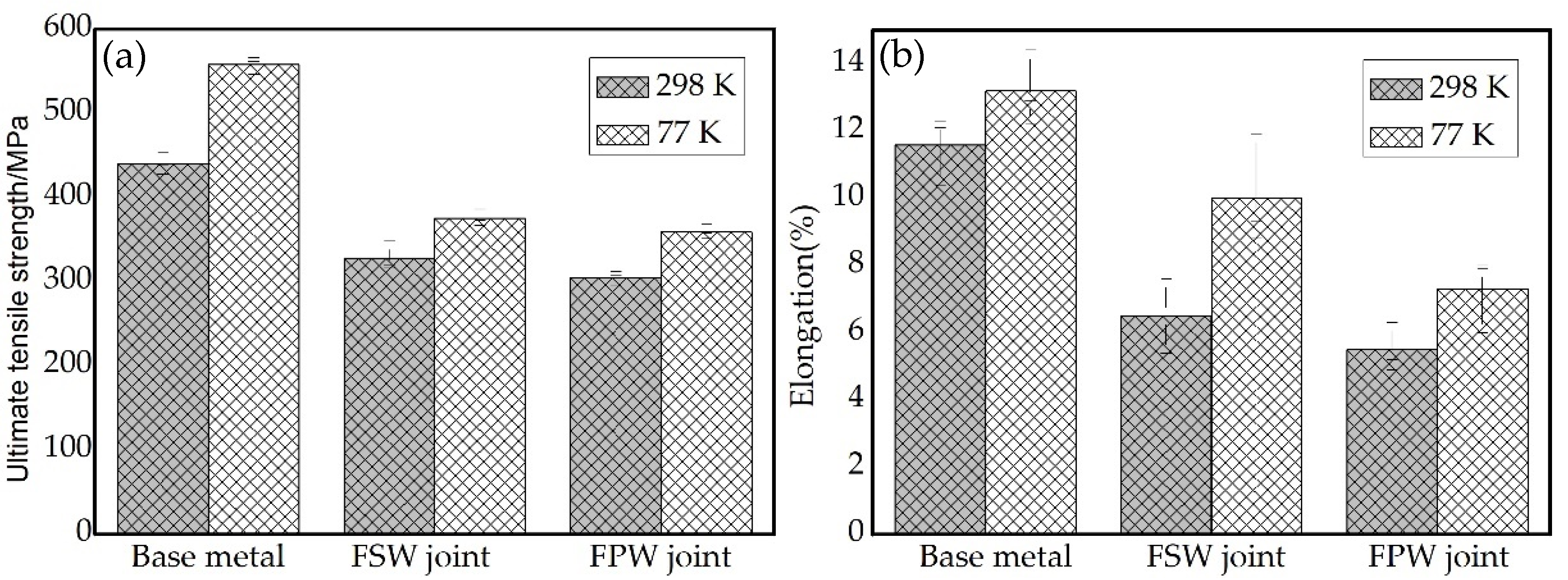
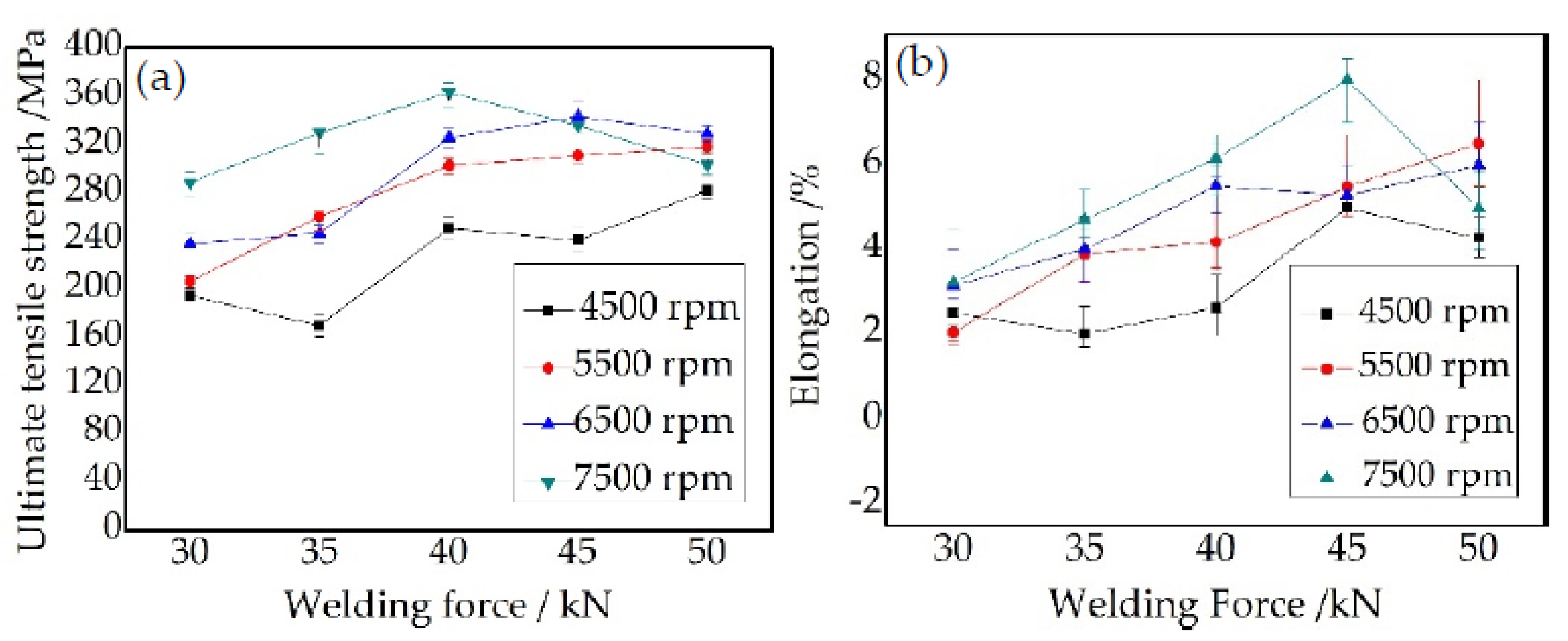
3.3.2. Tensile Properties
3.4. FPW Joint for FSW Weld
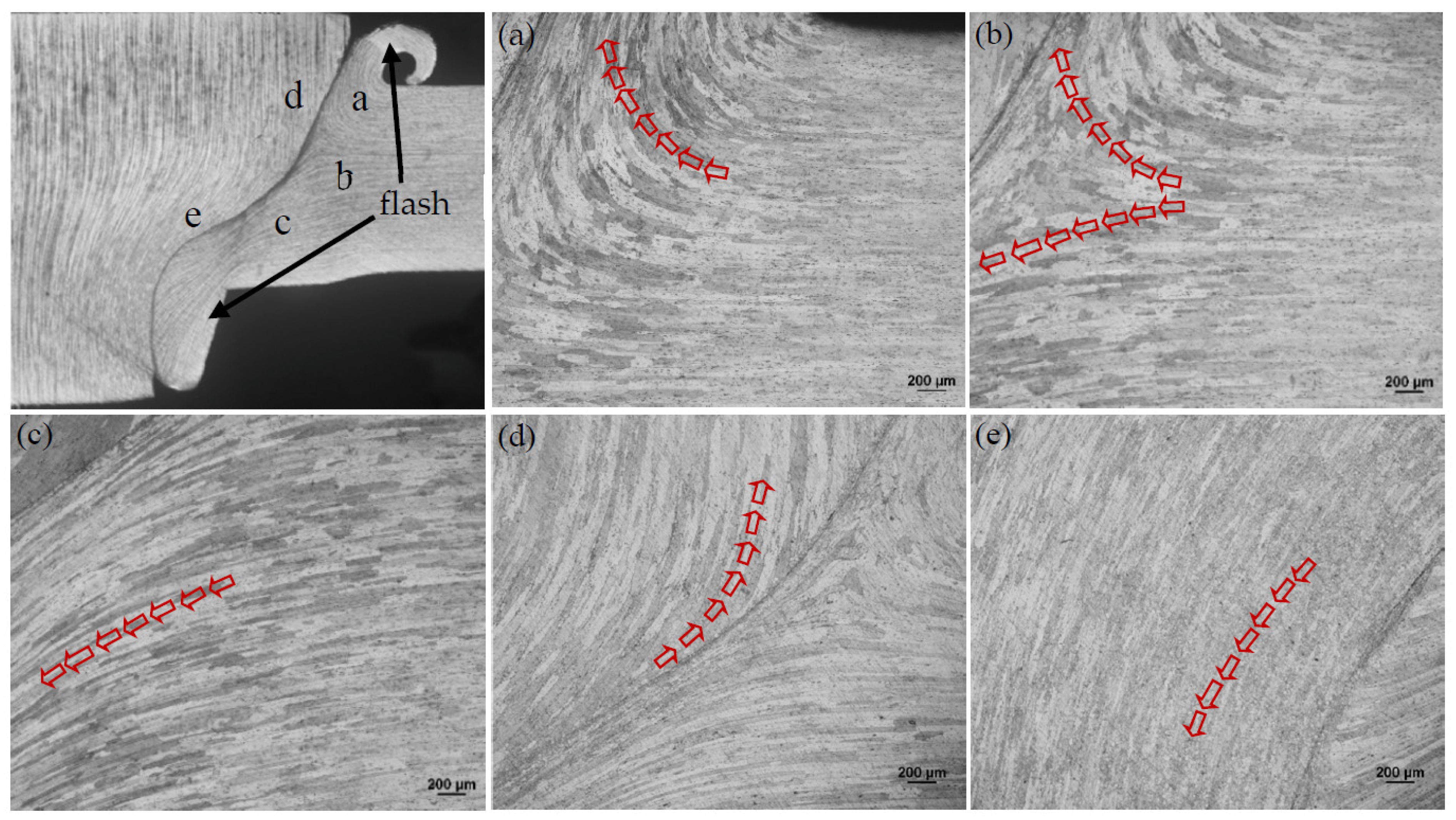
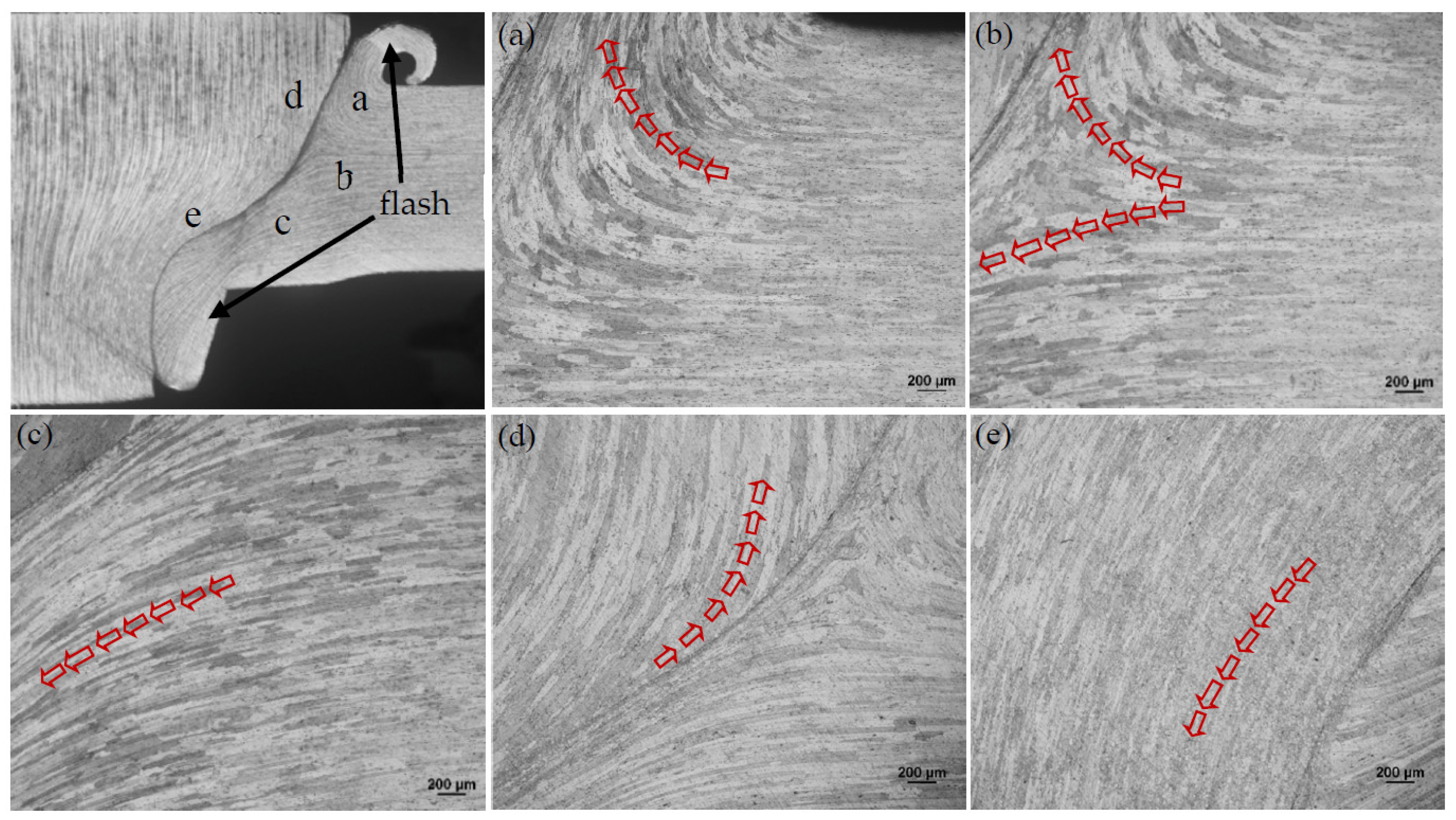
3.4.1. Material Flow
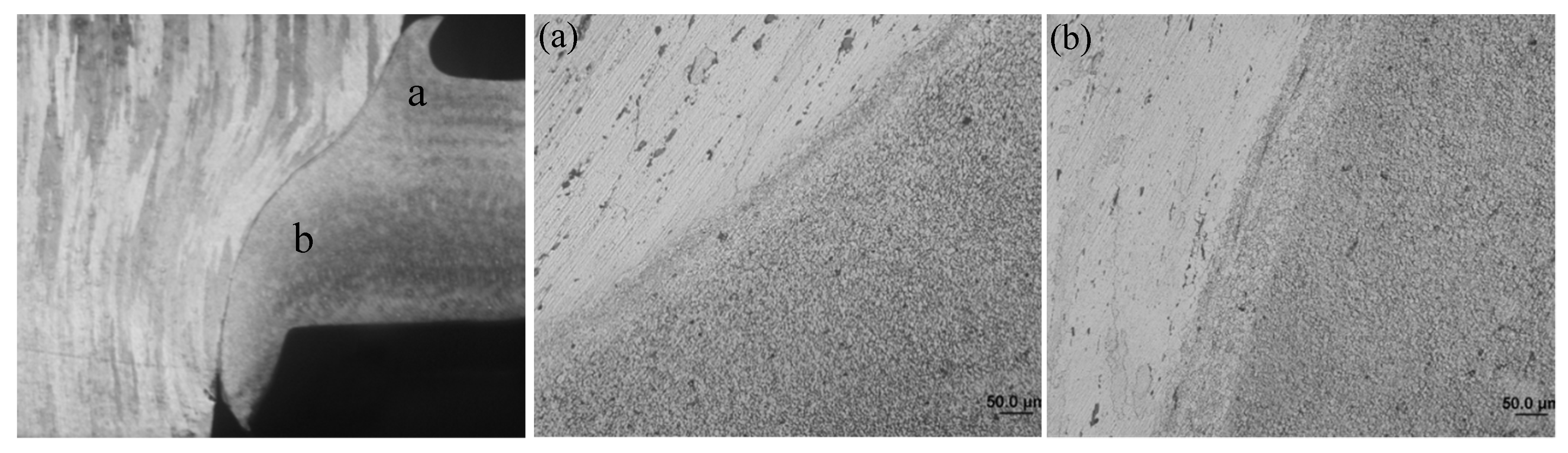
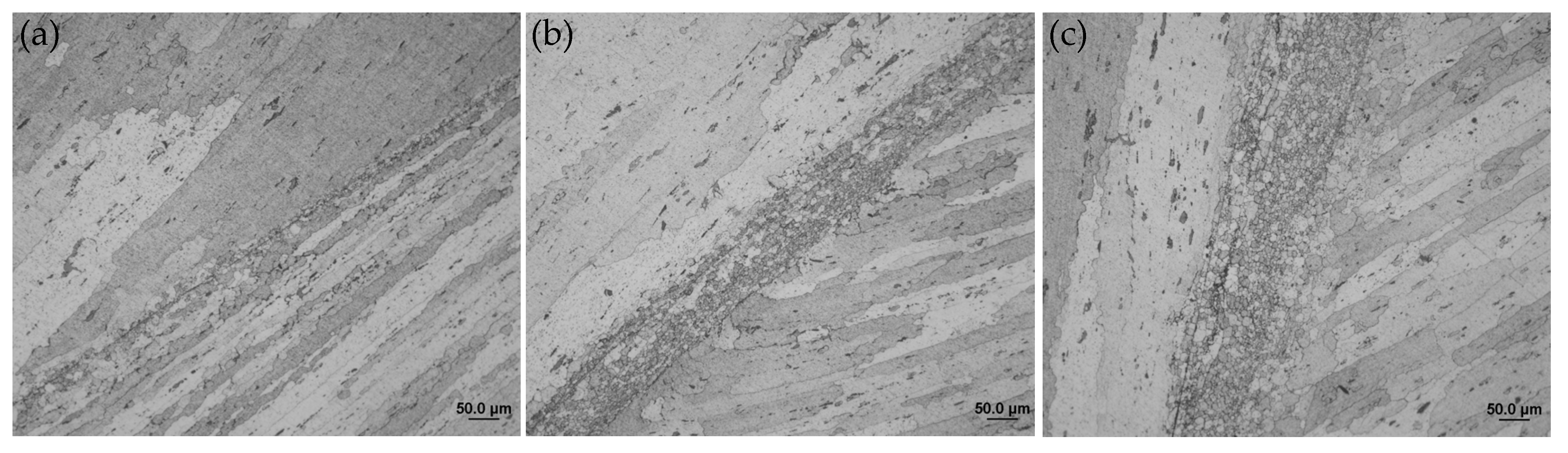
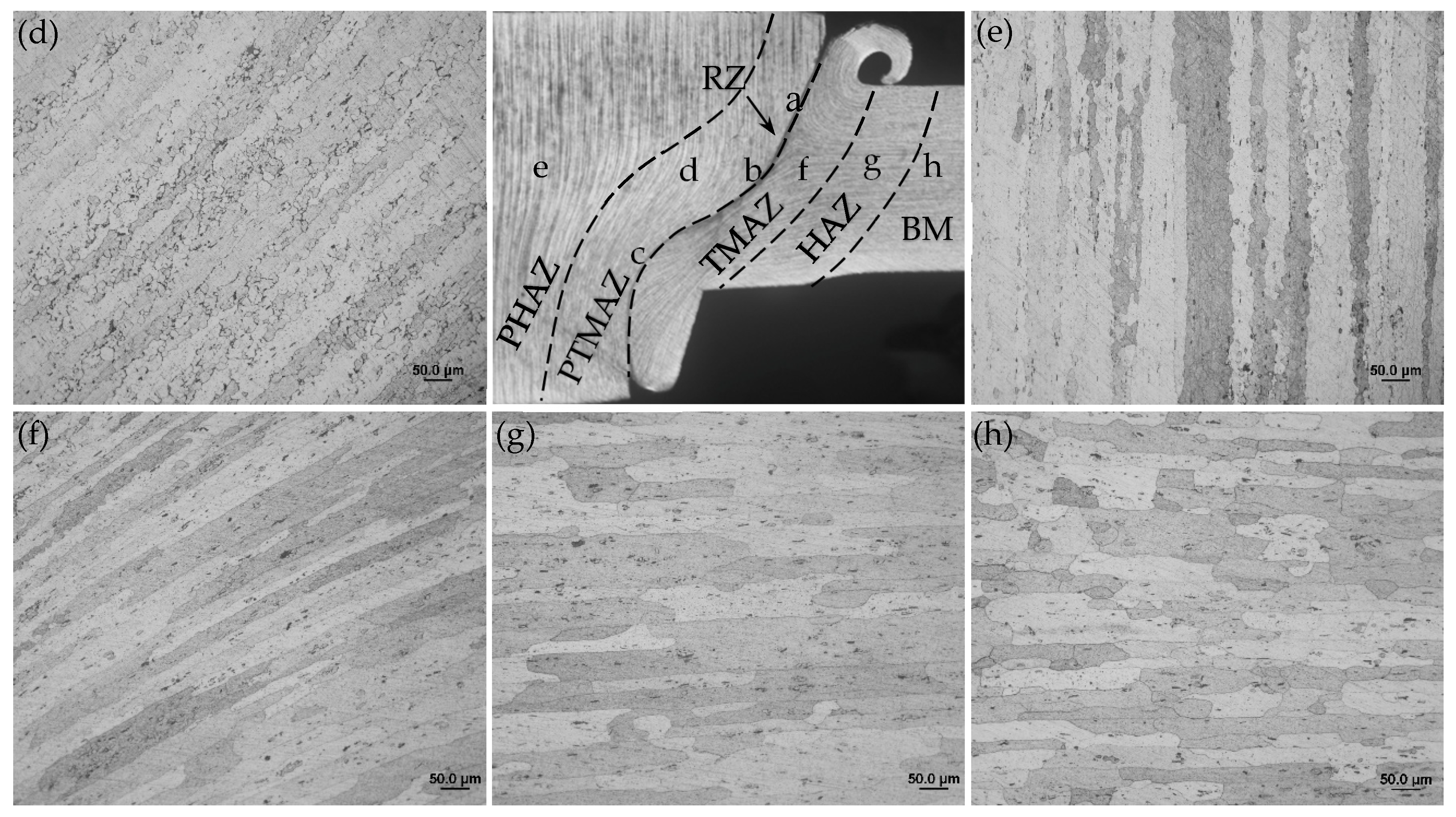
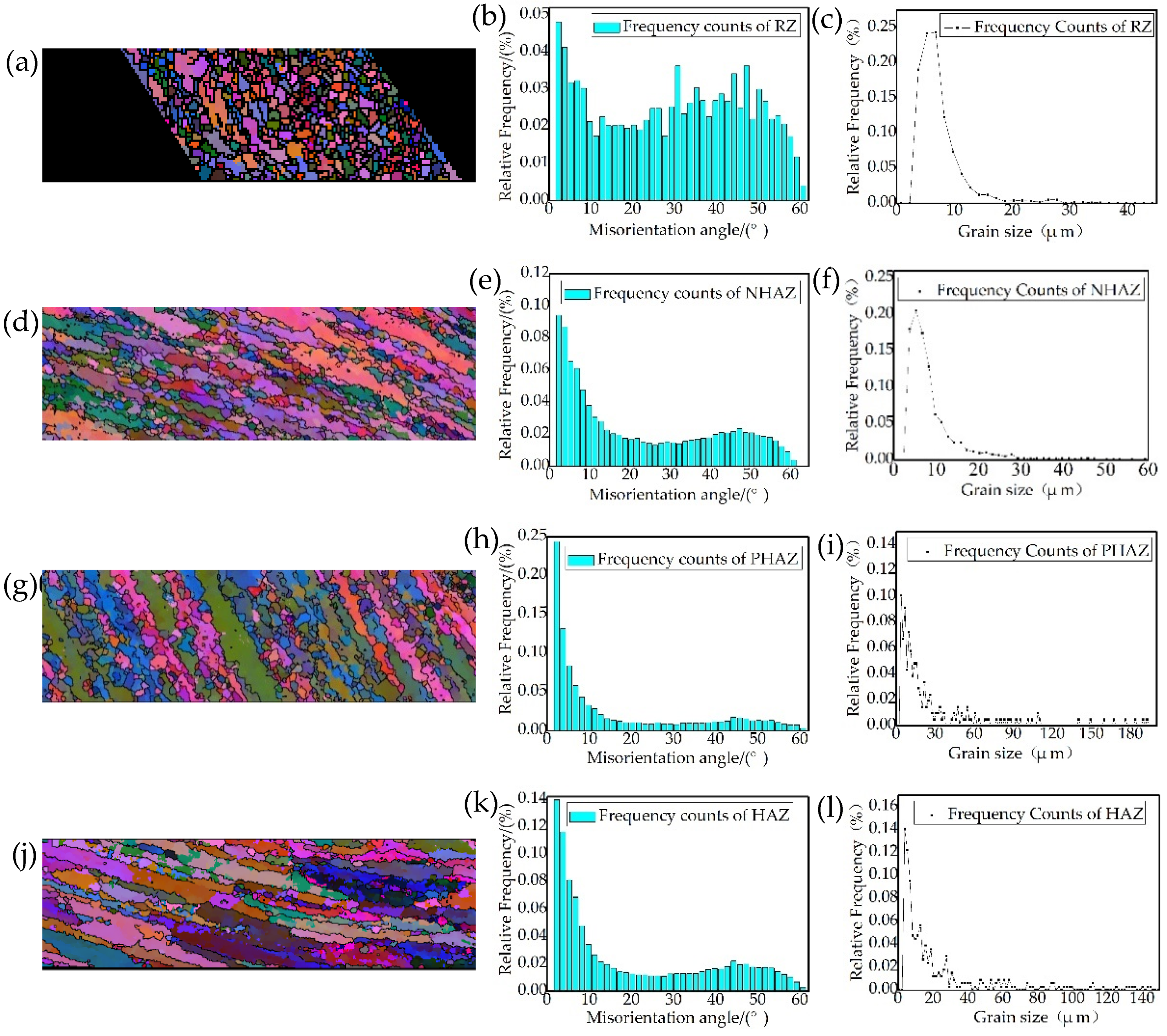
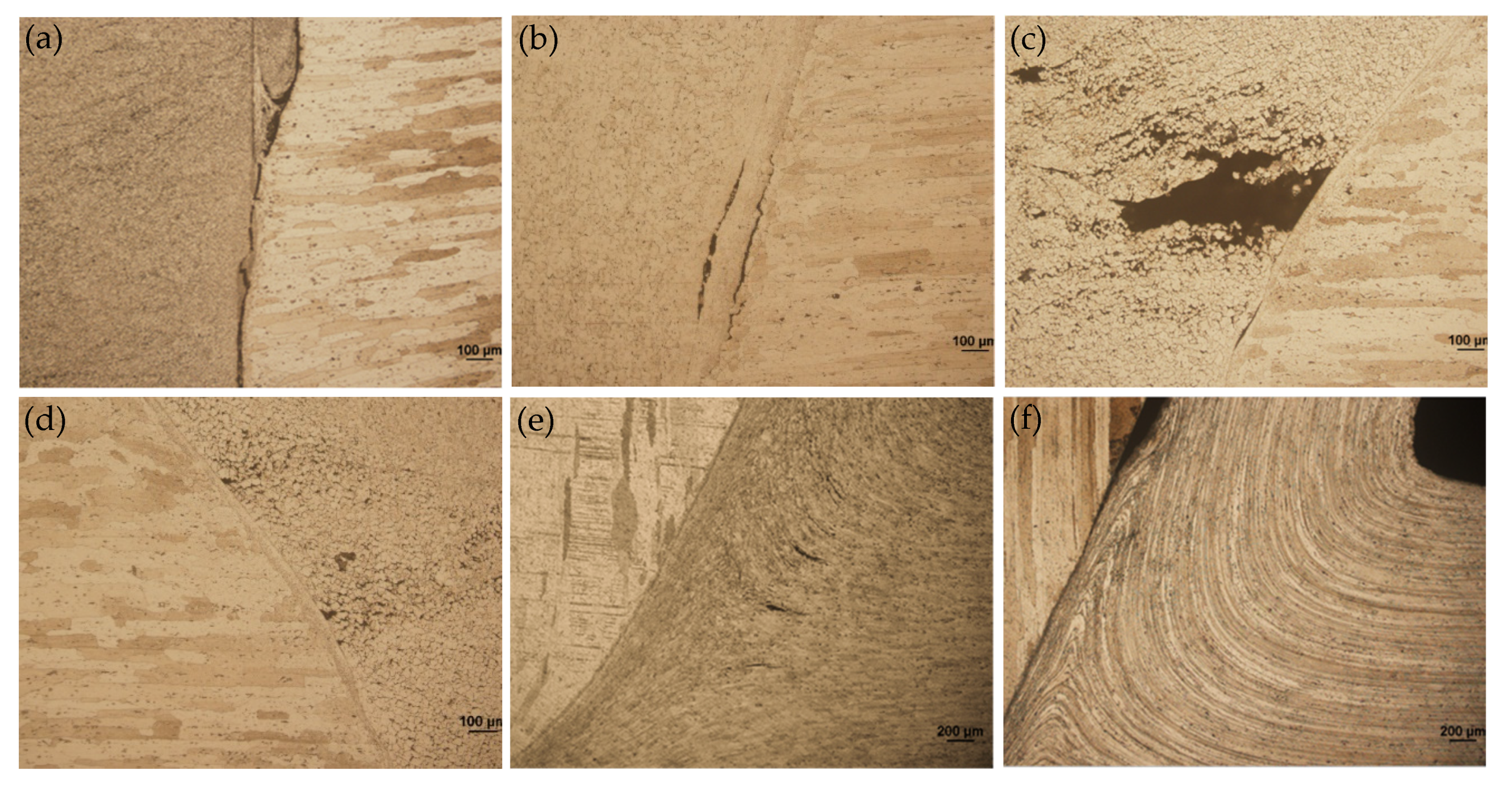
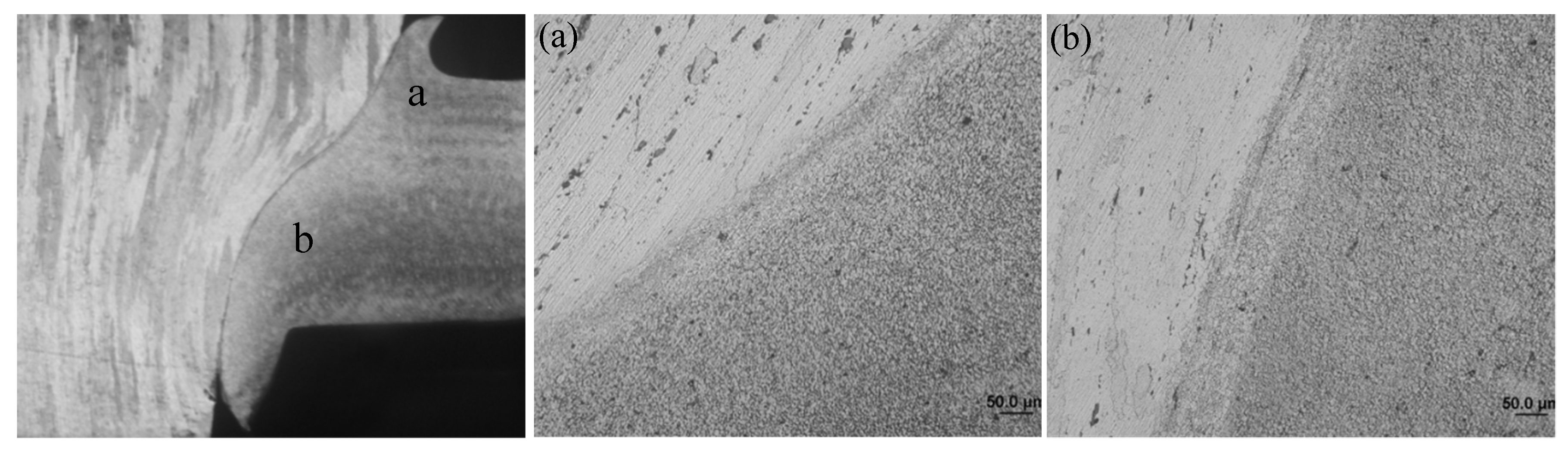
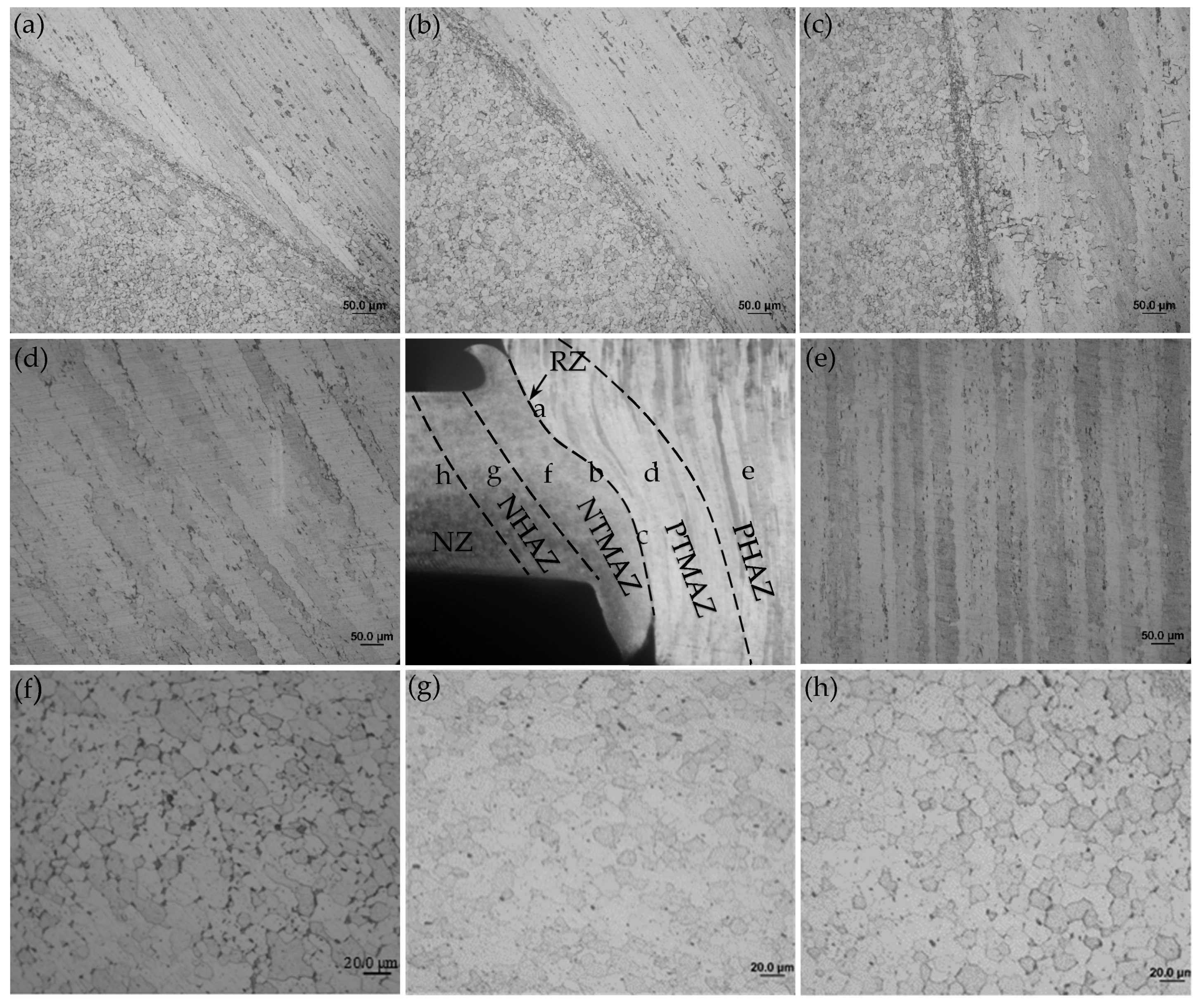
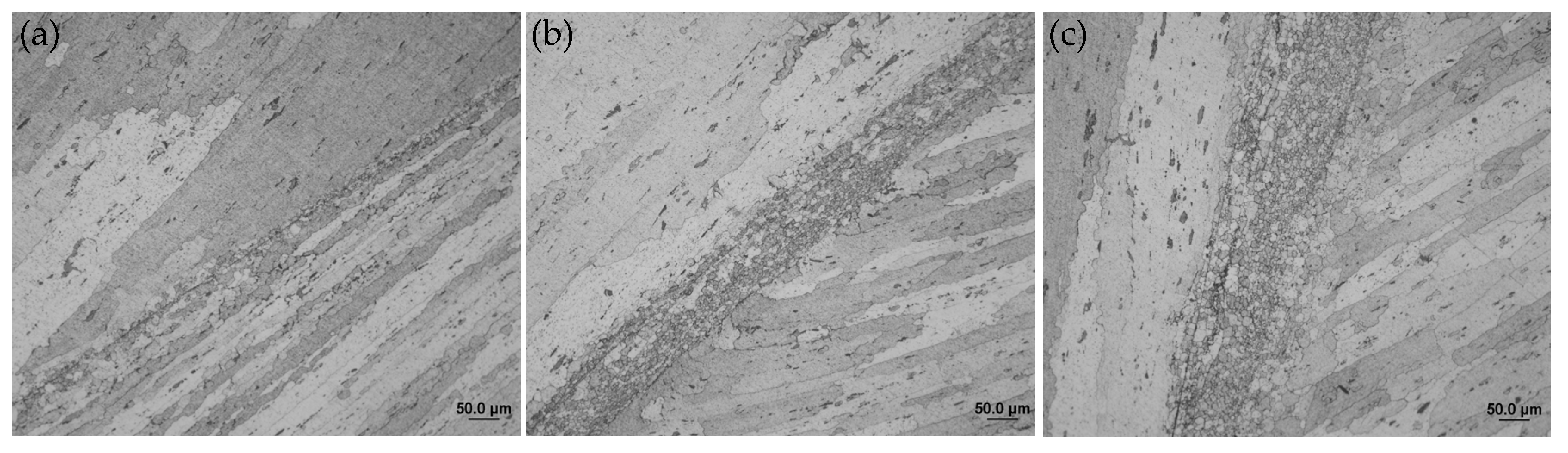
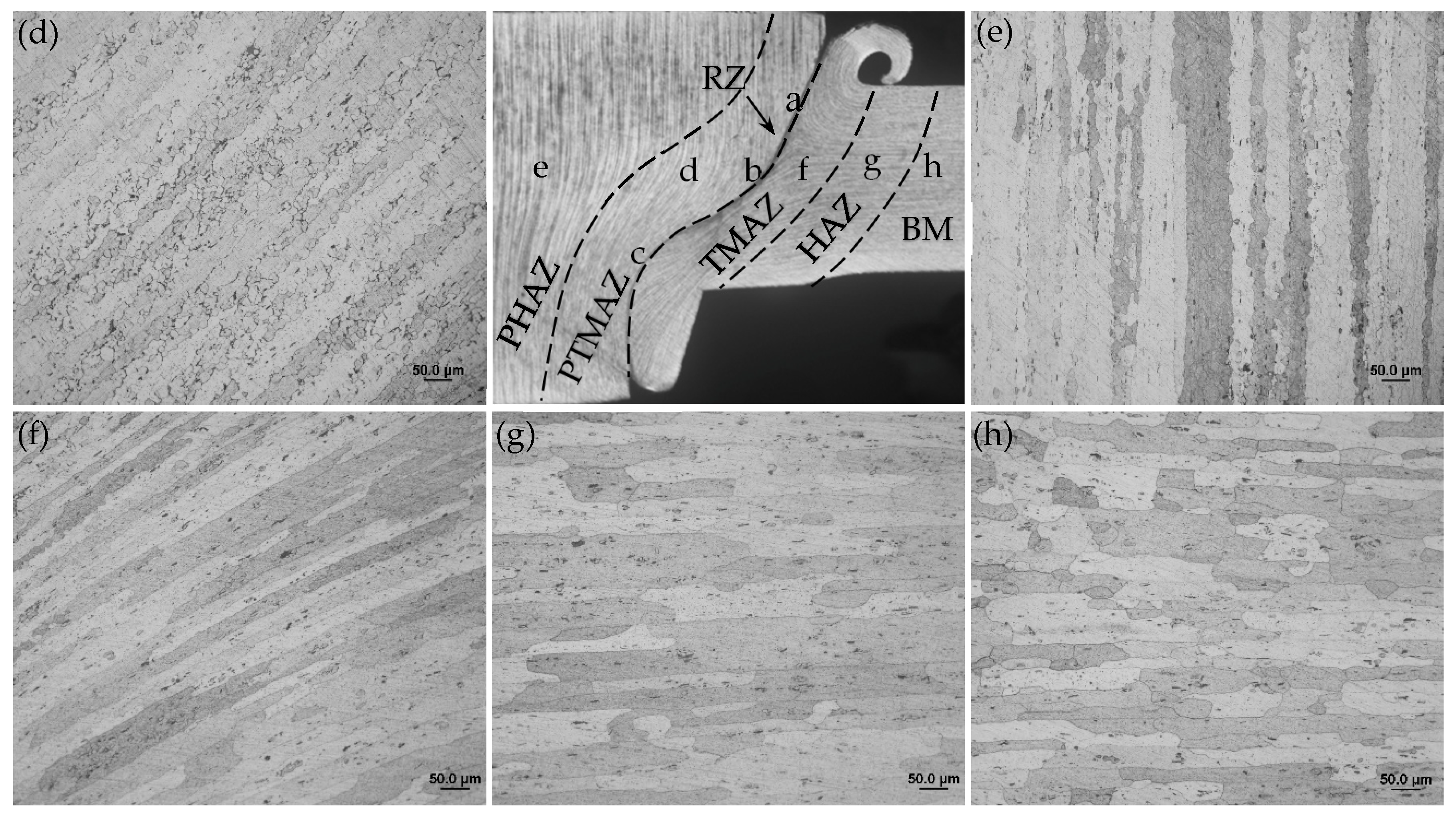
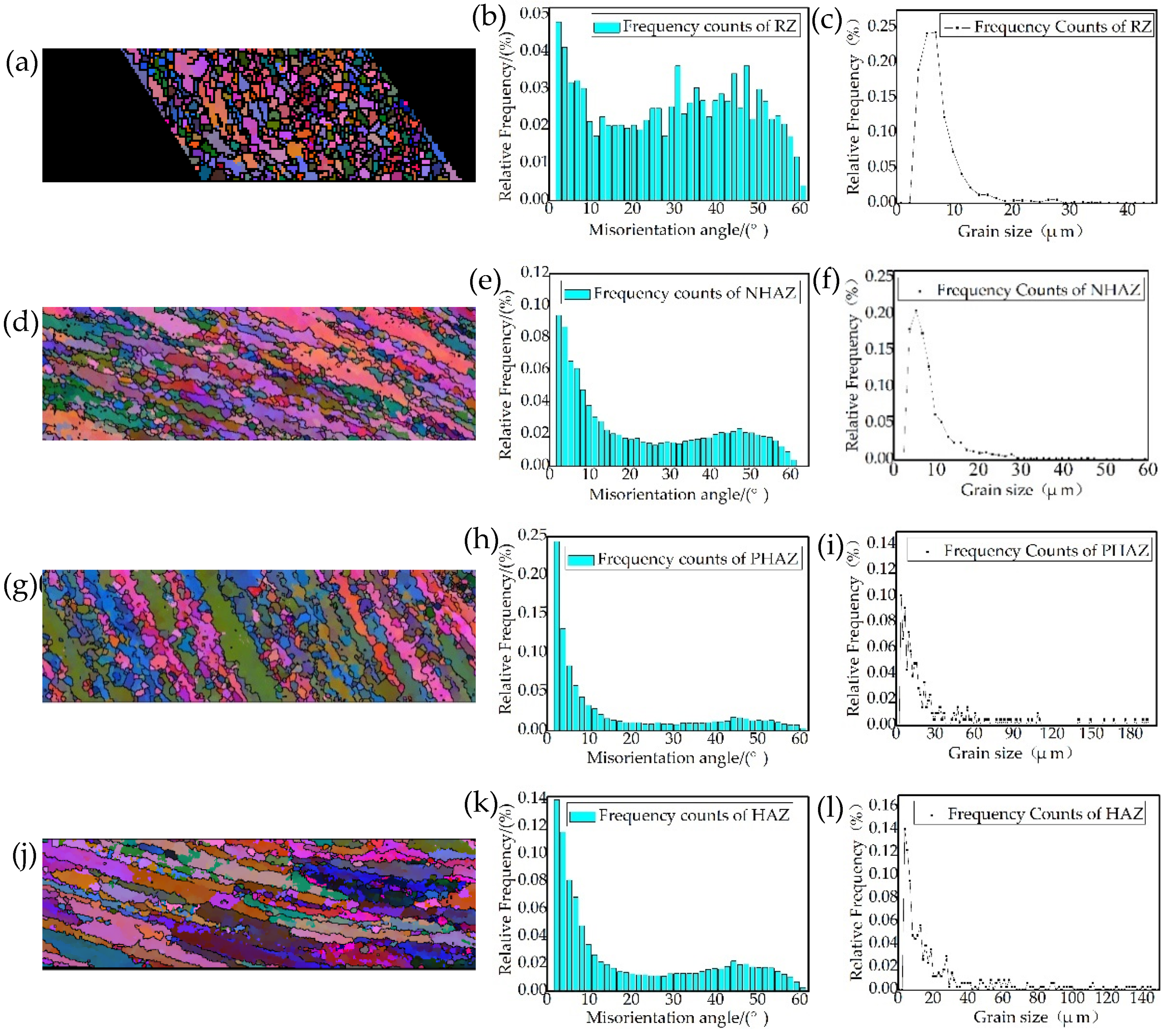
3.4.2. Microstructures
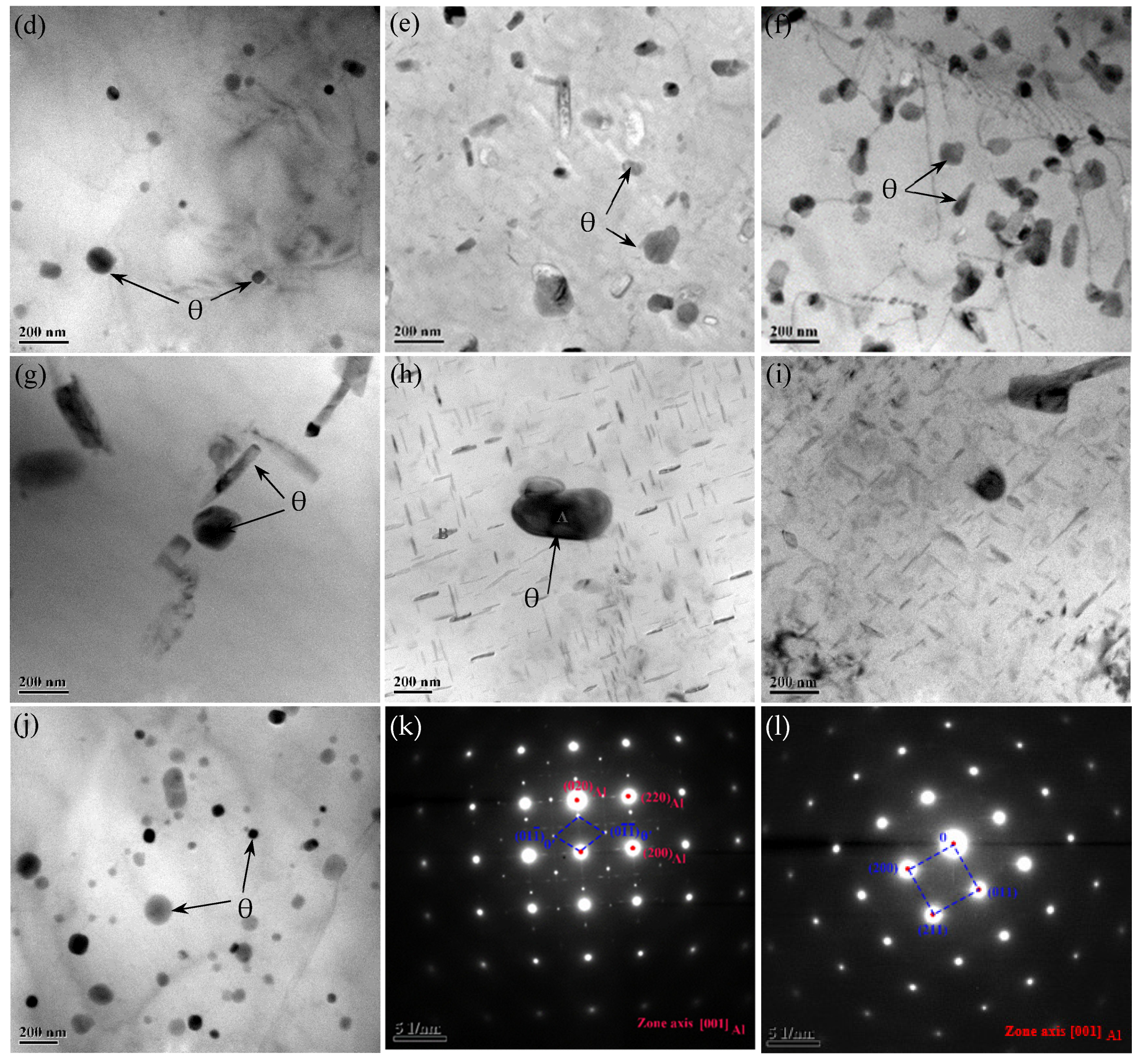
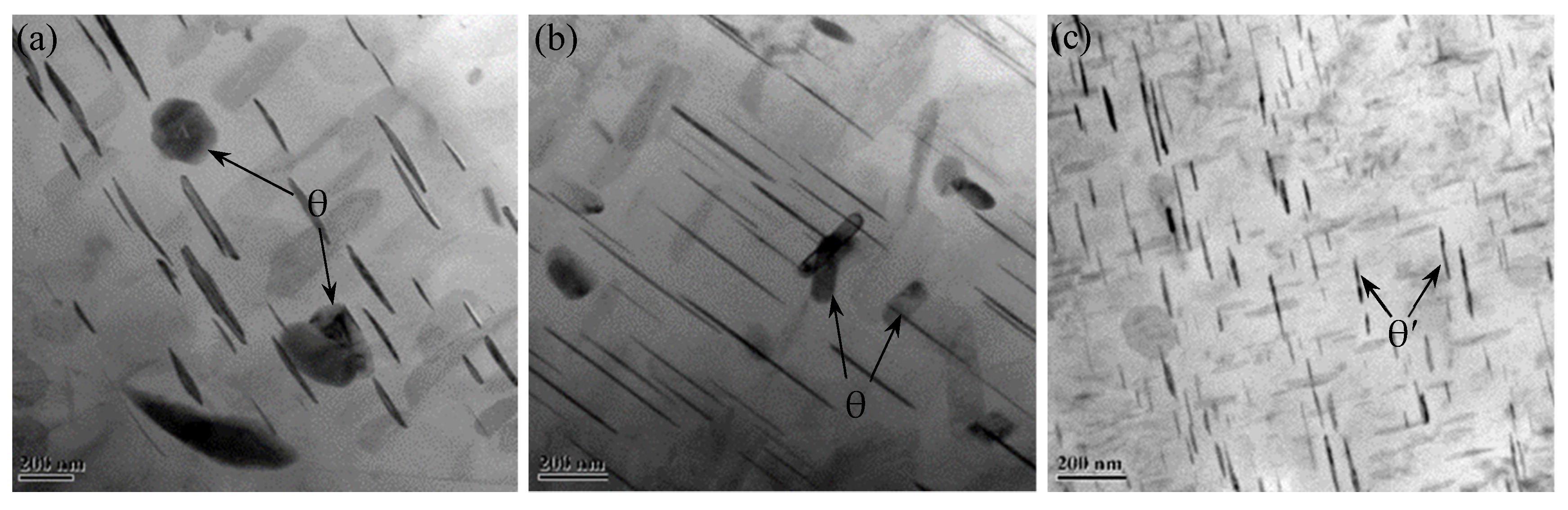
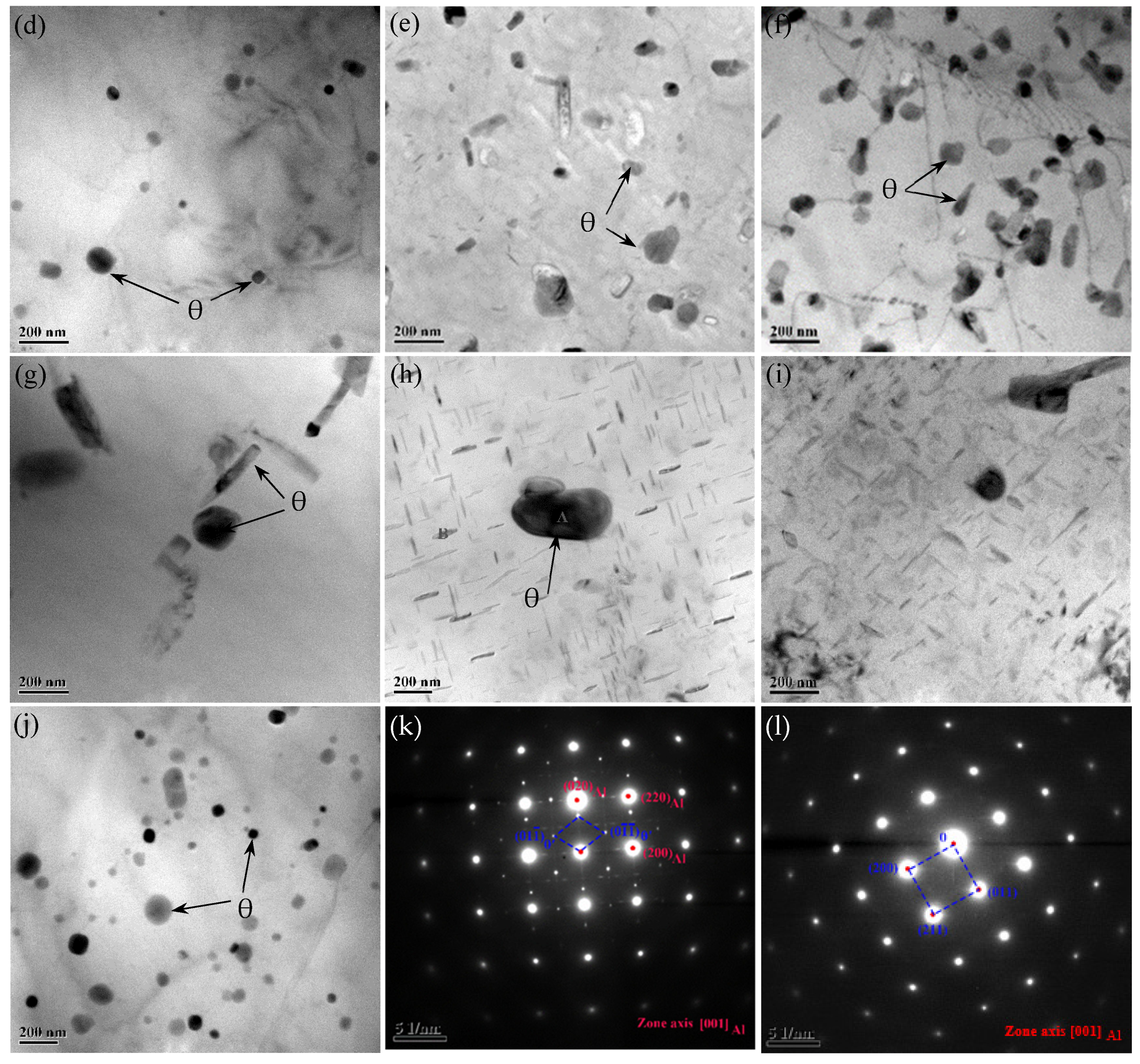
3.4.3. Precipitate Evolution
