
Influence of Axial Depth of Cut and Tool Position on Surface Quality and Chatter Appearance in Locally Supported Thin Floor Milling




Abstract
1. Introduction
2. Materials and Methods
2.1. Tested Parts
2.2. Methodology
2.3. Machining Operation
2.4. Vibration Monitoring, FRF Obtention and SLD Calculation
2.5. Roughness Measurement
2.6. Roughness Model
3. Results and Discussion
3.1. SLD Analysis
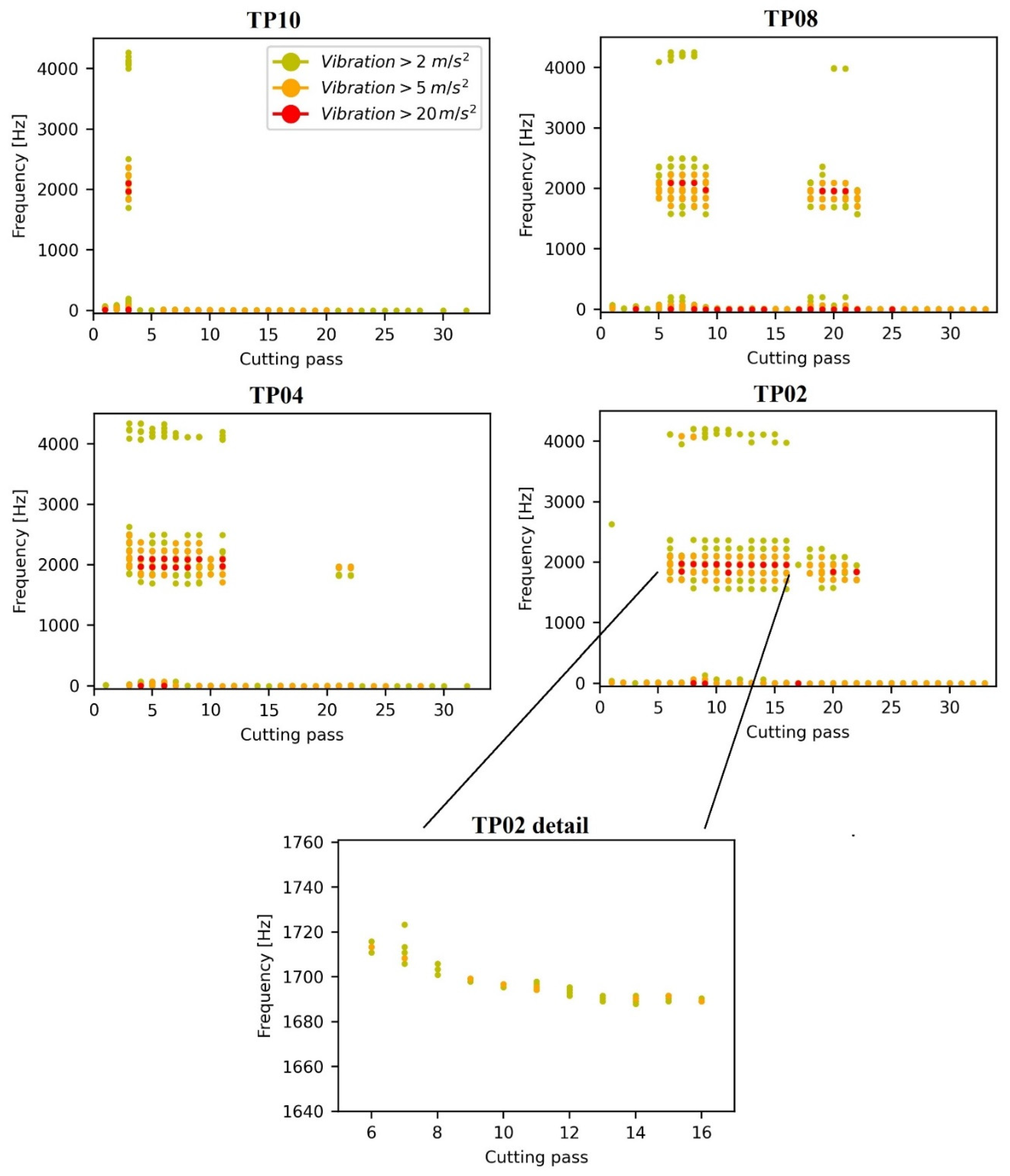
3.2. Vibration FFT Analysis
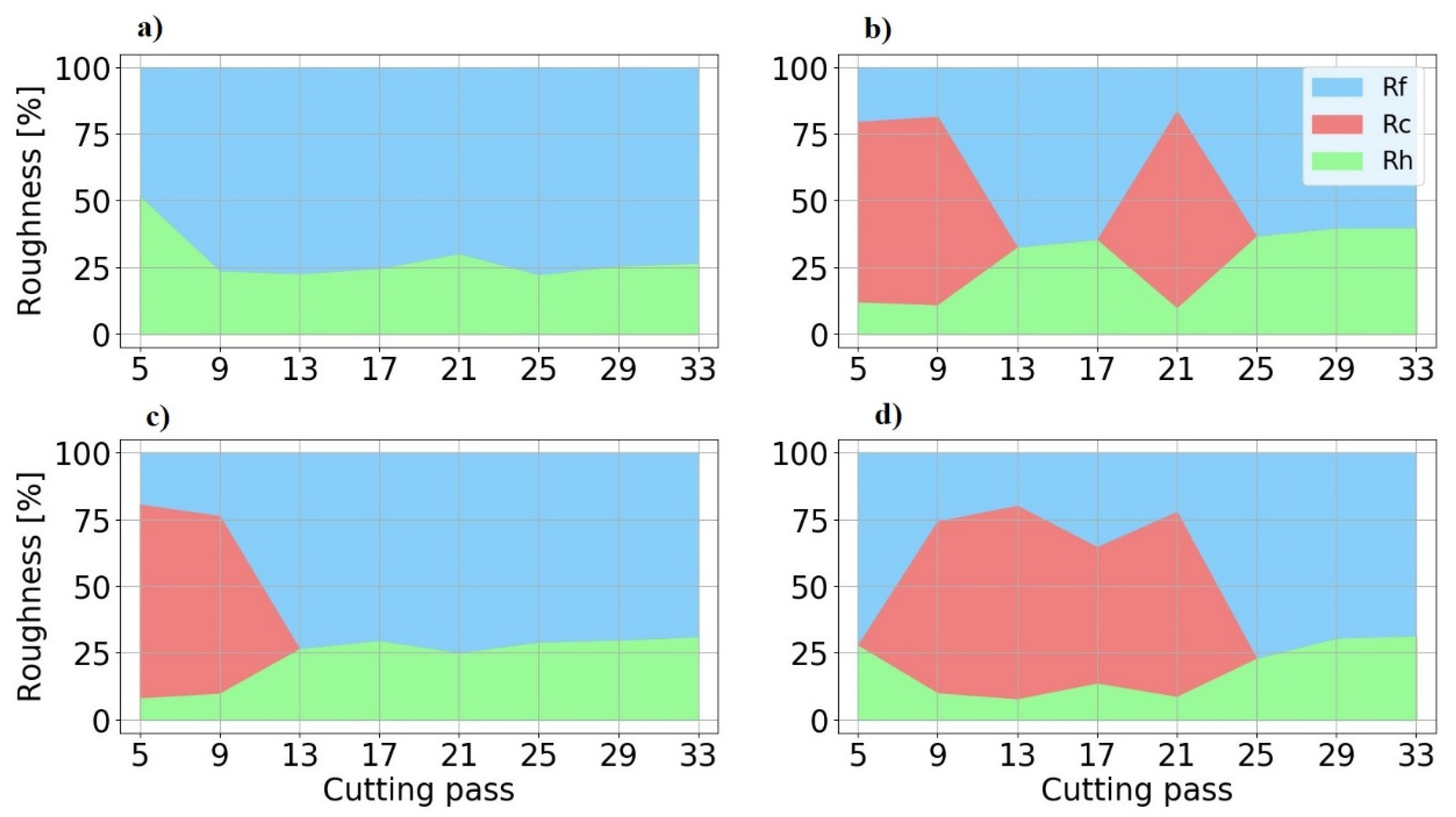
3.3. Roughness Analysis
4. Conclusions
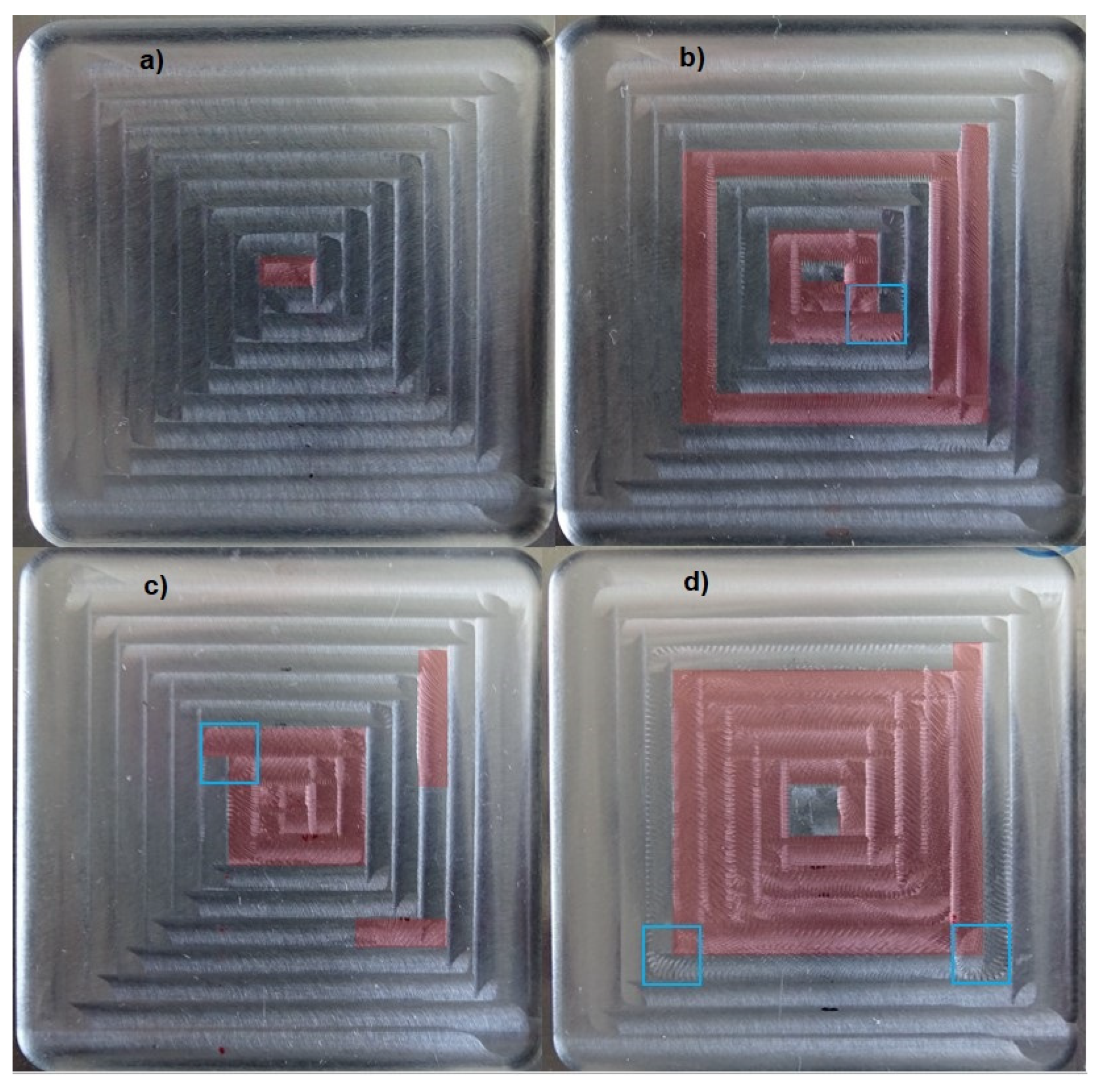
- Given the current experimental setup, chatter appearance in thin floors is dominated by the excitation of the first mode of vibration and, at the center of the sample, it is virtually unavoidable, irrespective of the axial depth of cut and spindle speed employed. This fact can be analytically deduced from stability lobes calculation, and it is empirically confirmed in the milling experiments. However, chatter can be avoided by selecting a proper machining zone. Actually, chatter is not a continuous phenomenon, but it appears and disappears along the cutting path due to the interaction of several factors. When an outward helicoidal milling strategy is performed, these factors are as follows: the removal of material, which reduces the rigidity of the samples, the approximation of the tool to the fixtures, which increases it, and the reaching of the tool to modal nodes and antinodes. As a consequence, in the current experimental setup chatter does not appear from cutting pass 25. It means that the proximity of the tool to the fixtures should be considered and incorporated to further chatter prediction models. Also, it means that flexible fixtures could be used for milling thin floors, providing that milling is not conducted in the central area between vacuum cups.
