
High-Temperature Wear Performance of hBN-Added Ni-W Composites Produced from Combustion-Synthesized Powders

 ,
, 

 ,
,  and
and 
Abstract
:1. Introduction
2. Experimental
2.1. Combustion Synthesis
2.2. High-Energy Ball Milling (HEBM)
2.3. Spark Plasma Sintering (SPS)
2.4. Mechanical, Phase and Microstructural Characterization
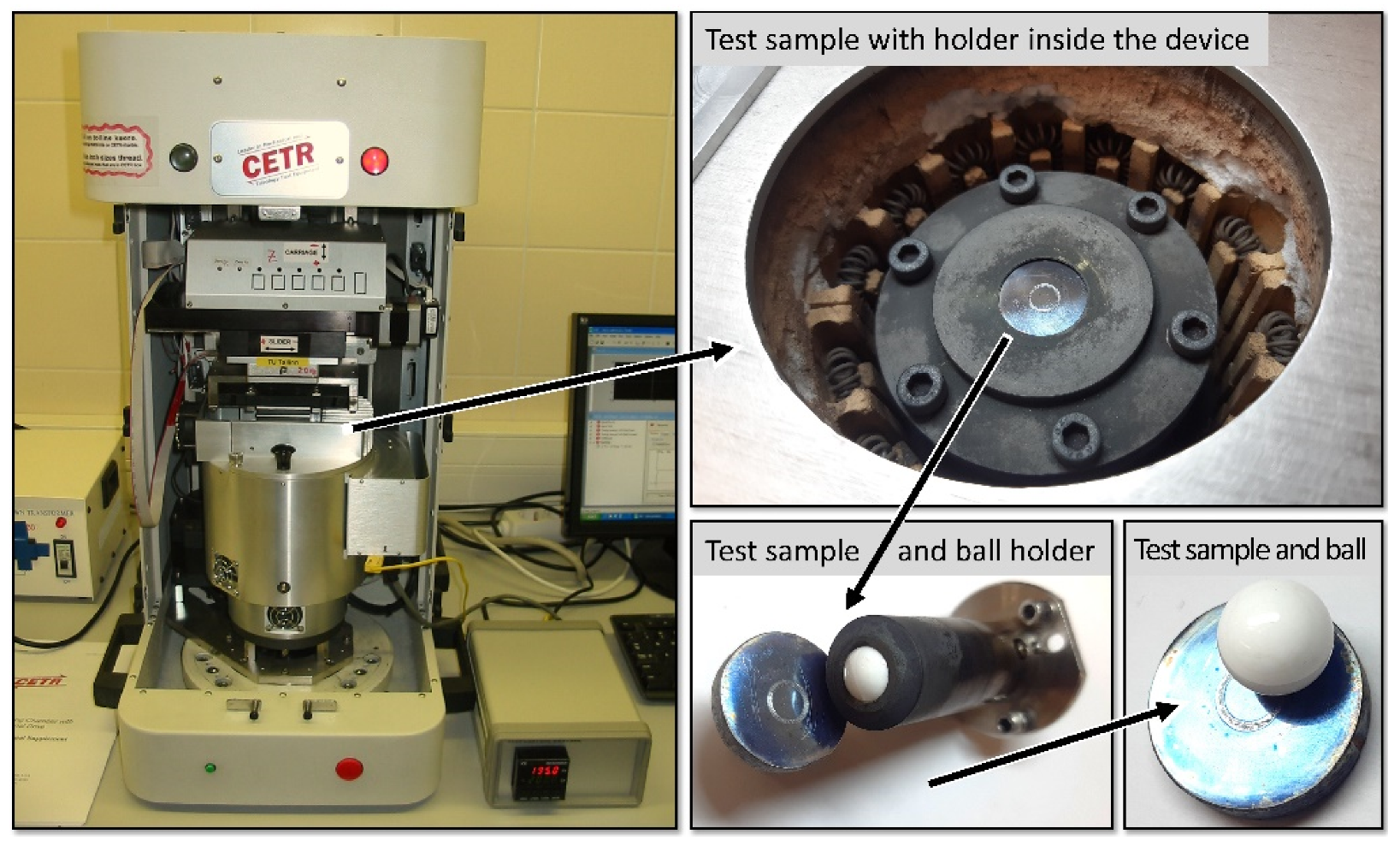
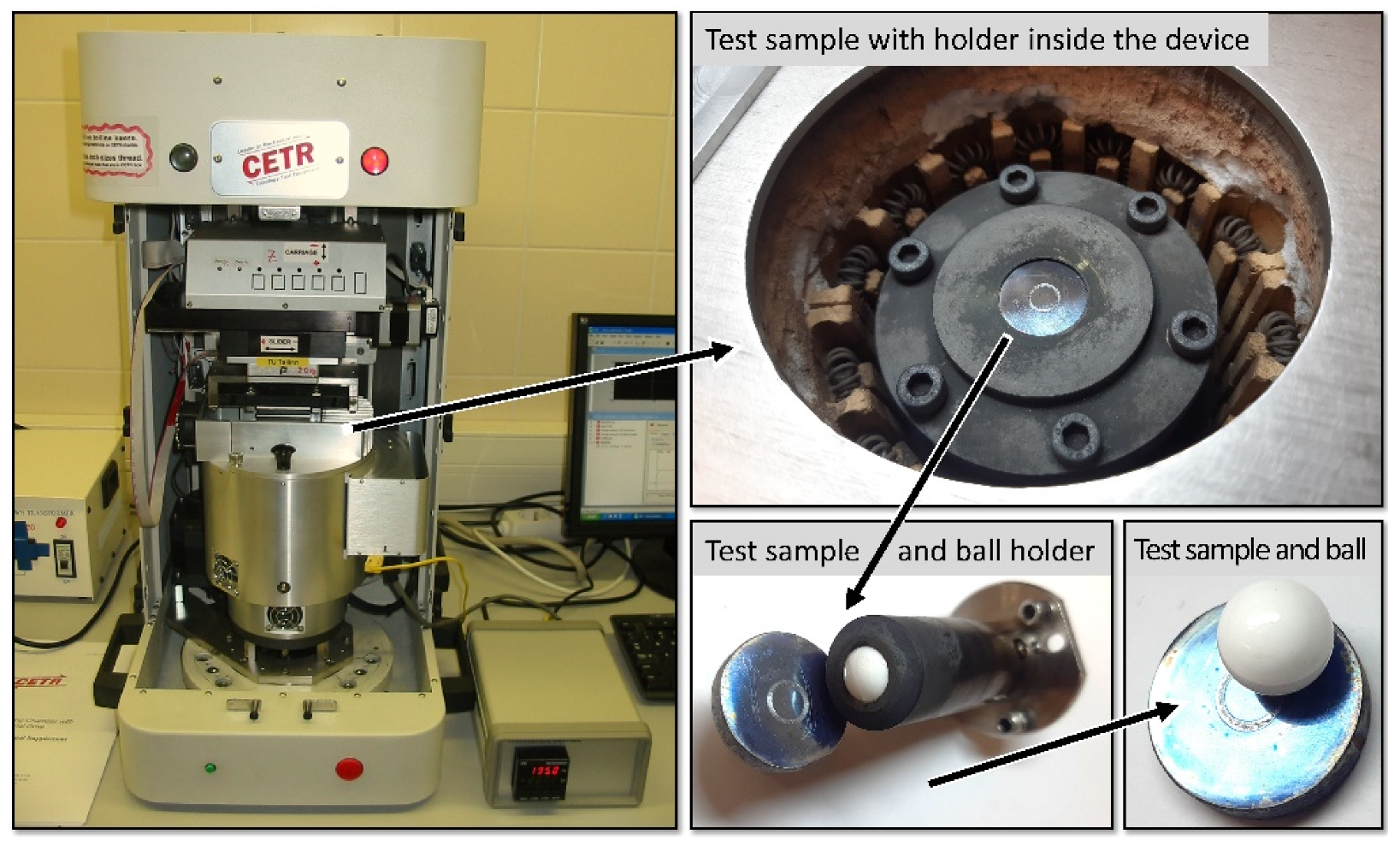
2.5. High-Temperature Wear Tests
3. Results and Discussion
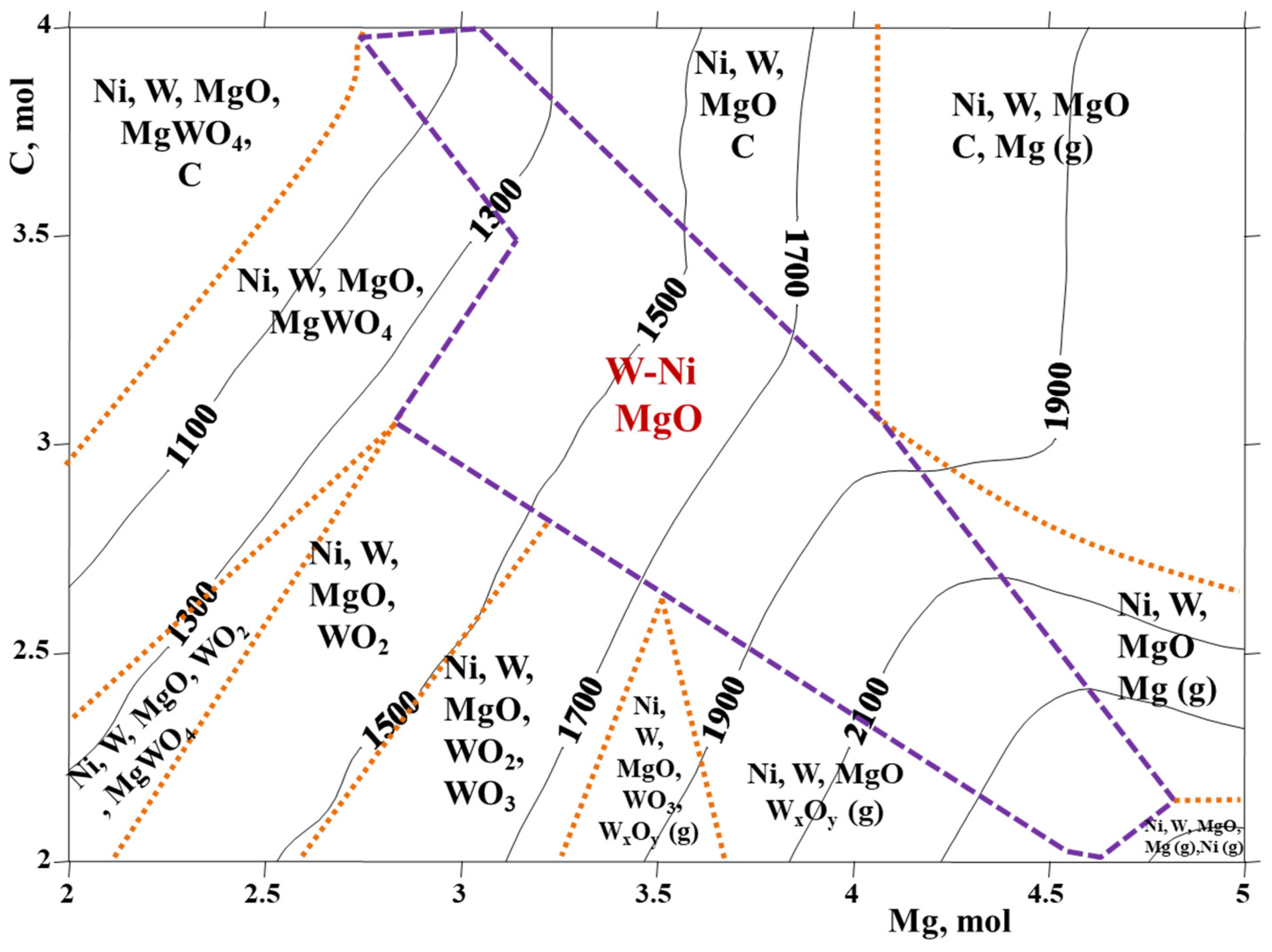
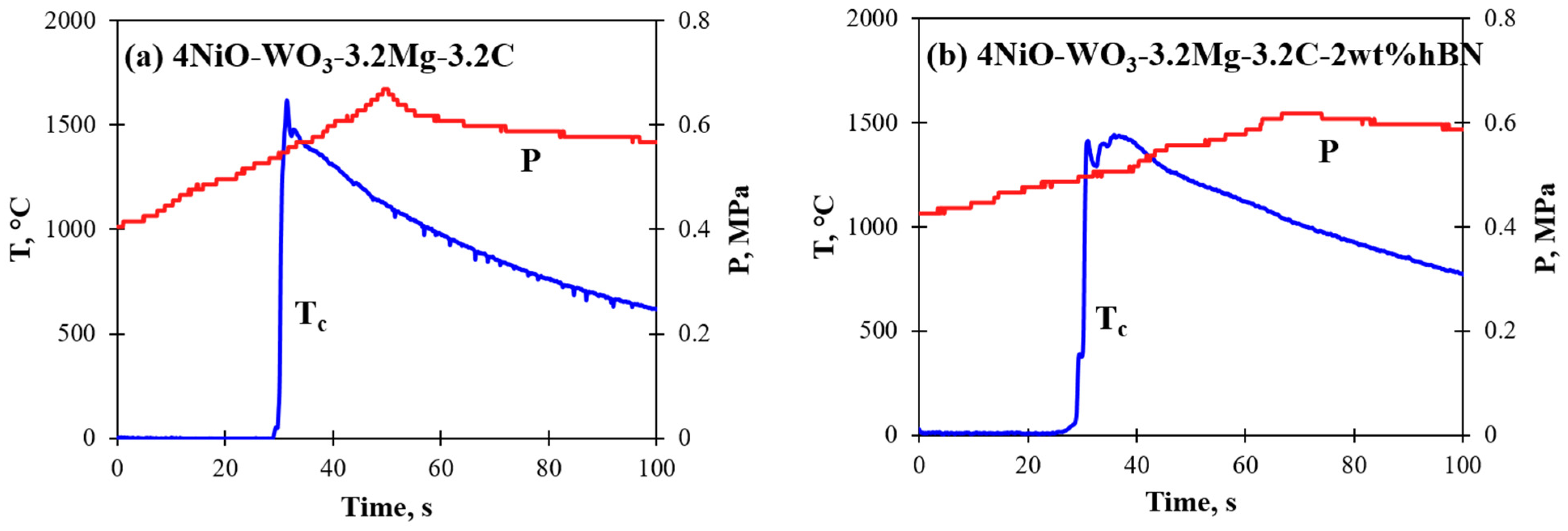
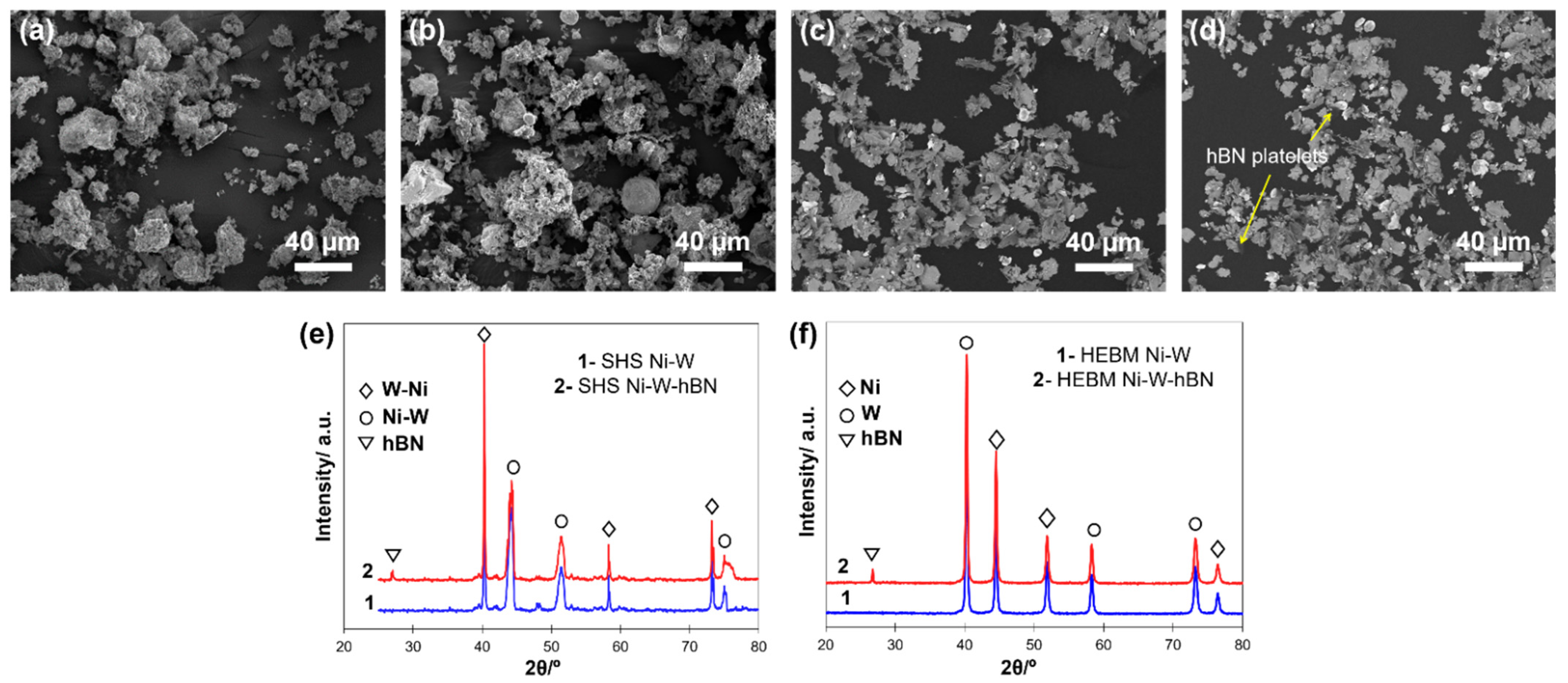
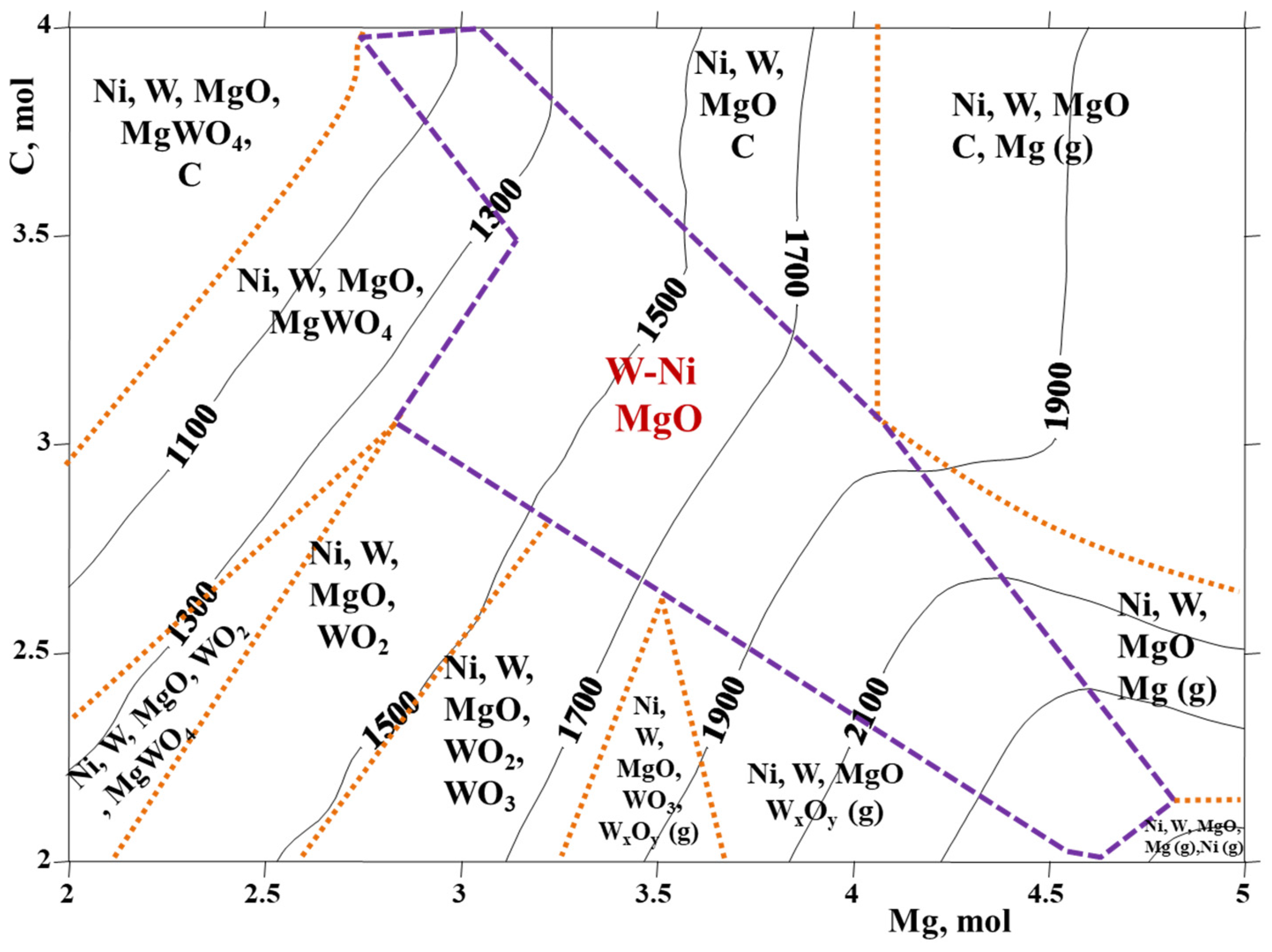
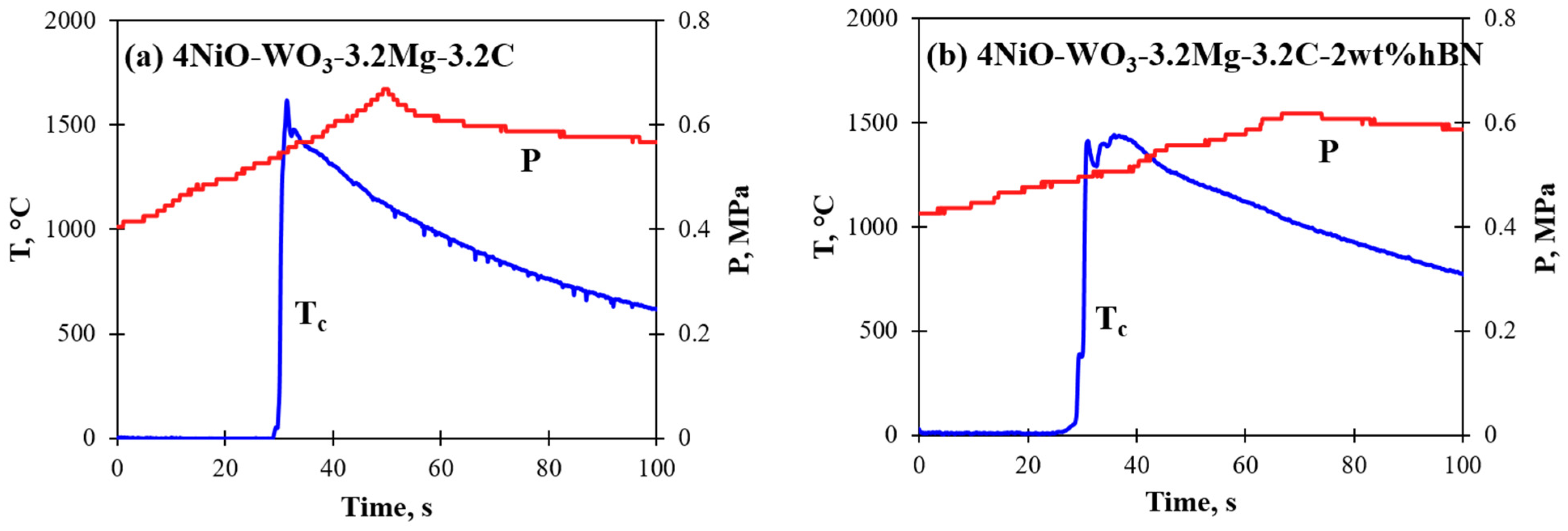
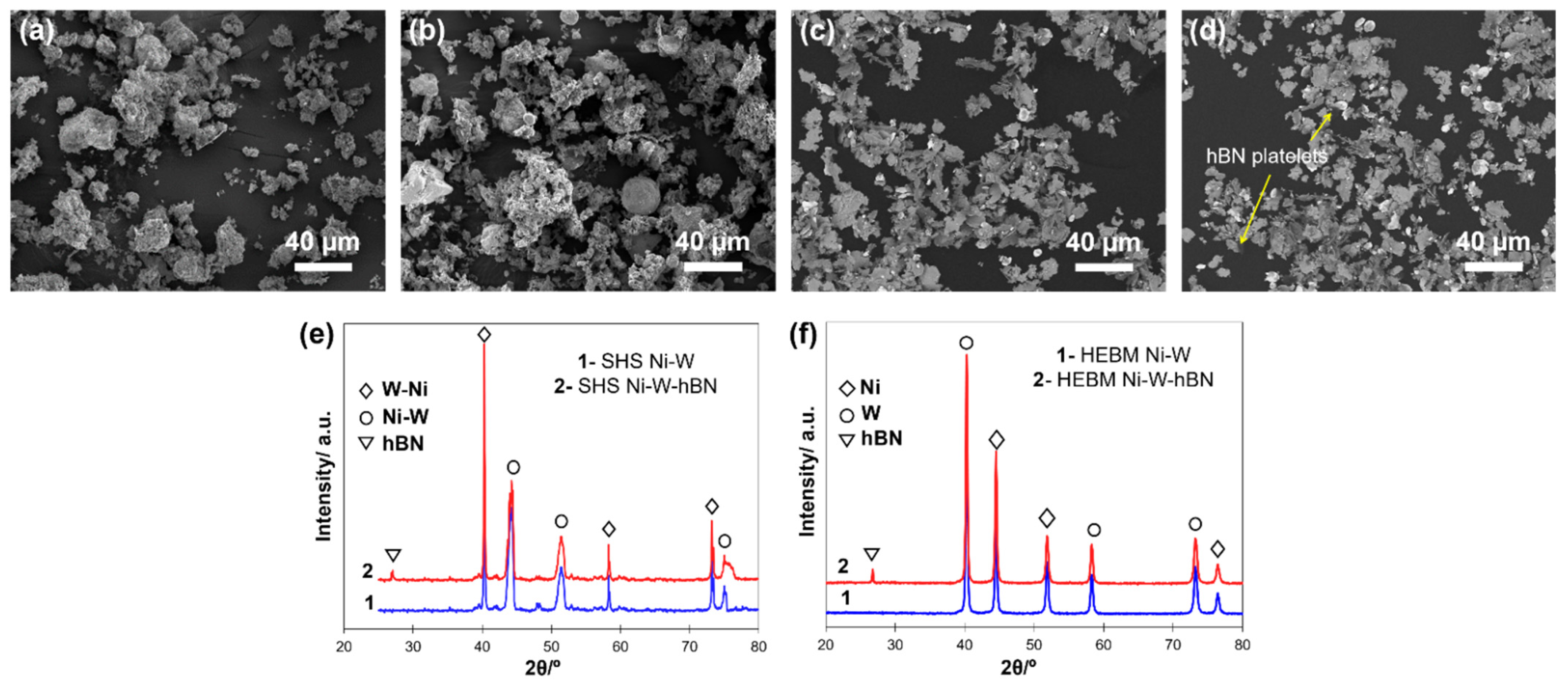
3.1. Thermodynamic Modeling and Combustion Synthesis
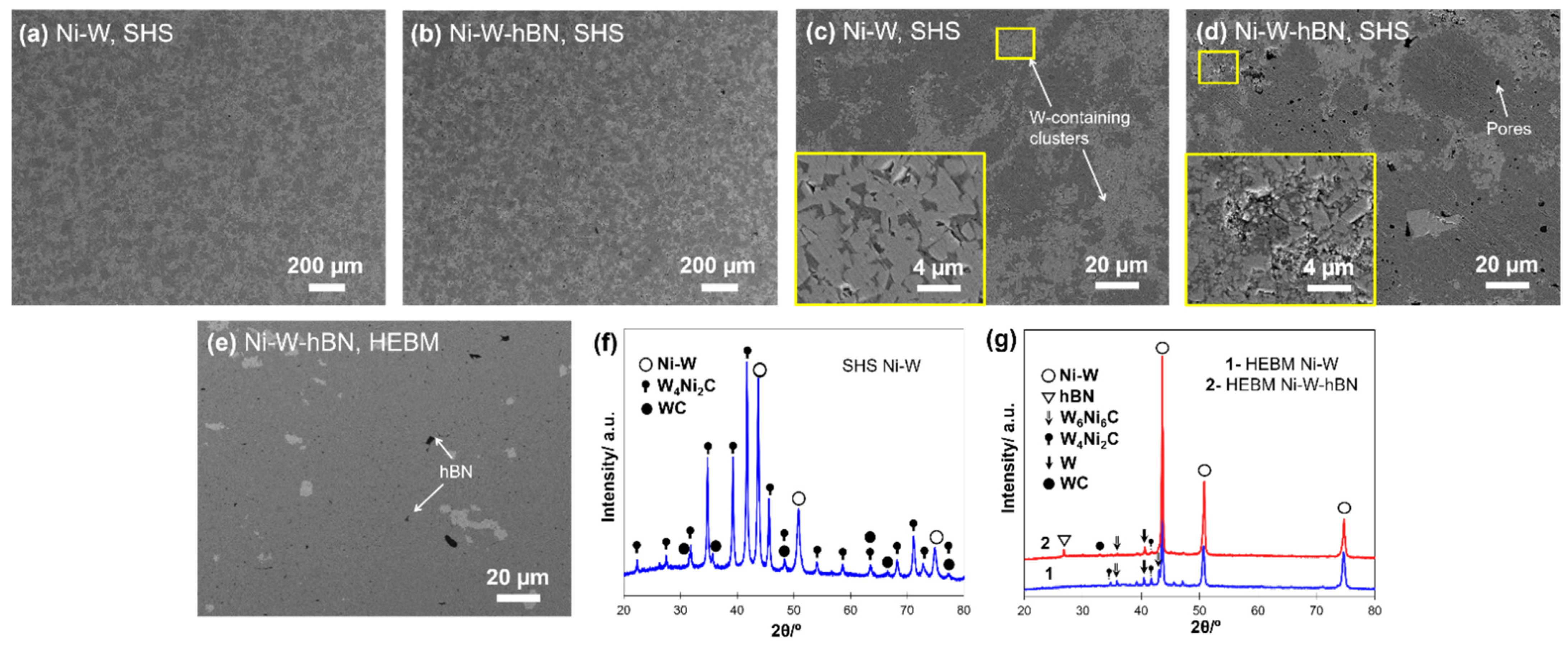
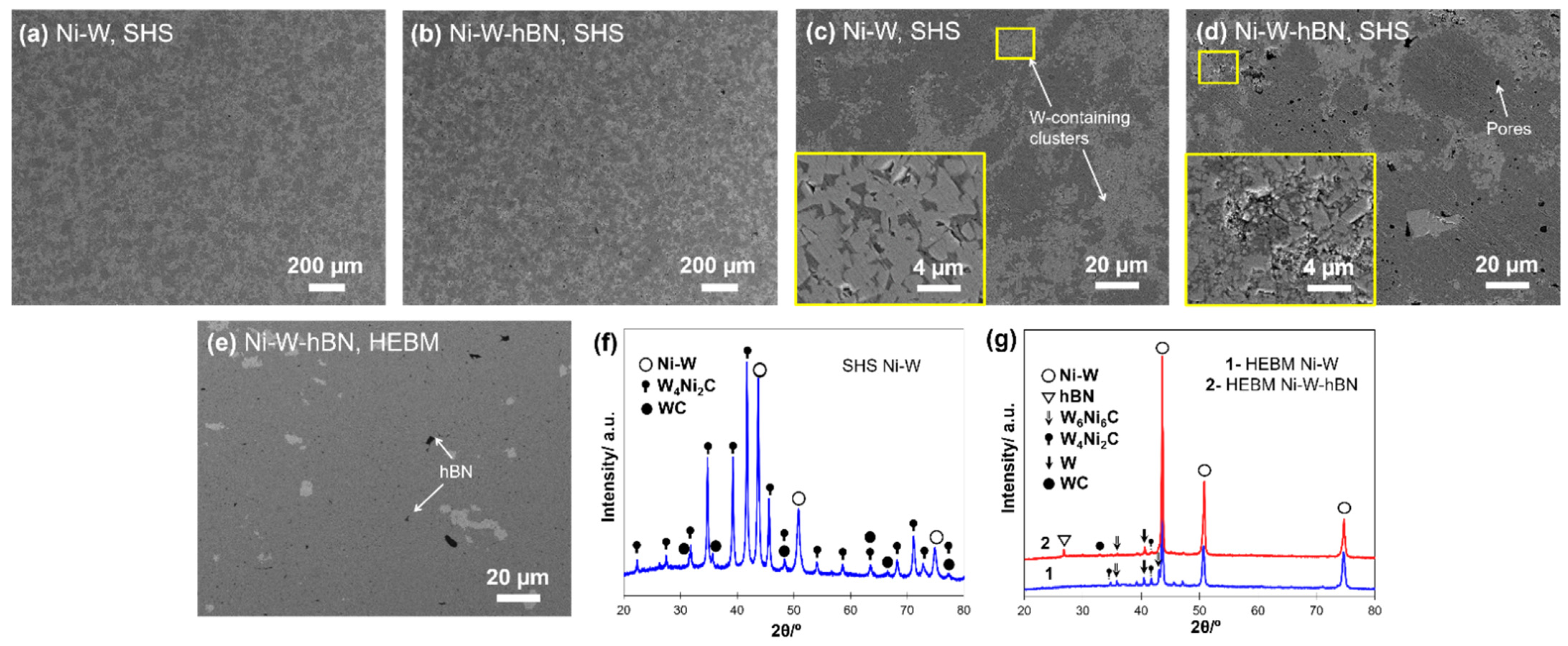
3.2. Spark Plasma Sintering and Microstructural Analysis
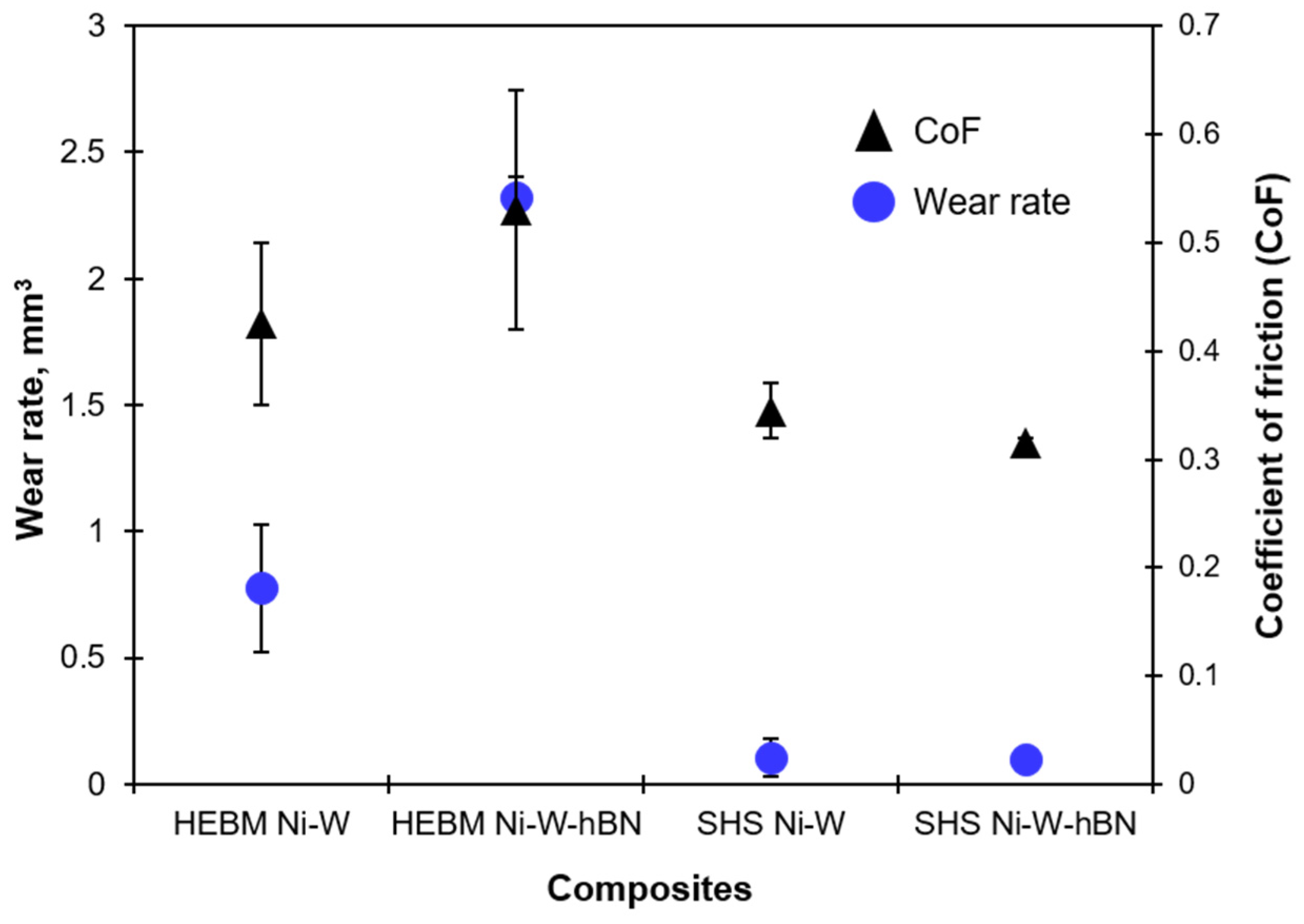
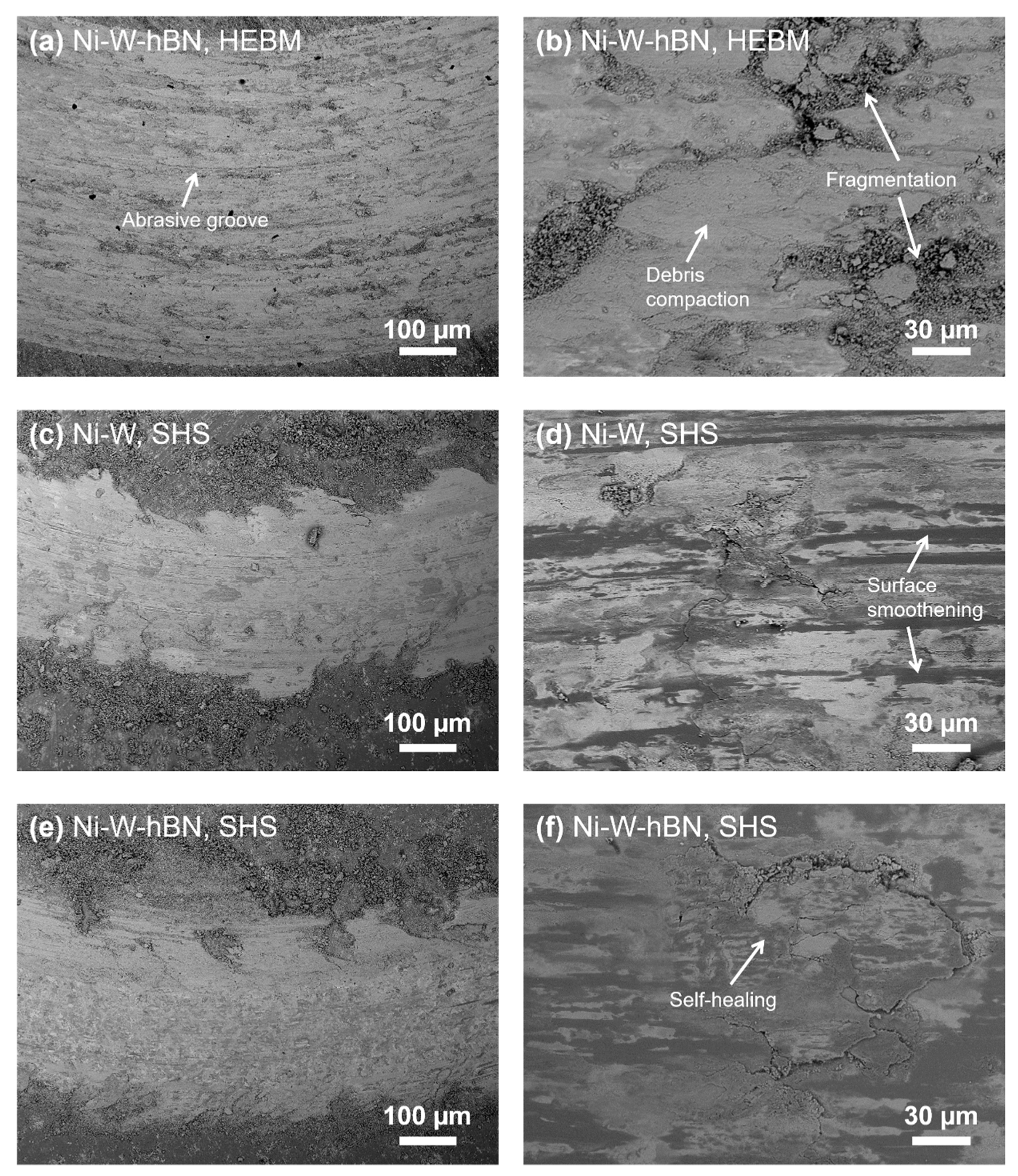
3.3. High-Temperature Wear Tests
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cardinal, M.F.; Castro, P.A.; Baxi, J.; Liang, H.; Williams, F.J. Characterization and frictional behavior of nanostructured Ni–W–MoS2 composite coatings. Surf. Coat. Technol. 2009, 204, 85–90. [Google Scholar] [CrossRef]
