
Influence of the Mix Proportion and Aggregate Features on the Performance of Eco-Efficient Fine Recycled Concrete Aggregate Mixtures

 , ,
, ,  ,
,
Abstract
:1. Introduction
2. Background in Mix Proportioning Techniques
2.1. Proportion RCA Concrete
2.1.1. Direct Replacement Methods
2.1.2. Equivalent Volume Methods
2.2. Particle Packing Models (PPM)
3. Scope of Work
4. Materials and Methods
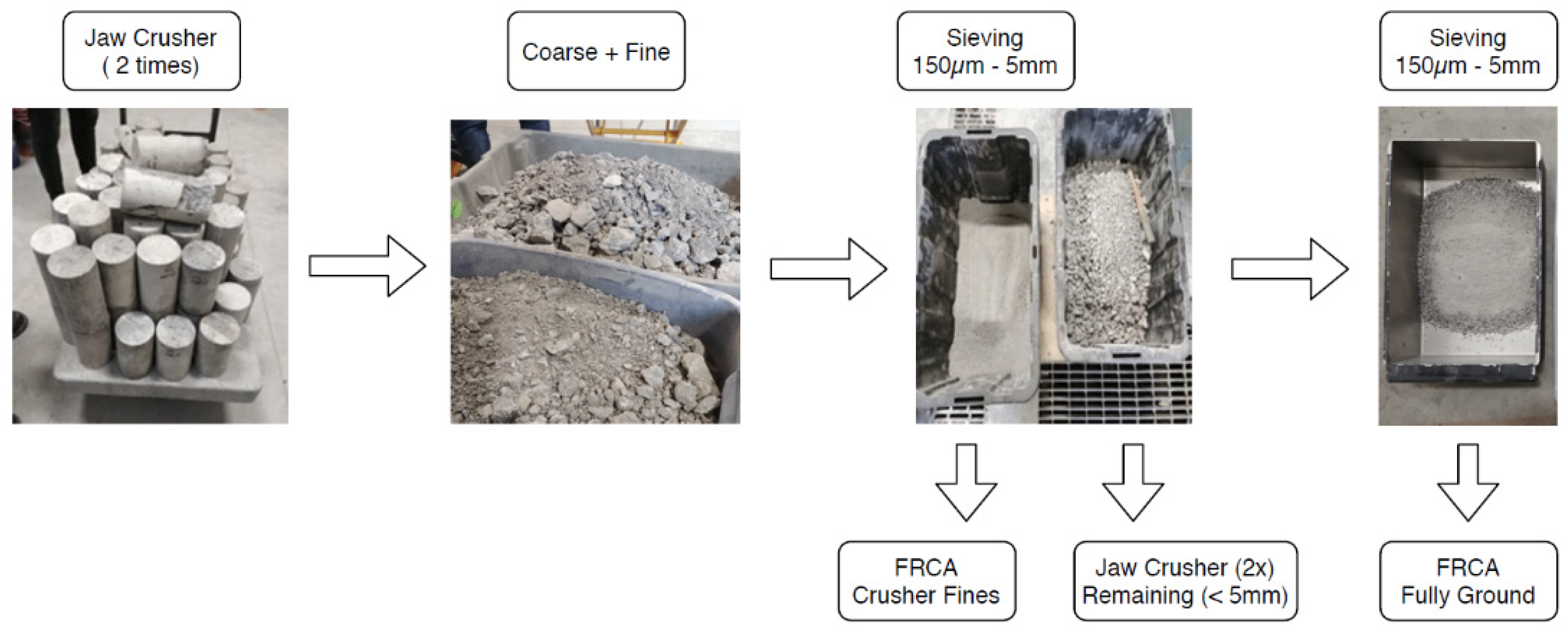
4.1. FRCA Production Process
4.2. Materials Characterization
4.2.1. FRCA
4.2.2. Binder and Filler
4.3. Concrete Manufacturing
4.3.1. Mix design Approaches (DRM, EV and PPM)
4.3.2. Concrete Mixtures Containing FRCA