- Chatter is the main cause of poor surface quality for the studied cases, as it causes roughness of at least 0.9 μm in the current setup. In absence of chatter, irrespective of the depth of cut employed, roughness is always below 0.6 μm, so it would comply with industry quality requirements. As roughness caused by the displacement of fixtures and relative movement of thin plates is more than 60% of the global roughness, there is still potential for roughness reduction regarding clamping conditions. In those cases, roughness is dominated by the tooth passing frequency, so machining conditions can be employed to handle it.
- Given the current experimental setup, higher axial depths of cut (even 50% of the thickness of the sample) lead to a more stable machining than lower ones. It happens because higher depths of cut also entail higher lead edge angles, which avoid chatter. In addition to a more stable machining, higher depths of cut also lead to a more productive machining and to a surface roughness that complies with industry quality requirements.
- Process damping stabilizes the milling. However, it also entails ploughing effects, which are very harmful to surface quality. It is shown that the ploughing effect is a case of process damping also related to the change of cutting direction. Consequently, milling strategies without sudden changes in cutting direction should be considered as they may avoid ploughing.
- The methodology followed in the present study can be extended and applied to other aeronautic alloys, considering that they could have different surface quality requirements.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Casuso, M.; Polvorosa, R.; Veiga, F.; Suárez, A.; Lamikiz, A. Residual stress and distortion modeling on aeronautical aluminum alloy parts for machining sequence optimization. Int. J. Adv. Manuf. Technol. 2020, 110, 1219–1232. [Google Scholar] [CrossRef]
- Fei, J.; Xu, F.; Lin, B.; Huang, T. State of the art in milling process of the flexible workpiece. Int. J. Adv. Manuf. Technol. 2020, 109, 1695–1725. [Google Scholar] [CrossRef]
- Kolluru, K.; Axinte, D. Novel ancillary device for minimising machining vibrations in thin wall assemblies. Int. J. Mach. Tools Manuf. 2014, 85, 79–86. [Google Scholar] [CrossRef]
- Del Sol, I.; Rivero, A.; López de Lacalle, L.N.; Gamez, A.J. Thin-wall machining of light alloys: A review of models and industrial approaches. Materials 2019, 12, 2012. [Google Scholar] [CrossRef] [PubMed]
- Bao, Y.; Dong, Z.G.; Kang, R.K.; Li, Z.; Yuan, Y.C. Milling force and machining deformation in mirror milling of aircraft skin. Adv. Mater. Res. 2016, 1136, 149–155. [Google Scholar] [CrossRef]
- Bao, Y.; Kang, R.; Dong, Z.G.; Zhu, X.; Wang, C.; Guo, D. Model for surface topography prediction in mirror-milling of aircraft skin parts. Int. J. Adv. Manuf. Technol. 2018, 95, 2259–2268. [Google Scholar] [CrossRef]
- Herranz, S.; Campa, F.J.; López De Lacalle, L.N.; Rivero, A.; Lamikiz, A.; Ukar, E.; Sánchez, J.A.; Bravo, U. The milling of airframe components with low rigidity: A general approach to avoid static and dynamic problems. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2005, 219, 789–801. [Google Scholar] [CrossRef]
- Zhang, Z.; Li, H.; Liu, X.; Zhang, W.; Meng, G. Chatter mitigation for the milling of thin-walled workpiece. Int. J. Mech. Sci. 2018, 138–139, 262–271. [Google Scholar] [CrossRef]
- Zhou, Y.; Li, Y.; Wang, W. A feature-based fixture design methodology for the manufacturing of aircraft structural parts. Robot. Comput. Integr. Manuf. 2011, 27, 986–993. [Google Scholar] [CrossRef]
- Rubio, A.; Calleja, L.; Orive, J.; Mújica, A.; Rivero, A. Flexible Machining System for an Efficient Skin Machining. SAE Technical Paper. 2016, pp. 1–12. Available online: https://www.sae.org/publications/technical-papers/content/2016-01-2129/ (accessed on 13 December 2021).