- Brooman, E. Corrosion performance of environmentally acceptable alternatives to cadmium and chromium coatings: Chromium—Part II. Met. Finish. 2000, 98, 39–45. [Google Scholar] [CrossRef]
- Yamasaki, T. High-strength nanocrystalline Ni-W alloys produced by electrodeposition and their embrittlement behaviors during grain growth. Scr. Mater. 2001, 44, 1497–1502. [Google Scholar] [CrossRef]
- Ahmed, H.M.; Seetharaman, S. Isothermal dynamic thermal diffusivity studies of the reduction of NiO and NiWO4 precursors by hydrogen. Int. J. Mater. Res. 2011, 102, 1336–1344. [Google Scholar] [CrossRef]
- Valendar, H.M.; Rezaie, H.; Samim, H.; Barati, M.; Razavizadeh, H. Reduction and carburization behavior of NiO-WO3 mixtures by carbon monoxide. Thermochim. Acta 2014, 590, 210–218. [Google Scholar] [CrossRef]
- Indyka, P.; Beltowska-Lehman, E.; Tarkowski, L.; Bigos, A.; García-Lecina, E. Structure characterization of nanocrystalline Ni–W alloys obtained by electrodeposition. J. Alloys Compd. 2014, 590, 75–79. [Google Scholar] [CrossRef]
