
Hot Deformation Behavior and Microstructural Evolution Based on the Processing Map of Dual-Phase Mg-Li Based Alloy

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
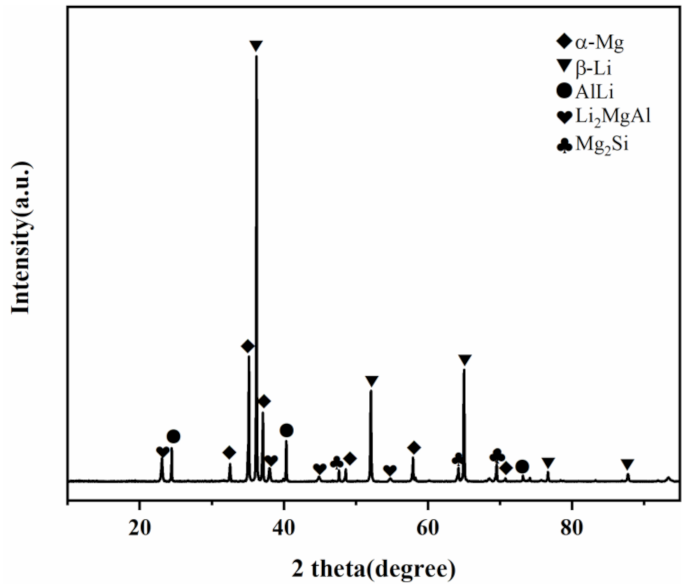
3.1. Microstructure of As-Extruded Mg-Li-Al-Zn-Si Alloy
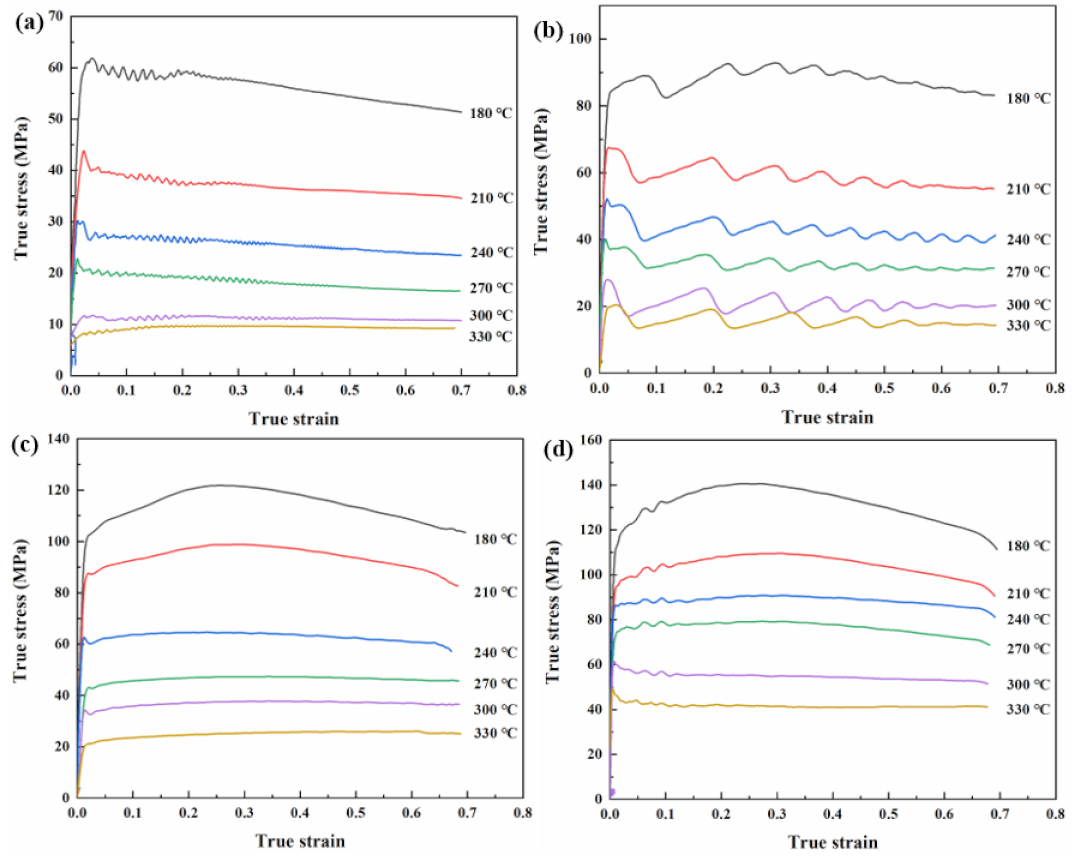
3.2. True Stress–Strain Curves
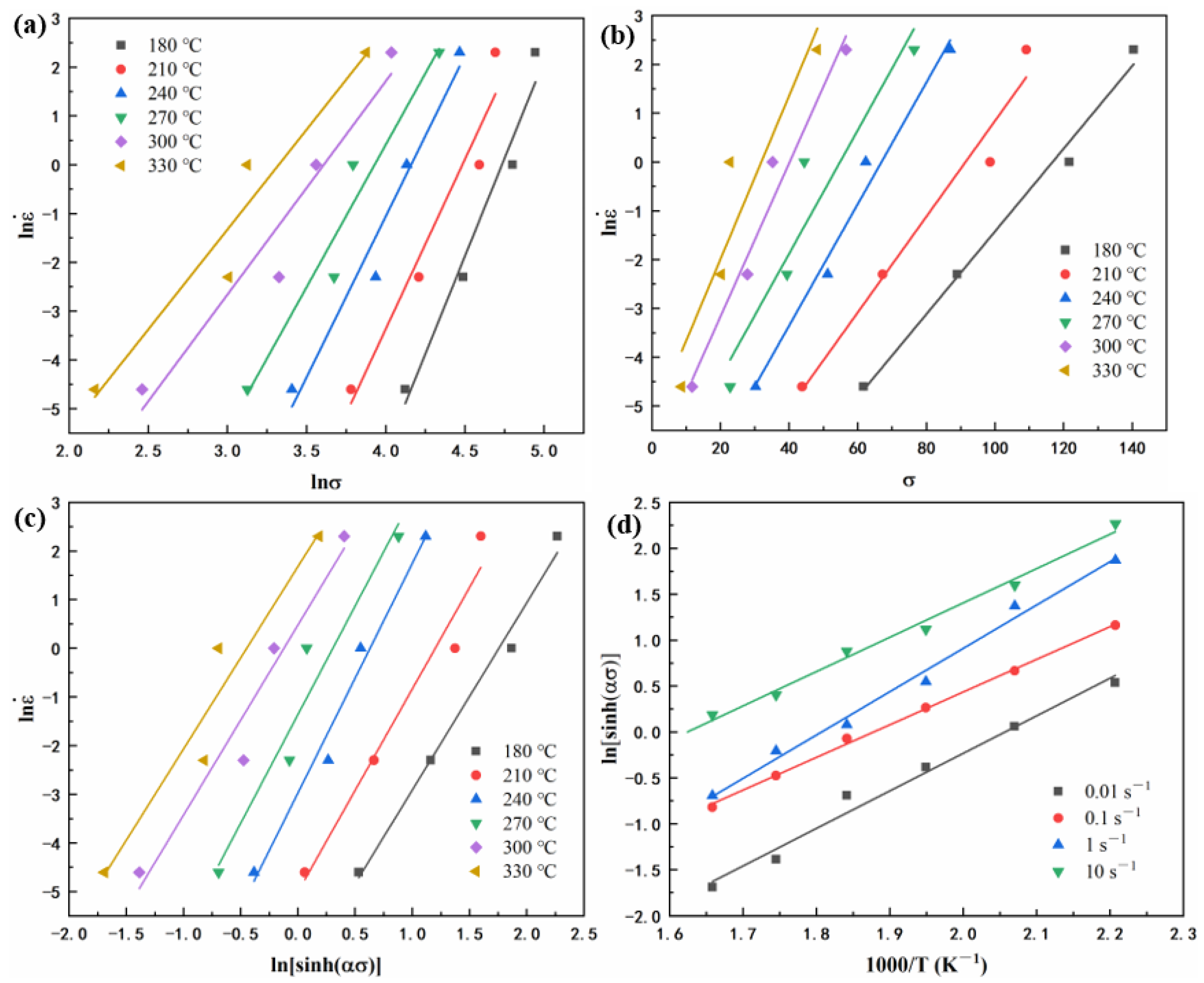
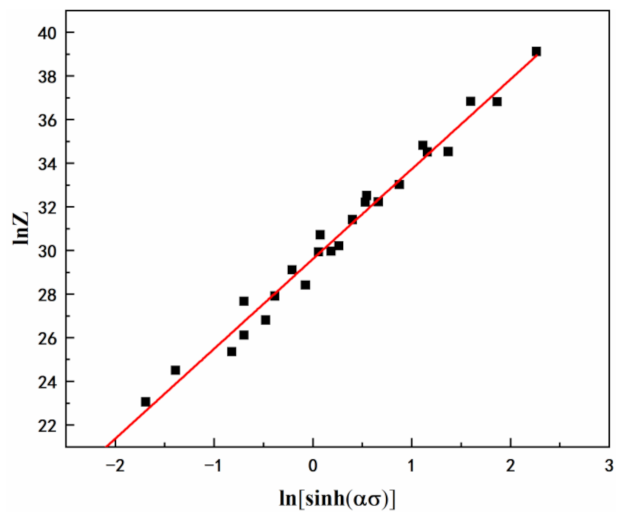
