
Effect of Microstructure on the Onset Strain and Rate per Strain of Deformation-Induced Martensite Transformation in Q&P Steel by Modeling

 , ,
, ,  and
and
Abstract
:1. Introduction
2. Micromechanics Model for Multiphase Q&P Steel
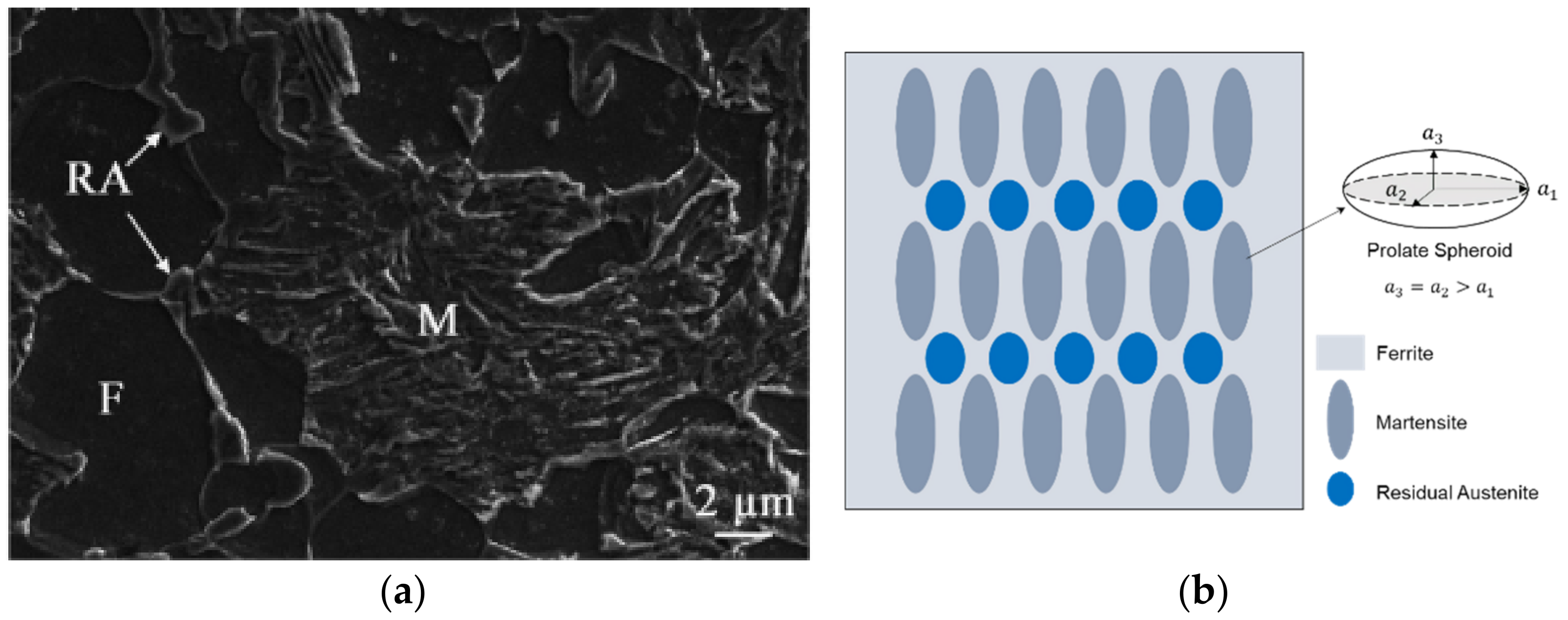
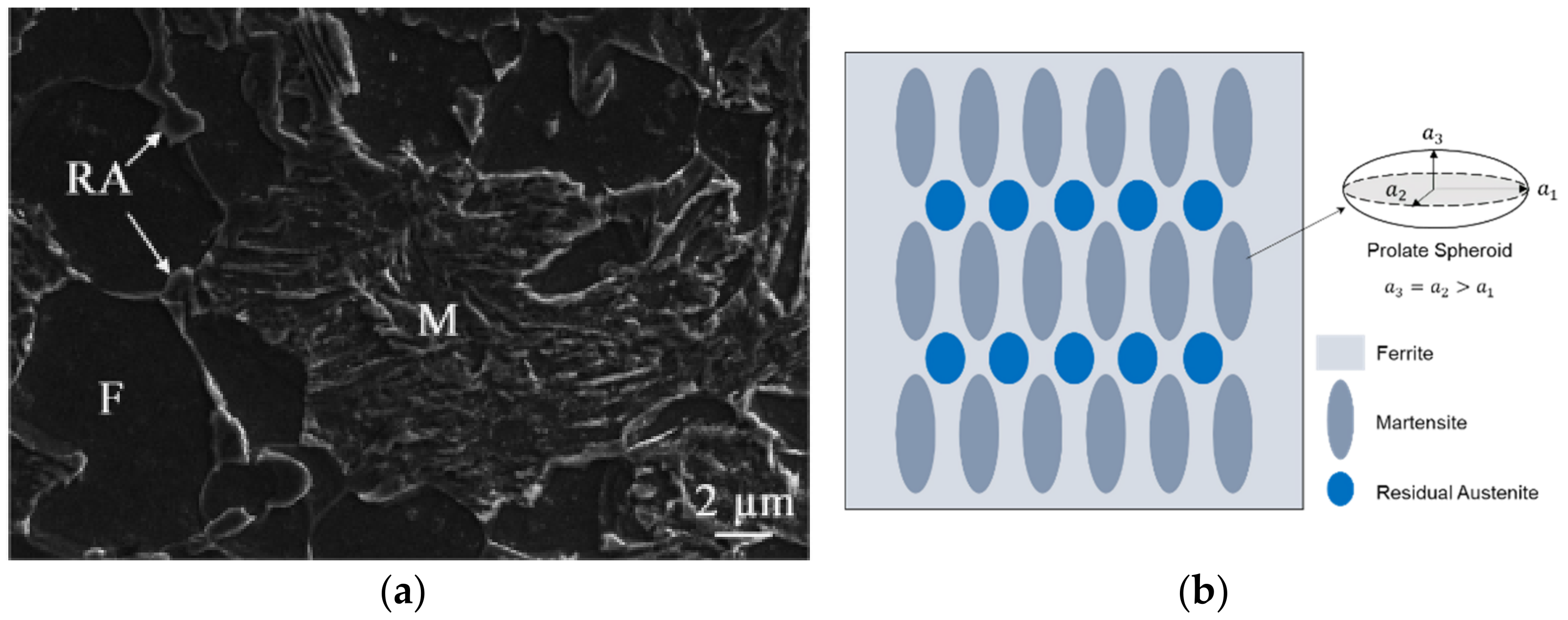
2.1. Modeling of Multiphase Q&P Steel
2.2. Constitutive Inputs of Each Phase
3. Results and Discussion
3.1. Prediction of Onset Strain and Tranformation Rate of DIMT in Q&P980 Steel under Uniaxial Loading