4.4. Specimens’ Preparation and Testing Procedures
4.5. Assessing Performance
4.5.1. Fresh-State Behaviour
4.5.2. Hardened-State Behaviour
4.6. Microstructure Analysis
5. Experimental Results
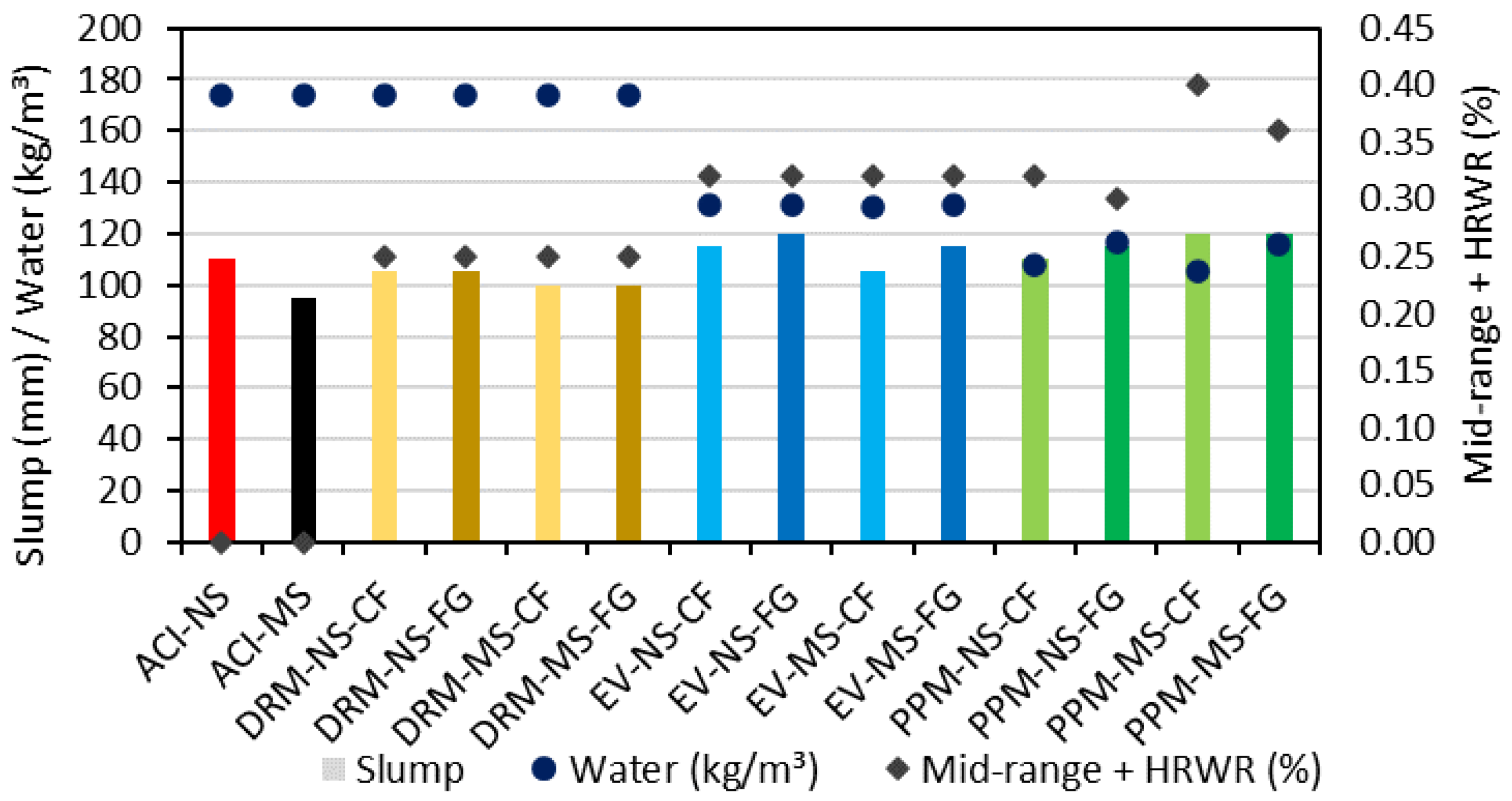
5.1. Fresh-State Behaviour
5.2. Hardened-State Behaviour
6. Analysis and Discussion
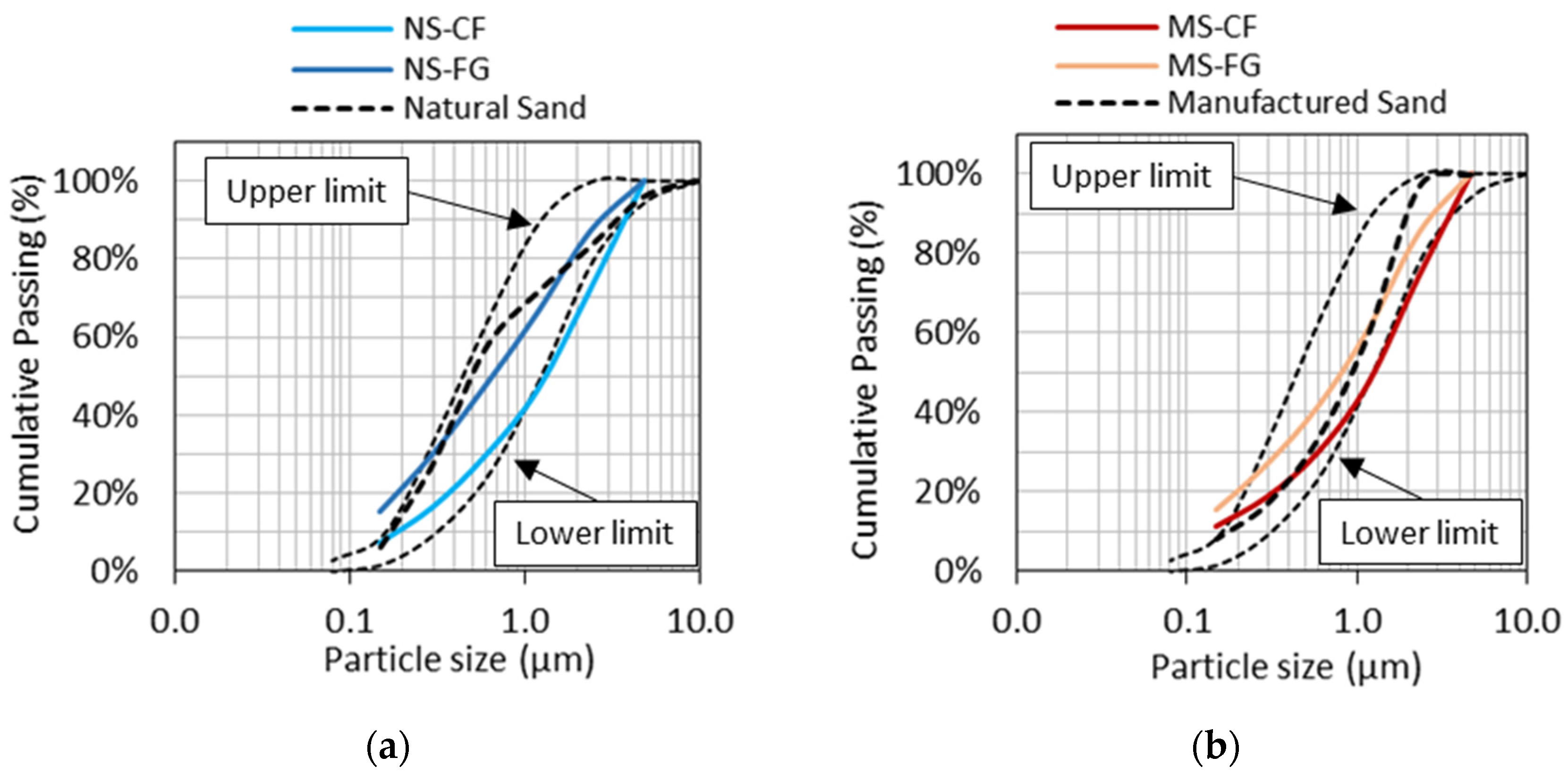
6.1. Influence of the Raw Materials and Manufacturing Process on the FRCA Features
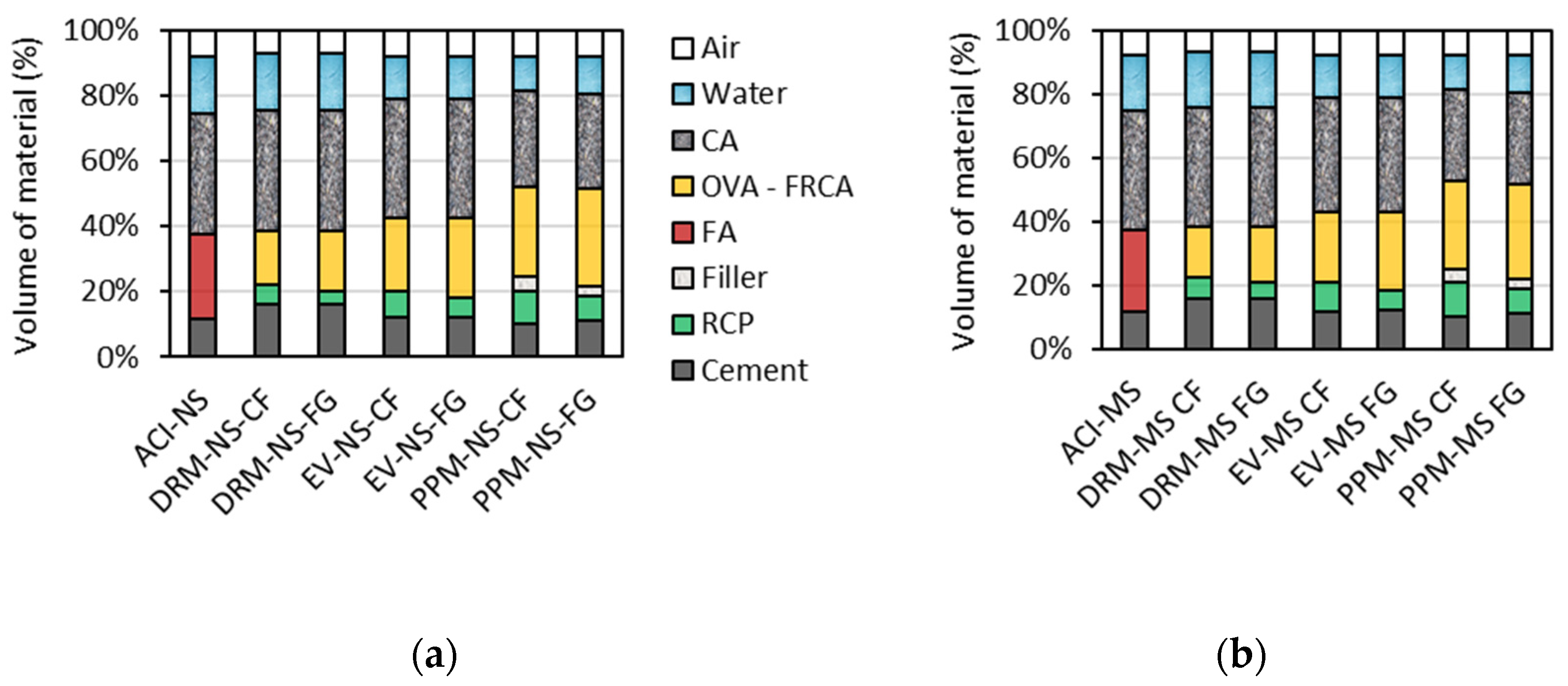
6.2. Volumetric Evaluation of Distinct Mix Design Methods to Proportion FRCA Mixtures
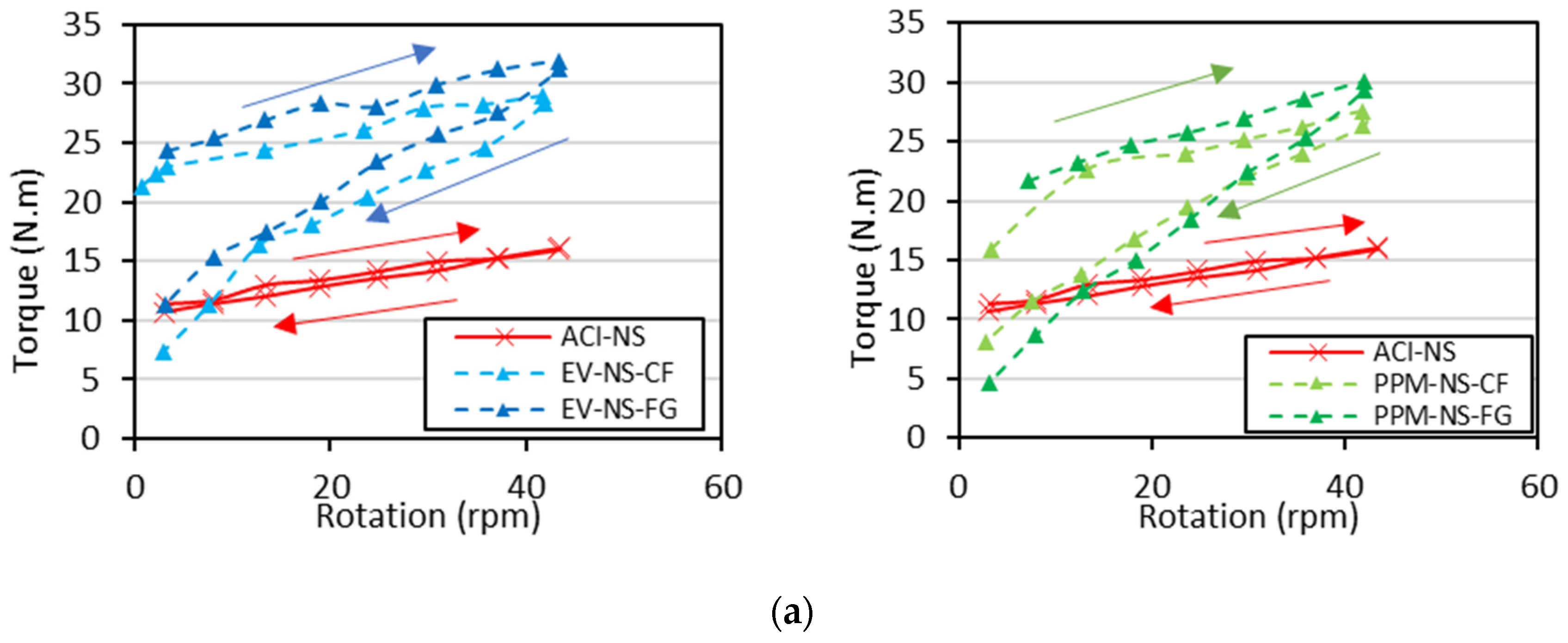
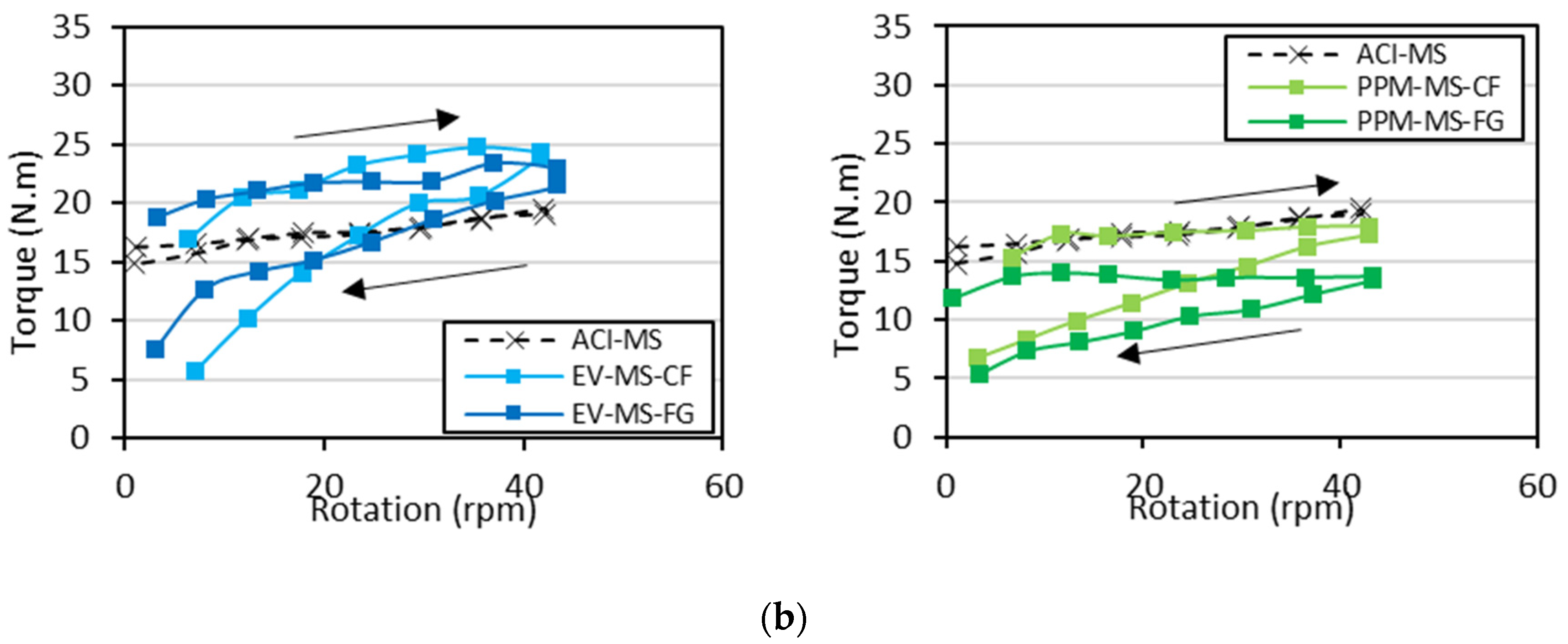