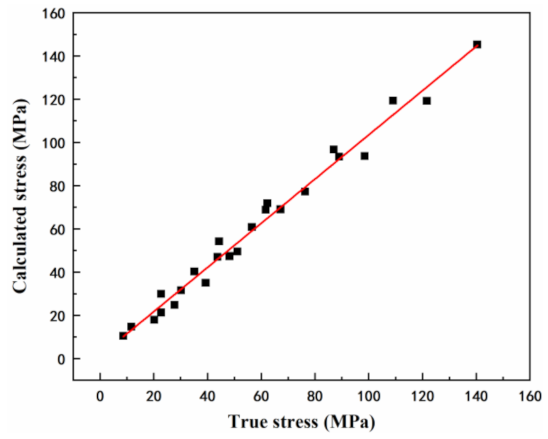
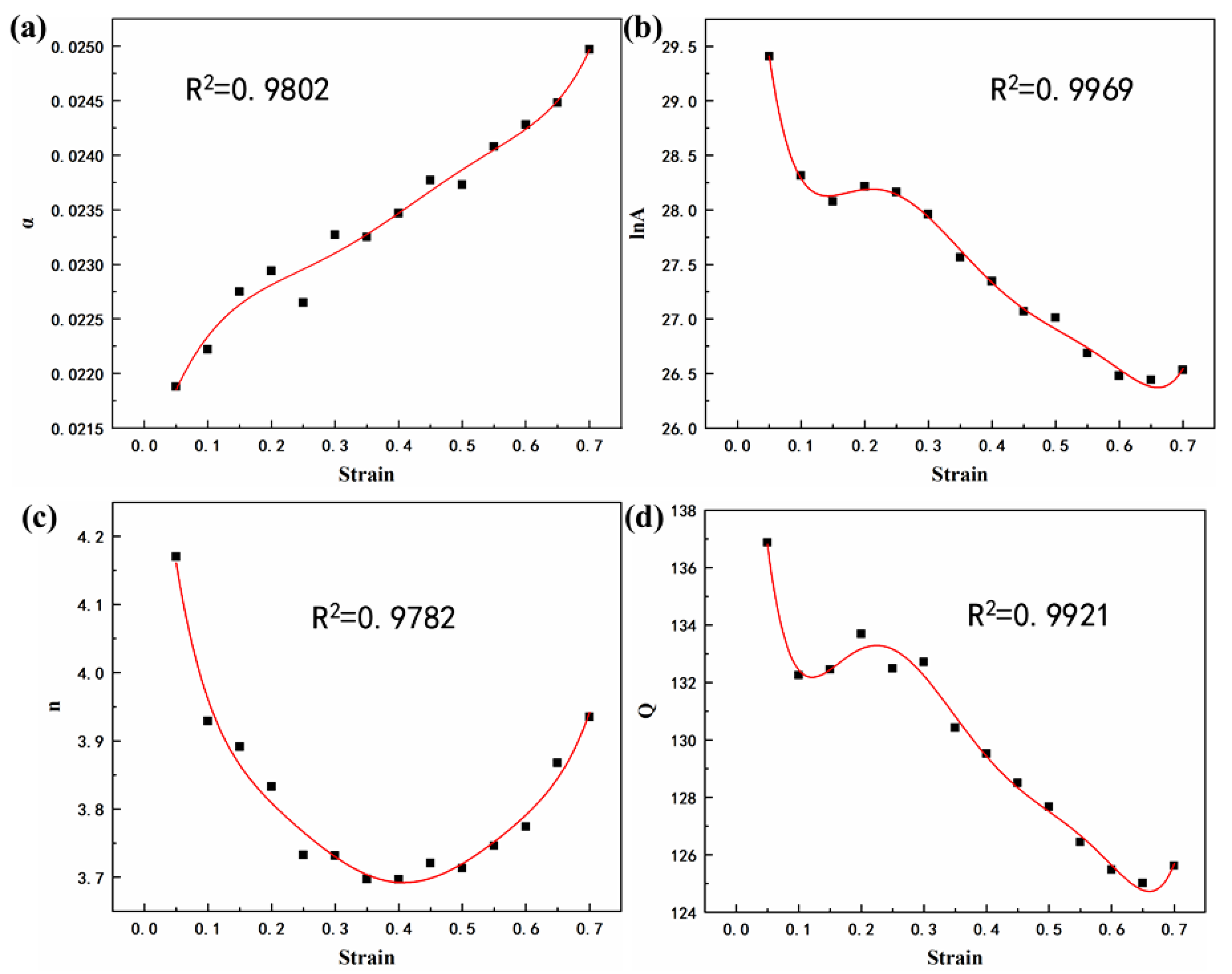
3.3. Constitutive Equation
3.4. Processing Map
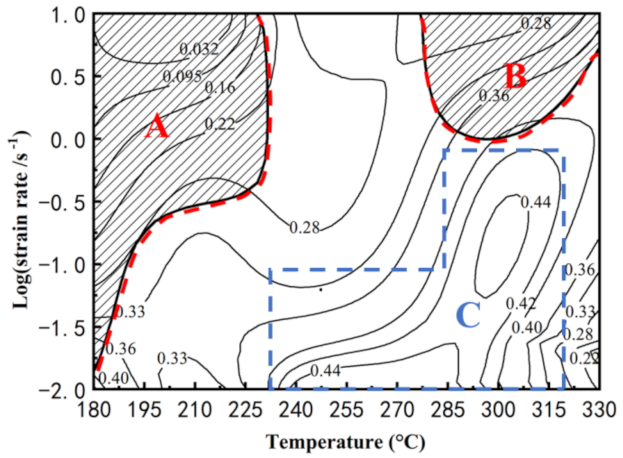
3.4.1. Establishment of Processing Map
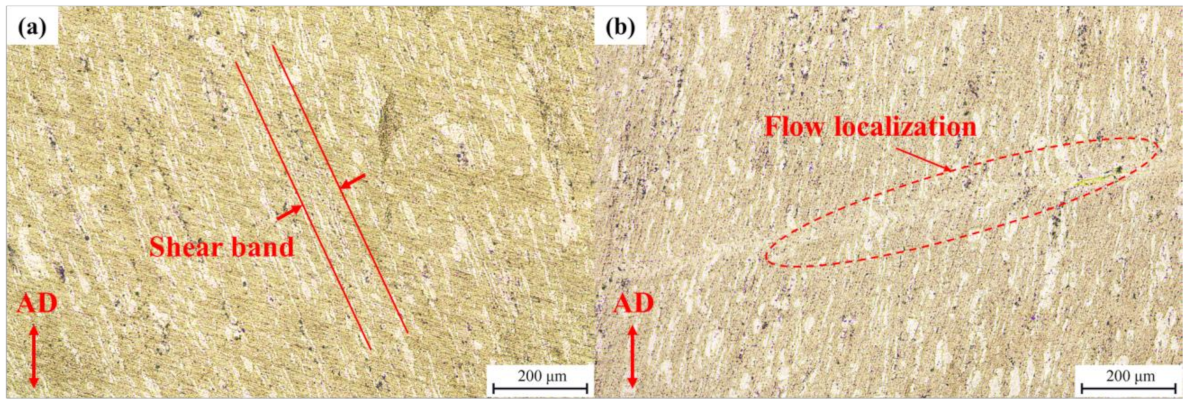
3.4.2. Microstructural Analysis Based on the Processing Map
4. Conclusions
- (1)
- At the temperature range of 180–330 °C and strain rate range of 0.01–10 s−1, the flow-stress–true-strain curves for the Mg-Li-Al-Zn-Si alloy are sensitive to the deformation temperature and strain rate. The shape transformation from the multiple to single peak of the flow-stress–true-strain curves with the increasing strain rate was caused by the DRX cycle.
- (2)
- The constitutive equation was found to precisely predict flow stress at high temperatures (>240 °C) but showed significant deviation at low temperatures.
- (3)
- The processing map based on DMM at the strain of 0.7 was established for the Mg-Li-Al-Zn-Si alloy. The peak power dissipation efficiency is 0.44 when the deformation conditions are 300 °C/0.1 s−1 and 270 °C/0.01 s−1. The unsafe domains are detected at low temperatures (<230 °C) and high temperatures (>280 °C) with high strain rates (>1 s−1) that should be avoided.