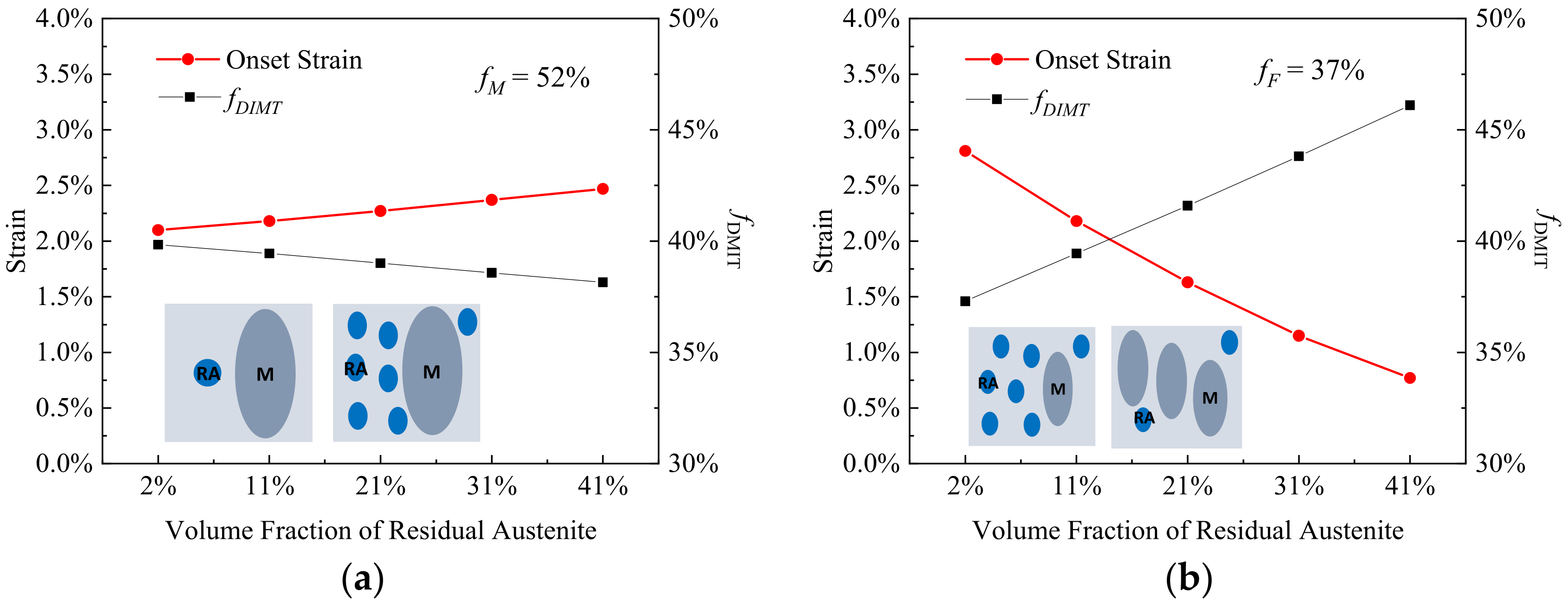
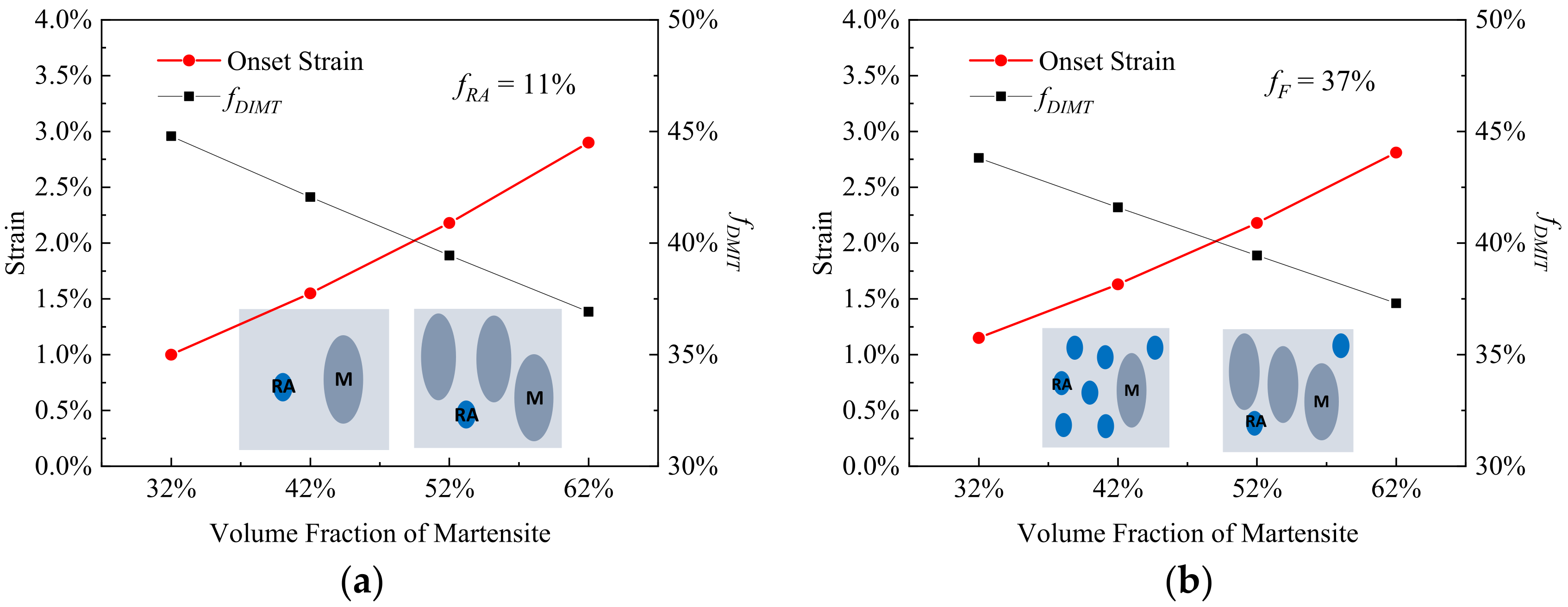
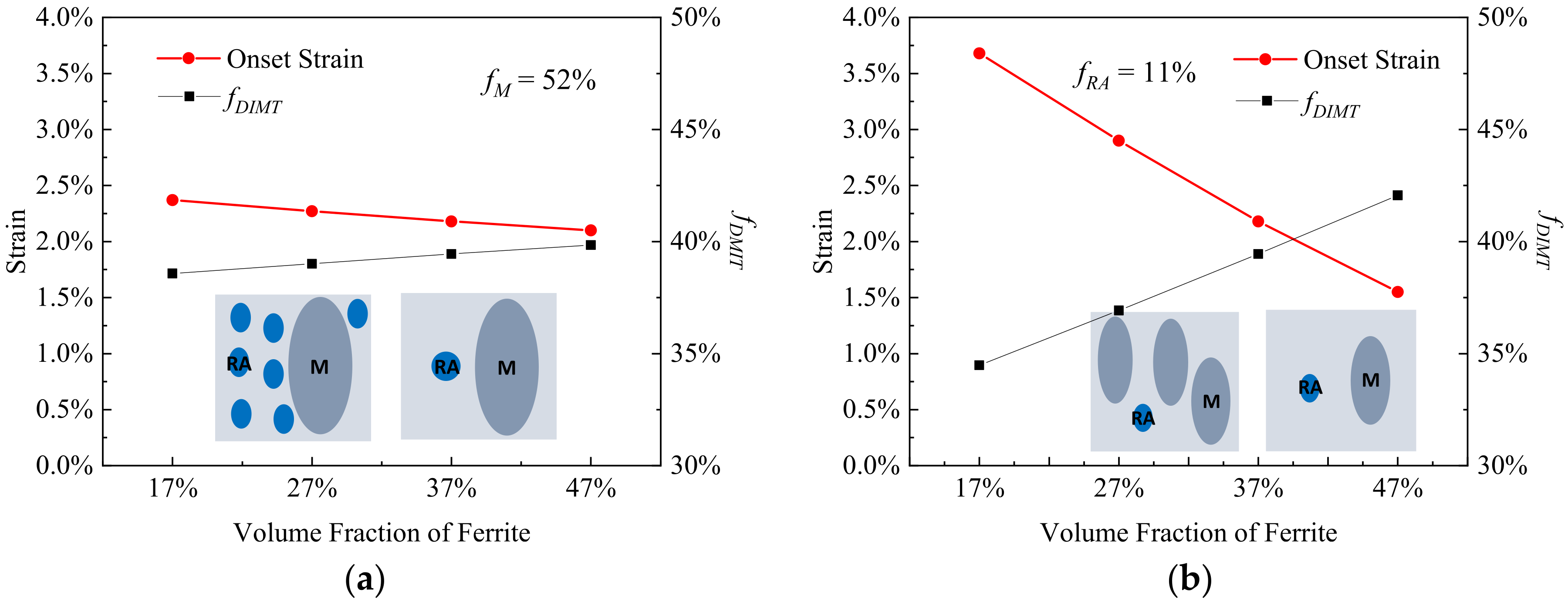
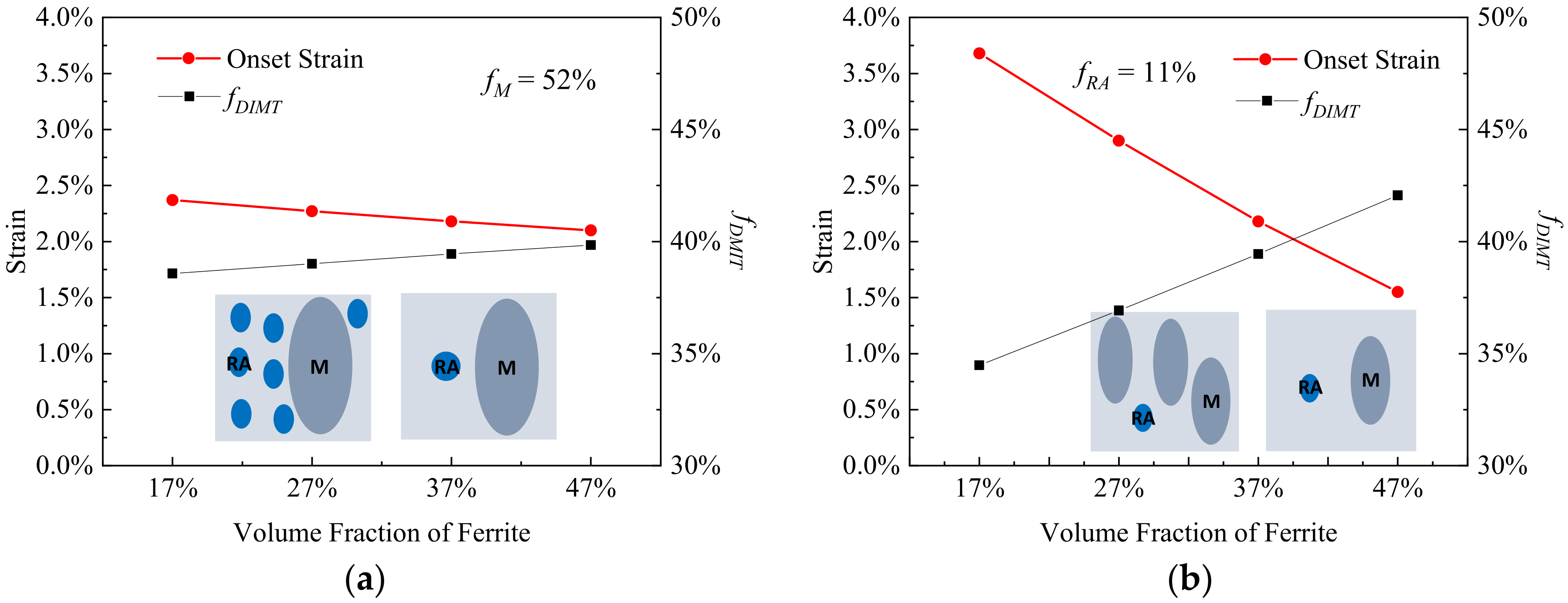
3.2. Volume Fraction Effect of Each Constitutive Phase on Onset Strain and Rate of DIMT during Tensile Loading