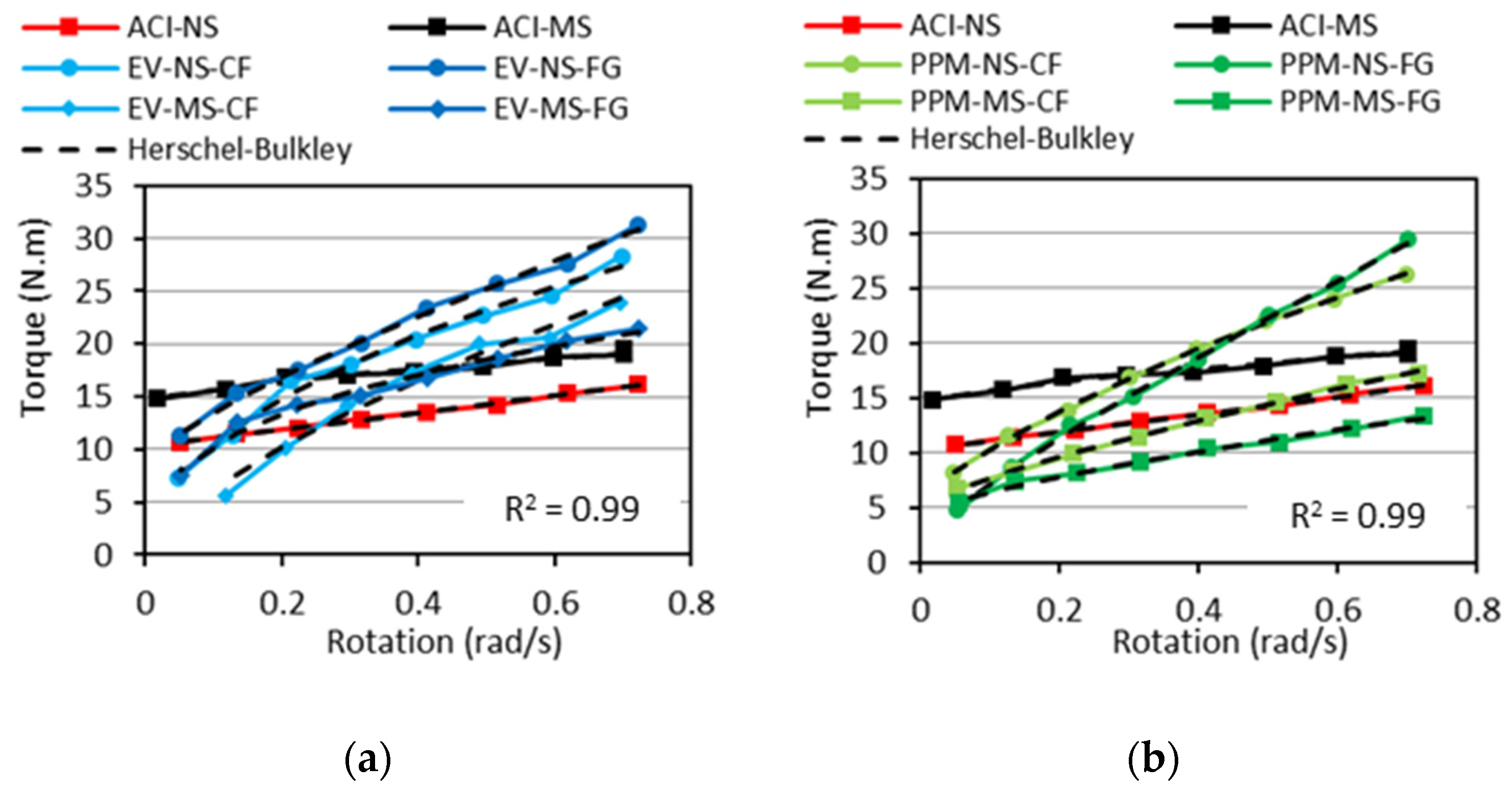
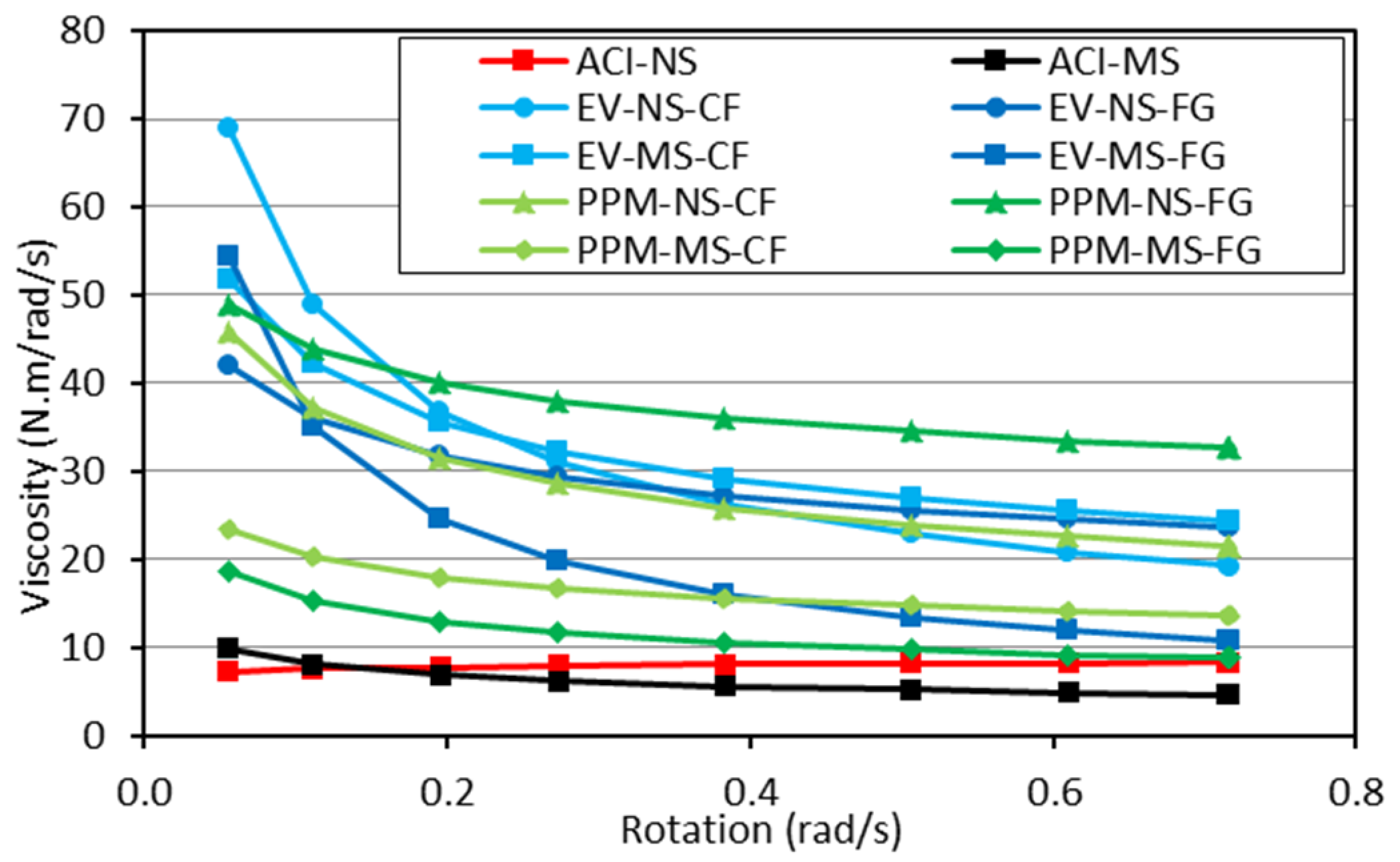
6.3. Fresh-State Behaviour
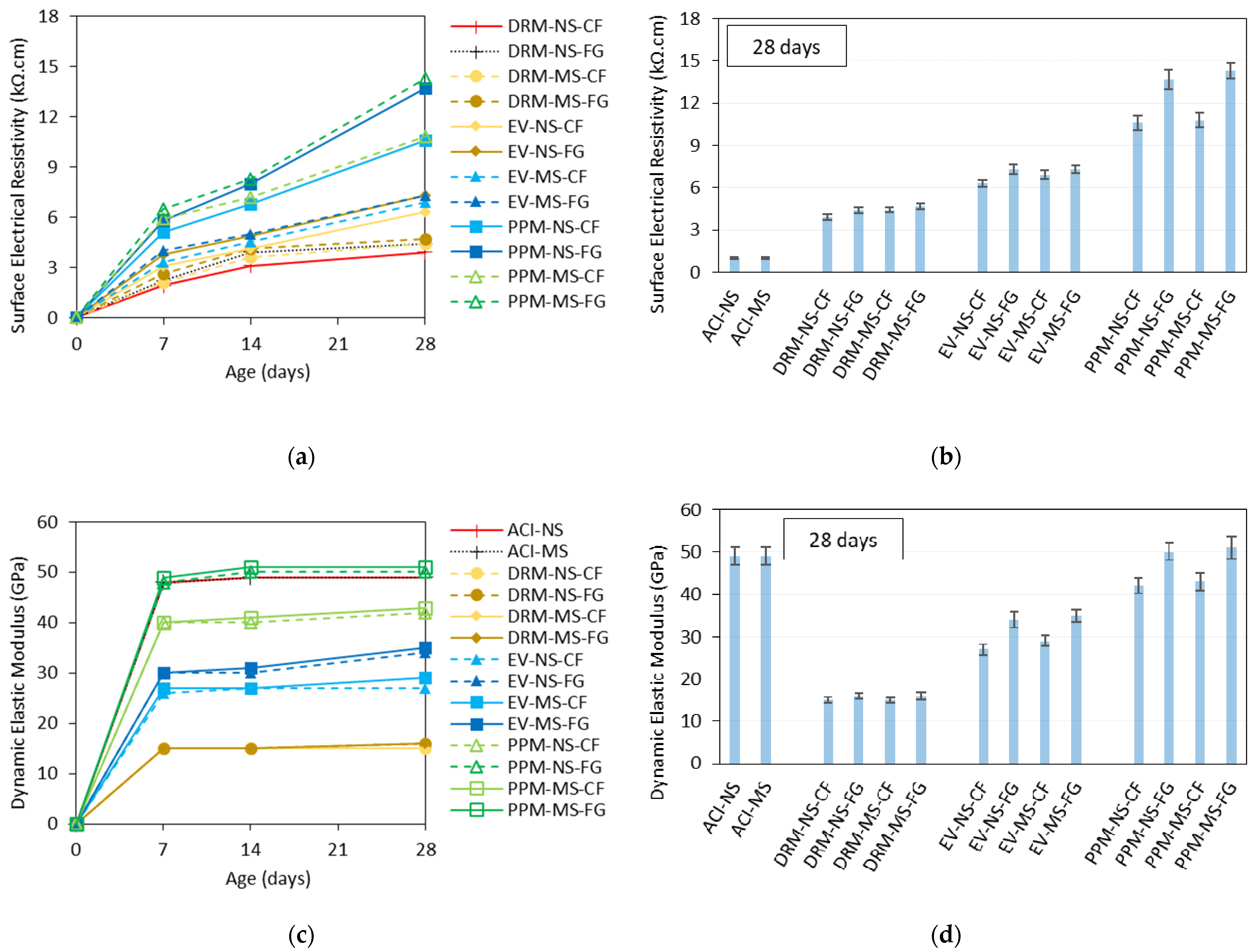
6.4. Hardened-State Behaviour
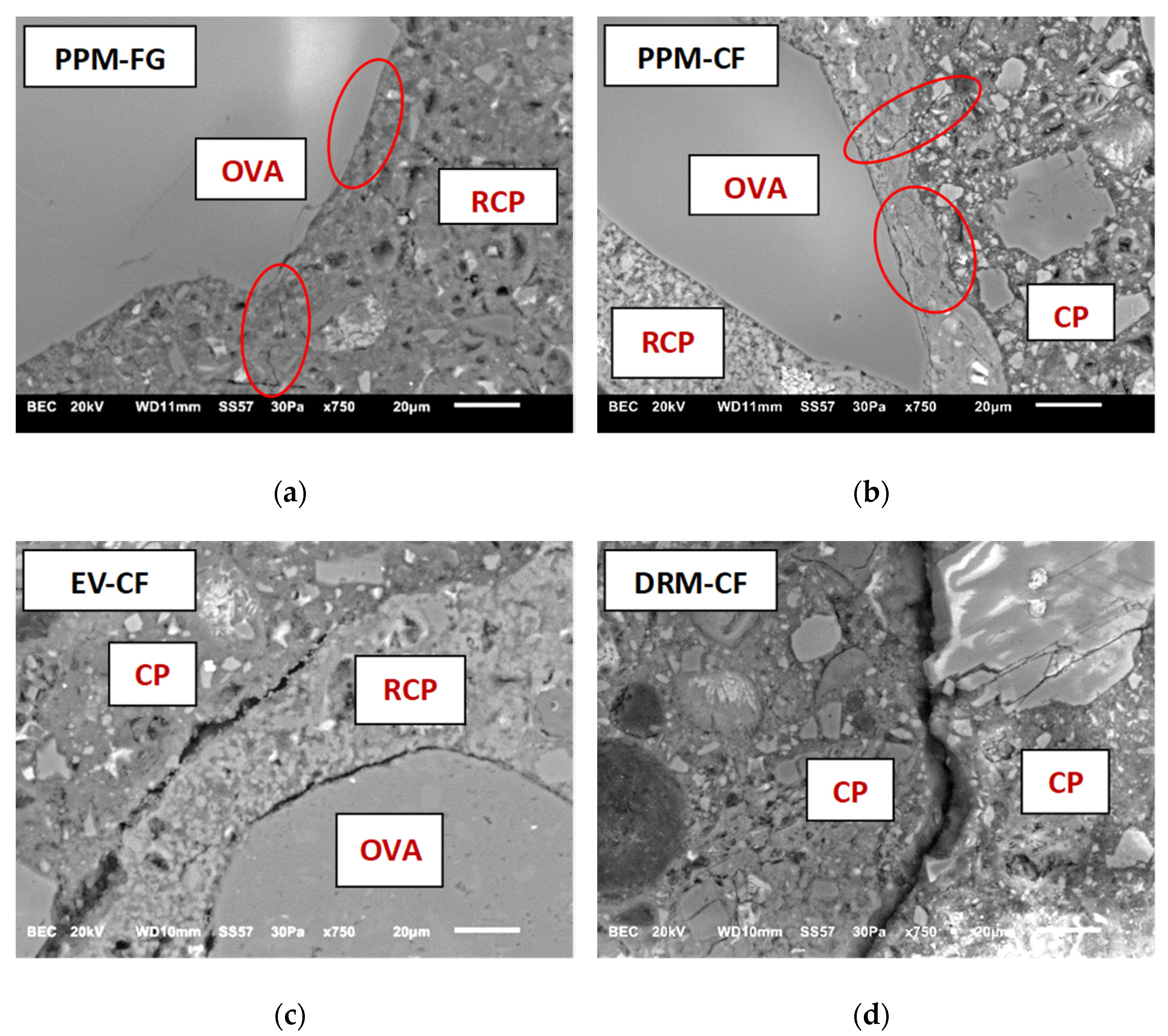
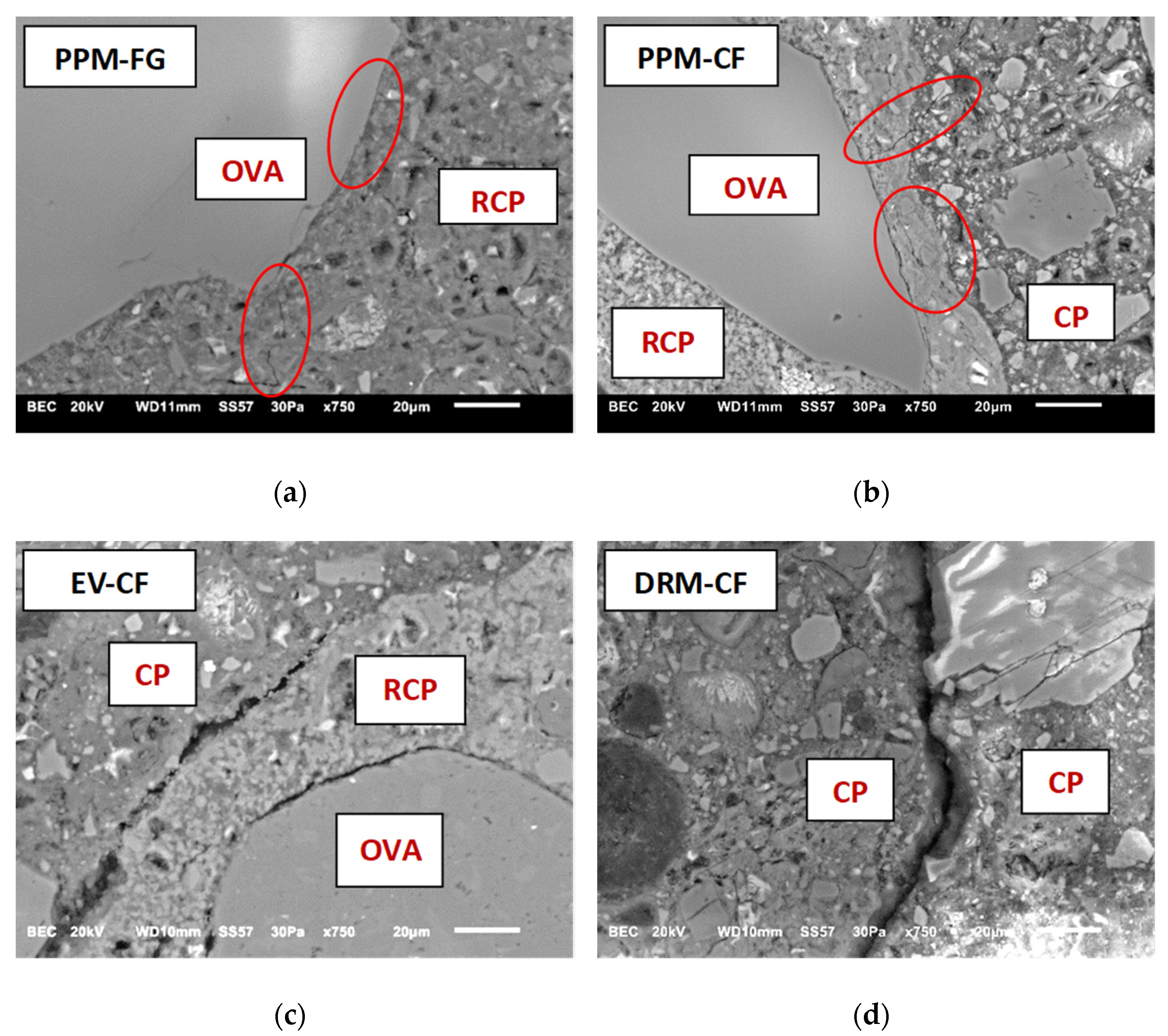
6.5. Microstructure Analysis of FRCA Mixes
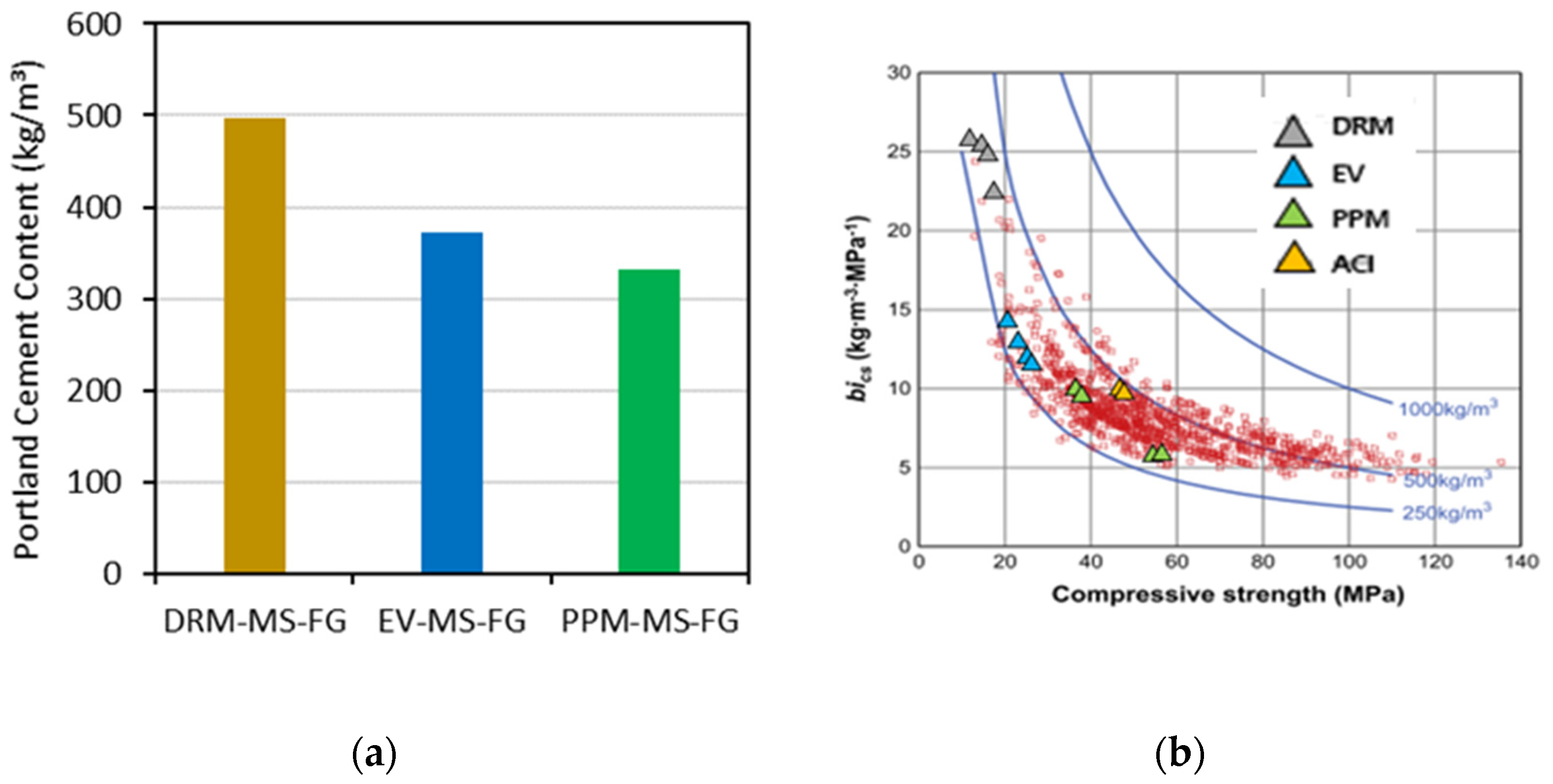
6.6. Binder Efficiency
7. Conclusions
- It is clear that the manufacturing (i.e., crushing, sieving, etc.) process influences the overall quality of the FRCA material. With only two consecutive series of crushing, the so-called CF generates recycled particles with coarser PSD, and high amounts of adhered RCP. Yet, multiple crushing series, the so-called FG, were observed to produce FRCA particles with similar PSD to natural aggregates and displayed less RCP attached to the particles due to further separation of mortar during crushing. Moreover, CF particles seem to be more rounded in shape and smoother in texture when compared to FG particles.
- The fresh-state behaviour of FRCA mixtures proportioned through both EV and PPM methods demonstrated an interesting performance, showing a shear-thinning profile (i.e., a decrease in viscosity as a function of the torque). Yet, PPM-mix-designed FRCA concrete demonstrated the best rheological variables (i.e., minimum torque required and lowest secant viscosity) among all mixtures; the latter indicates its suitability for applications under high-torque regimes such as pumping and or vibrating processes
- Interesting hardened-state properties (i.e., compressive strength and dynamic elastic modulus) were achieved using both EV and PPM techniques. However, in general, the DRM method yielded the worst mechanical performance obtained in this work. Yet, PPM-mix-designed FRCA proved to be the most promising mix design technique to proportion FRCA concrete mixes with suitable mechanical properties, binder efficiency and an enhanced microstructure (i.e., SEM analysis).
