
Laser Welding of Ti6Al4V Titanium Alloy in Air and a Water Medium

 ,
,  ,
,  ,
,  ,
,  , ,
, , 
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
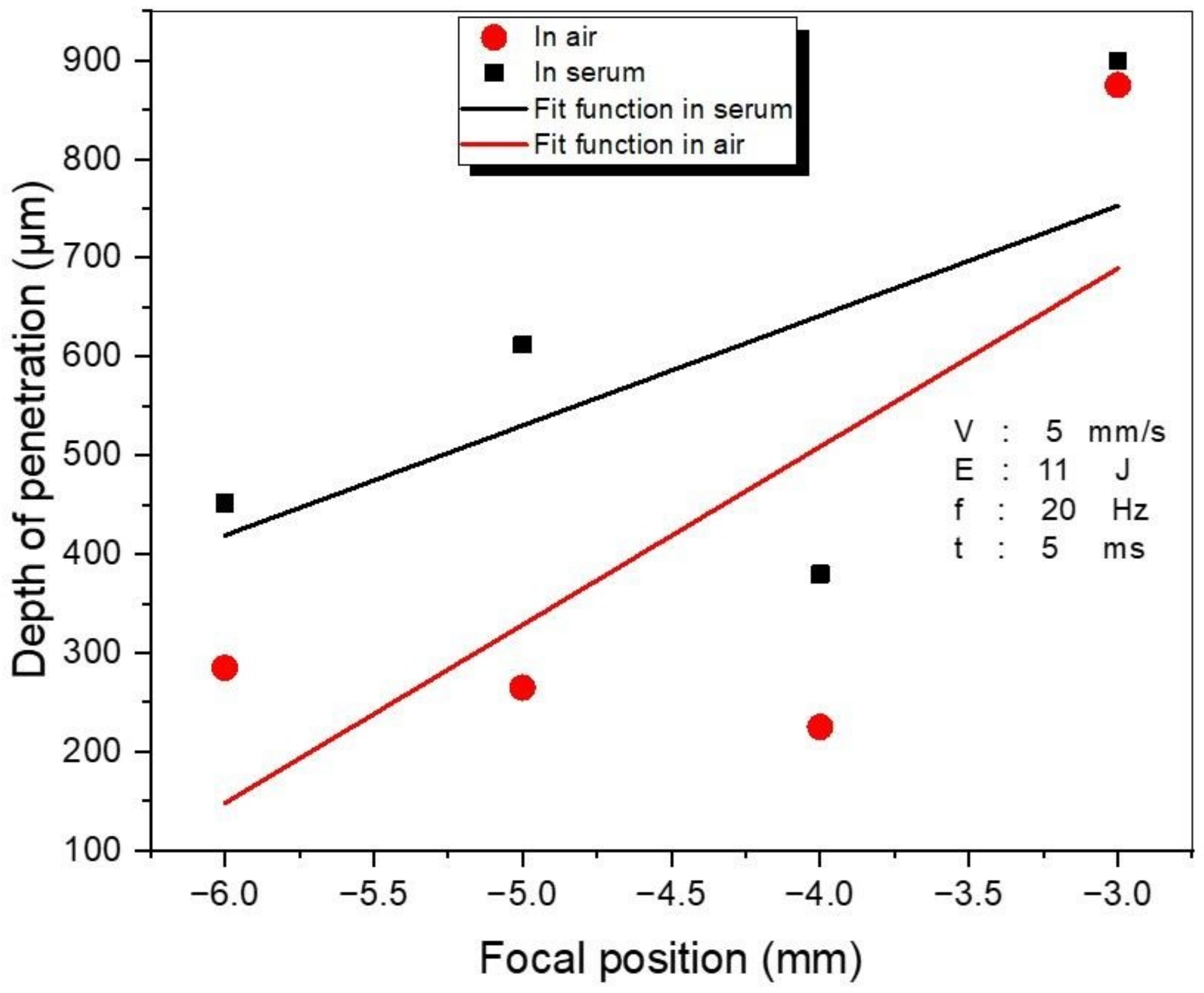
- To achieve optimum penetration, the focal position should be closer to the thickness of the workpiece. (In our study, a penetration of 900 μm was obtained with the −3 mm focal position when 11 J of laser energy was applied in both investigated media—air and serum.)