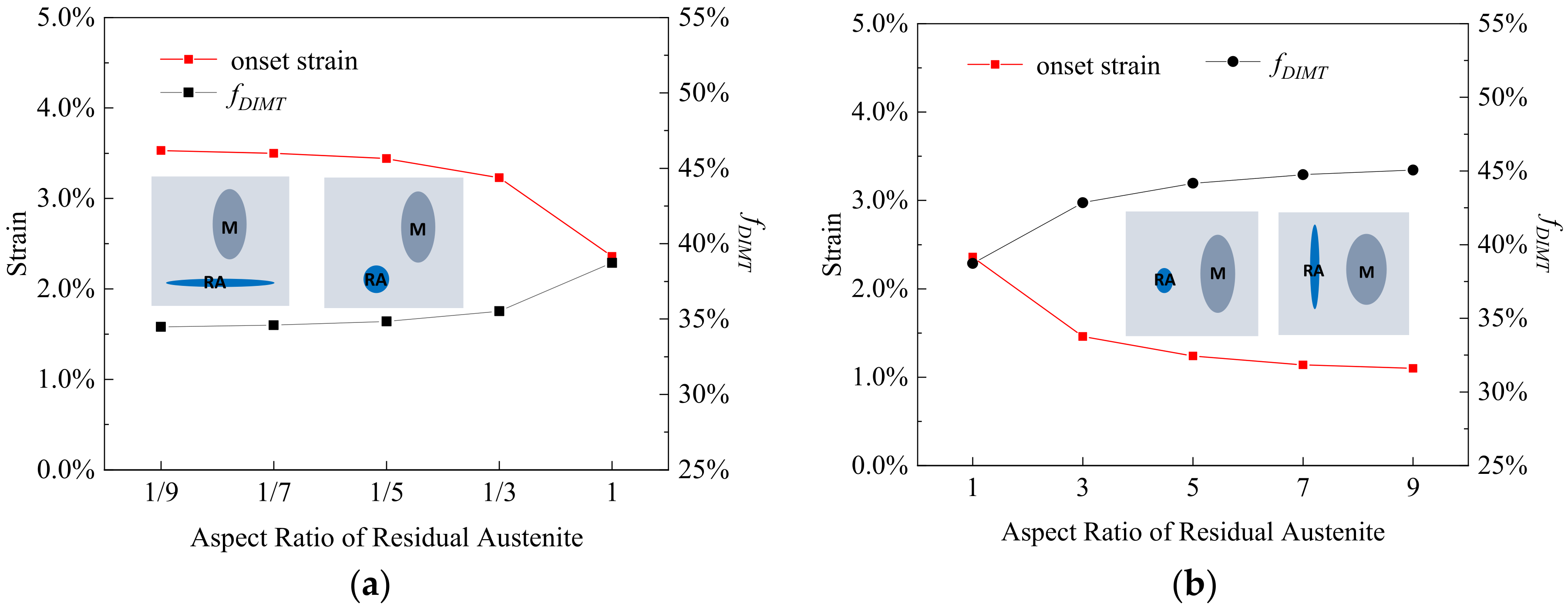
3.3. Aspect Ratio Effect of Particle-Shaped Residual Austenite and Primary Martensite on Onset Strain and Rate of DIMT during Tensile Loading
3.4. Applications of the Modeling Results in Controlling DIMT of Q&P Steel
4. Conclusions
- Microstructure effect on onset strain and transformation rate of deformation-induced martensitic transformation (DIMT) in Q&P steel can be quantitatively studied through a micromechanics model.