- (4)
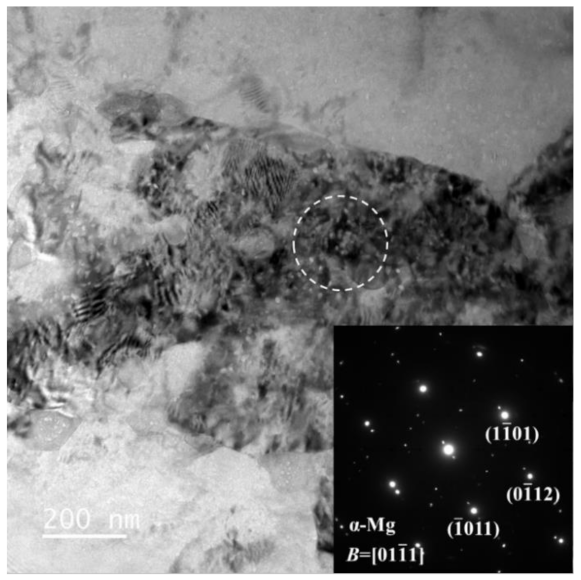
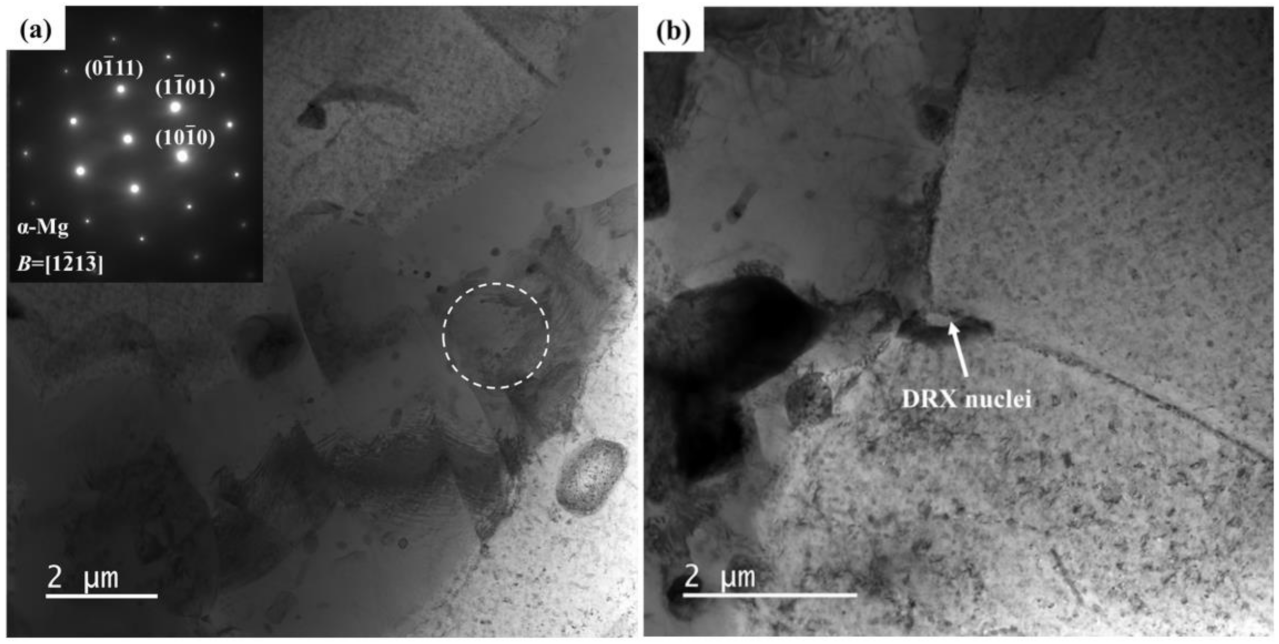
- The dominant nucleation mechanism of DRX in the safe region of the Mg-Li-Al-Zn-Si alloy is different in two phases. In the α-phase, CDRX occurs with the accumulation of dislocations in subgrain boundaries, leading to the increase in their orientation. The microstructure of the β-phase exhibits a DDRX character.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Haferkamp, H.; Niemeyer, M.; Boehm, R. Development, processing and applications range of magnesium lithium alloys. Mater. Sci. Forum. 2000, 350, 31–42. [Google Scholar] [CrossRef]
- Park, G.H.; Kim, J.T.; Park, H.J.; Kim, Y.S.; Jeong, H.J.; Lee, N.; Seo, Y.; Suh, J.Y.; Son, H.T.; Wang, W.M.; et al. Development of lightweight Mg-Li-Al alloys with high specific strength. J. Alloys Compd. 2016, 680, 116–120. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, M.; Shi, B.; Zhang, L.; Jin, P. Ex-situ EBSD investigation of the reduced c/a values and work hardening behavior in Mg-4Li-1Al-0.5Y alloy under hot compression. Mater. Sci. Eng. A 2020, 797, 140113. [Google Scholar] [CrossRef]
- Drozd, Z.; Trojanova, Z.; Kúdela, S. Deformation behavior of Mg-Li-Al alloys. J. Alloys Compd. 2004, 378, 192–195. [Google Scholar] [CrossRef]
- Zhao, J.; Zhang, J.; Liu, W.; Liang, Z. Effect of Y content on microstructure and mechanical properties of as-cast Mg-8Li-3Al-2Zn alloy with duplex structure. Mater. Sci. Eng. A 2016, 650, 240–247. [Google Scholar] [CrossRef]
- Nr, A.; Sg, B.; Sk, C. Mechanical behavior of Mg-Li-Al alloys. Mater. Today Proc. 2018, 5, 17935–17943. [Google Scholar]
- Li, C.Q.; Liu, X.; Dong, L.J.; Shi, B.Q.; Zhang, Z.R. Simultaneously improved mechanical strength and corrosion resistance of Mg-Li-Al alloy by solid solution treatment. Mater. Lett. 2021, 301, 130305. [Google Scholar] [CrossRef]
- Dobkowska, A.; Adamczyk–Cieślak, B.; Kuc, D.; Hadasik, E.; Plocinski, T.; Ura-Bińczyk, E.; Mizera, J. Influence of bimodal grain size distribution on the corrosion resistance of Mg-4Li-3Al-1Zn (LAZ431). J. Mater. Res. Technol. 2021, 13, 346–358. [Google Scholar] [CrossRef]
- Shao, B.; Wu, S.; Shan, D.; Guo, B.; Zong, Y. The effect of thermal cycling process between high and low temperatures on the microstructure and properties of Mg-10Li-3Al-3Zn-0.25Si alloy. Mater. Lett. 2019, 254, 167–170. [Google Scholar] [CrossRef]
- Askariani, S.A.; Pishbin, S.H. Hot deformation behavior of Mg-4Li-1Al alloy via hot compression tests. J. Alloys Compd. 2016, 688, 1058–1065. [Google Scholar] [CrossRef]
- Li, X.; Ren, L.; Le, Q.; Jin, P.; Li, D. The hot deformation behavior, microstructure evolution and texture types of as-cast Mg-Li alloy. J. Alloys Compd. 2020, 831, 154868. [Google Scholar] [CrossRef]
- Ion, S.E.; Humphreys, F.J.; White, S.H. Dynamic recrystallisation and the development of microstructure during the high temperature deformation of magnesium. Acta Metall. 1982, 30, 1909–1919. [Google Scholar] [CrossRef]
