
Quality Evaluation of Selected Organic Coatings Used on Roofing Sheets


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- The investigated coatings of widely used roofing sheets differ in structure and scratch resistance, so sheet coatings should show an appropriate minimum resistance.
- The instrumental technique proved to be correct to evaluate scratch resistance in roofing sheet coatings. The scratch resistance of roofing sheet coatings can be evaluated from the LC3 parameter only. However, the values of LC3 for the tested roofing sheet coatings do not differ significantly. Despite the fact that the properties of the coatings determined in the indentation test were significantly different, the instrumental technique should be applied because it gives many more opportunities to evaluate coating properties that result in qualitative features.
- Given the above, it should be claimed that the research presented in this paper satisfies the needs of technological and operational quality evaluation. The approach of quantitative and qualitative evaluation due to the selected operational exposure, or behavior under concentrated load, is applicative and relatively informative about the mechanical resistance and adhesion to the substrate showed by the investigated coatings, and such findings can provide a basis for the comparison of properties behind coating quality.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kiliński, A. Jakość; Wydawnictwa Naukowo-Techniczne: Warszawa, Poland, 1979. [Google Scholar]
- Kiliński, A. Przemysłowe Procesy Realizacji: Podstawy Teorii; Wydawnictwa Naukowo-Techniczne: Warszawa, Poland, 1976. [Google Scholar]
- Przystupa, K. The methods analysis of hazards and product defects in food processing. Czech J. Food Sci. 2019, 37, 44–50. [Google Scholar] [CrossRef]
- Kozieł, J.; Przystupa, K. Using the FTA method to analyze the quality of an uninterruptible power supply unitreparation UPS. Prz. Elektrotech. 2019, 95, 37–40. [Google Scholar] [CrossRef] [Green Version]
- Moczarski, M. Ocenianie jakości projektów rozwiązań konstrukcyjnych, technologicznych i organizacyjnych w dziedzinie obsługiwania pojazdów szynowych. Probl. Kolejnictwa 2010, z. 151, 101–115. [Google Scholar]
- Przystupa, K. Selected methods for improving power reliability. Prz. Elektrotech. 2018, 94, 270–273. [Google Scholar] [CrossRef]
- Napiórkowski, J.; Drożyner, P.; Mikołajczak, P.; Rychlik, A.; Szczyglak, P.; Ligier, K. Podstawy budowy i eksploatacji pojazdów i maszyn; Uniwersytet Warmińsko-Mazurski w Olsztynie: Olsztyn, Poland, 2013; pp. 310–318. [Google Scholar]
- Pieniak, D.; Walczak, A.; Niewczas, A.M.; Przystupa, K. The effect of thermocycling on surface layer properties of light cured polymer matrix ceramic composites (PMCCs) used in sliding friction pair. Materials 2019, 12, 2776. [Google Scholar] [CrossRef] [Green Version]
- Jones, F.N.; Nichols, M.E.; Pappas, S.P. Organic Coatings: Science and Technology; John Wiley & Sons: Hoboken, NJ, USA, 2017. [Google Scholar]
- Song, W.; Beshley, M.; Przystupa, K.; Beshley, H.; Kochan, O.; Pryslupskyi, A.; Su, J. A software deep packet inspection system for network traffic analysis and anomaly detection. Sensors 2020, 20, 1637. [Google Scholar] [CrossRef] [Green Version]
- Warszyński, M. Niezawodność w Obliczeniach Konstrukcyjnych; Państwowe Wydawnictwo Naukowe: Warszawa, Poland, 1988. [Google Scholar]
- Sobhani, H.; Khorasani, M.M. Optimization of scratch resistance and mechanical properties in wollastonite-reinforced polypropylene copolymers. Polym. Adv. Technol. 2016, 27, 765–773. [Google Scholar] [CrossRef]
- Browning, R.L.; Jiang, H.; Sue, H.J. Scratch behavior of polymeric materials. In Tribology and Interface Engineering Series; Elsevier: Amsterdam, The Netherlands, 2008; Volume 55, pp. 354–373. [Google Scholar]
- Available online: https://sheffieldmetals.com/learning-center/metal-roofing-problems/ (accessed on 14 December 2021).