- When the volume fraction of residual austenite (RA) increases from 2% to 41% with the martensite fraction of 52%, the onset strain of DIMT increases from 2.1% to 2.5% and transformation rate decreases from 39.8% to 38.2%, in contrast to the case of the RA fraction effect with the constant fraction of ferrite.
- With the volume fraction of the primary martensite (M) increasing from 32% to 62%, the DIMT can be postponed, regardless of the corresponding change from the RA or F fraction, where the onset strain of DIMT increases from 1.0% to 2.9% (with a constant fraction of RA (fRA = 11%) or from 1.2% to 2.8% (fF = 37%), and the transformation rate decreases from 44.8% to 36.9% (fRA = 11%) or from 43.8% to 37.3% (fF = 37%).
- When increasing the volume fraction of the matrix ferrite from 17% to 47%, the onset strain of DIMT decreases from 2.4% to 2.1% (fM = 52%) or from 3.7% to 1.6% (fRA = 11%) and the transformation rate increases from 38.6% to 39.8% (fM = 52%) or from 34.5% to 42.1% (fRA = 11%).
- When the aspect ratio of the residual austenite increases from 1/9 to 9, the onset strain of DIMT decreases from 3.5% to 1.1% and transformation rate increases from 34.5% to 45.1%.
- When the aspect ratio of the primary martensite increases from 1/9 to 9, the onset strain of DIMT increases from 0.3% to 4.1% and transformation rate decreases from 53.1% to 34.1%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kwon, O.; Lee, K.Y.; Kim, G.S.; Chin, K.G. New Trends in Advanced High Strength Steel Developments for Automotive Application. Mater. Sci. Forum. 2010, 638–642, 136–141. [Google Scholar] [CrossRef]
- Edmonds, D.V.; He, K.; Rizzo, F.C.; De Cooman, B.C.; Matlock, D.K.; Speer, J.G. Quenching and Partitioning Martensite—A Novel Steel Heat Treatment. Mater. Sci. Eng. A 2006, 438–440, 25–34. [Google Scholar] [CrossRef]
- Mates, S.; Abu-Farha, F. Dynamic Tensile Behavior of a Quenched and Partitioned High Strength Steel Using a Kolsky Bar; Springer: Cham, Switzerland, 2016. [Google Scholar] [CrossRef]
- Blondé, R.; Jimenez-Melero, E.; Zhao, L.; Wright, J.P.; Brück, E.; van der Zwaag, S.; van Dijk, N.H. Mechanical Stability of Individual Austenite Grains in TRIP Steel Studied by Synchrotron X-ray Diffraction during Tensile Loading. Mater. Sci. Eng. A 2014, 618, 280–287. [Google Scholar] [CrossRef]
- Mark, A.F.L. Microstructural Effects on The Stability of Retained Austenite in Transformation Induced Plasticity Steels; Queen’s University: Kingston, ON, Canada, 2008. [Google Scholar]
- De Knijf, D.; Föjer, C.; Kestens, L.A.I.; Petrov, R. Factors Influencing the Austenite Stability During Tensile Testing of Quenching and Partitioning Steel Determined via In-situ Electron Backscatter Diffraction. Mater. Sci. Eng. A 2015, 638, 219–227. [Google Scholar] [CrossRef]
- Jacques, P.J.; Ladriere, J.; Delannay, F. On the Influence of Interactions Between Phases on the Mechanical Stability of Retained Austenite in Transformation-Induced Plasticity Multiphase Steels. Metall. Mater. Trans. A 2001, 32, 2759–2768. [Google Scholar] [CrossRef]
- Chiang, J.; Lawrence, B.; Boyd, J.D.; Pilkey, A.K. Effect of Microstructure on Retained Austenite Stability and Work Hardening of TRIP Steels. Mater. Sci. Eng. A 2011, 528, 4516–4521. [Google Scholar] [CrossRef]