- Yang, Y.; Peng, X.D.; Wen, H.M.; Zheng, B.; Zhou, Y. Influence of extrusion on the microstructure and mechanical behavior of Mg-9Li-3Al-xSr alloys. Metall. Mater. Trans. A 2013, 44, 1101–1113. [Google Scholar] [CrossRef]
- Liang, X.L.; Peng, X.; Hao, J.I.; Liu, W.C.; Wu, G.H.; Ding, W.J. Microstructure and mechanical properties of as-cast and solid solution treated Mg-8Li-xAl-yZn alloys. Trans. Nonferrous Met. Soc. China 2021, 31, 925–938. [Google Scholar] [CrossRef]
- Zhang, C.; Liang, W.U.; Zhao, Z.L.; Xie, Z.H.; Pan, F.S. Effect of li content on microstructure and mechanical property of mgxli3(alsi) alloys. Trans. Nonferrous Met. Soc. China. 2019, 29, 2506–2513. [Google Scholar] [CrossRef]
- Ling, W. Effect of neodymium on microstructure and corrosion resistance of AZ91 magnesium alloy. J. Mater. Sci. 2007, 42, 4435–4440. [Google Scholar]
- Liang, C.; Zhao, G.; Yu, J. Hot deformation behavior and constitutive modeling homogenized 6026 aluminum alloy. Mater. Des. 2015, 74, 25–35. [Google Scholar]
- Kwak, T.Y.; Lim, H.K.; Kim, W.J. Hot compression characteristics and processing maps of a cast Mg-9.5Zn-2.0Y alloy with icosahedral quasicrystalline phase. J. Alloys Compd. 2015, 644, 645–653. [Google Scholar] [CrossRef]
- Takaki, T.; Hisakuni, Y.; Hirouchi, T.; Yamanaka, A.; Tomita, Y. Multi-phase-field simulations for dynamic recrystallization. Comput. Mater. Sci. 2009, 45, 881–888. [Google Scholar] [CrossRef]
- Kugler, G.; Turk, R. Modeling the dynamic recrystallization under multi-stage hot deformation. Acta Mater. 2004, 52, 4659–4668. [Google Scholar] [CrossRef]
- Prasad, Y.; Rao, K.P. Processing maps and rate controlling mechanisms of hot deformation of electrolytic tough pitch copper in the temperature range 300–950 °C. Mater. Sci. Eng. A 2005, 391, 141–150. [Google Scholar] [CrossRef]
- Sakai, T.; Jonas, J.J. Overview no. 35 dynamic recrystallization: Mechanical and microstructural considerations. Acta Metall. 1984, 32, 189–209. [Google Scholar] [CrossRef]
- Jonas, J.J.; Sellars, C.M.; Tegart, W.J. Strength and structure under hot-working conditions. Metall. Rev. 1969, 14, 1–24. [Google Scholar] [CrossRef]
- Zener, C.; Hollomon, J.H. Effect of strain rate upon plastic flow of steel. J. Phys. D 1944, 15, 22–32. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, M.S.; Zhong, J. Constitutive modeling for elevated temperature flow behavior of 42CrMo steel. Comput. Mater. Sci. 2008, 42, 470–477. [Google Scholar] [CrossRef]
- Jiang, L.; Li, F.; Cai, J.; Wang, R.; Yuan, Z.; Xue, F. Flow behavior modeling of the 7050 aluminum alloy at elevated temperatures considering the compensation of strain. Mater. Des. 2012, 42, 369–377. [Google Scholar]
- Prasad, Y.V.; Gegel, H.L.; Doraivelu, S.M.; Malas, J.C.; Morgan, J.T.; Lark, K.A.; Barker, D.R. Modeling of dynamic material behavior in hot deformation: Forging of Ti-6242. Metall. Trans. A 1984, 15, 1883–1892. [Google Scholar] [CrossRef]
