
Effects of Fixture Configurations and Weld Strength Mismatch on J-Integral Calculation Procedure for SE(B) Specimens




Abstract
:1. Introduction
2. Experimental Procedures
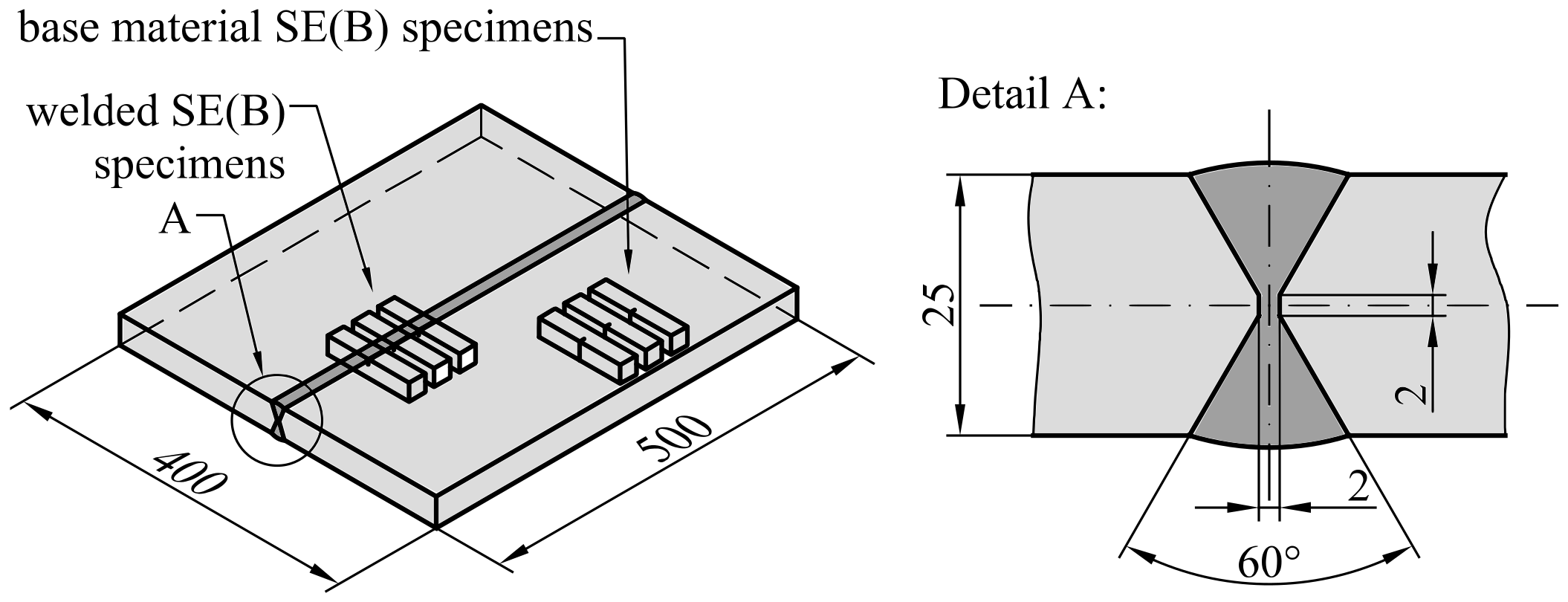
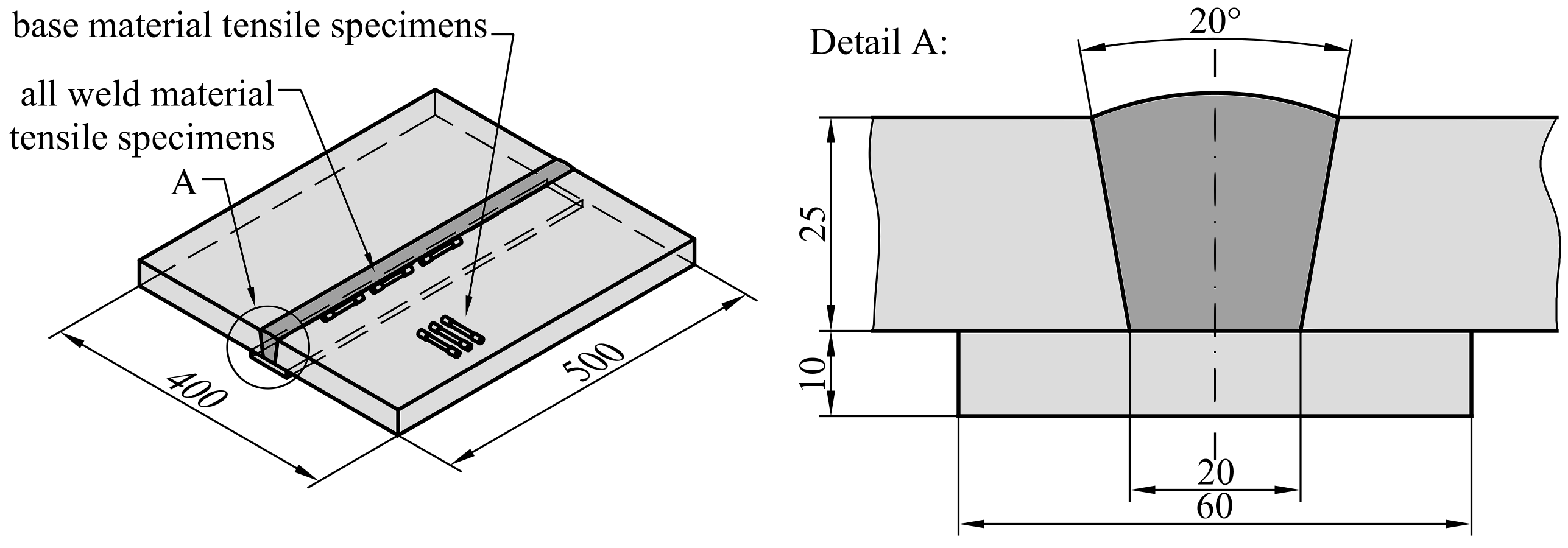
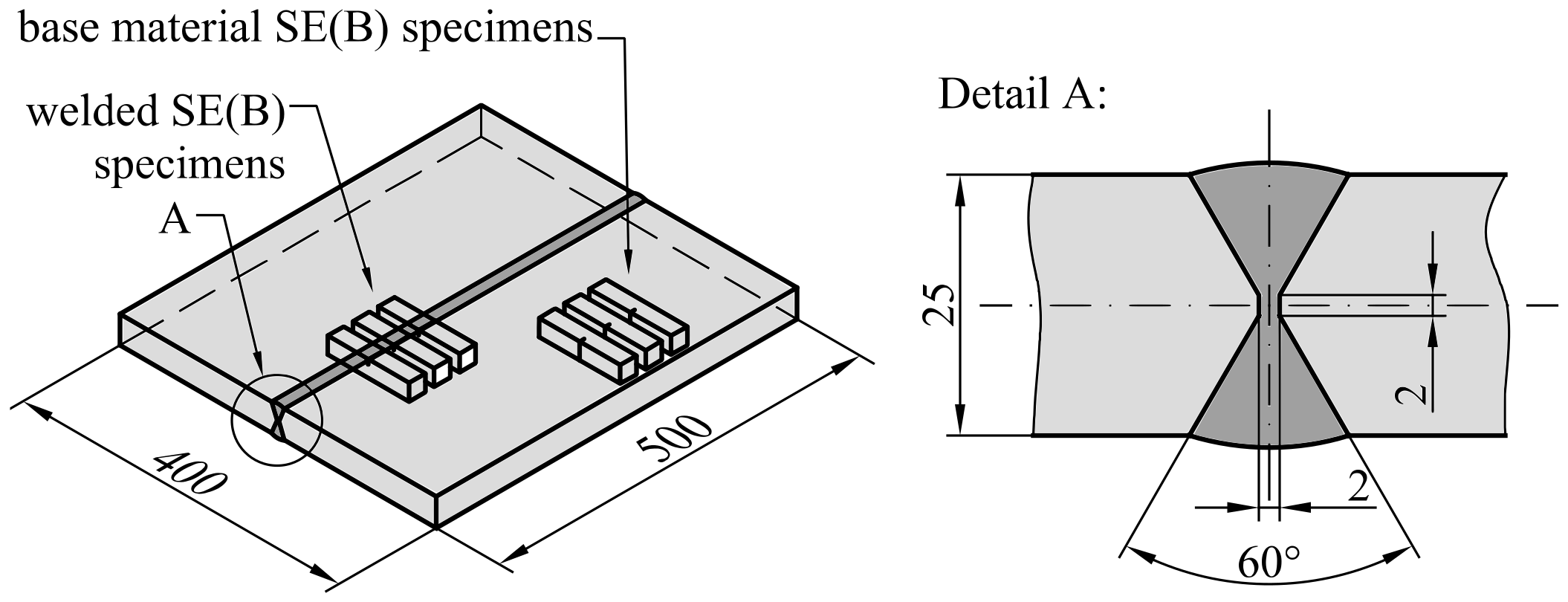
2.1. Materials and Welding
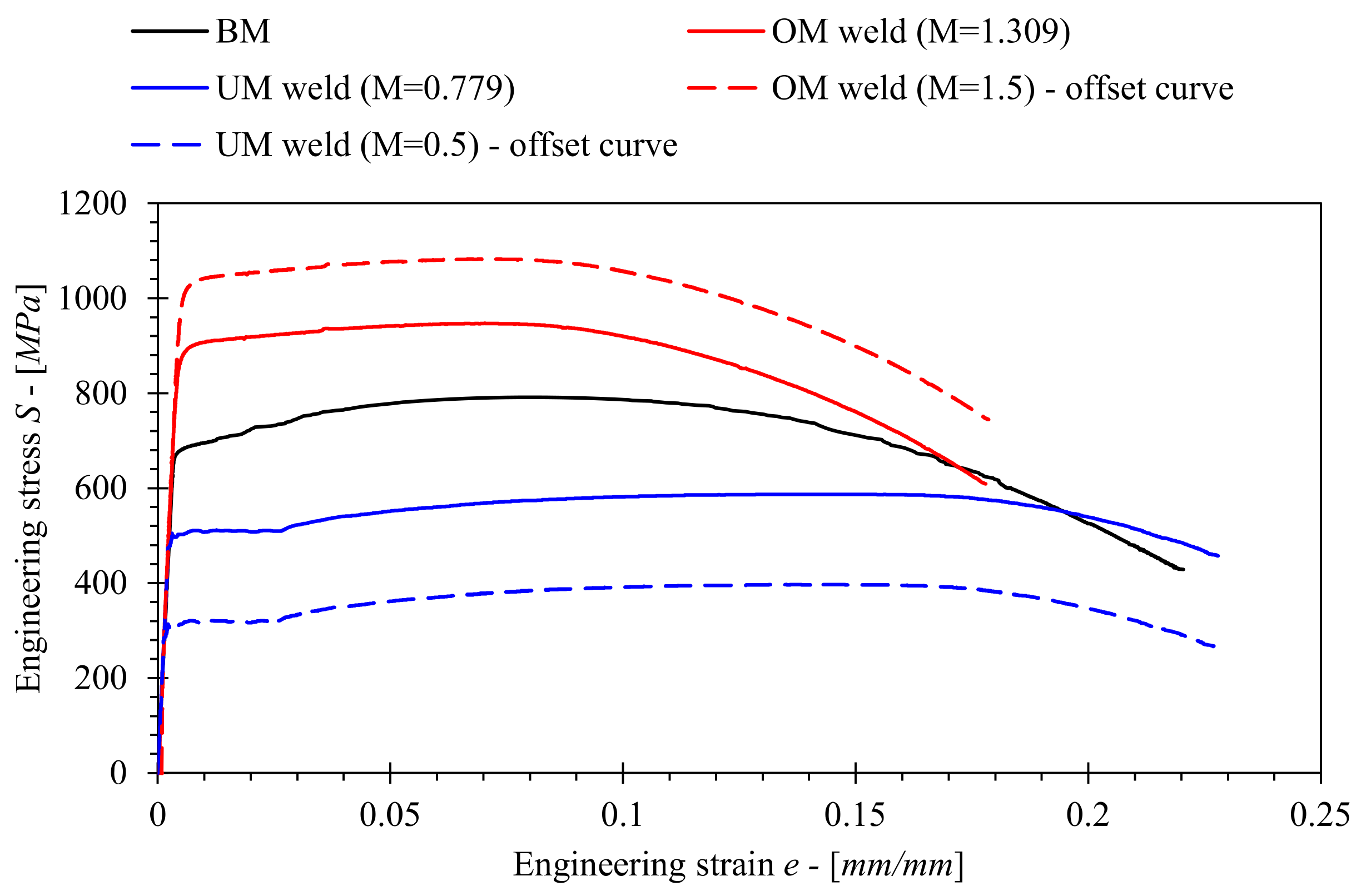
2.2. Tensile Testing
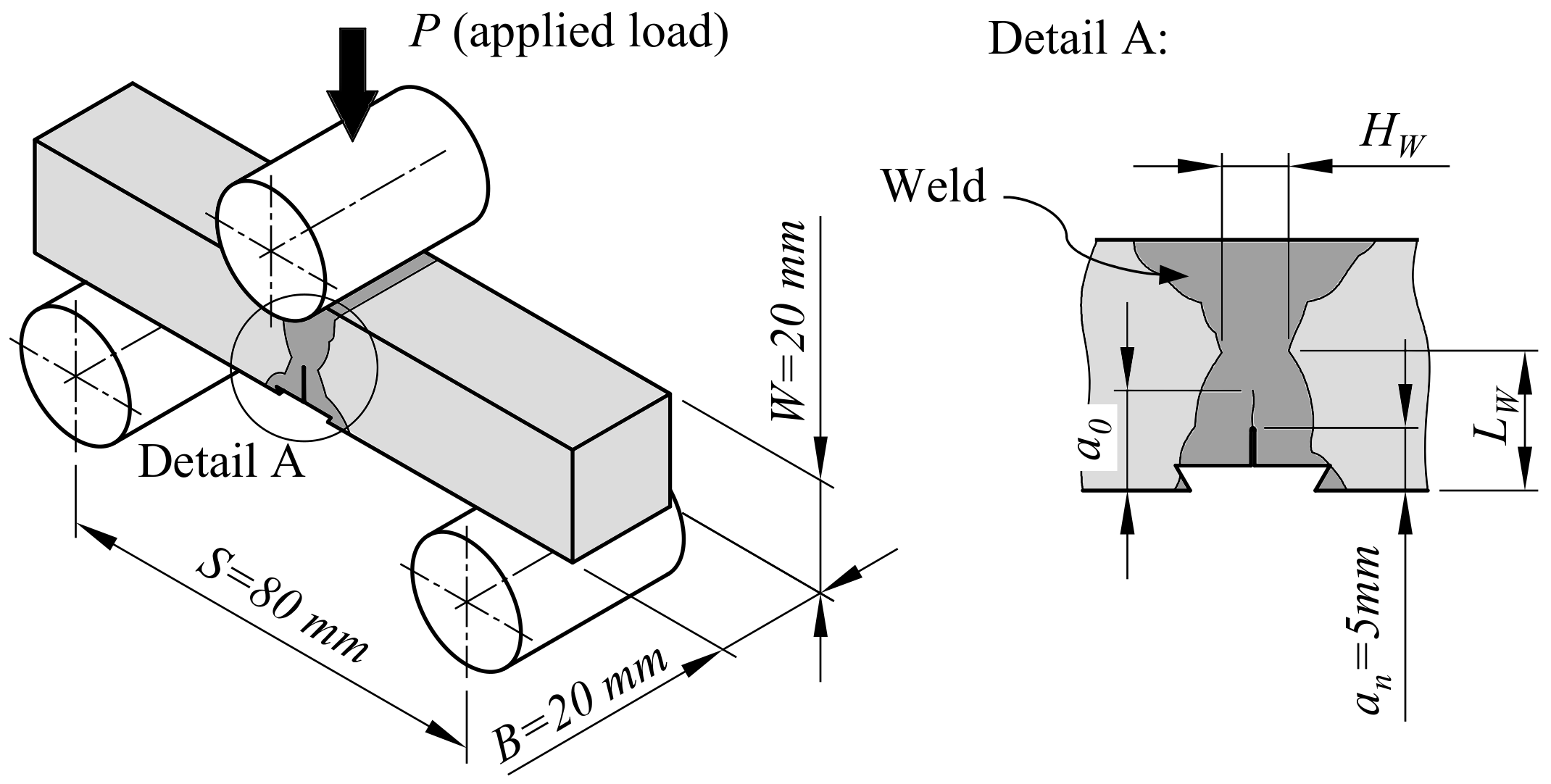