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- PN-EN ISO 1518:2000 Farby i lakiery—Próba zarysowania. Available online: https://www.pkn.pl/.
- Beegan, D.; Chowdhury, S.; Laugier, M.T. Comparison between nanoindentation and scratch test hardness (scratch hardness) values of copper thin films on oxidised silicon substrates. Surf. Coat. Technol. 2007, 201, 5804–5808. [Google Scholar] [CrossRef]
- Sotres, J.; Barrantes, A.; Arnebrant, T. Friction force spectroscopy as a tool to study the strength and lateral diffusion of protein layers. Langmuir 2011, 27, 9439–9448. [Google Scholar] [CrossRef]
- Available online: https://projects.arcelormittal.com/repository/Projects%20CIS/Distribution%20and%20Solar/E30_Steels%20with%20galfan%20zinc-aluminium%20coating_brochure_EN.pdf (accessed on 16 December 2021).
- Available online: https://industry.arcelormittal.com/industry/repository/fce/Brochures/Magnelis (accessed on 8 November 2021).
- PN-EN ISO 4287:1999 Specyfikacje Geometrii Wyrobów—Struktura Geometryczna Powierzchni: Metoda Profilowa—Terminy, Definicje i Parametry Struktury Geometrycznej Powierzchni. Available online: https://www.pkn.pl/.
- Oliver, W.; Pharr, G.M.J. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J. Mater. Res. 2004, 19, 1564–1583. [Google Scholar] [CrossRef]
- Hardiman, M.; Vaughan, T.J.; McCarthy, C.T. The effects of pile-up, viscoelasticity and hydrostatic stress on polymer matrix nanoindentation. Polym. Test. 2016, 52, 157–166. [Google Scholar] [CrossRef] [Green Version]