- Ziegler, H. Some extremum principles in irreversible thermodynamics with applications to continuum mechanics. Prog. Solid Mech. 1966, 4, 91–193. [Google Scholar]
- Prasad, Y.V.R.K. Processing maps: A status report. J. Mater. Eng. Perform. 2003, 12, 638–645. [Google Scholar] [CrossRef]
- Prasad, Y. Recent advances in the science of mechanical processing. Indian J. Technol. 1990, 28, 435–451. [Google Scholar]
- Wang, J.; Dong, J.; Zhang, M.; Xie, X. Hot working characteristics of nickel-base superalloy 740h during compression. Mater. Sci. Eng. A 2013, 566, 61–70. [Google Scholar] [CrossRef]
- Jenab, A.; Taheri, A.K. Experimental investigation of the hot deformation behavior of AA7075: Development and comparison of flow localization parameter and dynamic material model processing maps. Int. J. Mech. Sci. 2014, 78, 97–105. [Google Scholar] [CrossRef]
- Yi, H.L.; Shu, M.W.; Fang, H.K.; Shing, H.W.; Jer, R.Y.; Chia, C.Y.; Chuan, S.C. Microtwin formation in the α phase of duplex titanium alloys affected by strain rate. Mater. Sci. Eng. A 2011, 528, 2271–2276. [Google Scholar]
- Farabi, E.; Zarei-Hanzaki, A.; Pishbin, M.H.; Moallemi, M. Rationalization of duplex brass hot deformation behavior: The role of microstructural components. Mater. Sci. Eng. A 2015, 641, 360–368. [Google Scholar] [CrossRef]
- Xia, Y.F.; Liu, Q.; Gao, L.; Zhou, J.; Wu, D.S.; Luo, G.C.; Quan, G.Z. Dynamic recrystallization kinetics in α phase of as-cast Ti-6Al-2Zr-1Mo-1V alloy during compression at different temperatures and strain rates. Mater. Sci. Eng. A 2014, 589, 23–33. [Google Scholar]
- Momeni, A.; Abbasi, S.M. Effect of hot working on flow behavior of Ti-6Al-4V alloy in single phase and two phase regions. Mater. Des. 2010, 31, 3599–3604. [Google Scholar] [CrossRef]
- Xu, T.C.; Peng, X.D.; Qin, J.; Chen, Y.F.; Yang, Y.; Wei, G.B. Dynamic recrystallization behavior of Mg-Li-Al-Nd duplex alloy during hot compression. J. Alloys Compd. 2015, 639, 79–88. [Google Scholar] [CrossRef]
- Karami, M.; Mahmudi, R. The microstructural, textural, and mechanical properties of extruded and equal channel angularly pressed Mg-Li-Zn alloys. Metall. Mater. Trans. A 2013, 44, 3934–3946. [Google Scholar] [CrossRef]
- Karami, M.; Mahmudi, R. Work hardening behavior of the extruded and equal-channel angularly pressed Mg-Li-Zn alloys under tensile and shear deformation modes. Mater. Sci. Eng. A 2014, 607, 512–520. [Google Scholar] [CrossRef]
- Wen, H.M.; Zhao, Y.H.; Topping, T.D. Influence of pressing temperature on microstructure evolution and mechanical behavior of ultrafine-grained Cu processed by equal-channel angular pressing. Adv. Eng. Mater. 2012, 1, 185–194. [Google Scholar] [CrossRef]
- Yang, X.; Okabe, Y.; Miura, H.; Sakai, T. Effect of prior strain on continuous recrystallization in AZ31 magnesium alloy after hot deformation. Mater. Sci. Eng. A 2012, 535, 209–215. [Google Scholar] [CrossRef]