- Królikowski, A.; Płońska, E.; Ostrowski, A.; Donten, M.; Stojek, Z. Effects of compositional and structural features on corrosion behavior of nickel–tungsten alloys. J. Solid State Electrochem. 2008, 13, 263–275. [Google Scholar] [CrossRef]
- Kumar, R.; Liu, L.; Antonov, M.; Ivanov, R.; Hussainova, I. Hot Sliding Wear of 88 wt.% TiB–Ti Composite from SHS Produced Powders. Materials 2021, 14, 1242. [Google Scholar] [CrossRef]
- Zakaryan, M.; Aydinyan, S.; Kharatyan, S. Combustion Synthesis and Consolidation of Ni-W Nanocomposite Material. Ceram. Mod. Technol. 2019, 1, 67–74. [Google Scholar] [CrossRef]
- Sun, X.M.; Song, Y.P.; Gao, D.S.; Li, J.-T.; Chen, Y.-X.; Guo, S.-B. Adiabatic temperature calculation and microstructure of W-Cu alloy fabricated by combustion synthesis infiltration technique under ultra-gravity field. Trans. Mater. Heat Treat. 2013, 6, 158–162. [Google Scholar] [CrossRef]
- Kumar, R.; Antonov, M. Self-lubricating materials for extreme temperature tribo-applications. Mater. Today Proc. 2021, 44, 4583–4589. [Google Scholar] [CrossRef]
- Aydinyan, S.; Kharatyan, S.; Hussainova, I. SHS-Derived Powders by Reactions’ Coupling as Primary Products for Subsequent Consolidation. Materials 2021, 14, 5117. [Google Scholar] [CrossRef] [PubMed]