2.3. Fracture Toughness Testing
3. Numerical Procedures
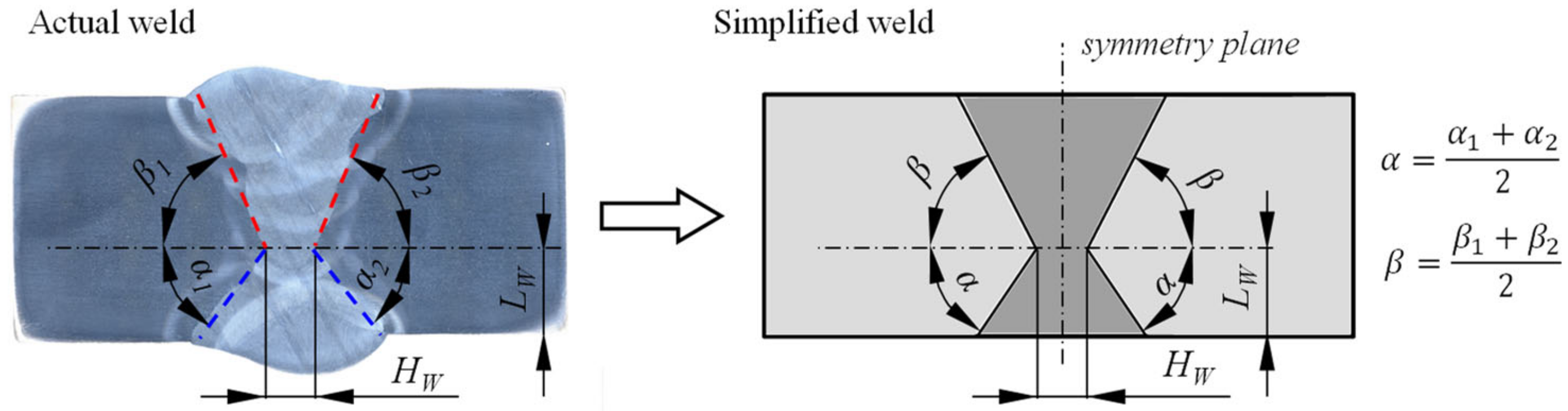
3.1. Weld Geometry Simplification Procedure
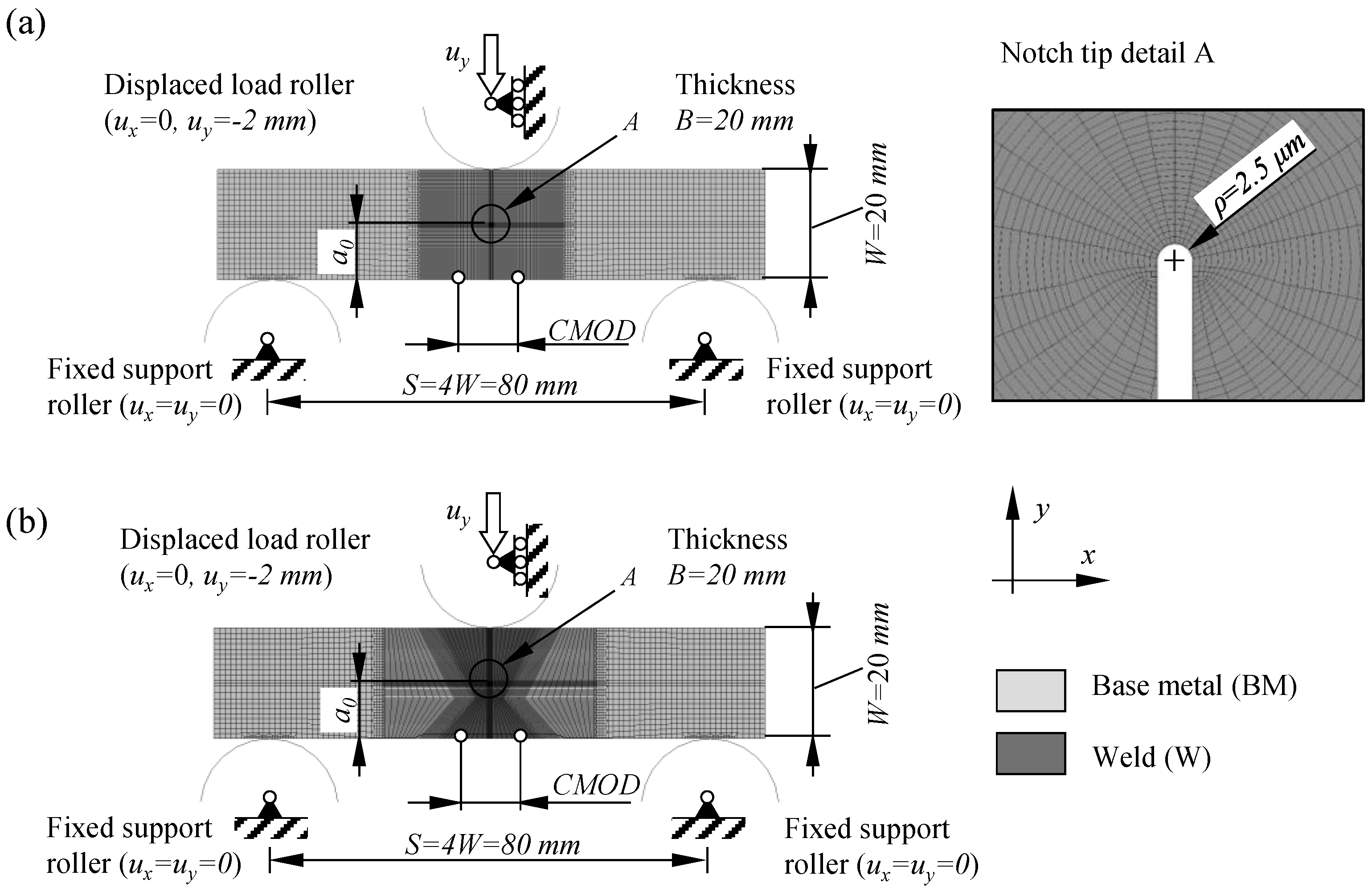
3.2. Numerical Models of Tested Specimens
4. Evaluation of ηpl and γpl Factors
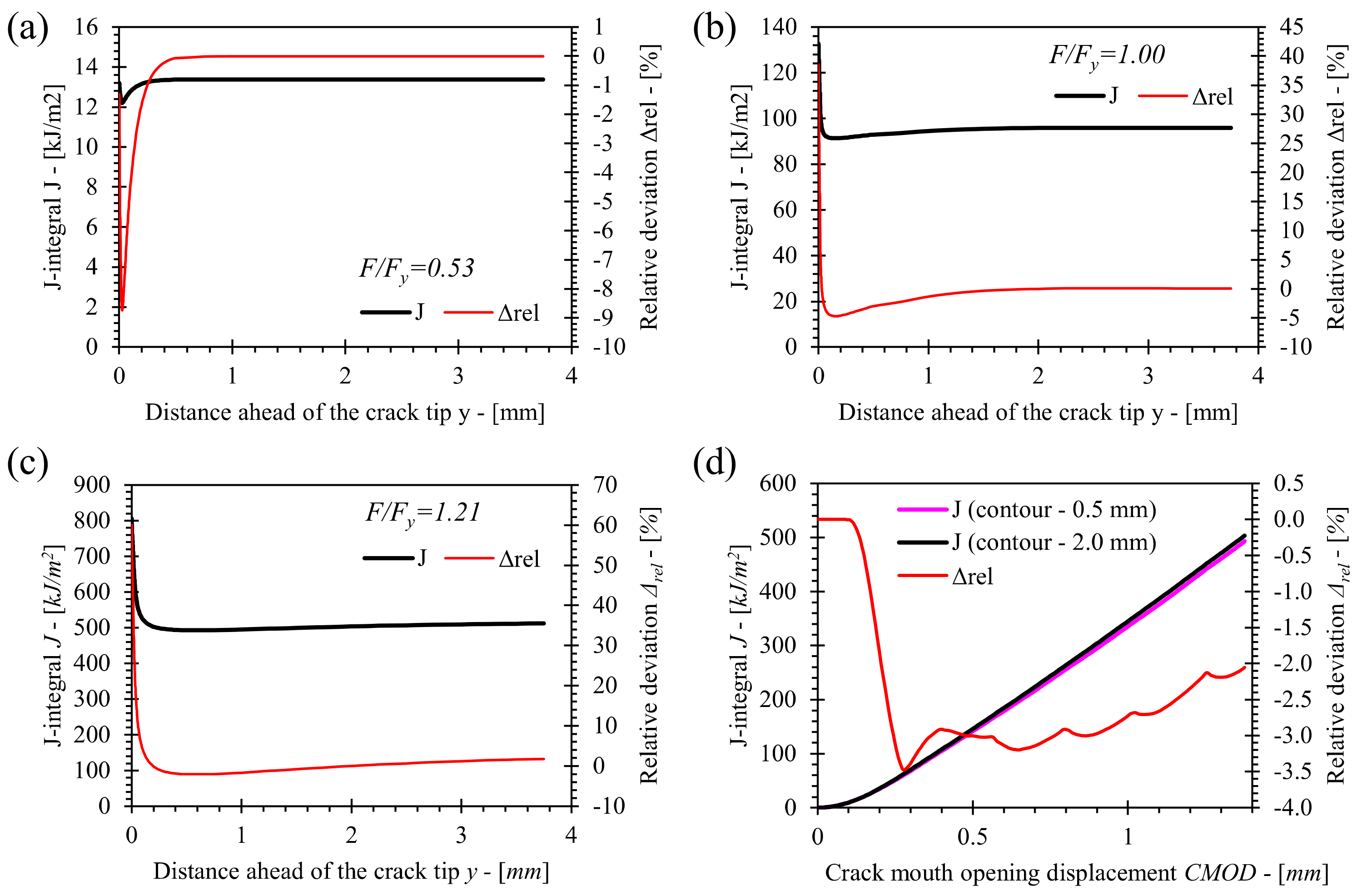
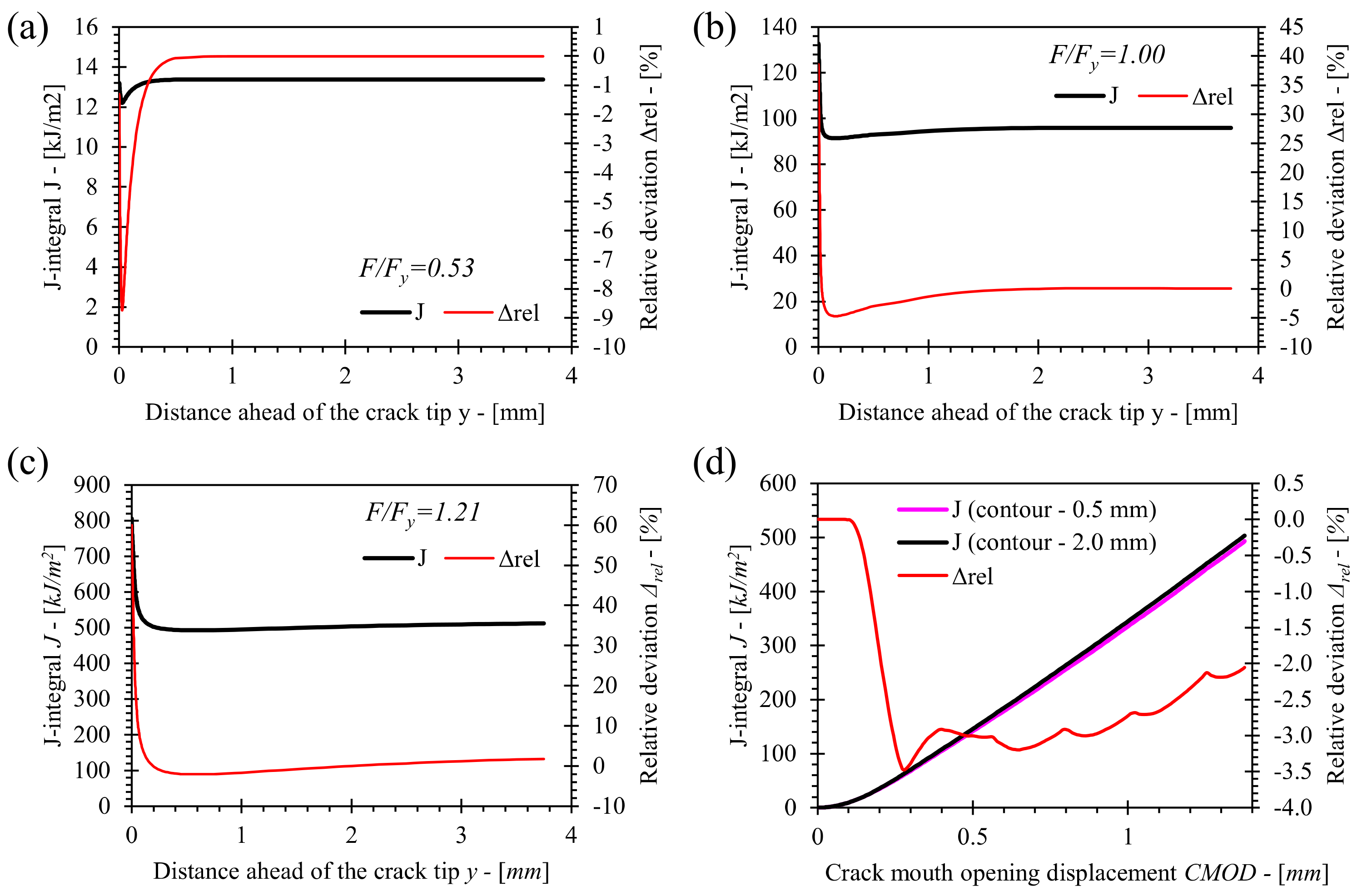
- From the results of FEA, extract applied load P(i), J-integral J(i), CMOD(i) and LLD(i) for each simulation increment. Here, J-integral is determined by a contour integral method.
- Compute the area under the P(i)-Vpl(i) curve using Equation (7), where Vpl(i) denotes plastic component of CMOD(i).
- Compute the elastic component of the J-integral Jel(i) using Equations (3)–(5).
- Compute the plastic component of the J-integral Jpl(i) using Equation (2). Here, J(i) is the J-integral extracted from the FEA results.