- Miura, H.; Maruoka, T.; Jonas, J.J. Effect of ageing on microstructure and mechanical properties of a multi-directionally forged Mg-6Al-1Zn alloy. Mater. Sci. Eng. A 2013, 563, 53–59. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, R.; Ren, J.; Peng, C.; Feng, Y. Hot deformation behavior of Mg-8Li-3Al-2Zn-0.2Zr alloy based on constitutive analysis, dynamic recrystallization kinetics, and processing map. Mech. Mater. 2019, 131, 158–168. [Google Scholar] [CrossRef]
- Karami, M.; Mahmudi, R. Hot shear deformation constitutive analysis and processing map of extruded Mg-12Li-1Zn bcc alloy. Mater. Des. 2014, 53, 534–539. [Google Scholar] [CrossRef]
- Gourdet, S.; Montheillet, F. An experimental study of the recrystallization mechanism during hot deformation of aluminium. Mater. Sci. Eng. A 2000, 283, 274–288. [Google Scholar] [CrossRef]
- Sakai, T.; Miura, H.; Goloborodko, A.; Stitdikov, O. Continuous dynamic recrystallization during the transient severe deformation of aluminum alloy 7475. Acta Mater. 2009, 57, 153–162. [Google Scholar] [CrossRef]
- Mcqueen, H.J. Development of dynamic recrystallization theory. Mater. Sci. Eng. A 2004, 387, 203–208. [Google Scholar] [CrossRef]
- Beladi, H.; Cizek, P.; Hodgson, P.D. On the characteristics of substructure development through dynamic recrystallization. Acta Mater. 2010, 58, 3531–3541. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Li | Al | Zn | Si | Mg |
|---|---|---|---|---|
| 10.10 | 2.98 | 3.12 | 0.22 | Bal. |
| α | Value | N | Value | Q | Value/(kJ/mol) | lnA | Value |
|---|---|---|---|---|---|---|---|
| α0 | 0.021 | n0 | 4.580 | Q0 | 152.508 | A0 | 32.906 |
| α1 | 0.020 | n1 | −11.689 | Q1 | −495.219 | A1 | −107.133 |
| α2 | −0.088 | n2 | 80.028 | Q2 | 4475.528 | A2 | 914.041 |
| α3 | 0.173 | n3 | −308.404 | Q3 | −18,940.418 | A3 | −3753.913 |
| α4 | −0.019 | n4 | 644.671 | Q4 | 40,466.631 | A4 | 7862.544 |
| α5 | −0.311 | n5 | −677.602 | Q5 | −42,731.404 | A5 | −8179.457 |
| α6 | 0.258 | n6 | 282.294 | Q6 | 17,758.101 | A6 | 3359.740 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, J.; Guo, S.; Shen, Y.; Li, D. Hot Deformation Behavior and Microstructural Evolution Based on the Processing Map of Dual-Phase Mg-Li Based Alloy. Materials 2022, 15, 1022. https://doi.org/10.3390/ma15031022
Guo J, Guo S, Shen Y, Li D. Hot Deformation Behavior and Microstructural Evolution Based on the Processing Map of Dual-Phase Mg-Li Based Alloy. Materials. 2022; 15(3):1022. https://doi.org/10.3390/ma15031022
Chicago/Turabian StyleGuo, Jiangtao, Shengli Guo, Yazhao Shen, and Defu Li. 2022. "Hot Deformation Behavior and Microstructural Evolution Based on the Processing Map of Dual-Phase Mg-Li Based Alloy" Materials 15, no. 3: 1022. https://doi.org/10.3390/ma15031022
APA StyleGuo, J., Guo, S., Shen, Y., & Li, D. (2022). Hot Deformation Behavior and Microstructural Evolution Based on the Processing Map of Dual-Phase Mg-Li Based Alloy. Materials, 15(3), 1022. https://doi.org/10.3390/ma15031022