- Sneddon, I.N. The relation between load and penetration in the axisymmetric Boussinesq problem for a punch of arbitrary profile. Int. J. Eng. Sci. 1965, 3, 47–57. [Google Scholar] [CrossRef]
- Hermann, A.; Giljean, S.; Pac, M.-J.; Marsiquet, C.; Beaufils-Marquet, M.; Burr, D.; Landry, V. Understanding indentation, scratch and wear behavior of UV-cured wood finishing products, Progress in Organic Coatings. Prog. Org. Coat. 2021, 161, 106504. [Google Scholar] [CrossRef]
- Grzesik, W. Wpływ topografii powierzchni na właściwości eksploatacyjne części maszyn. Mechanik 2015, 88. [Google Scholar] [CrossRef] [Green Version]
- Leach, R. (Ed.) Characterisation of Areal Surface Texture; Springer Science & Business Media: Berlin, Germany, 2013. [Google Scholar]
- Grzesik, W. Wpływ obróbki sekwencyjnej na topografię powierzchni stali utwardzonej. Mechanik 2014, 87, 350–365. [Google Scholar]
- Wieleba, W. Bezobsługowe Łożyska Ślizgowe z Polimerów Termoplastycznych; Oficyna Wydawnicza Politechniki Wrocławskiej: Wrocław, Poland, 2013. [Google Scholar]
- Bucaille, J.L.; Felder, E.; Hochstetter, G. Mechanical analysis of the scratch test on elastic and perfectly plastic materials with the three-dimensional finite element modeling. Wear 2001, 249, 422–432. [Google Scholar] [CrossRef]