- It seems that both the aggregate types (NS vs. MS) and crushing processes (CF vs. FG) play an important role in the overall FRCA quality (i.e., RCP content, particle shape, texture, etc.) along with fresh- and hardened-state performances. Yet, the results obtained in this experimental campaign demonstrated that the mix design procedure adopted to produce FRCA concrete is even more important than the FRCA features and inner quality.
- Finally, microscopic analysis needs to be assessed considering distinct FRCA concrete mixes through the use of both EV and PPM methods in order to investigate the different failure mechanisms of FRCA concrete, especially when subjected to harsh environmental conditions. This would propose valuable remarks on the mechanical and durability-related properties of FRCA mixes against CC mixes as well as potential improvements on the EV mixes.
Author Contributions
Funding
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Meyer, C. The greening of the concrete industry. Cem. Concr. Compos. 2009, 31, 601–605. [Google Scholar] [CrossRef]
- Worrell, E.; Price, L.; Martin, N.; Hendriks, C.; Meida, L.O. Carbon dioxide emissions from the global cement industry. Annu. Rev. Energy Environ. 2001, 26, 303–329. [Google Scholar] [CrossRef]
- Pacheco, J.; de Brito, J. Recycled Aggregates Produced from Construction and Demolition Waste for Structural Concrete: Constituents, Properties and Production. Materials 2021, 14, 5748. [Google Scholar] [CrossRef]
- Corinaldesi, V.; Moriconi, G. Influence of mineral additions on the performance of 100% recycled aggregate concrete. Constr. Build. Mater. 2009, 23, 2869–2876. [Google Scholar] [CrossRef]
- Huang, B.; Wang, X.; Kua, H.; Geng, Y.; Bleischwitz, R.; Ren, J. Construction and demolition waste management in China through the 3R principle. Resour. Conserv. Recycl. 2018, 129, 36–44. [Google Scholar] [CrossRef]
- Cabrera-Covarrubias, F.G.; Gómez-Soberón, J.M.; Almaral-Sánchez, J.L.; Arredondo-Rea, S.P.; Gómez-Soberón, M.C.; Corral-Higuera, R. An Experimental Study of Mortars with Recycled Ceramic Aggregates: Deduction and Prediction of the Stress-Strain. Materials 2016, 9, 1029. [Google Scholar] [CrossRef] [PubMed]
- Mendivil-Escalante, J.M.; Gómez-Soberón, J.M.; Almaral-Sánchez, J.L.; Cabrera-Covarrubias, F.G. Metamorphosis in the Porosity of Recycled Concretes Through the Use of a Recycled Polyethylene Terephthalate (PET) Additive. Correlations between the Porous Network and Concrete Properties. Materials 2017, 10, 176. [Google Scholar] [CrossRef] [Green Version]
- Letelier, V.; Tarela, E.; Muñoz, P.; Moriconi, G. Assessment of the mechanical properties of a concrete made by reusing both: Brewery spent diatomite and recycled aggregates. Constr. Build. Mater. 2016, 114, 492–498. [Google Scholar] [CrossRef]
- Letelier, V.; Tarela, E.; Muñoz, P.; Moriconi, G. Combined effects of recycled hydrated cement and recycled aggregates on the mechanical properties of concrete. Constr. Build. Mater. 2017, 132, 365–375. [Google Scholar] [CrossRef]
- Gonzalez, V.C.L.; Moriconi, G. The influence of recycled concrete aggregates on the behavior of beam–column joints under cyclic loading. Eng. Struct. 2014, 60, 148–154. [Google Scholar] [CrossRef]
- Yunchao, T.; Zheng, C.; Wanhui, F.; Yumei, N.; Cong, L.; Jieming, C. Combined effects of nano-silica and silica fume on the mechanical behavior of recycled aggregate concrete. Nanotechnol. Rev. 2021, 10, 819–838. [Google Scholar] [CrossRef]
- Tang, Y.; Feng, W.; Chen, Z.; Nong, Y.; Guan, S.; Sun, J. Fracture behavior of a sustainable material: Recycled concrete with waste crumb rubber subjected to elevated temperatures. J. Clean. Prod. 2021, 318, 128553. [Google Scholar] [CrossRef]
- Etxeberria, M. Evaluation of Eco-Efficient Concretes Produced with Fly Ash and Uncarbonated Recycled Aggregates. Materials 2021, 14, 7499. [Google Scholar] [CrossRef] [PubMed]
- Feng, J.; Dong, C.; Chen, C.; Wang, X.; Qian, Z. Effect of Manufactured Sand with Different Quality on Chloride Penetration Resistance of High–Strength Recycled Concrete. Materials 2021, 14, 7101. [Google Scholar] [CrossRef]
- Zang, X.; Zhu, P.; Chen, C.; Yan, X.; Wang, X. Time-Dependent Shrinkage Model for Recycled Fine Aggregate Thermal Insulation Concrete. Materials 2021, 14, 5581. [Google Scholar] [CrossRef]
- Bravo, M.; Duarte, A.P.C.; De Brito, J.; Evangelista, L.; Pedro, D. On the Development of a Technical Specification for the Use of Fine Recycled Aggregates from Construction and Demolition Waste in Concrete Production. Materials 2020, 13, 4228. [Google Scholar] [CrossRef] [PubMed]
- Corinaldesi, V.; Letelier, V.; Moriconi, G. Behaviour of beam–column joints made of recycled-aggregate concrete under cyclic loading. Constr. Build. Mater. 2011, 25, 1877–1882. [Google Scholar] [CrossRef]
- Rao, A.; Jha, K.N.; Misra, S. Use of aggregates from recycled construction and demolition waste in concrete. Resour. Conserv. Recycl. 2007, 50, 71–81. [Google Scholar] [CrossRef]
- Cyr, M.; Lawrence, P.; Ringot, E. Efficiency of mineral admixtures in mortars: Quantification of the physical and chemical effects of fine admixtures in relation with compressive strength. Cem. Concr. Res. 2006, 36, 264–277. [Google Scholar] [CrossRef]
- RILEM Technical Committee. Progress of Recycling in the Built Environment. Available online: http://www.springer.com/civil+engineering/book/978-94-007-4907-8 (accessed on 17 October 2021).
- Fan, C.-C.; Huang, R.; Hwang, H.; Chao, S.-J. The Effects of Different Fine Recycled Concrete Aggregates on the Properties of Mortar. Materials 2015, 8, 2658–2672. [Google Scholar] [CrossRef] [Green Version]
- Li, L.; Zhan, B.J.; Lu, J.; Poon, C.S. Systematic evaluation of the effect of replacing river sand by different particle size ranges of fine recycled concrete aggregates (FRCA) in cement mortars. Constr. Build. Mater. 2019, 209, 147–155. [Google Scholar] [CrossRef]
- Evangelista, L.; de Brito, J. Mechanical behaviour of concrete made with fine recycled concrete aggregates. Cem. Concr. Compos. 2007, 29, 397–401. [Google Scholar] [CrossRef]
- Bouarroudj, M.E.; Remond, S.; Michel, F.; Zhao, Z.; Bulteel, D.; Courard, L. Use of a reference limestone fine aggregate to study the fresh and hard behavior of mortar made with recycled fine aggregate. Mater. Struct. 2019, 52, 18. [Google Scholar] [CrossRef] [Green Version]
- Carro-López, D.; González-Fonteboa, B.; Martínez-Abella, F.; González-Taboada, I.; De Brito, J.; Varela-Puga, F. Proportioning, fresh-state properties and rheology of self-compacting concrete with fine recycled aggregates. Hormigón y Acero 2018, 69, 213–221. [Google Scholar] [CrossRef]
- Kou, S.-C.; Poon, C.S. Properties of concrete prepared with crushed fine stone, furnace bottom ash and fine recycled aggregate as fine aggregates. Constr. Build. Mater. 2009, 23, 2877–2886. [Google Scholar] [CrossRef]
- Khatib, J.M. Properties of concrete incorporating fine recycled aggregate. Cem. Concr. Res. 2005, 35, 763–769. [Google Scholar] [CrossRef]
- Hassan, R.Y.; Faroun, G.A.; Mohammed, S.K. Mechanical properties of concrete made with coarse and fine recycled aggregates. Mater. Today Proc. 2021. [Google Scholar] [CrossRef]
- Akono, A.-T.; Chen, J.; Zhan, M.; Shah, S.P. Basic creep and fracture response of fine recycled aggregate concrete. Constr. Build. Mater. 2021, 266, 121107. [Google Scholar] [CrossRef]
- Fathifazl, G.; Abbas, A.; Razaqpur, A.G.; Isgor, O.B.; Fournier, B.; Foo, S. New Mixture Proportioning Method for Concrete Made with Coarse Recycled Concrete Aggregate. J. Mater. Civ. Eng. 2009, 21, 601–611. [Google Scholar] [CrossRef]
- Ahimoghadam, F.; Sanchez, L.F.M.; De Souza, D.J.; Andrade, G.P.; Noël, M.; Demers, A. Influence of the Recycled Concrete Aggregate Features on the Behavior of Eco-Efficient Mixtures. J. Mater. Civ. Eng. 2020, 32, 04020252. [Google Scholar] [CrossRef]
- Li, L.G.; Lin, C.J.; Chen, G.M.; Kwan, A.K.H.; Jiang, T. Effects of packing on compressive behaviour of recycled aggregate concrete. Constr. Build. Mater. 2017, 157, 757–777. [Google Scholar] [CrossRef]
- Pradhan, S.; Kumar, S.; Barai, S.V. Recycled aggregate concrete: Particle Packing Method (PPM) of mix design approach. Constr. Build. Mater. 2017, 152, 269–284. [Google Scholar] [CrossRef]
- Gómez-Soberón, J.M.V. Shrinkage of Concrete with Replacement of Aggregate with Recycled Concrete Aggregate. In SP-209: ACI Fifth Int Conf on Innovation in Design with Emphasis on Seismic, Wind and Environmental Loading, Quality Control, and Innovation in Materials/Hot Weather Concreting; Malhotra, V.M., Ed.; Universitat Politècnica De Catalunya ∙ Barcelona Tech: Barcelona, Spain, 2002; pp. 475–495. [Google Scholar]
- Topçu, I.B.; Şengel, S. Properties of concretes produced with waste concrete aggregate. Cem. Concr. Res. 2004, 34, 1307–1312. [Google Scholar] [CrossRef]
- Silva, R.V.; De Brito, J.; Dhir, R.K. Properties and composition of recycled aggregates from construction and demolition waste suitable for concrete production. Constr. Build. Mater. 2014, 65, 201–217. [Google Scholar] [CrossRef]
- Knaack, A.M.; Kurama, Y.C. Behavior of Reinforced Concrete Beams with Recycled Concrete Coarse Aggregates. J. Struct. Eng. 2015, 141, 4014009. [Google Scholar] [CrossRef]
- Van Oss, H. CEMENT (Data in Thousand Metric Tons Unless Otherwise Noted). 2013. Available online: https://prd-wret.s3-us-west-2.amazonaws.com/assets/palladium/production/atoms/files/myb1-2013-cemen.pdf (accessed on 6 July 2019).