- Compute the normalized area under the P(i)-Vpl(i) curve by the following equation:
- Compute the normalized plastic component of the J-integral by the following equation:
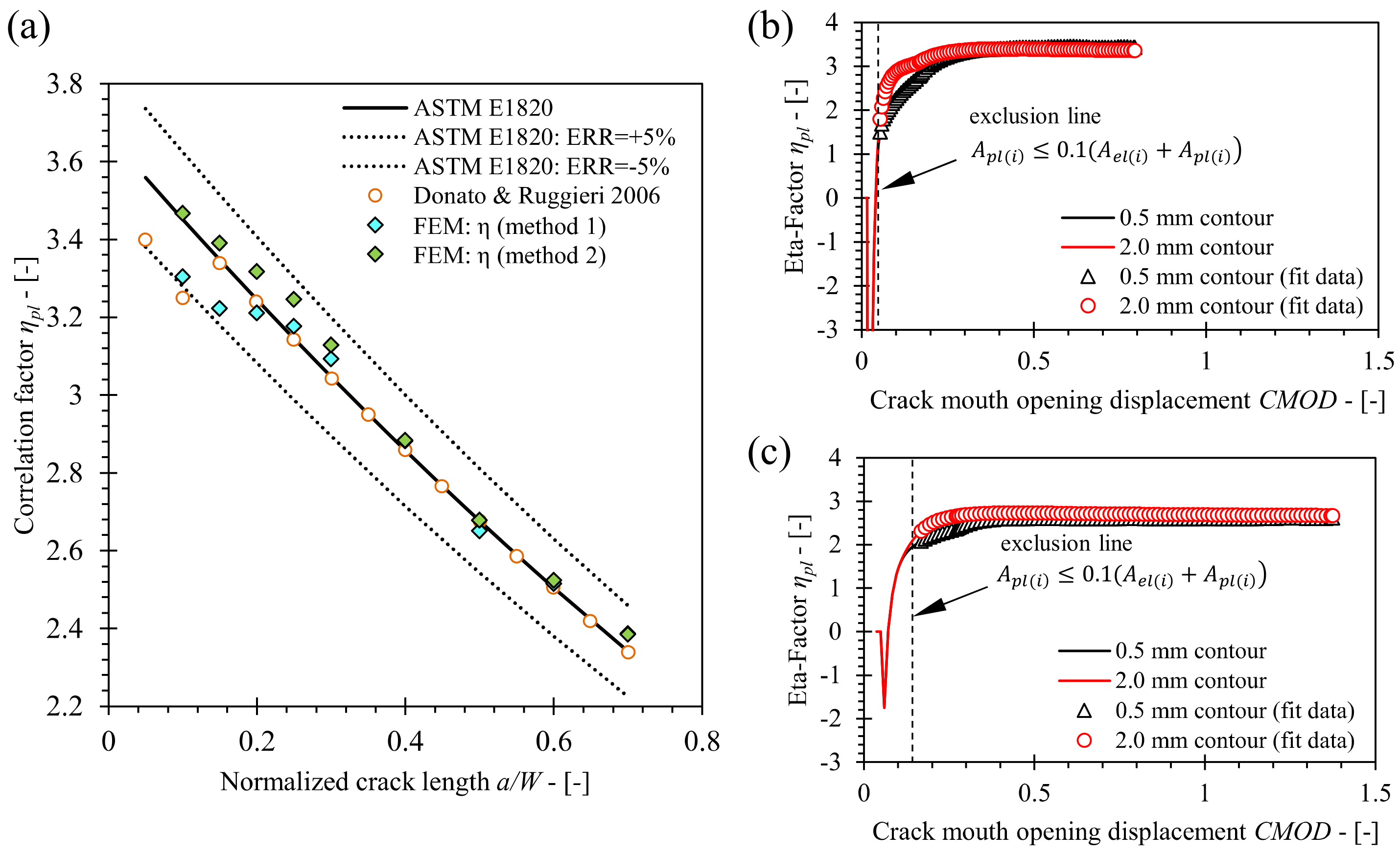
- Create a plot of as a function of . Compute the ηpl factor for the analysed SE(B) specimen as the slope of the () plot by linear regression.
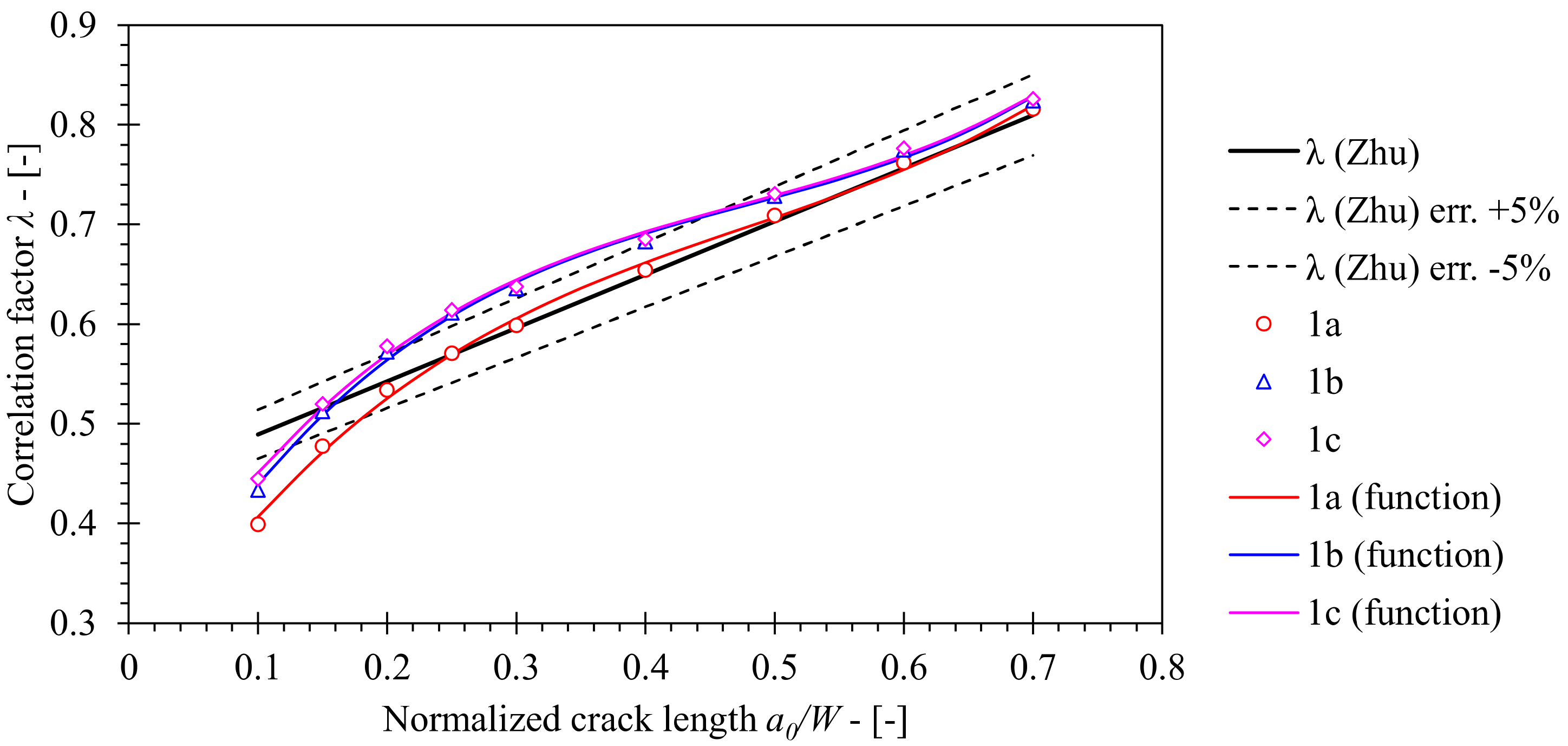
- For each analyzed SE(B) specimen with distinct normalized crack length a/W, create a linear plot in which the plastic component of the LLD Δpl(i) is plotted as function of plastic component of the CMOD Vpl(i). Compute the geometrical factor λ(i) as the slope of the Δpl(i) (Vpl(i)) plot by linear regression method.
- Determine the function λ(a/W) by curve fitting of the FEA results of λ as a function of a/W in polynomial form.
- Compute derivatives of λ(a/W) and ηpl(a/W) functions by differentiating them by the normalized crack length a/W:
- Compute values of ηpl, η′pl, λ and λ′ functions for each analyzed SE(B) specimen and insert them in Equation (12) in order to compute γpl.
- Determine γpl(a/W) by polynomial curve fitting of the computed results of γpl as a function of a/W.