- Sunwang, N.; Wangyao, P.; Boonyongmaneerat, Y. The effects of heat treatments on hardness and wear resistance in Ni–W alloy coatings. Surf. Coat. Technol. 2011, 206, 1096–1101. [Google Scholar] [CrossRef]
- Kumar, R.; Antonov, M.; Klimczyk, P.; Mikli, V.; Gomon, D. Effect of cBN content and additives on sliding and surface fatigue wear of spark plasma sintered Al2O3-cBN composites. Wear 2022, 494–495, 204250. [Google Scholar] [CrossRef]
- Pompei, E.; Magagnin, L.; Lecis, N.; Cavallotti, P. Electrodeposition of nickel–BN composite coatings. Electrochim. Acta 2009, 54, 2571–2574. [Google Scholar] [CrossRef]
- Sangeetha, S.; Kalaignan, G.P. Tribological and electrochemical corrosion behavior of Ni–W/BN (hexagonal) nano-composite coatings. Ceram. Int. 2015, 41, 10415–10424. [Google Scholar] [CrossRef]
- Ünal, E.; Karahan, İ.H. Production and characterization of electrodeposited Ni-B/hBN composite coatings. Surf. Coat. Technol. 2018, 333, 125–137. [Google Scholar] [CrossRef]
- Kumar, R.; Antonov, M.; Liu, L.; Hussainova, I. Sliding wear performance of in-situ spark plasma sintered Ti-TiBw composite at temperatures up to 900 °C. Wear 2021, 476, 203663. [Google Scholar] [CrossRef]