- Campa, F.J.; López De Lacalle, L.N.; Celaya, A. Chatter avoidance in the milling of thin floors with bull-nose end mills: Model and stability diagrams. Int. J. Mach. Tools Manuf. 2011, 51, 43–53. [Google Scholar] [CrossRef]
- Bravo, U.; Altuzarra, O.; López De Lacalle, L.N.; Sánchez, J.A.; Campa, F.J. Stability limits of milling considering the flexibility of the workpiece and the machine. Int. J. Mach. Tools Manuf. 2005, 45, 1669–1680. [Google Scholar] [CrossRef]
- Del Sol, I.; Rivero, A.; Gamez, A.J. Effects of machining parameters on the quality in machining of aluminium alloys thin plates. Metals 2019, 9, 927. [Google Scholar] [CrossRef]
- Rubio-Mateos, A.; Casuso, M.; Rivero, A.; Ukar, E.; Lamikiz, A. Vibrations characterization in milling of low stiffness parts with a rubber-based vacuum fixture. Chin. J. Aeronaut. 2020, 34, 54–66. [Google Scholar] [CrossRef]
- Kolluru, K.; Axinte, D. Coupled interaction of dynamic responses of tool and workpiece in thin wall milling. J. Mater. Process. Technol. 2013, 213, 1565–1574. [Google Scholar] [CrossRef]
- Del Sol, I.; Rivero, A.; Salguero, J.; Fernández-Vidal, S.R.; Marcos, M. Tool-path effect on the geometric deviations in the machining of UNS A92024 aeronautic skins. Procedia Manuf. 2017, 13, 639–646. [Google Scholar] [CrossRef][Green Version]
- Kuczmaszewski, J.; Łogin, W.; Pieśko, P.; Zawada-Michałowska, M. Influence of machining strategies and technological history of semi-finished product on the deformation of thin-wall elements after milling. Adv. Sci. Technol. Res. J. 2017, 11, 289–296. [Google Scholar]
- Kuczmaszewski, J.; Pieśko, P.; Zawada-Michałowska, M. Surface roughness of thin-walled components made of aluminium alloy en aw-2024 following different milling strategies. Adv. Sci. Technol. Res. J. 2016, 10, 150–158. [Google Scholar] [CrossRef]
- Wu, G.; Li, G.; Pan, W.; Raja, I.; Wang, X.; Ding, S. A state-of-art review on chatter and geometric errors in thin-wall machining processes. J. Manuf. Processes 2021, 68, 454–480. [Google Scholar] [CrossRef]
- Yue, C.; Gao, H.; Liu, X.; Liang, S.Y.; Wang, L. A review of chatter vibration research in milling. Chin. J. Aeronaut. 2019, 32, 215–242. [Google Scholar] [CrossRef]
- Dang, X.B.; Mi, W.; Yang, Y.; Zhang, W.H. Efficient prediction of varying dynamic characteristics in thin-wall milling using freedom and mode reduction methods. Int. J. Mech. Sci. 2019, 150, 202–216. [Google Scholar] [CrossRef]
- Song, Q.; Liu, Z.; Wan, Y.; Ju, G.; Shi, J. Application of Sherman–Morrison–Woodbury formulas in instantaneous dynamic of peripheral milling for thin-walled component. Int. J. Mech. Sci. 2015, 96–97, 79–90. [Google Scholar] [CrossRef]
- Qu, S.; Zhao, J.; Wang, T. Three-dimensional stability prediction and chatter analysis in milling of thin-walled plate. Int. J. Adv. Manuf. Technol. 2016, 86, 2291–2300. [Google Scholar] [CrossRef]
- Seguy, S.; Campa, F.J.; López de Lacalle, L.N.; Arnaud, L.; Dessein, G.; Aramendi, G. Toolpath dependent stability lobes for the milling of thin-walled parts. Int. J. Mach. Mach. Mater. 2008, 4, 377–392. [Google Scholar] [CrossRef]
- Arnaud, L.; Gonzalo, O.; Seguy, S.; Jauregi, H.; Peigné, G. Simulation of low rigidity part machining applied to thin-walled structures. Int. J. Adv. Manuf. Technol. 2011, 54, 479–488. [Google Scholar] [CrossRef]
- Altintas, Y. Analytical prediction of three-dimensional chatter stability in milling. JSME Int. J. Ser. C Mech. Syst. Mach. Elem. Manuf. 2001, 44, 717–723. [Google Scholar] [CrossRef]