- Derazkola, H.A.; Gil, E.G.; Murillo-Marrodán, A.; Méresse, D. Review on Dynamic Recrystallization of Martensitic Stainless Steels during Hot Deformation: Part I—Experimental Study. Metals 2021, 11, 572. [Google Scholar] [CrossRef]
- Dan, W.J.; Zhang, W.G.; Li, S.H.; Lin, Z.Q. A Model for Strain-Induced Martensitic Transformation of TRIP Steel with Strain Rate. Comput. Mater. Sci. 2007, 40, 101–107. [Google Scholar] [CrossRef]
- Lani, F.; Furnémont, Q.; Van Rompaey, T.; Delannay, F.; Jacques, P.J.; Pardoen, T. Multiscale Mechanics of TRIP-Assisted Multiphase Steels: II. Micromechanical Modelling. Acta Mater. 2007, 55, 3695–3705. [Google Scholar] [CrossRef]
- Delannay, L.; Jacques, P.; Pardoen, T. Modelling of the Plastic Flow of Trip-Aided Multiphase Steel Based on an Incremental Mean-field Approach. Int. J. Solids Struct. 2008, 45, 1825–1843. [Google Scholar] [CrossRef] [Green Version]
- Sierra, R.; Nemes, J.A. Investigation of The Mechanical Behaviour of Multi-Phase TRIP Steels Using Finite Element Methods. Int. J. Mech. Sci. 2008, 50, 649–665. [Google Scholar] [CrossRef]
- Han, H.N.; Oh, C.-S.; Kim, G.; Kwon, O. Design Method for TRIP-aided Multiphase Steel Based on a Microstructure-based Modelling for Transformation-induced Plasticity and Mechanically Induced Martensitic Transformation. Mater. Sci. Eng. A 2009, 499, 462–468. [Google Scholar] [CrossRef]
- Perlade, A.; Bouaziz, O.; Furnémont, Q. A Physically Based Model for TRIP-Aided Carbon Steels Behaviour. Mater. Sci. Eng. A 2003, 356, 145–152. [Google Scholar] [CrossRef]
- Eshelby, J.D. The Determination of the Elastic Field of an Ellipsoidal Inclusion, and Related Problems. Proc. R. Soc. Lond. Ser. A 1957, 241, 376–396. [Google Scholar] [CrossRef]
- Mori, T.; Tanaka, K. Average Stress in Matrix and Average Elastic Energy of Materials with Misfitting Inclusions. Acta Metall. 1973, 21, 571–574. [Google Scholar] [CrossRef]
- Choi, K.S.; Liu, W.N.; Sun, X.; Khaleel, M.A. Microstructure-Based Constitutive Modeling of TRIP Steel: Prediction of Ductility and Failure Modes under Different Loading Conditions. Acta Mater. 2009, 57, 2592–2604. [Google Scholar] [CrossRef]
- Cheng, G.; Choi, K.S.; Hu, X.H.; Sun, X. Computational Material Design for Q&P Steels with Plastic Instability Theory. Mater. Des. 2017, 132, 526–538. [Google Scholar] [CrossRef]
- Sun, X.; Choi, K.S.; Liu, W.N.; Khaleel, M.A. Predicting Failure Modes and Ductility of Dual Phase Steels Using Plastic Strain Localization. Int. J. Plast. 2009, 25, 1888–1909. [Google Scholar] [CrossRef]
- Uthaisangsuk, V.; Prahl, U.; Bleck, W. Micromechanical Modelling of Damage Behaviour of Multiphase Steels. Comput. Mater. Sci. 2008, 43, 27–35. [Google Scholar] [CrossRef]
- Srivastava, A.; Ghassemi-Armaki, H.; Sung, H.; Chen, P.; Kumar, S.; Bower, A.F. Micromechanics of Plastic Deformation and Phase Transformation in a Three-Phase TRIP-Assisted Advanced High Strength Steel: Experiments and Modeling. J. Mech. Phys. Solids. 2015, 78, 46–69. [Google Scholar] [CrossRef] [Green Version]
- Zong, B.Y.; Wang, Y.M.; Li, J.; Xu, N. Modeling of Mechanical Behavior and Design of Microstructure on Particulate Reinforced Materials. Int. J. Mod. Phys. B. 2009, 23, 1627–1633. [Google Scholar] [CrossRef]