- Kharatyan, S.; Chatilyan, H.; Arakelyan, L. Kinetics of tungsten carbidization under non-isothermal conditions. Mater. Res. Bull. 2008, 43, 897–906. [Google Scholar] [CrossRef]
- Bokhonov, B.B.; Ukhina, A.V.; Dudina, D.V.; Anisimov, A.G.; Mali, V.I.; Batraev, I.S. Carbon uptake during spark plasma sintering: Investigation through the analysis of the carbide “footprint” in a Ni–W alloy. RSC Adv. 2015, 5, 80228–80237. [Google Scholar] [CrossRef]
- Genç, A.; Öveçoğlu, M.L. Characterization investigations during mechanical alloying and sintering of Ni–W solid solution alloys dispersed with WC and Y2O3 particles. J. Alloys Compd. 2010, 508, 162–171. [Google Scholar] [CrossRef]
- Genç, A.; Kaya, P.; Ayas, E.; Öveçoğlu, M.L.; Turan, S. Microstructural evolution of mechanically alloyed and spark plasma sintered Ni–W alloy matrix composites. J. Alloys Compd. 2013, 571, 159–167. [Google Scholar] [CrossRef]
- Genç, A.; Öveçoğlu, M.L.; Baydoğan, M.; Turan, S. Fabrication and characterization of Ni–W solid solution alloys via mechanical alloying and pressureless sintering. Mater. Des. 2012, 42, 495–504. [Google Scholar] [CrossRef]
- Sadat, T.; Dirras, G.; Tingaud, D.; Ota, M.; Chauveau, T.; Faurie, D.; Vajpai, S.; Ameyama, K. Bulk Ni–W alloys with a composite-like microstructure processed by spark plasma sintering: Microstructure and mechanical properties. Mater. Des. 2016, 89, 1181–1190. [Google Scholar] [CrossRef]