5. Numerical Results of Plastic ηpl and γpl Factors
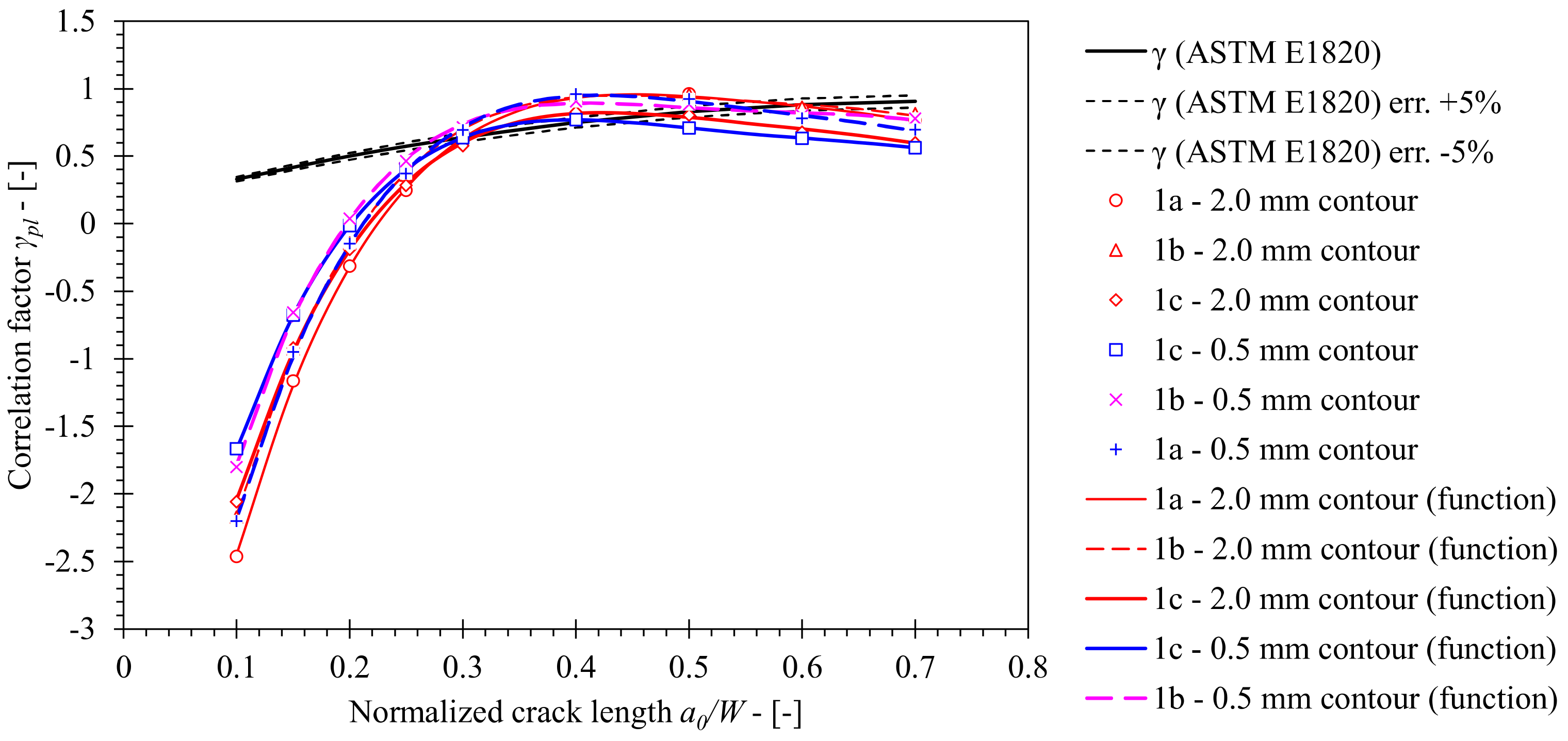
5.1. Verification of FEM and ηpl and γpl Factors for Base Material
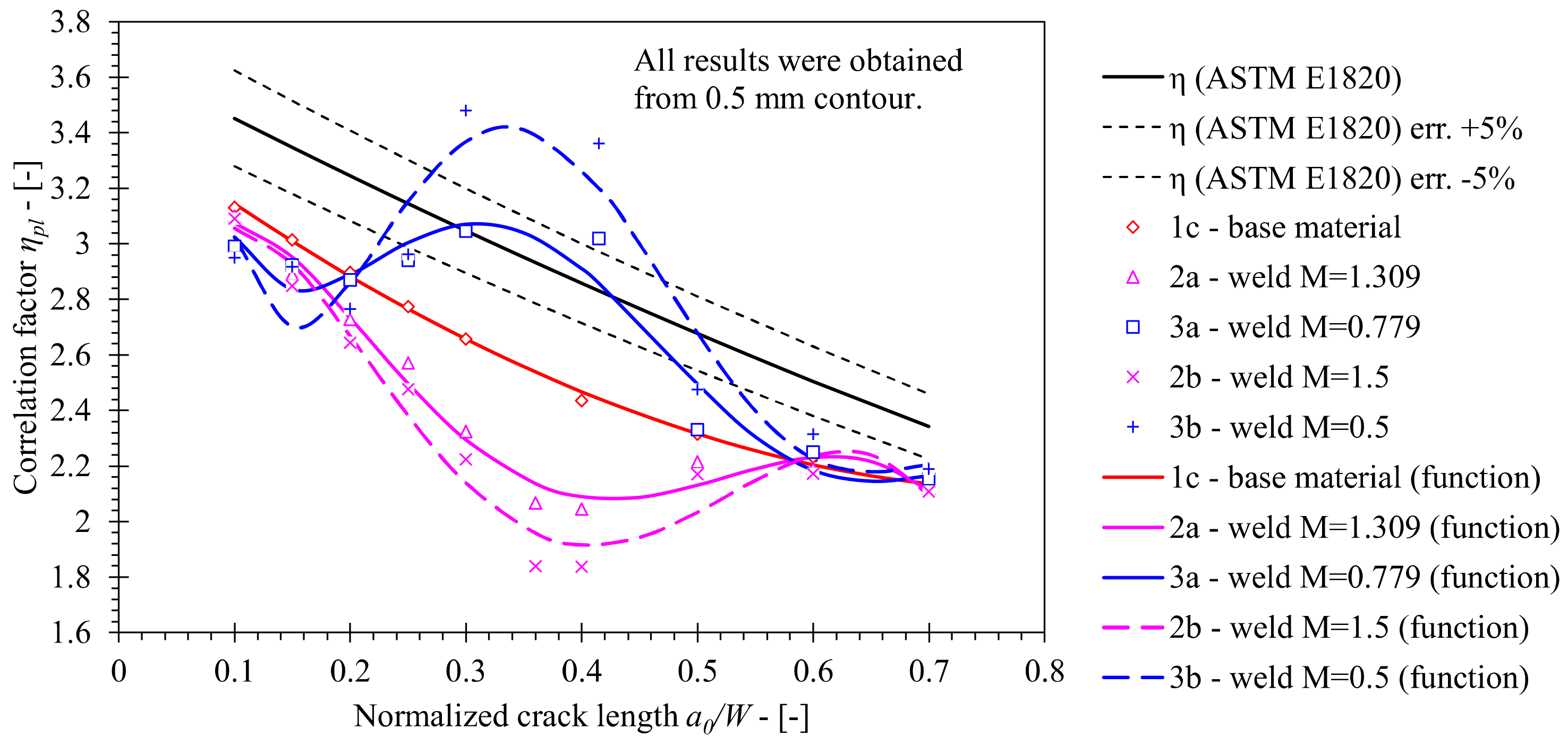
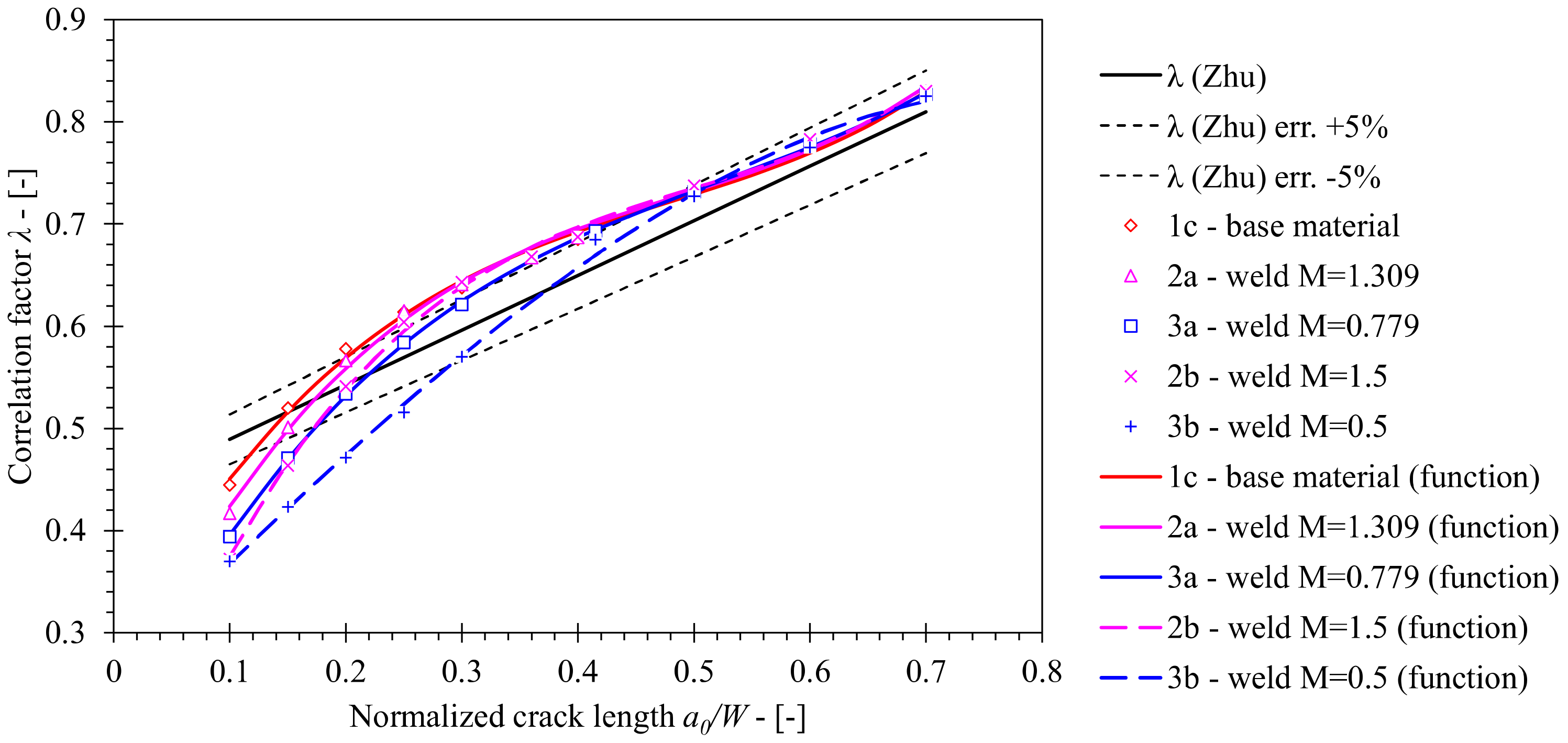
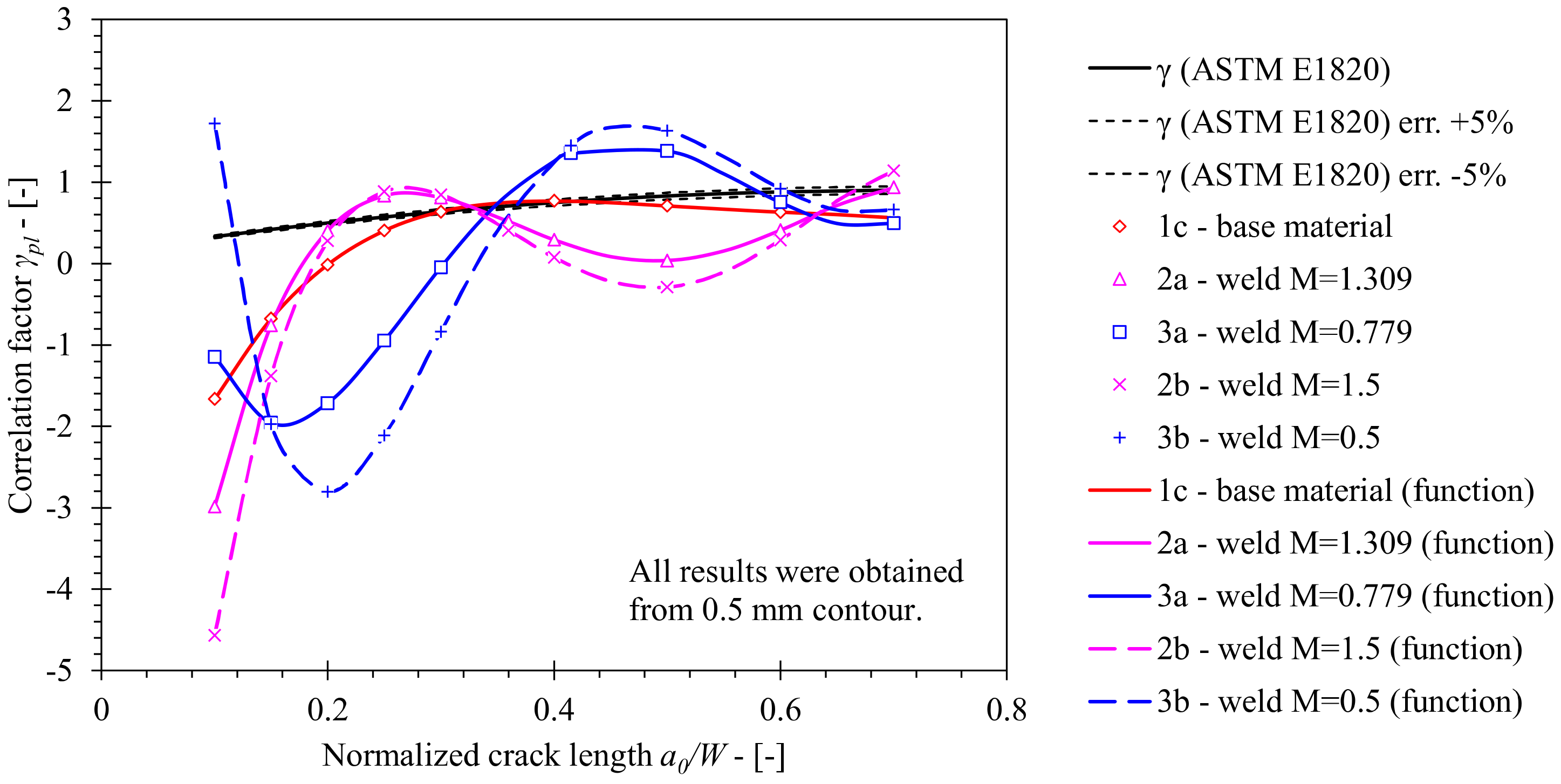
5.2. ηpl and γpl Factors for OM and UM Welds
6. Application to Fracture Toughness Testing
7. Conclusions
- Varying the configuration of fixtures has an effect on ηpl, λ and γpl factors as demonstrated by parametric plane strain analyses of the base material SE(B) specimen. Values of ηpl decrease by 6.4% if the load roller diameter is increased from dL = 8 mm to dS = 25 mm and by 14.2% if load and support rollers diameter is set to dL = dS = 25 mm, while the latter are fully constrained. Values of λ increase throughout the given range of crack lengths for both fixture modifications. Therefore, it is assumed that CMOD increases for the same LLD, while less work of the applied load manifests in the crack driving force if the fixture is modified.
- Weld geometry in conjunction with weld material properties has a direct effect on ηpl values. A distinctive decrease of ηpl values can be observed if the crack tip is near the weld root in case of an overmatching weld with M = 1.31, while the opposite can be observed in the case of an undermatching weld with M = 0.78. Modifying the mismatch to M = 1.50 (overmatching weld) and M = 0.50 (undermatching weld) further enhances the deviation of ηpl near the weld root. Moreover, weld material properties affect the λ factor, where all values are in close agreement when a/W > 0.35 with the exception of λ for modified undermatching weld material with M = 0.50. For a/W < 0.35 the λ factors for overmatching and undermatching (original and modified) weld material decrease in comparison with the λ for the base material. As a consequence of distinctive shapes of the ηpl and λ functions, the γ functions oscillate with respect to the standard solution.
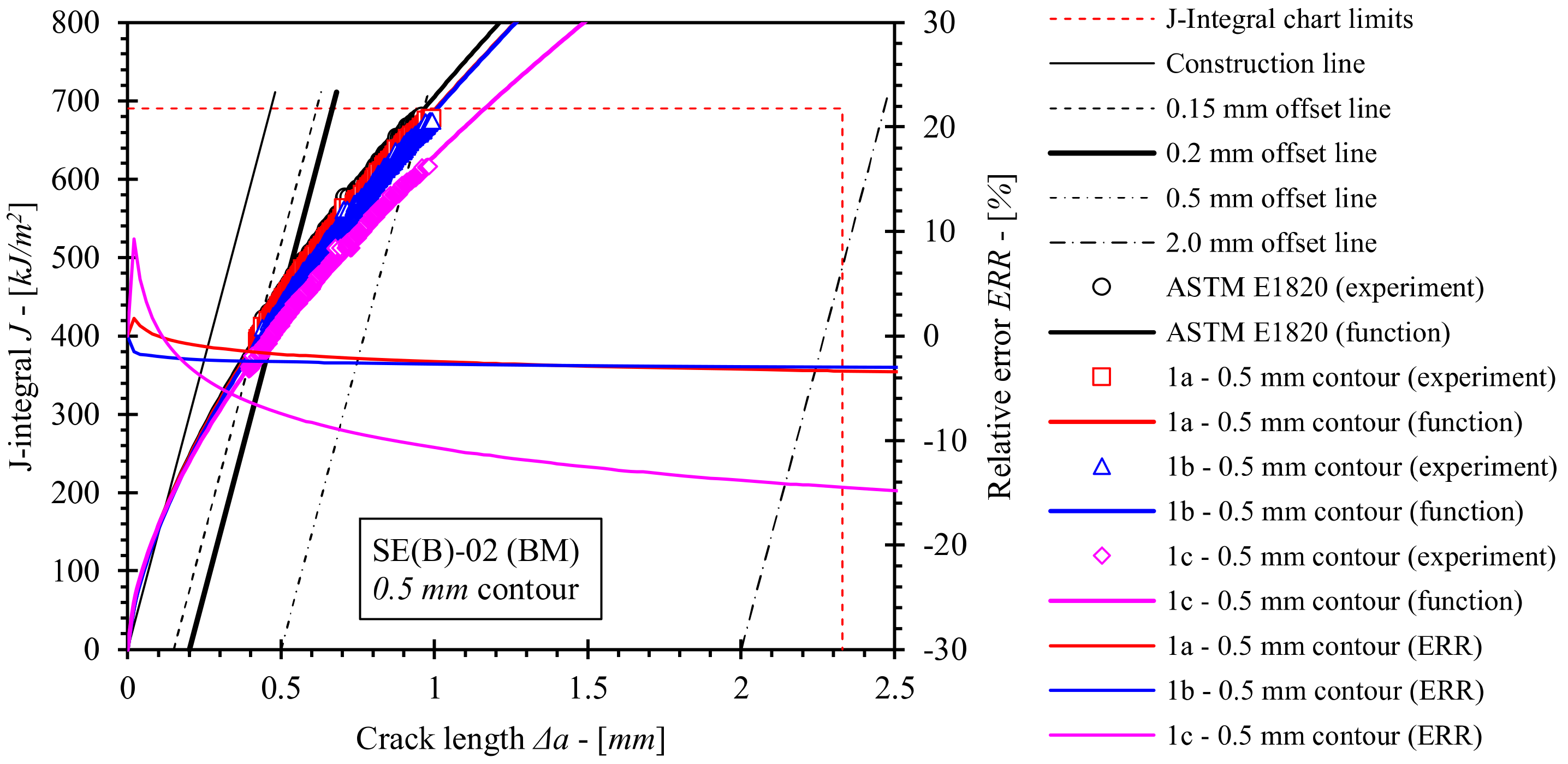
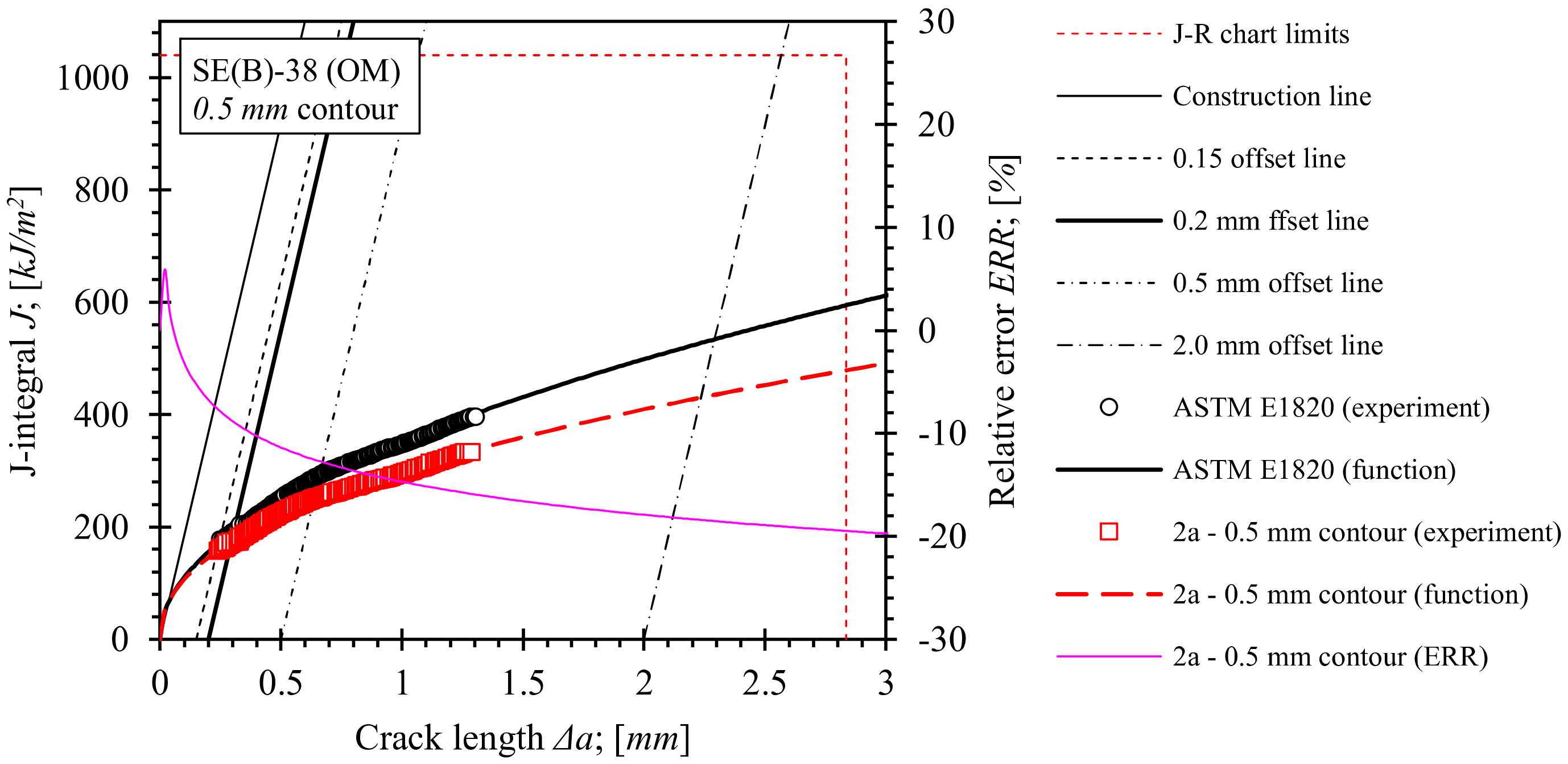
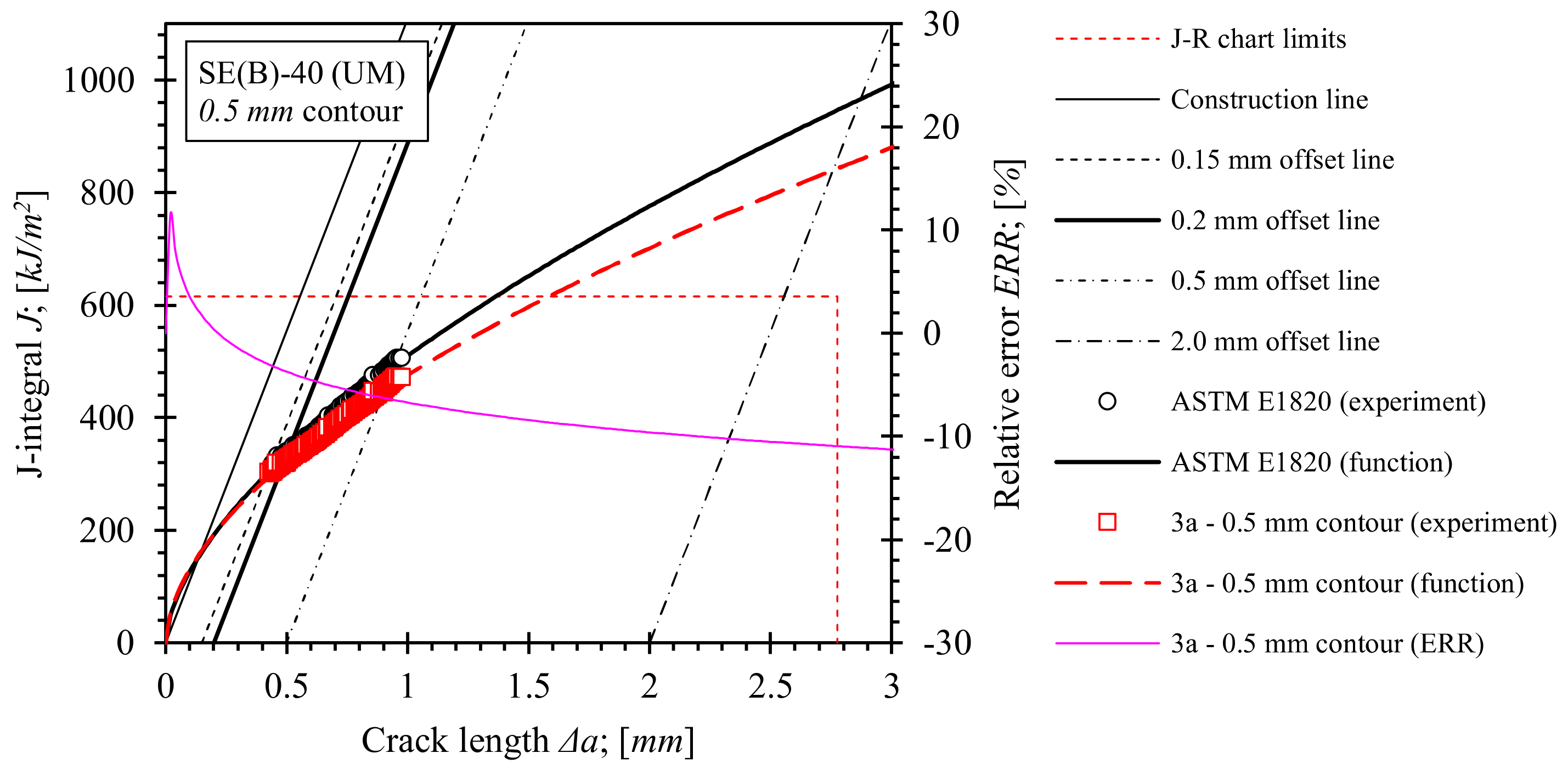