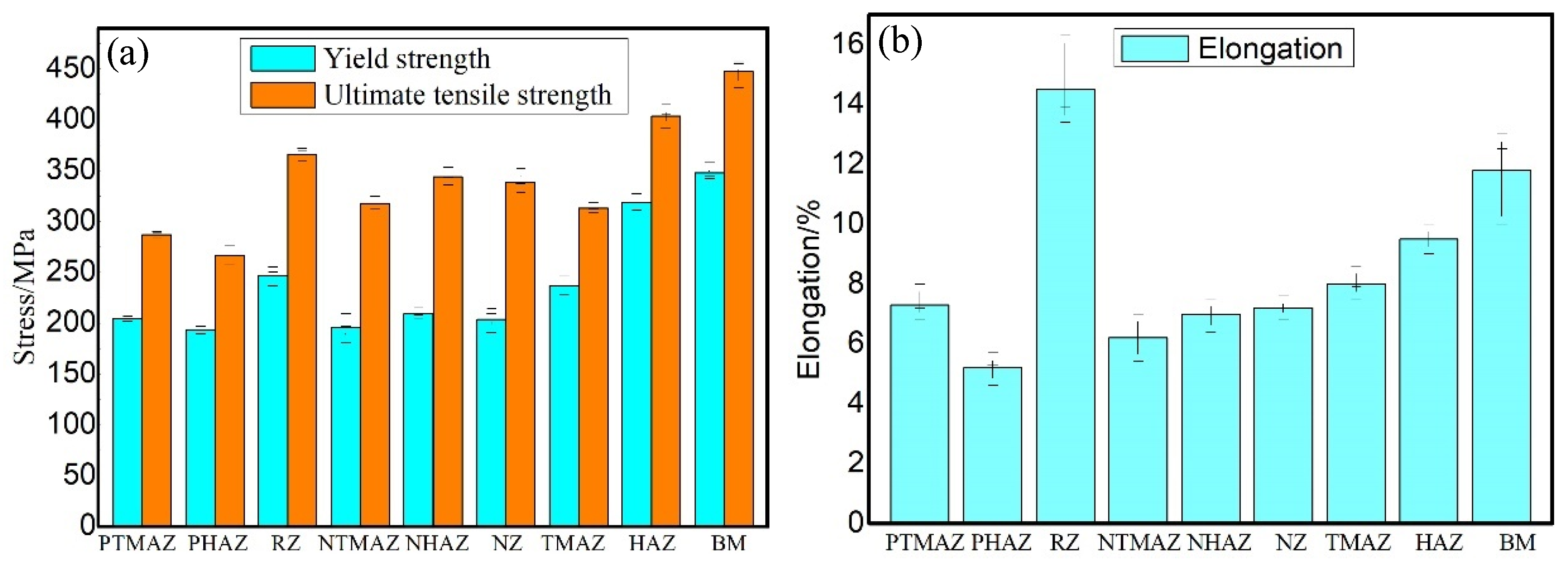
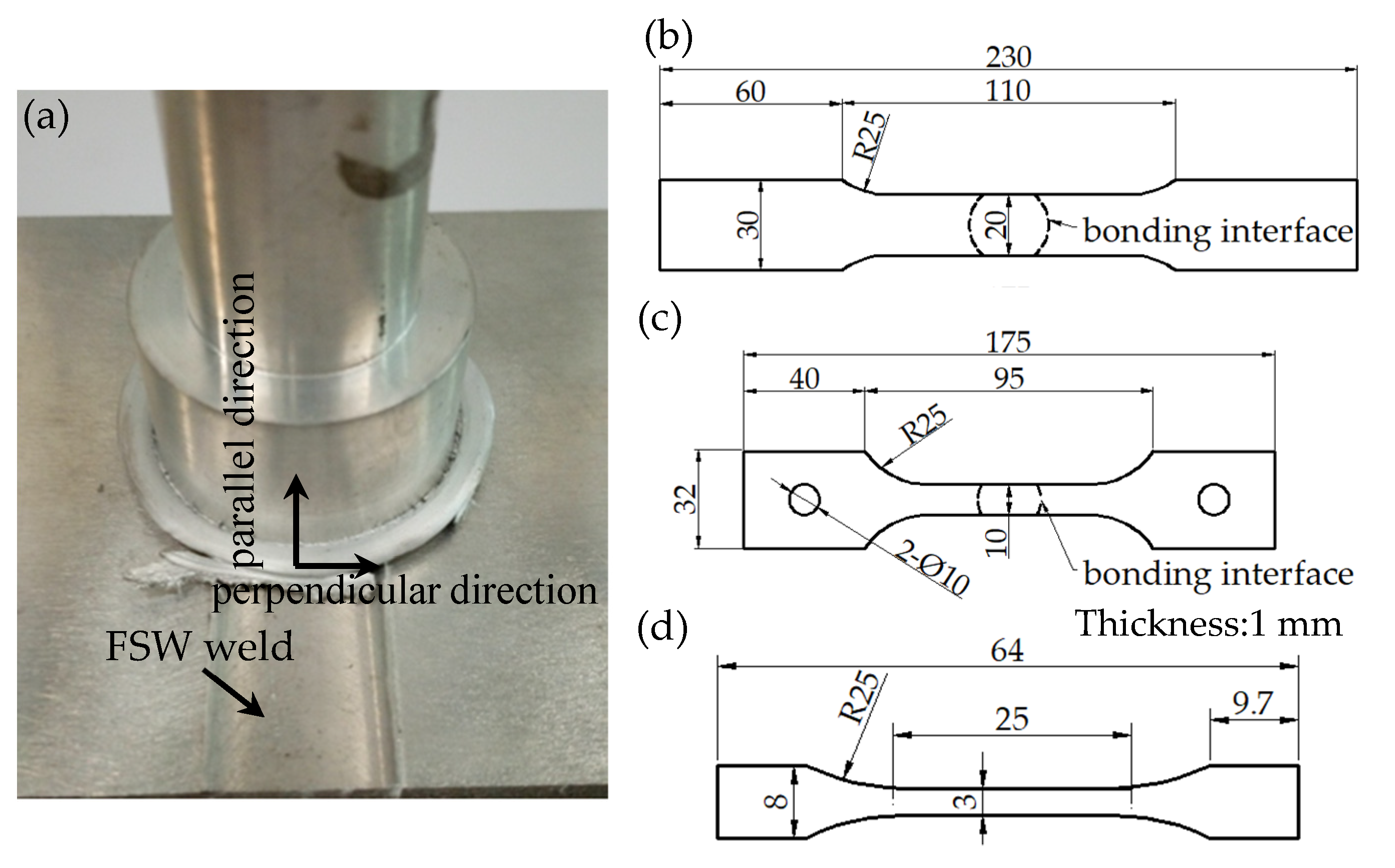
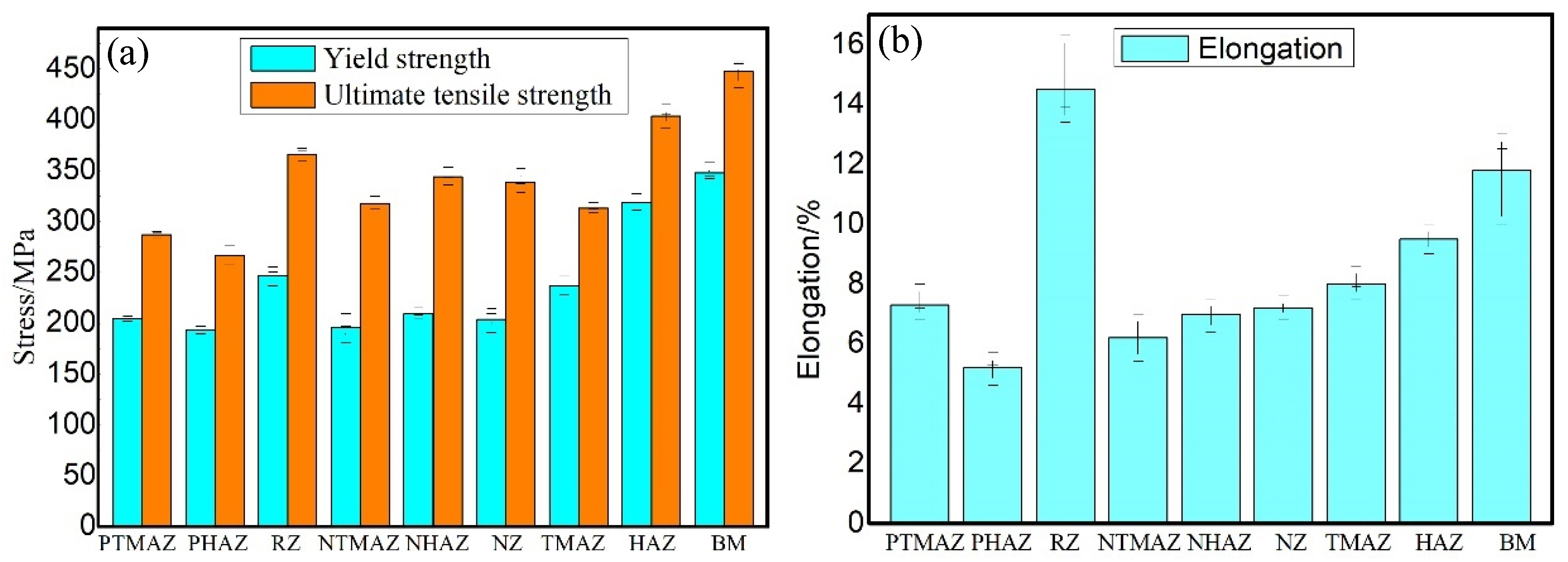
3.4.4. Local Tensile Property
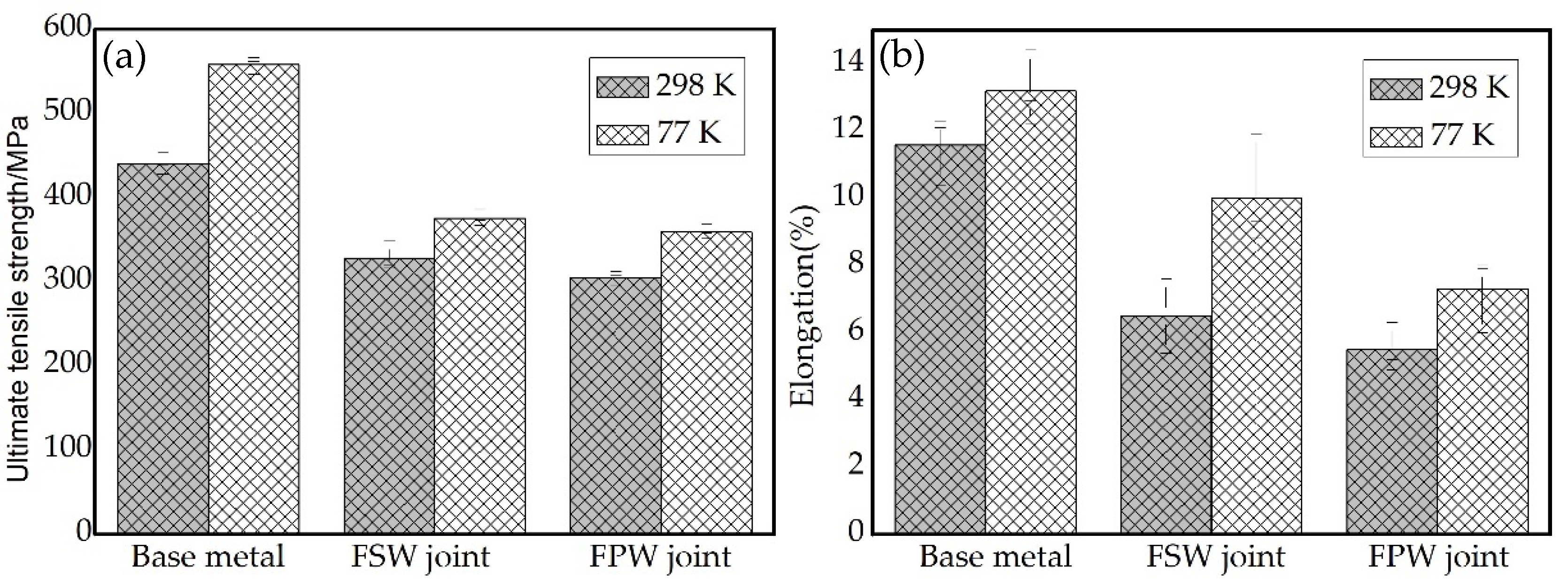
3.4.5. Tensile Property
3.4.6. Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lei, X.; Deng, Y.; Yin, Z.; Xu, G. Tungsten Inert Gas and Friction Stir Welding Characteristics of 4-mm-Thick 2219-T87 Plates at Room Temperature and −196 °C. J. Mater. Eng. Perform. 2014, 23, 2149–2158. [Google Scholar] [CrossRef]
- Malarvizhi, S.; Raghukandan, K.; Viswanathan, N. Fatigue behaviour of post weld heat treated electron beam welded AA2219 aluminium alloy joints. Mater. Des. 2008, 29, 1562–1567. [Google Scholar] [CrossRef]
- Kaibyshev, R.; Sitdikov, O.; Mazurina, I.; Lesuer, D. Deformation behavior of a 2219 Al Alloy. Mater. Sci. Eng. A 2002, 334, 104–113. [Google Scholar] [CrossRef]