- Marvel, C.J.; Cantwell, P.R.; Harmer, M.P. The critical influence of carbon on the thermal stability of nanocrystalline Ni–W alloys. Scr. Mater. 2015, 96, 45–48. [Google Scholar] [CrossRef]
- Torres, H.; Podgornik, B.; Jovičević-Klug, M.; Ripoll, M.R. Compatibility of graphite, hBN and graphene with self-lubricating coatings and tool steel for high temperature aluminium forming. Wear 2021, 490–491, 204187. [Google Scholar] [CrossRef]
- Zhu, X.; Wei, X.; Huang, Y.; Wang, F.; Yan, P. High-Temperature Friction and Wear Properties of NiCr/hBN Self-Lubricating Composites. Metals 2019, 9, 356. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Wan, Z.; Lu, L.; Zhang, Z.; Tang, Y. Friction and wear mechanisms of castor oil with addition of hexagonal boron nitride nanoparticles. Tribol. Int. 2018, 124, 10–22. [Google Scholar] [CrossRef]
- Varga, M.; Rojacz, H.; Winkelmann, H.; Mayer, H.; Badisch, E. Wear reducing effects and temperature dependence of tribolayer formation in harsh environment. Tribol. Int. 2013, 65, 190–199. [Google Scholar] [CrossRef]