- Briscoe, B.J.; Pelillo, E.; Sinha, S.K. Scratch hardness and deformation maps for polycarbonate and polyethylene. Polym. Eng. Sci. 1996, 36, 2996–3005. [Google Scholar] [CrossRef]
- Rajesh, J.J.; Bijwe, J. Investigations on scratch behaviour of various polyamides. Wear 2005, 259, 661–668. [Google Scholar] [CrossRef]
- Kuiry, S. Advanced Scratch Testing for Evaluation of Coatings; Bruker Nano Surfaces Division Tribology and Mechanical Testing: Berlin, Germany, 2012; p. 1717. [Google Scholar]
- Streitberger, H.J.; Dossel, K.F. Automotive Paints and Coatings; WILEY-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2008; ISBN 978-3-527-30971-9. [Google Scholar]
- Ulbrich, D.; Kowalczyk, J.; Stachowiak, A.; Sawczuk, W.; Selech, J. The Influence of Surface Preparation of the Steel during the Renovation of the Car Body on Its Corrosion Resistance. Coatings 2021, 11, 384. [Google Scholar] [CrossRef]
- Ulbrich, D.; Kowalczyk, J.; Jósko, M.; Sawczuk, W.; Chudyk, P. Assessment of Selected Properties of Varnish Coating of Motor Vehicles. Coatings 2021, 11, 1320. [Google Scholar] [CrossRef]
- Kuczmaszewski, J. Fundamentals of Metal–Metal Adhesive Joint Design; Lublin University of Technology: Lublin, Poland, 2006. [Google Scholar]
- Antunes, P.V.; Ramahlo, A.; Carrihlo, E.V.P. Mechanical and wear behaviours of nano and microfilled polymeric composite: Effect of filler fraction and size. Mater. Des. 2014, 61, 50–60. [Google Scholar] [CrossRef]