- Du, B.; Yang, X.; Tang, W.; Sun, Z. Numerical analyses of material flows and thermal processes during friction plug welding for AA2219 aluminium alloy. J. Mater. Process. Technol. 2020, 278, 116466. [Google Scholar] [CrossRef]
- Du, B.; Cui, L.; Yang, X.; Wang, D.; Sun, Z. Weakening mechanism and tensile fracture behavior of AA 2219-T87 fricture plug welds. Mater. Sci. Eng. A 2017, 693, 129–135. [Google Scholar] [CrossRef]
- Du, B.; Sun, Z.; Yang, X.; Cui, L.; Song, J.; Zhang, Z. Characteristics of friction plug welding to 10 mm thick AA2219-T87 sheet: Weld formation, microstructure and mechanical property. Mater. Sci. Eng. A 2016, 654, 21–29. [Google Scholar] [CrossRef]
- Metz, D.; Barkey, M. Fatigue behavior of friction plug welds in 2195 Al–Li alloy. Int. J. Fatigue 2012, 43, 178–187. [Google Scholar] [CrossRef]
- Takeshita, R.; Hibbard, T.L. Friction Pull Plug Welding. U.S. Patent 6213379B1, 10 April 2001. [Google Scholar]
- Thomas, W.M.; Dolby, R.E. Friction stir welding developments. In Proceedings of the 6th International Conference on Trends in Welding Research, Callaway Gardens Resort, Pin Mountain, GA, USA, 15–19 April 2002. [Google Scholar]
- Du, B.; Yang, X.; Liu, K.; Sun, Z.; Wang, D. Effects of supporting plate hole and welding force on weld formation and mechanical property of friction plug joints for AA2219-T87 friction stir welds. Weld. World 2019, 63, 989–1000. [Google Scholar] [CrossRef]
- Metz, D.F.; Weishaupt, E.R.; Barkey, M.E.; Fairbee, B.S. A microstructureand microhardness characterization of a frictionplug weld in friction stir welded 2195 Al-Li. J. Eng. Mater. Technol. 2012, 134, 021005-1–021005-7. [Google Scholar] [CrossRef]