- Jiménez, C.; Barra, M.; Josa, A.; Valls, S. LCA of recycled and conventional concretes designed using the Equivalent Mortar Volume and classic methods. Constr. Build. Mater. 2015, 84, 245–252. [Google Scholar] [CrossRef] [Green Version]
- Anike, E.E.; Saidani, M.; Ganjian, E.; Tyrer, M.; Olubanwo, A.O. Evaluation of conventional and equivalent mortar volume mix design methods for recycled aggregate concrete. Mater. Struct. 2020, 53, 22. [Google Scholar] [CrossRef]
- De Souza, D.J.; Sanchez, L.; Ahimoghadam, F.; Fathifazl, G. Comparison among Different Mix-Design Procedures for RCA Concrete. ACI Spec. Publ. 2019, 334, 99–121. Available online: https://www.concrete.org/publications/internationalconcreteabstractsportal.aspx?m=details&ID=51720255 (accessed on 2 February 2021).
- Kim, J. Properties of recycled aggregate concrete designed with equivalent mortar volume mix design. Constr. Build. Mater. 2021, 301, 124091. [Google Scholar] [CrossRef]
- Bizinotto, M.B.; Faleschini, F.; Fernández, C.G.J.; Hernández, D.F.A. Effects of chemical admixtures on the rheology of fresh recycled aggregate concretes. Constr. Build. Mater. 2017, 151, 353–362. [Google Scholar] [CrossRef]
- Hayles, M.; Sanchez, L.F.M.; Noël, M. Eco-efficient low cement recycled concrete aggregate mixtures for structural applications. Constr. Build. Mater. 2018, 169, 724–732. [Google Scholar] [CrossRef]
- Ahimoghadam, F. Effect of the Source of Recycled Concrete Aggregate (RCA) on the Behaviour of New Recycled Concrete Mixtures. Master’s Thesis, University of Ottawa, Ottawa, ON, Canada, 2019. [Google Scholar]
- Sunayana, S.; Barai, S.V. Recycled aggregate concrete incorporating fly ash: Comparative study on particle packing and conventional method. Constr. Build. Mater. 2017, 156, 376–386. [Google Scholar] [CrossRef]
- Dinger, D.R.; Funk, J.E. Particle-Packing Phenomena and Their Application in Materials Processing. MRS Bull. 1997, 22, 19–23. [Google Scholar] [CrossRef]
- Fennis, S.A.A.M.; Walraven, J.C. Using particle packing technology for sustainable concrete mixture design. Heron 2012, 57, 73–102. [Google Scholar]
- Koutný, O.; Kratochvíl, J.; Švec, J.; Bednárek, J. Modelling of Packing Density for Particle Composites Design. Procedia Eng. 2016, 151, 198–205. [Google Scholar] [CrossRef] [Green Version]
- Mangulkar, M.N.; Jamkar, S.S. Review of particle packing theories used for concrete mix proportioning. Int. J. Sci. Eng. Res. 2013, 4, 143–148. [Google Scholar]
- Vogt, C. Ultrafine Particles in Concrete Influence of Ultrafine Particles on Concrete Properties and Application to concrete Mix Design. Ph.D. Thesis, KTH, Stockholm, Sweden, 2010. [Google Scholar]
- de Grazia, M.T.; Sanchez, L.F.M.; Romano, R.C.O.; Pileggi, R.G. Investigation of the use of continuous particle packing models (PPMs) on the fresh and hardened properties of low-cement concrete (LCC) systems. Constr. Build. Mater. 2019, 195, 524–536. [Google Scholar] [CrossRef]
- Amario, M.; Rangel, C.S.; Pepe, M.; Filho, R.D.T. Optimization of normal and high strength recycled aggregate concrete mixtures by using packing model. Cem. Concr. Compos. 2017, 84, 83–92. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, Z.; Gao, Q.; Liu, C. A new mixture design methodology based on the Packing Density Theory for high performance concrete in bridge engineering. Constr. Build. Mater. 2018, 182, 80–93. [Google Scholar] [CrossRef]
- CSA A23.1-14/A23.2-14. Concrete Materials and Methods of Concrete Construction/Methods of Test and Standard Practices for Concrete. 2014. Available online: https://www.scc.ca/en/standardsdb/standards/28327 (accessed on 17 October 2021).
- ASTM C1084. Standard Test Method for Portland-Cement Content of Hardened Hydraulic-Cement. Available online: https://www.astm.org/c1084-19.html (accessed on 17 October 2021).
- ASTM C114-18. Standard Test Methods for Chemical Analysis of Hydraulic Cement. Available online: https://standards.globalspec.com/std/4472896/astm-c114-18 (accessed on 17 October 2021).
- Rodrigues, F.; Evangelista, L.; De Brito, J. A new method to determine the density and water absorption of fine recycled aggregates. Mater. Res. 2013, 16, 1045–1051. [Google Scholar] [CrossRef] [Green Version]
- Taylor, H.F.W. Cement Chemistry, 2nd ed.; Thomas Telford Publishing: London, UK, 1997; pp. 271–272. [Google Scholar]
- CSA A23.1:19/CSA A23.2:19. Concrete Materials and Methods of Concrete Construction/Test Methods and Standard Practices for Concrete. 2019. Available online: https://civilnode.com/download-standard/10644237618004/csa-a23119a23219-concrete-materials-and-methods-of-concrete-constructiontest-methods-and-standard-practices-for-concrete (accessed on 17 October 2021).
- Ferreira, L.; de Brito, J.; Barra, M. Influence of the pre-saturation of recycled coarse concrete aggregates on concrete properties. Mag. Concr. Res. 2011, 63, 617–627. [Google Scholar] [CrossRef]
- Cartuxo, F.; de Brito, J.; Evangelista, L.; Jiménez, J.; Ledesma, E. Rheological behaviour of concrete made with fine recycled concrete aggregates—Influence of the superplasticizer. Constr. Build. Mater. 2015, 89, 36–47. [Google Scholar] [CrossRef]
- C09 Committee Standard Test Method for Bulk Electrical Resistivity or Bulk Conductivity of Concrete. ASTM Int. 2019, 1–5. [CrossRef]
- ASTM C 597-02. Standard Test Method for Pulse Velocity through Concrete. Available online: https://afzir.com/knowledge/wp-content/uploads/2018/02/ASTM-C-597.pdf (accessed on 17 October 2021).