- Fryska, S.; Giza, P.; Baranowska, J. Mechanical properties of the carbon-stabilized austenite coatings. Inż. Mater. 2015, 6, 396–400. [Google Scholar]
- Gonzalez-Martinez, J.F.; Kakar, E.; Erkselius, S.; Rehnberg, N.; Sotres, J. The role of cross-linking in the scratch resistance of organic coatings: An investigation using atomic force microscopy. Wear 2019, 418, 151–159. [Google Scholar] [CrossRef]
- Zubielewicz, M.; Slusarczyk, A.; Kaminska-Bach, G.; Krolikowska, A.; Komorowski, L. Protective properties of coating systems in natural and laboratory corrosion environments. Ochr. Przed Koroz. 2016, 59, 319–324. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Quantity | Statistical Parameter | White Coating | Black Coating |
|---|---|---|---|
| HIT (O&P) [MPa] | Mean | 60.409 | 14.019 |
| Std. Dev. | 22.7 | 8.982 | |
| N | 5 | 6 | |
| HVIT (O&P) [Vickers] | Mean | 12.029 | 1.298 |
| Std. Dev. | 4.651 | 0.832 | |
| N | 5 | 6 | |
| EIT (O&P) [MPa] | Mean | 23.336 | 69.761 |
| Std. Dev. | 8.332 | 178.840 | |
| N | 5 | 6 | |
| E* (O&P) [MPa] | Mean | 26.594 | 535.340 |
| Std. Dev. | 11.291 | 231.27 | |
| N | 5 | 6 |
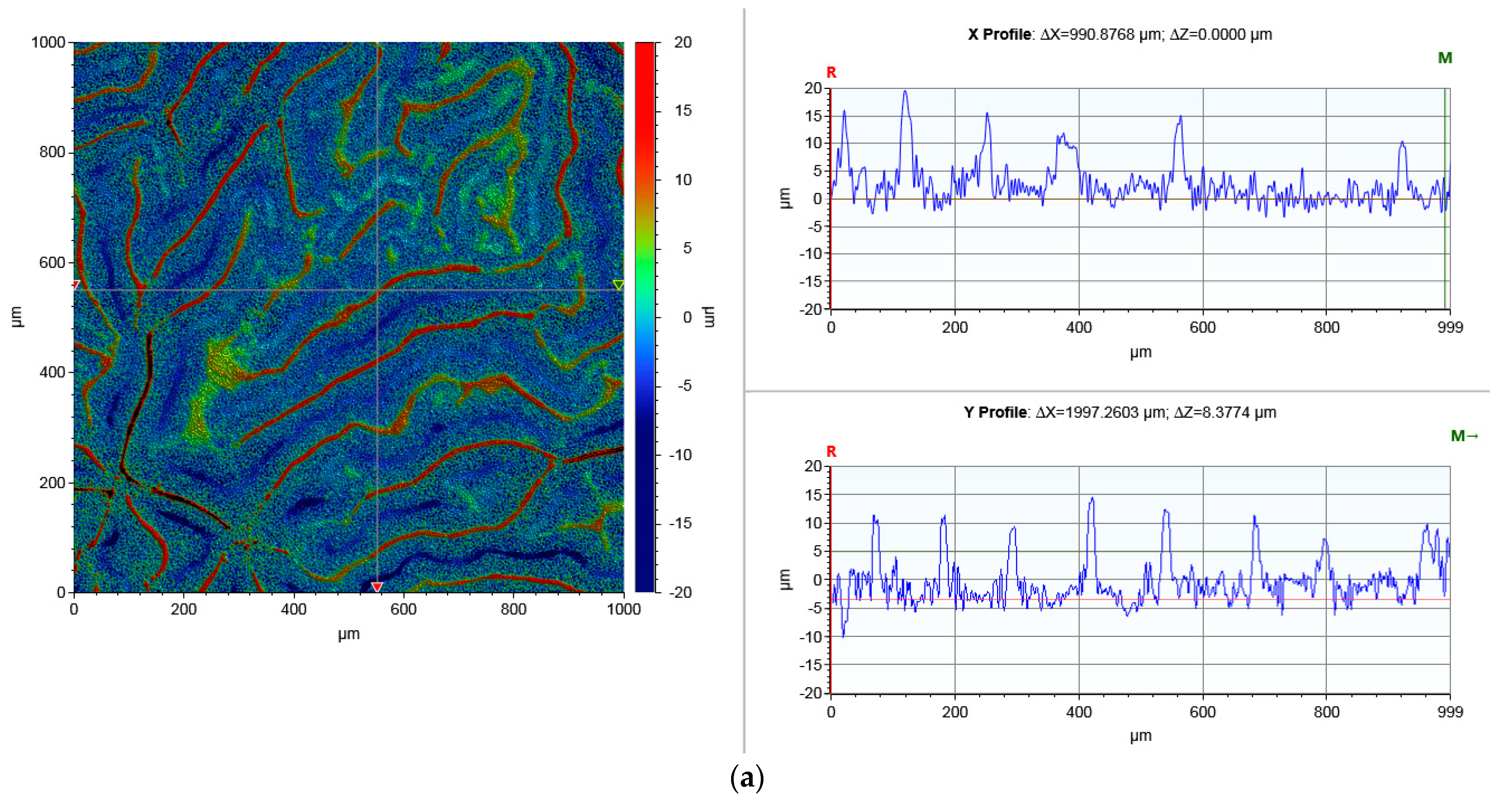
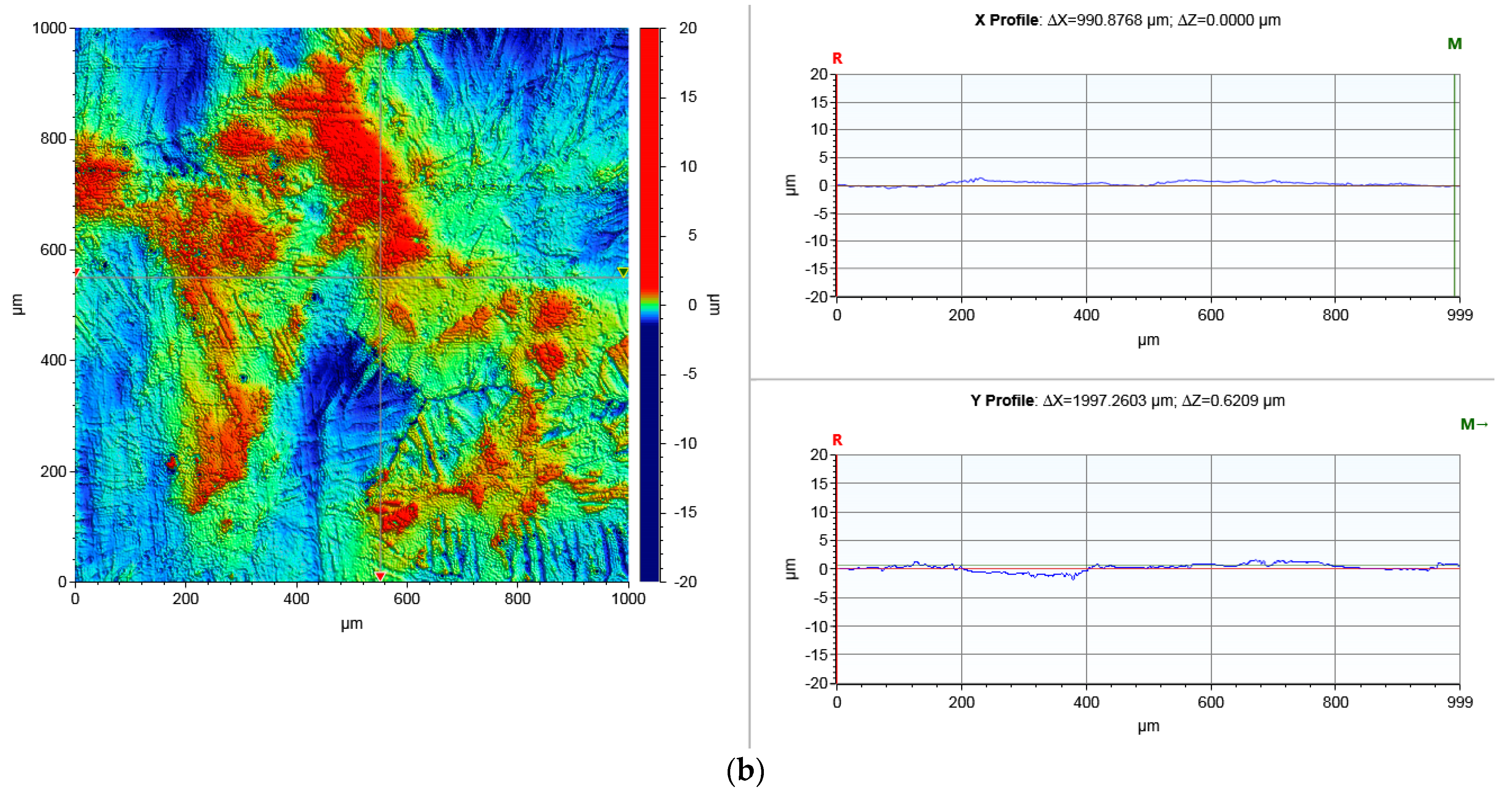
| Roughness Parameter | ZA200—“Black” | S220GD—“White” |
|---|---|---|
| Ra [μm] | 3.074 | 0.477 |
| Rt [μm] | 46.256 | 8.666 |
| ZA200—“Black” | S220GD—“White” | |
|---|---|---|