- Hartley, J.; Paula, A. McCool, Friction Plug Weld Repair for the Space Shuttle External Tank; NASA Technical Reports Server; The National Aeronautics and Space Administration: Washington, DC, USA, 2013.
- Beamish, K. Friction Taper Plug Welding of 10 mm A6082-T6; WTI Report; No.768; The Welding Institute: Cambridge, UK, 2003. [Google Scholar]
- Beamish, K.A.; Pick, J.R.; Threadgill, P.L. Influence of Hole and Plate Geometries on f Riction Taper Plug Welding of AA6082-T6; The Welding Institute: Cambridge, UK, 2007. [Google Scholar]
- Mao, Y.-Q.; Yang, P.; Ke, L.-M.; Xu, Y.; Chen, Y.-H. Microstructure Evolution and Recrystallization Behavior of Friction Stir Welded Thick Al–Mg–Zn–Cu alloys: Influence of Pin Centerline Deviation. Acta Met. Sin. 2021, 7, 1–12. [Google Scholar] [CrossRef]
- Sun, Z.; Yang, X.; Li, D.; Cui, L. Thelocalstrengthandtoughnessforstationaryshoulderfrictionstirweld on AA6061-T6 alloy. Mater. Character. 2016, 111, 114–121. [Google Scholar] [CrossRef]
- Abe, T.; Miyazaki, K.; Hirano, K.L. Imaging of pure Aland aged Al-4wt% Cu alloys by field ion microscopy. Acta Metall. 1982, 30, 357–366. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cu | Mn | Si | Fe | Mg | Zn | Ti | Zr | V | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| AA2219-T87 | 6.20 | 0.30 | 0.07 | 0.15 | 0.02 | 0.03 | 0.06 | 0.14 | 0.10 | Balance |
| AA2219-T6 | 6.33 | 0.32 | 0.06 | 0.23 | 0.01 | 0.04 | 0.06 | 0.2 | 0.08 | Balance |
| Specimen No. | Rotational Speed (rpm) | Welding Force (kN) | Forging Force (kN) | Pushing Amount (mm) | Welding Speed (mm/min) |
|---|---|---|---|---|---|
| A1 | 30 | 35 | 8 | 50 | |
| A2 | 35 | 40 | 8 | 50 | |