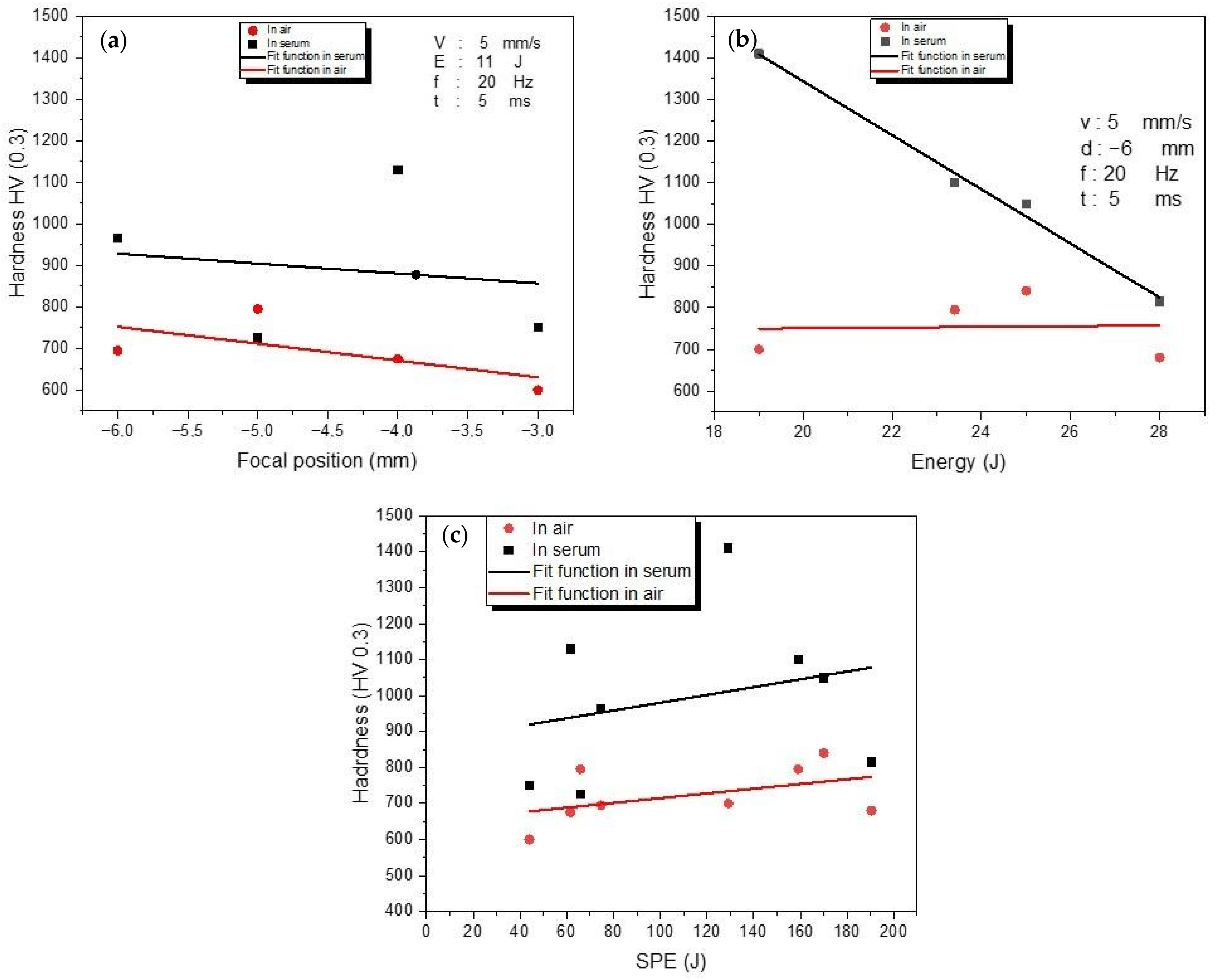
- In the serum medium, the maximum value of hardness (1130 HV) was obtained at −4 mm focal position. In the air medium, the maximum hardness value (795 HV) was obtained for the focal position of −5 mm.