- Campa, F.J.; López de Lacalle, L.N.; Lamikiz, A.; Sánchez, J.A. Selection of cutting conditions for a stable milling of flexible parts with bull-nose end mills. J. Mater. Process. Technol. 2007, 191, 279–282. [Google Scholar] [CrossRef]
- Lee, P.; Altintaş, Y. Prediction of ball-end milling forces from orthogonal cutting data. Int. J. Mach. Tools Manuf. 1996, 36, 1059–1072. [Google Scholar] [CrossRef]
- Gradišek, J.; Kalveram, M.; Weinert, K. Mechanistic identification of specific force coefficients for a general end mill. Int. J. Mach. Tools Manuf. 2004, 44, 401–414. [Google Scholar] [CrossRef]
- Rubio-Mateos, A.; Rivero, A.; Ukar, E.; Lamikiz, A. Influence of elastomer layers in the quality of aluminum parts on finishing operations. Metals 2020, 10, 289. [Google Scholar] [CrossRef]
- Thevenot, V.; Arnaud, L.; Dessein, G.; Cazenave-Larroche, G. Influence of material removal on the dynamic behavior of thin-walled structures in peripheral milling. Mach. Sci. Technol. 2006, 10, 275–287. [Google Scholar] [CrossRef]
- Campa, F.J.; López De Lacalle, L.N.; Urbicain, G.; Lamikiz, A.; Seguy, S.; Arnaud, L. Critical thickness and dynamic stiffness for chatter avoidance in thin floors milling. Adv. Mat. Res. 2011, 188, 116–121. [Google Scholar] [CrossRef]
- Seguy, S.; Dessein, G.; Arnaud, L. Surface roughness variation of thin wall milling, related to modal interactions. Int. J. Mach. Tools Manuf. 2008, 48, 261–274. [Google Scholar] [CrossRef]
- Meshreki, M.; Kovecses, J.; Attia, H.; Tounsi, N. Dynamics modeling and analysis of thin-walled aerospace structures for fixture design in multiaxis milling. J. Manuf. Sci. Eng. 2008, 130, 31011–31012. [Google Scholar] [CrossRef]
- López De Lacalle, L.N.; Lamikiz, A.; Sánchez, J.A.; Fernández De Bustos, I. Recording of real cutting forces along the milling of complex parts. Mechatronics 2006, 16, 21–32. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Before Machining | During Machining | After Machining |
|---|---|---|
| Samples FRF measurement | Samples FRF measurement | SLD calculation |
| Tool FRF measurement | Vibration monitoring | Vibration FFT calculation |
| Roughness measurement | ||
| Roughness FFT calculation |
| Thin Plate Name | Axial Depth of Cut Employed |
|---|---|
| TP10 | 1 mm |
| TP08 | 0.8 mm |
| TP04 | 0.4 mm |
| TP02 | 0.2 mm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Casuso, M.; Rubio-Mateos, A.; Veiga, F.; Lamikiz, A. Influence of Axial Depth of Cut and Tool Position on Surface Quality and Chatter Appearance in Locally Supported Thin Floor Milling. Materials 2022, 15, 731. https://doi.org/10.3390/ma15030731
Casuso M, Rubio-Mateos A, Veiga F, Lamikiz A. Influence of Axial Depth of Cut and Tool Position on Surface Quality and Chatter Appearance in Locally Supported Thin Floor Milling. Materials. 2022; 15(3):731. https://doi.org/10.3390/ma15030731
Chicago/Turabian StyleCasuso, Mikel, Antonio Rubio-Mateos, Fernando Veiga, and Aitzol Lamikiz. 2022. "Influence of Axial Depth of Cut and Tool Position on Surface Quality and Chatter Appearance in Locally Supported Thin Floor Milling" Materials 15, no. 3: 731. https://doi.org/10.3390/ma15030731
APA StyleCasuso, M., Rubio-Mateos, A., Veiga, F., & Lamikiz, A. (2022). Influence of Axial Depth of Cut and Tool Position on Surface Quality and Chatter Appearance in Locally Supported Thin Floor Milling. Materials, 15(3), 731. https://doi.org/10.3390/ma15030731