- Roussela, N.; Coussot, P. “Fifty-cent rheometer” for yield stress measurements: From slump to spreading flow. J. Rheol. 2005, 49, 705–718. [Google Scholar] [CrossRef]
- Bao, K.; Lavrov, A.; Nilsen, H.M. Numerical modeling of non-Newtonian fluid flow in fractures and porous media. Comput. Geosci. 2017, 21, 1313–1324. [Google Scholar] [CrossRef]
- Ferraris, C.F.; Billberg, P.; Ferron, R.; Feys, D.; Hu, J.; Kawashima, S.; Koehler, E. Role of Rheology in Achieving Successful Concrete Performance. Concr. Int. 2017, 39, 43–51. [Google Scholar]
- Singh, R.B.; Singh, B. Rheological behaviour of different grades of self-compacting concrete containing recycled aggregates. Constr. Build. Mater. 2018, 161, 354–364. [Google Scholar] [CrossRef]
- Yousuf, S.; Sanchez, L.; Shammeh, S. The use of particle packing models (PPMs) to design structural low cement concrete as an alternative for construction industry. J. Build. Eng. 2019, 25, 100815. [Google Scholar] [CrossRef]
- Djerbi, A. Effect of recycled coarse aggregate on the new interfacial transition zone concrete. Constr. Build. Mater. 2018, 190, 1023–1033. [Google Scholar] [CrossRef]
- Poon, C.; Shui, Z.; Lam, L. Effect of microstructure of ITZ on compressive strength of concrete prepared with recycled aggregates. Constr. Build. Mater. 2004, 18, 461–468. [Google Scholar] [CrossRef]
- Otsuki, N.; Miyazato, S.-I.; Yodsudjai, W. Influence of Recycled Aggregate on Interfacial Transition Zone, Strength, Chloride Penetration and Carbonation of Concrete. J. Mater. Civ. Eng. 2003, 15, 443–451. [Google Scholar] [CrossRef]
- Dobiszewska, M.; Schindler, A.K.; Pichór, W. Mechanical properties and interfacial transition zone microstructure of concrete with waste basalt powder addition. Constr. Build. Mater. 2018, 177, 222–229. [Google Scholar] [CrossRef]
- Wu, K.; Shi, H.; Xu, L.; Ye, G.; De Schutter, G. Microstructural characterization of ITZ in blended cement concretes and its relation to transport properties. Cem. Concr. Res. 2016, 79, 243–256. [Google Scholar] [CrossRef]
- Mohammed, M.; Dawson, A.; Thom, N.H. Macro/micro-pore structure characteristics and the chloride penetration of self-compacting concrete incorporating different types of filler and mineral admixture. Constr. Build. Mater. 2014, 72, 83–93. [Google Scholar] [CrossRef]
- Maimouni, H.; Remond, S.; Huchet, F.; Richard, P.; Thiery, V.; Descantes, Y. Quantitative assessment of the saturation degree of model fine recycled concrete aggregates immersed in a filler or cement paste. Constr. Build. Mater. 2018, 175, 496–507. [Google Scholar] [CrossRef]
- Damineli, B.L.; Kemeid, F.M.; Aguiar, P.S.; John, V.M. Measuring the eco-efficiency of cement use. Cem. Concr. Compos. 2010, 32, 555–562. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ACI-NS | Type | Mass (kg/m3) |
|---|---|---|
| Cement | GU | 370 |
| Fine aggregate | Natural sand | 898 |
| Coarse aggregate | Limestone | 1032 |
| Water | - | 174 |
| ACI-MS | Mass (kg/m3) | |
| Cement | GU | 370 |
| Fine aggregate (MS) | Manufactured sand | 934 |
| Coarse aggregate | Limestone | 1032 |
| Water | - | 174 |
| Physical Property | FRCA-NS-CF | FRCA-NS-FG | NS | FRCA-MS-CF | FRCA-MS-FG | MS |
|---|---|---|---|---|---|---|
| RCP content (wt.%) | 15.5 | 11.5 | - | 16.8 | 11.4 | - |
| Saturated surface-dry specific gravity (kg/L) | 2.47 | 2.56 | 2.70 | 2.51 | 2.58 | 2.76 |
| Oven-dry specific gravity (kg/L) | 2.29 | 2.41 | 2.67 | 2.33 | 2.44 | 2.74 |
| Water absorption (%) | 7.87 | 6.38 | 0.86 | 7.76 | 6.16 | 0.65 |
| Chemical Composition | Filler | Cement | Mineralogical Phases | ||
|---|---|---|---|---|---|
| CaO | 52.28 | 61.4 | C3S | 52.9 | |
| SiO2 | 4.09 | 18.9 | C2S | 14.3 | |
| Al2O3 | 0.23 | 4.9 | C3A | 6.7 | |
| Fe2O3 | 0.15 | 3.7 | C4AF | 11.3 | |
| MgO | 1.69 | 2.3 | Physical Properties | Cement | Filler |
| K2O | 0.07 | 0.9 | |||
| Na2O | 0.04 | 0.3 | Specific Gravity (g/cm3) | 3.03 | 1.00 |
| SO3 | - | 5.3 | |||
| LOI | 41.3 | 2.1 | SSA (m2/g) | 2.60 | 3.70 |
| Mixture | Cement b (kg/m3) | FRCA (kg/m3) | Natural FA (kg/m3) | Natural CA (kg/m3) | Filler (kg/m3) | Water (kg/m3) | Mid-Range + HRWR a (%) |
|---|---|---|---|---|---|---|---|
| ACI-NS | 370 | - | 685 | 1032 | - | 174 | - |
| ACI-MS | 370 | - | 704 | 1032 | - | 174 | - |
| DRM-NS-CF | 497 | 524 | 1032 | - | 174 | 0.25 | |
| DRM-NS-FG | 497 | 546 | 1032 | - | 174 | 0.25 | |
| DRM-MS-CF | 497 | 533 | 1032 | - | 174 | 0.25 | |
| DRM-MS-FG | 497 | 551 | 1032 | - | 174 | 0.25 | |
| EV-NS-CF | 373 | 714 | - | 1005 | - | 131 | 0.32 |
| EV-NS-FG | 373 | 740 | - | 1014 | - | 131 | 0.32 |
| EV-MS-CF | 373 | 732 | - | 1004 | - | 131 | 0.32 |
| EV-MS-FG | 373 | 752 | - | 1006 | - | 131 | 0.32 |
| PPM-NS-CF | 308 | 879 | - | 806 | 108 | 108 | 0.32 |
| PPM-NS-FG | 333 | 907 | - | 797 | 83 | 117 | 0.30 |
| PPM-MS-CF | 299 | 898 | - | 809 | 118 | 105 | 0.40 |
| PPM-MS-FG | 332 | 915 | - | 798 | 84 | 116 | 0.36 |
| Mixture | ACI-NS | EV-NS-CF | EV-NS-FG | PPM-NS-CF | PPM-NS-FG |
|---|---|---|---|---|---|
| Minimum torque (N.m) | 10.70 | 7.33 | 11.33 | 8.17 | 4.74 |
| Secant viscosity (N.m/rad/s) | 8.05 | 32.28 | 29.73 | 27.90 | 38.10 |
| Hysteresis area (N.m.rad/s) | 0.59 | 5.39 | 4.98 | 3.63 | 5.00 |
| Mixture | ACI-MS | EV-MS-CF | EV-MS-FG | PPM-MS-CF | PPM-MS-FG |
| Minimum torque (N.m) | 14.81 | 10.12 | 7.48 | 6.75 | 5.45 |
| Secant viscosity (N.m/rad/s) | 6.15 | 31.67 | 20.83 | 15.88 | 11.91 |
| Hysteresis area (N.m.rad/s) | 0.36 | 4.66 | 4.09 | 3.09 | 3.19 |
| Mixture | Minimum Torque—Experimental (N∙m) | τ0 (N∙m) | KHB (N∙m/rad/s) | n |
|---|---|---|---|---|
| ACI-NS | 10.7 | 10.4 | 8.0 | 1.05 |
| ACI-MS | 14.8 | 14.5 | 6.0 | 0.71 |
| EV-NS-CF | 7.3 | 0.2 | 32.5 | 0.50 |
| EV-NS-FG | 11.3 | 8.8 | 28.3 | 0.78 |
| EV-MS-CF | 10.1 | 0.1 | 31.2 | 0.70 |
| EV-MS-FG | 7.5 | 0.1 | 23.8 | 0.37 |
| PPM-NS-CF | 8.2 | 4.9 | 27.7 | 0.71 |
| PPM-NS-FG | 4.7 | 1.8 | 36.8 | 0.84 |
| PPM-MS-CF | 6.7 | 5.1 | 16.2 | 0.79 |
| PPM-MS-FG | 5.5 | 4.2 | 11.3 | 0.70 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
De Souza, D.J.; de Grazia, M.T.; Macedo, H.F.; Sanchez, L.F.M.; de Andrade, G.P.; Naboka, O.; Fathifazl, G.; Nkinamubanzi, P.-C. Influence of the Mix Proportion and Aggregate Features on the Performance of Eco-Efficient Fine Recycled Concrete Aggregate Mixtures. Materials 2022, 15, 1355. https://doi.org/10.3390/ma15041355
De Souza DJ, de Grazia MT, Macedo HF, Sanchez LFM, de Andrade GP, Naboka O, Fathifazl G, Nkinamubanzi P-C. Influence of the Mix Proportion and Aggregate Features on the Performance of Eco-Efficient Fine Recycled Concrete Aggregate Mixtures. Materials. 2022; 15(4):1355. https://doi.org/10.3390/ma15041355
Chicago/Turabian StyleDe Souza, Diego Jesus, Mayra T. de Grazia, Hian F. Macedo, Leandro F. M. Sanchez, Gabriella P. de Andrade, Olga Naboka, Gholamreza Fathifazl, and Pierre-Claver Nkinamubanzi. 2022. "Influence of the Mix Proportion and Aggregate Features on the Performance of Eco-Efficient Fine Recycled Concrete Aggregate Mixtures" Materials 15, no. 4: 1355. https://doi.org/10.3390/ma15041355
APA StyleDe Souza, D. J., de Grazia, M. T., Macedo, H. F., Sanchez, L. F. M., de Andrade, G. P., Naboka, O., Fathifazl, G., & Nkinamubanzi, P.-C. (2022). Influence of the Mix Proportion and Aggregate Features on the Performance of Eco-Efficient Fine Recycled Concrete Aggregate Mixtures. Materials, 15(4), 1355. https://doi.org/10.3390/ma15041355