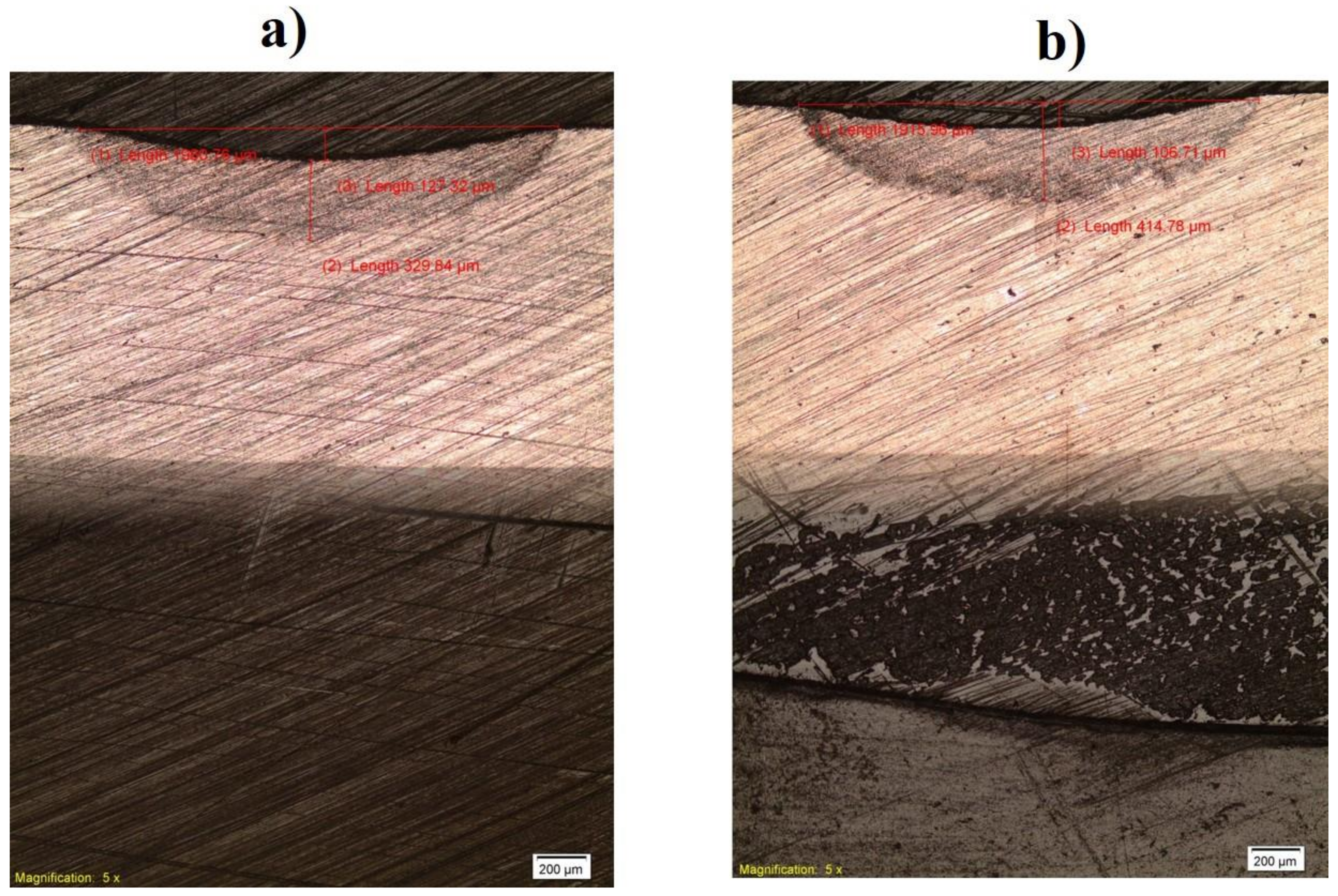
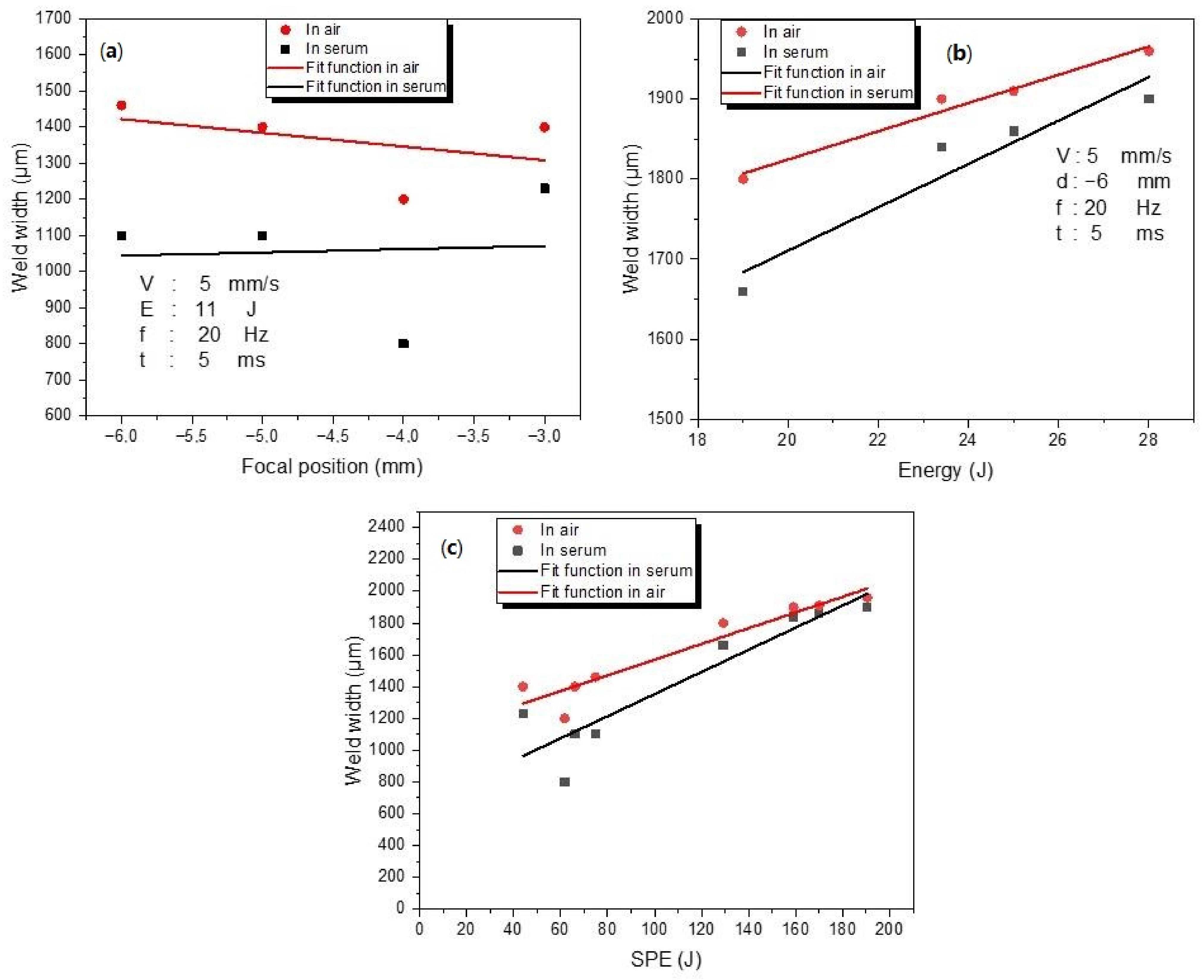
- In the air medium, the minimum and maximum obtained weld widths were 1200 μm and 1960 μm, respectively. In the serum medium, the minimum and maximum obtained weld widths were 800 μm and 1900 μm, respectively.