- Antonov, M.; Hussainova, I. Cermets surface transformation under erosive and abrasive wear. Tribol. Int. 2010, 43, 1566–1575. [Google Scholar] [CrossRef]
- Islam, S.; Bhat, G.S. Progress and challenges in self-healing composite materials. Mater. Adv. 2021, 2, 1896–1926. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Tc (Tad), °C | Uc, mm/s | Uheating, °C/s | Ucooling, °C/s | ∆mexp, % | ∆mtheor, % | CO/CO2 | ∆P, atm |
|---|---|---|---|---|---|---|---|---|
| a | 1610 ± 20 (1450) | 0.76 ± 0.04 | 870 ± 90 | 14 ± 2 | 23.7 ± 2.1 | 15.4 | 2.6/0.6 | 2.2 ± 0.1 |
| b | 1420 ± 20 (1280) | 0.63 ± 0.03 | 700 ± 70 | 6 ± 1 | 19.7 ± 1.8 | 15.3 | 3.2/0.3 | 2.1 ± 0.1 |
| Composite | Fabrication Technique | Relative Density (%) | Hardness (HV) |
|---|---|---|---|
| Ni-30 wt.% W [21] | Mechanical alloying (MA) + pressureless sintering | 97.8 | 367 ± 21 * |
| Ni-30 wt.% W [22] | MA + SPS | 96.7 | 430 ± 10 * |
| Ni-30 wt.% W-hBN [22] | MA + SPS | 95.3 | 410 ± 12 * |
| Ni-40 wt.% W [23] | MA + pressureless sintering | 91.1 | 425 ± 05 * |
| Ni-35 wt.% W [24] | Blending + SPS | - | 321 ± 26 * |
| Ni-50 wt.% W [24] | Blending + SPS | - | 414 ± 34 * |
| Ni-40 wt.% W (current work) | SHS + SPS | 98.6 | 460 ± 31 |
| Ni-40 wt.% W-hBN (current work) | SHS + SPS | 95.8 | 437 ± 12 |