- The computed resistances to stable tearing of the tested SE(B) specimens, expressed in terms of J-R curves, are highly impacted by the ηpl, λ and γpl factors. Values of J throughout the total crack extension Δa reduce with respect to the standard solution by 15% for the base material, by 11% for the undermatching weld and by 18% for the overmatching weld when the set of correction factors calibrated for the utilized fixture (dL = dS = 25 mm, constrained support rollers) is used. This indicates that fracture toughness can be overestimated if the standard ηpl, λ and γpl factors are applied to the postprocessing of results obtained by fracture toughness testing, where a modified fixture has been utilized.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- BS 7910:2013; Guide to Methods for Assessing the Acceptability of Flaws in Metallic Structures. BSI Standards Limited, Chiswick Tower: London, UK, 2015.
- Assessment of the Integrity of Structures Containing Defects; R6, Revision 4; EDF Energy Nuclear Generation Ltd.: Barnwood, UK, 2001.
- Koçak, M.; Webster, S.; Janosch, J.J.; Ainsworth, R.A.; Koers, R. FITNET Fitness-for-Service (FFS)—Procedure; GKSS Research Center: Geesthacht, Germany, 2008; Volume 1. [Google Scholar]
- Koçak, M.; Hadley, I.; Szavai, S.; Tkach, Y.; Taylor, N. FITNET Fitness-for-Service (FSS)—Annex; GKSS Research Center: Geesthacht, Germany, 2008; Volume 2. [Google Scholar]
- ISO 15653:2010; Metallic Materials—Method of Test for the Determination of Quasistatic Fracture Toughness of Welds. International Organization for Standardization: Geneva, Switzerland, 2010.
- BS 7448-2:1997; Fracture Mechanics Toughness Test, Part-2. Method for Determination of KIc, Critical CTOD and Critical J Values of Welds in Metallic Materials. BSI Standards Limited, Chiswick Tower: London, UK, 2004.
- ASTM E1820-15; Standard Test Method for Measurement of Fracture Toughness. ASTM International: West Conshohocken, PA, USA, 2016.
- Zhu, X.K.; Leis, B.N.; Joyce, J.A. Experimental Estimation of J-R Curves from Load-CMOD Record for SE(B) Specimens. J. ASTM Int. 2008, 5, 1–15. [Google Scholar] [CrossRef]