| LC3 Optic [N] | ||
| Mean | 4.259 | 3.290 |
| Std. Dev. | 0.628 | 0.542 |
| Min | 3.513 | 2.576 |
| Max | 5.716 | 4.171 |
| N | 12.000 | 11.000 |
| Median | 4.099 | 3.236 |
| LC3 FT [N] | ||
| Mean | 3.797 | 3.000 |
| Std. Dev. | 0.667 | 0.663 |
| Min | 2.923 | 2.274 |
| Max | 5.045 | 4.196 |
| N | 9.000 | 7.000 |
| Median | 3.811 | 2.896 |
| LC3 AE [N] | ||
| Mean | 3.587 | 2.983 |
| Std. Dev. | 0.668 | 0.702 |
| Min | 2.793 | 1.997 |
| Max | 4.432 | 3.987 |
| N | 8.000 | 8.000 |
| Median | 3.160 | 2.866 |
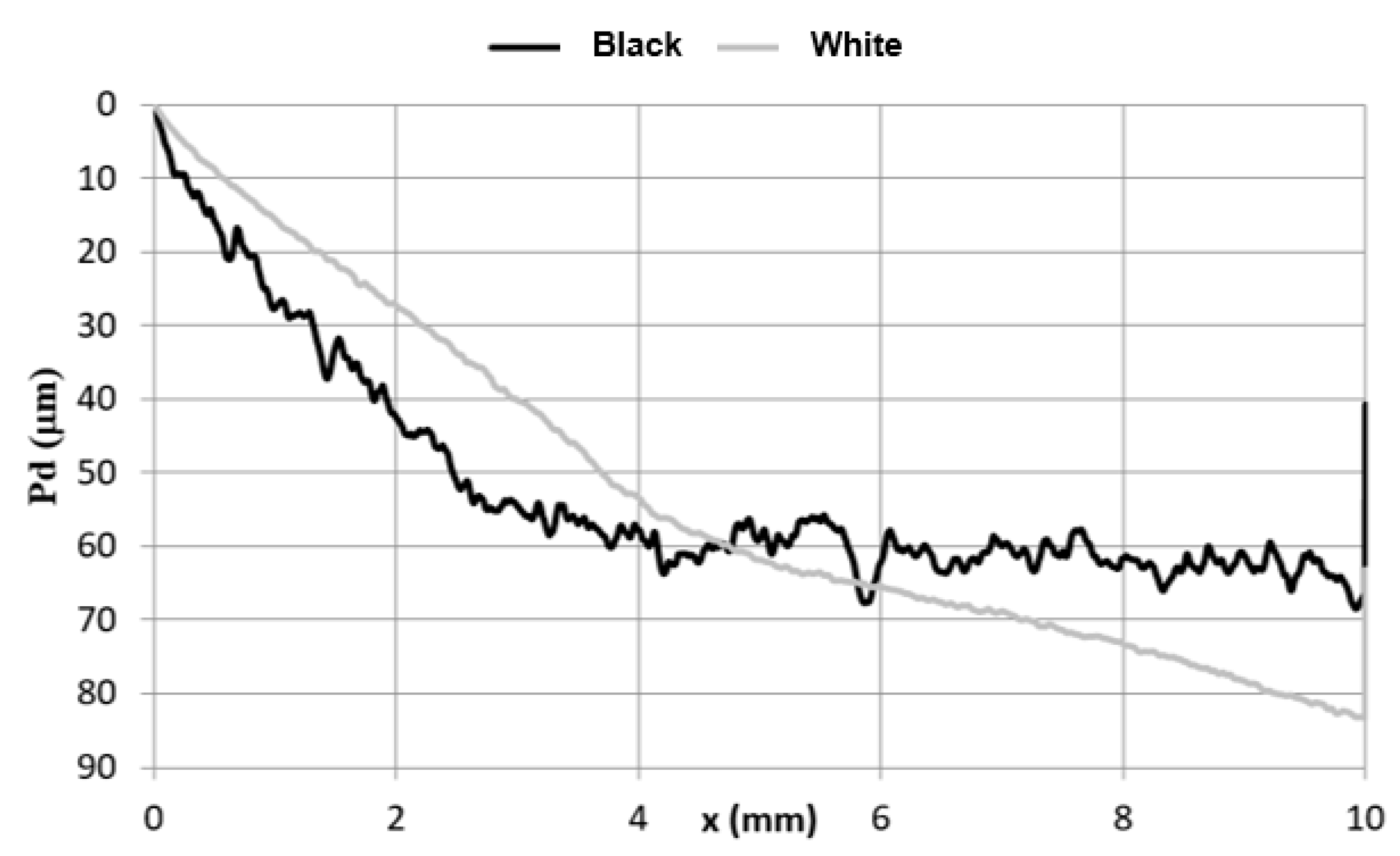
| LC3 Pd [N] | ||
| Mean | 3.984 | 3.291 |
| Std. Dev. | 0.774 | 0.651 |
| Min | 2.911 | 2.501 |
| Max | 5.598 | 4.333 |
| N | 12.000 | 11.000 |
| Median | 3.770 | 3.525 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Przystupa, K. Quality Evaluation of Selected Organic Coatings Used on Roofing Sheets. Materials 2022, 15, 1310. https://doi.org/10.3390/ma15041310
Przystupa K. Quality Evaluation of Selected Organic Coatings Used on Roofing Sheets. Materials. 2022; 15(4):1310. https://doi.org/10.3390/ma15041310
Chicago/Turabian StylePrzystupa, Krzysztof. 2022. "Quality Evaluation of Selected Organic Coatings Used on Roofing Sheets" Materials 15, no. 4: 1310. https://doi.org/10.3390/ma15041310
APA StylePrzystupa, K. (2022). Quality Evaluation of Selected Organic Coatings Used on Roofing Sheets. Materials, 15(4), 1310. https://doi.org/10.3390/ma15041310