| Ni-40 wt.% W (current work) | HEBM + SPS | 98.9 | 284 ± 10 |
| Ni-40 wt.% W-hBN (current work) | HEBM + SPS | 97.4 | 271 ± 10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kumar, R.; Aydinyan, S.; Ivanov, R.; Liu, L.; Antonov, M.; Hussainova, I. High-Temperature Wear Performance of hBN-Added Ni-W Composites Produced from Combustion-Synthesized Powders. Materials 2022, 15, 1252. https://doi.org/10.3390/ma15031252
Kumar R, Aydinyan S, Ivanov R, Liu L, Antonov M, Hussainova I. High-Temperature Wear Performance of hBN-Added Ni-W Composites Produced from Combustion-Synthesized Powders. Materials. 2022; 15(3):1252. https://doi.org/10.3390/ma15031252
Chicago/Turabian StyleKumar, Rahul, Sofiya Aydinyan, Roman Ivanov, Le Liu, Maksim Antonov, and Irina Hussainova. 2022. "High-Temperature Wear Performance of hBN-Added Ni-W Composites Produced from Combustion-Synthesized Powders" Materials 15, no. 3: 1252. https://doi.org/10.3390/ma15031252
APA StyleKumar, R., Aydinyan, S., Ivanov, R., Liu, L., Antonov, M., & Hussainova, I. (2022). High-Temperature Wear Performance of hBN-Added Ni-W Composites Produced from Combustion-Synthesized Powders. Materials, 15(3), 1252. https://doi.org/10.3390/ma15031252