- Hellmann, D.; Rohwerder, G.; Schwalbe, K.H. Development of a Test Setup for Measuring the Deflection of Single-Edge Notched Bend (SENB) Specimens. J. Test Eval. 1984, 12, 42–44. [Google Scholar] [CrossRef]
- Kirk, M.T.; Dodds, R.H. J and CTOD Estimation Equations for Shallow Cracks in Single Edge Notch Bend Specimens. J. Test Eval. 1993, 21, 228. [Google Scholar] [CrossRef] [Green Version]
- Kim, Y.J.; Schwalbe, K.H. On Experimental J Estimation Equations Based on CMOD for SE(B) Specimens. J. Test. Eval. 2001, 29, 67–71. [Google Scholar] [CrossRef]
- Donato, G.H.B.; Ruggieri, C. Estimation Procedures for J and CTOD Fracture Parameters Using Three-Point Bend Specimens. In Proceedings of the International Pipeline Conference, Calgary, AB, Canada, 25 September 2006; pp. 149–157. [Google Scholar]
- Kim, Y.J.; Kim, J.S.; Schwalbe, K.H.; Kim, Y.J. Numerical investigation on J-integral testing of heterogeneous fracture toughness testing specimens: Part I—Weld metal cracks. Fatigue Fract. Eng. Mater. Struct. 2003, 26, 683–694. [Google Scholar] [CrossRef]
- Eripret, C.; Hornet, P. Fracture toughness testing procedures for strength mis-matched structures. In Mis-Matching of Interfaces and Welds; Schwalbe, K.H., Koçak, M., Eds.; GKSS Research Center: Geestchacht, Germany, 1997. [Google Scholar]
- Donato, G.H.B.; Magnabosco, R.; Ruggieri, C. Effects of weld strength mismatch on J and CTOD estimation procedure for SE(B) specimens. Int. J. Fract. 2009, 159, 1–20. [Google Scholar] [CrossRef]
- Mathias, L.L.; Sarzosa, D.F.; Ruggieri, C. Effects of specimen geometry and loading mode on crack growth resistance curves of a high-strength pipeline girth weld. Int. J. Press. Vessel. Pip. 2013, 111, 106–119. [Google Scholar] [CrossRef]
- DIN EN ISO 15792-1:2012; Schweißzusätze—Prüfverfahren—Teil 1: Prüfverfahren für Prüfstücke zur Entnahme von Schweißgutproben an Stahl, Nickel und Nickellegierungen. Deutsches Institut für Normung: Berlin, Germany, 2012.
- ASTM E8/E8M-13a; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2013.