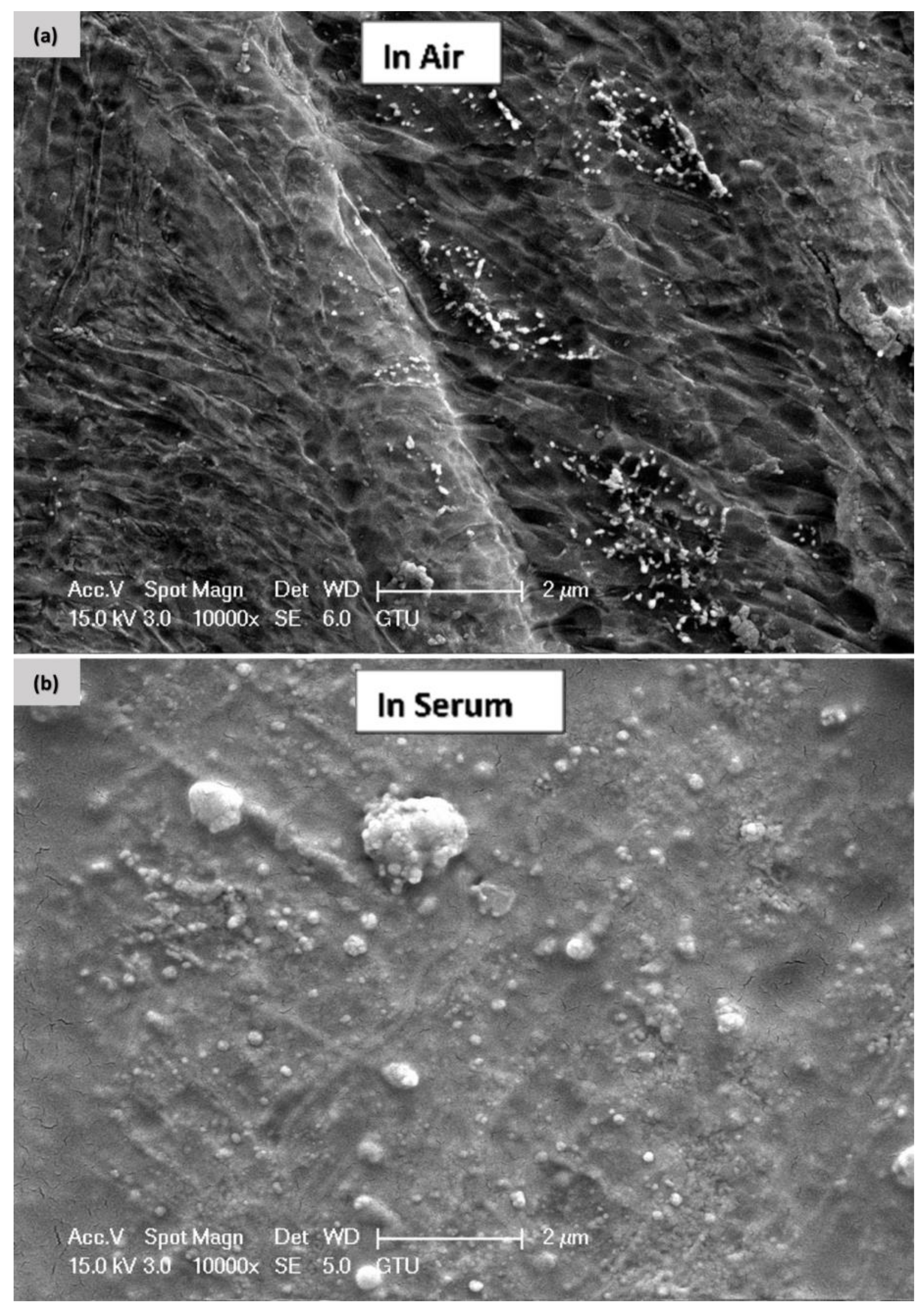
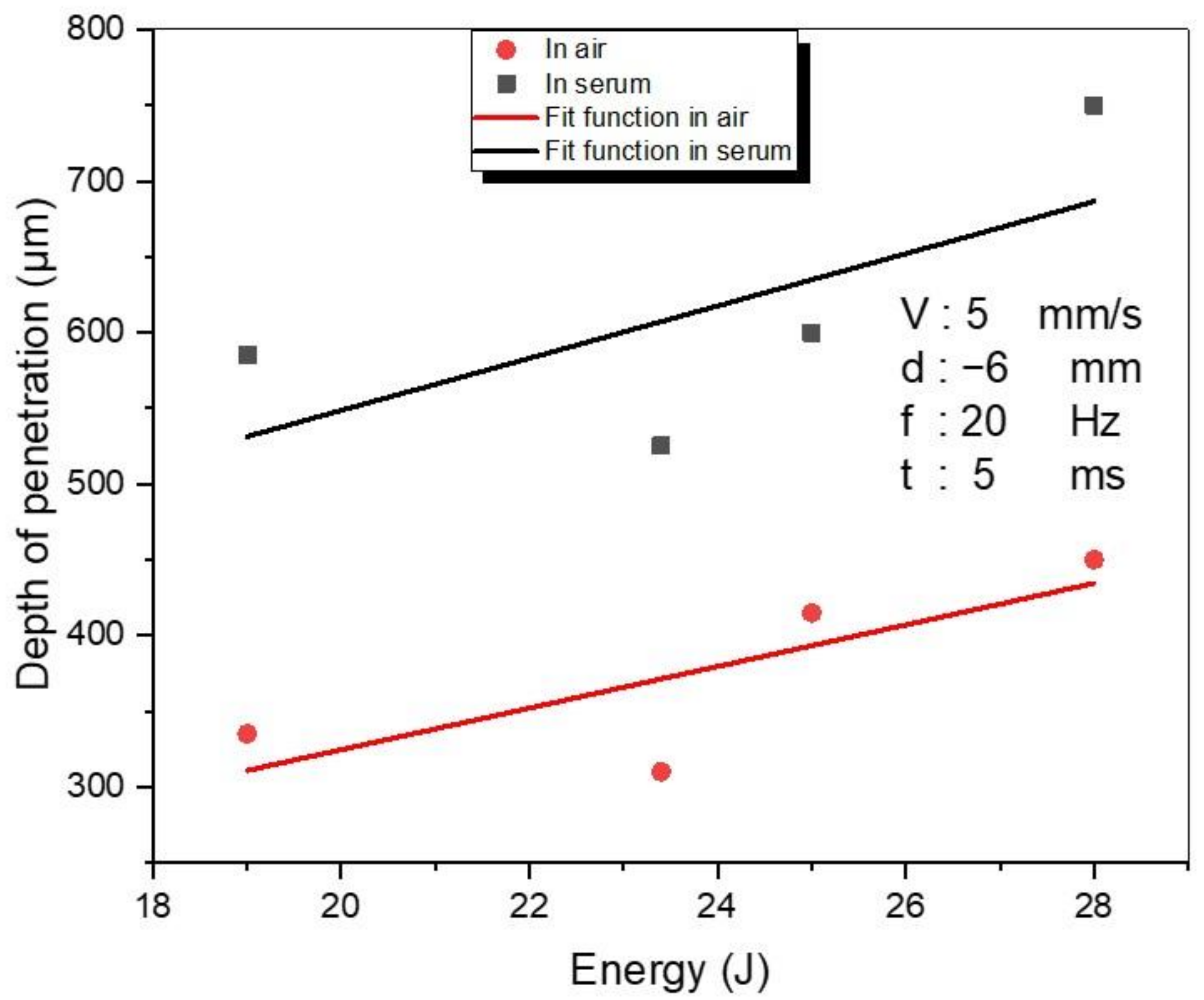
- When compared to the air medium, the serum medium has a higher penetration depth. The presence of salt particles in the serum may affect the process of transmitting energy from the laser to the sample.