| A3 | 4500 | 40 | 45 | 8 | 50 |
| A4 | 45 | 50 | 8 | 50 | |
| A5 | 50 | 55 | 8 | 50 | |
| B1 | 30 | 35 | 8 | 50 | |
| B2 | 35 | 40 | 8 | 50 | |
| B3 | 5500 | 40 | 45 | 8 | 50 |
| B4 | 45 | 50 | 8 | 50 | |
| B5 | 50 | 55 | 8 | 50 | |
| C1 | 30 | 35 | 8 | 50 | |
| C2 | 35 | 40 | 8 | 50 | |
| C3 | 6500 | 40 | 45 | 8 | 50 |
| C4 | 45 | 50 | 8 | 50 | |
| C5 | 50 | 55 | 8 | 50 | |
| D1 | 30 | 35 | 8 | 50 | |
| D2 | 35 | 40 | 8 | 50 | |
| D3 | 7500 | 40 | 45 | 8 | 50 |
| D4 | 45 | 50 | 10 | 50 | |
| D5 | 50 | 55 | 10 | 50 |
| Welding Force (kN) | Rotational Speed (rpm) | |||
|---|---|---|---|---|
| 4500 | 5500 | 6500 | 7500 | |
| 30 | ▲ | ▲ | ▲ | ◆ |
| 35 | ★● | ★ | - | - |
| 40 | ★ | ★ | - | ■ |
| 45 | ★ | ★ | - | - |
| 50 | ★ | - | - | - |
| Rotational Speed (rpm) | Welding Force (kN) | ||||
|---|---|---|---|---|---|
| 30 | 35 | 40 | 45 | 50 | |
| 4500 | ▲ | ▲ | ▲ | ▲ | ▲ |
| 5500 | ▲ | ▲ | ▲ | ◆ | ● |
| 6500 | ▲ | ● | ◆ | ● | ◆ |
| 7500 | ▲ | ▲ | ● | ◆ | ◆ |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, Z.; Yang, X.; Li, S. Characteristics of Friction Plug Joints for AA2219-T87 FSW Welds. Materials 2022, 15, 1525. https://doi.org/10.3390/ma15041525
Sun Z, Yang X, Li S. Characteristics of Friction Plug Joints for AA2219-T87 FSW Welds. Materials. 2022; 15(4):1525. https://doi.org/10.3390/ma15041525
Chicago/Turabian StyleSun, Zhuanping, Xinqi Yang, and Shuxin Li. 2022. "Characteristics of Friction Plug Joints for AA2219-T87 FSW Welds" Materials 15, no. 4: 1525. https://doi.org/10.3390/ma15041525
APA StyleSun, Z., Yang, X., & Li, S. (2022). Characteristics of Friction Plug Joints for AA2219-T87 FSW Welds. Materials, 15(4), 1525. https://doi.org/10.3390/ma15041525