- Cao, J.; Jin, J.; Wang, L.; Li, S.; Zong, Y. Modeling for Onset Strain of Deformation-Induced Martensite Transformation in Q&P Steel by a Mean-field Eshelby Approach. Modell. Simul. Mater. Sci. Eng. 2019, 27, 085002. [Google Scholar] [CrossRef]
- Li, S.; Zou, D.; Xia, C.; He, J. Effect of Strain Rate on Deformation-Induced Martensitic Transformation of Quenching and Partitioning Steels. Steel Res. Int. 2016, 87, 1302–1311. [Google Scholar] [CrossRef]
- Liu, L.; He, B.B.; Cheng, G.J.; Yen, H.W.; Huang, M.X. Optimum Properties of Quenching and Partitioning Steels Achieved by Balancing Fraction and Stability of Retained Austenite. Scr. Mater. 2018, 150, 1–6. [Google Scholar] [CrossRef]
- Finfrock, C.B.; Thrun, M.M.; Bhattacharya, D.; Ballard, T.J.; Clarke, A.J.; Clarke, K.D. Strain Rate Dependent Ductility and Strain Hardening in Q&P Steels. Metall. Mater. Trans. A 2021, 52, 928–942. [Google Scholar] [CrossRef]
- Kähkönen, J. Quenching and Partitioning Response of Carbon-Manganese-Silicon Sheet Steels Containing Nickel, Molybdenum, Aluminum and Copper Additions. Ph.D. Thesis, Colorado School of Mines, Golden, CO, USA, 2016. [Google Scholar]
- Matlock, D.K.; Bräutigam, V.E.; Speer, J.G. Appliacation of the Quenching and Partitioning (Q&P) Process to a Medium-Carbon, High-Si Microalloyed Bar steel. Mater. Sci. Forum. 2003, 426–432, 1089–1094. [Google Scholar] [CrossRef]
- Santofimia, M.J.; Zhao, L.; Petrov, R.; Kwakernaak, C.; Sloof, W.G.; Sietsma, J. Microstructural Development during the Quenching and Partitioning Process in a Newly Designed Low-Carbon Steel. Acta Mater. 2011, 59, 6059–6068. [Google Scholar] [CrossRef]
- Wang, M.; Huang, M.X. Abnormal TRIP Effect on the Work Hardening Behavior of a Quenching and Partitioning Steel at High Strain Rate. Acta Mater. 2020, 188, 551–559. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element Type | C | Mn | Si | P | S | Al |
|---|---|---|---|---|---|---|
| Content | 0.2 | 1.93 | 1.59 | 0.019 | 0.003 | 0.055 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, J.; Jin, J.; Li, S.; Wang, M.; Tang, S.; Peng, Q.; Zong, Y. Effect of Microstructure on the Onset Strain and Rate per Strain of Deformation-Induced Martensite Transformation in Q&P Steel by Modeling. Materials 2022, 15, 952. https://doi.org/10.3390/ma15030952
Cao J, Jin J, Li S, Wang M, Tang S, Peng Q, Zong Y. Effect of Microstructure on the Onset Strain and Rate per Strain of Deformation-Induced Martensite Transformation in Q&P Steel by Modeling. Materials. 2022; 15(3):952. https://doi.org/10.3390/ma15030952
Chicago/Turabian StyleCao, Jingyi, Jianfeng Jin, Shaojie Li, Mingtao Wang, Shuai Tang, Qing Peng, and Yaping Zong. 2022. "Effect of Microstructure on the Onset Strain and Rate per Strain of Deformation-Induced Martensite Transformation in Q&P Steel by Modeling" Materials 15, no. 3: 952. https://doi.org/10.3390/ma15030952
APA StyleCao, J., Jin, J., Li, S., Wang, M., Tang, S., Peng, Q., & Zong, Y. (2022). Effect of Microstructure on the Onset Strain and Rate per Strain of Deformation-Induced Martensite Transformation in Q&P Steel by Modeling. Materials, 15(3), 952. https://doi.org/10.3390/ma15030952