- Schwalbe, K.H.; Heerens, J.; Zerbst, U.; Pisarski, H.; Koçak, M. EFAM GTP 02—The GKSS Test Procedure for Determining the Fracture Behaviour of Materials; GKSS Research Center: Geesthacht, Germany, 2002. [Google Scholar]
- Landes, J.; Zhou, Z.; Lee, K.; Herrera, R. Normalization Method for Developing J-R Curves with the LMN Function. J. Test. Eval. 1991, 19, 305–311. [Google Scholar] [CrossRef]
- Tang, J.; Liu, Z.; Shi, S.; Chen, X. Evaluation of fracture toughness in different regions of weld joints using unloading compliance and normalization method. Eng. Fract. Mech. 2018, 195, 1–12. [Google Scholar] [CrossRef]
- Hertelé, S.; De Waele, W.; Verstraete, M.; Denys, R.; O’Dowd, N. J-integral analysis of heterogeneous mismatched girth welds in clamped single-edge notched tension specimens. Int. J. Press. Vessel. Pip. 2014, 119, 95–107. [Google Scholar] [CrossRef]
- Hertelé, S.; O’Dowd, N.; Van Minnebruggen, K.; Verstraete, M.; De Waele, W. Fracture Mechanics Analysis of Heterogeneous Welds: Validation of a Weld Homogenisation Approach. Procedia Mater. Sci. 2014, 3, 1322–1329. [Google Scholar] [CrossRef] [Green Version]
- Souza, R.F.; Ruggieri, C.; Zhang, Z. A framework for fracture assessments of dissimilar girth welds in offshore pipelines under bending. Eng. Fract. Mech. 2016, 163, 66–88. [Google Scholar] [CrossRef]
- Systemes, D. Abaqus Analysis User Manual; Dassault Systemes: Vélizy-Villacoublay, France, 2018. [Google Scholar]
- Anderson, T.L. Fracture Mechanics—Fundamental and Applications, 3rd ed.; CRC Press LLC, Taylor & Francis Group: Boca Raton, FL, USA, 2005. [Google Scholar]
- ASTM E399-12e3; Standard Test Method for Linear-Elastic Plane-Strain Fracture Toughness KIc of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2013.
- Wu, S.X.; Mai, Y.W.; Cotterell, B. Plastic η-factor (ηp). Int. J. Fract. 1990, 45, 1–18. [Google Scholar] [CrossRef]
- Nevalainen, M.; Dodds, R.H. Numerical investigation of 3-D constraint effects on brittle fracture in SE(B) and C(T) specimens. Int. J. Fract. 1995, 74, 131–161. [Google Scholar] [CrossRef] [Green Version]
- Kim, Y.J.; Kim, J.S.; Cho, S.M.; Kim, Y.J. 3-D constraint effects on J testing and crack tip constraint in M(T), SE(B), SE(T) and C(T) specimens: Numerical study. Eng. Fract. Mech. 2004, 71, 1203–1218. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | E (GPa) | σYS (MPa) | σUTS (MPa) | M (-) |
|---|---|---|---|---|
| Base material (S690 QL) | 201 | 683 | 791 | 1 |
| OM weld material (Mn4Ni2CrMo) | 215 | 894 | 950 | 1.309 |
| UM weld material (G4Si1) | 210 | 532 | 587 | 0.779 |
| Specimen | Material | a0 [mm] | a0/W [-] | af [mm] | Δa [mm] | LW [mm] | LW/W [mm] |
|---|---|---|---|---|---|---|---|
| SE(B)-02 | Base material (S690 QL) | 10.645 (7.5%) * | 0.533 | 11.785 | 1.140 | - | - |
| SE(B)-38 | OM weld material (Mn4Ni2CrMo) | 8.579 (7.2%) * | 0.431 | 9.888 | 1.309 | 7.200 | 0.360 |
| SE(B)-40 | UM weld material (G4Si1) | 9.015 (4.2%) * | 0.448 | 9.995 | 0.980 | 8.300 | 0.415 |
| Weld | α [°] | β [°] | HW [mm] | LW [mm] |
|---|---|---|---|---|
| OM weld material (Mn4Ni2CrMo) | 48.3 | 62.7 | 5.17 | 7.2 |
| UM weld material (G4Si1) | 42.9 | 51.7 | 3.47 | 8.3 |
| FEM Series | Material | Support and Load Rollers Diameters and Degrees of Freedom | Modelled Normalized a0/W Crack Lengths |
|---|---|---|---|
| 1a | base material | dS = 10 mm (free in horizontal plane) dL = 8 mm (applied displacement in vertical plane) | 0.1, 0.15, 0.2, 0.25, 0.3, 0.4, 0.5, 0.6, 0.7 |
| 1b | dS = 10 mm (free in horizontal plane) dL = 25 mm (applied displacement in vertical plane) | ||
| 1c | dS = 25 mm (fixed) dL = 25 mm (applied displacement in vertical plane) | ||
| 2a | OM weld M = 1.302 (L0/W = 0.36) | dS = 25 mm (fixed) dL = 25 mm (applied displacement in vertical plane) | 0.1, 0.15, 0.2, 0.25, 0.3, 0.36, 0.4, 0.5, 0.6, 0.7 |
| 2b | OM weld M = 1.5 (L0/W = 0.36) | ||
| 3a | UM weld M = 0.779 (L0/W = 0.415) | dS = 25 mm (fixed) dL = 25 mm (applied displacement in vertical plane) | 0.1, 0.15, 0.2, 0.25, 0.3, 0.415, 0.5, 0.6, 0.7 |
| 3c | UM weld M = 0.5 (L0/W = 0.415) |
| Material | KJIc [MPa∙m1/2] | rp [mm] |
|---|---|---|
| Base material (S690 QL) | 69 | 1.6 × 10−3 |
| OM weld material (Mn4Ni2CrMo) | 65 | 0.9 × 10−3 |
| UM weld material (G4Si1) | 61 | 2.1 × 10−3 |
| Figure | ηpl Functions for 0.5 mm Contour in Range 0.1 ≤ a/W ≤ 0.7 | R2 [-] |
|---|---|---|
| 1a | 0.999 | |
| 1b | 0.999 | |
| 1c | 0.998 |
| FEM Series | ηpl Functions for 2.0 mm Contour in Range 0.1 ≤ a/W ≤ 0.7 | R2 [-] |
|---|---|---|
| 1a | 0.999 | |
| 1b | 0.998 | |
| 1c | 0.998 |
| FEM Series | λ Functions in Range 0.1 ≤ a/W ≤ 0.7 | R2 [-] |
|---|---|---|
| 1a | 0.998 | |
| 1b | 0.998 | |
| 1c | 0.997 |
| FEM Series | γ Functions for 0.5 mm Contour in Range 0.1 ≤ a/W ≤ 0.7 | R2 [-] |
|---|---|---|
| 1a | 1.000 | |
| 1b | 0.999 | |
| 1c | 0.999 |
| FEM Series | γ Functions for 2.0 mm Contour in Range 0.1 ≤ a/W ≤ 0.7 | R2 [-] |
|---|---|---|
| 1a | 1.000 | |
| 1b | 1.000 | |
| 1c | 1.000 |
| FEM Series | ηpl Functions for 0.5 mm Contour in Range 0.1 ≤ a/W ≤ 0.7 | R2 [-] |
|---|---|---|
| 2a | 0.979 | |
| 2b | 0.957 | |
| 3a | 0.934 | |
| 3b | 0.880 |
| FEM Series | λ Functions for 0.5 mm Contour J-Integral in Range 0.1 ≤ a/W ≤ 0.7 | R2 [-] |
|---|---|---|
| 2a | 0.997 | |
| 2b | 0.998 | |
| 3a | 1.000 | |
| 3b | 0.998 |
| FEM Series | γpl Functions for 0.5 mm Contour in Range 0.1 ≤ a/W ≤ 0.7 | R2 [-] |
|---|---|---|
| 2a | 1.000 | |
| 2b | 1.000 | |
| 3a | 1.000 | |
| 3b | 0.999 |
| Basic Specimen Data | Computation Case, Contour | JIc [kJ/m2] | KJIc [MPa∙m1/2] |
|---|---|---|---|
| Designation: SE(B)-02 Material: base material (S690 QL) a0 = 10.645 mm a0/W = 0.533 af = 11.785 mm Δa = 1.140 mm | ASTM E1820 | 448 | 313 |
| 1a, 0.5 mm | 437 | 309 | |
| 1a, 2.0 mm | 456 | 315 | |
| 1b, 0.5 mm | 421 | 303 | |
| 1b, 2.0 mm | 430 | 306 | |
| 1c, 0.5 mm | 400 | 295 | |
| 1c, 2.0 mm | 408 | 298 |
| Basic Specimen Data | Computation Case, Contour | JIc [kJ/m2] | KJIc [MPa∙m1/2] |
|---|---|---|---|
| Designation: SE(B)-38 Material: OM weld material (Mn4Ni2CrMo) a0 = 8.579 mm a0/W = 0.431 af = 9.888 mm Δa = 1.309 mm | ASTM E1820 | 193 | 224 |
| 2a, 0.5 mm | 173 | 212 |
| Basic Specimen Data | Computation Case, Contour | JIc [kJ/m2] | KJIc [MPa∙m1/2] |
|---|---|---|---|
| Designation: SE(B)-40 Material: UM weld material (G4Si1) a0 = 9.015 mm a0/W =0.448 af = 9.995 mm Δa = 0.980 mm | ASTM E1820 | 336 | 294 |
| 1a, 0.5 mm | 318 | 285 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Štefane, P.; Hertelé, S.; Naib, S.; De Waele, W.; Gubeljak, N. Effects of Fixture Configurations and Weld Strength Mismatch on J-Integral Calculation Procedure for SE(B) Specimens. Materials 2022, 15, 962. https://doi.org/10.3390/ma15030962
Štefane P, Hertelé S, Naib S, De Waele W, Gubeljak N. Effects of Fixture Configurations and Weld Strength Mismatch on J-Integral Calculation Procedure for SE(B) Specimens. Materials. 2022; 15(3):962. https://doi.org/10.3390/ma15030962
Chicago/Turabian StyleŠtefane, Primož, Stijn Hertelé, Sameera Naib, Wim De Waele, and Nenad Gubeljak. 2022. "Effects of Fixture Configurations and Weld Strength Mismatch on J-Integral Calculation Procedure for SE(B) Specimens" Materials 15, no. 3: 962. https://doi.org/10.3390/ma15030962
APA StyleŠtefane, P., Hertelé, S., Naib, S., De Waele, W., & Gubeljak, N. (2022). Effects of Fixture Configurations and Weld Strength Mismatch on J-Integral Calculation Procedure for SE(B) Specimens. Materials, 15(3), 962. https://doi.org/10.3390/ma15030962