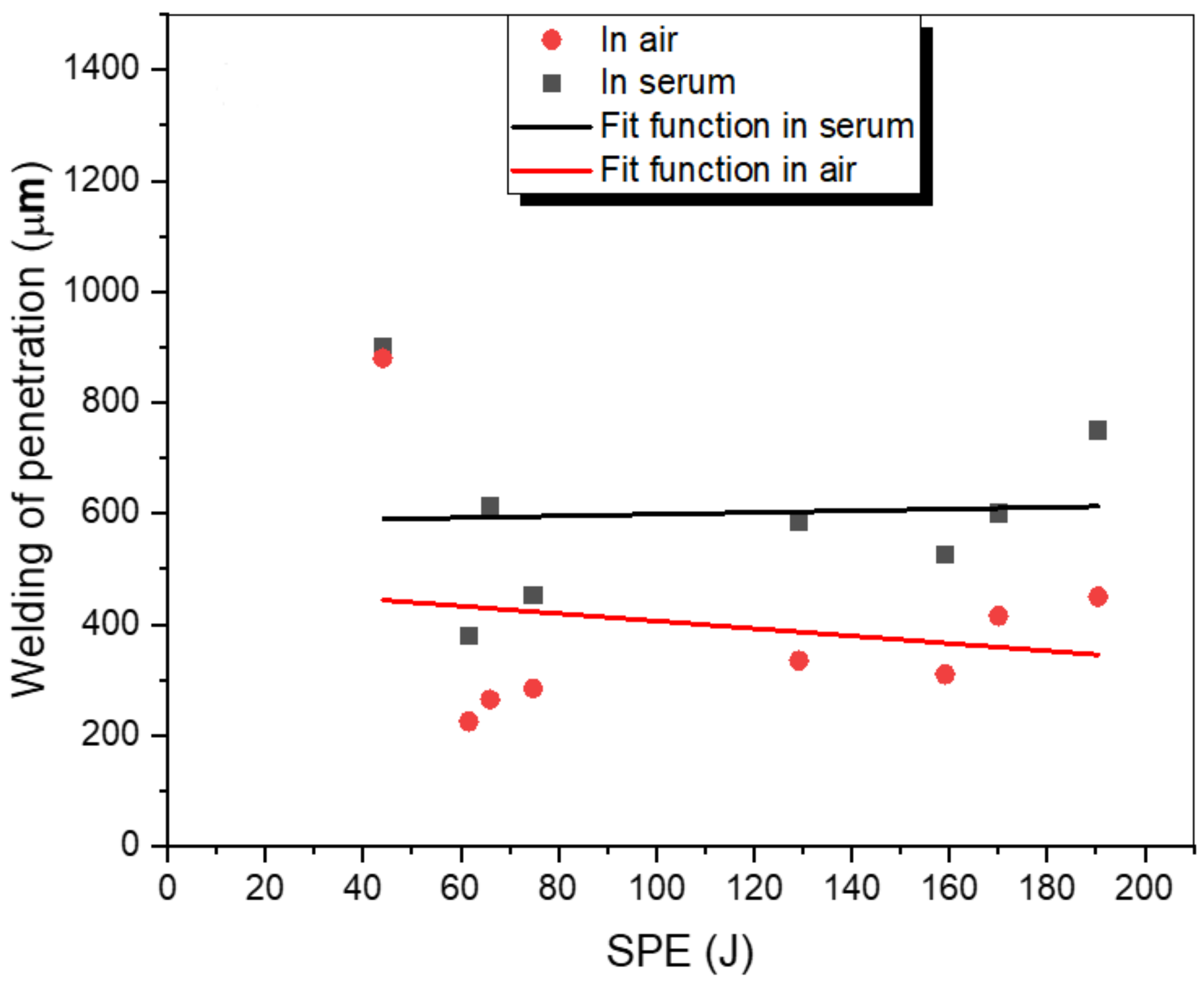
- In both media, there is no visible correlation between SPE and depth of penetration and SPE and hardness. On the other hand, the SPE increases with welding width.
- The focal position has no significant influence on the hardness of the WM in open-air and underwater welding.
- While the laser energy does not exhibit a noticeable influence on hardness in air welding, increasing the energy causes a remarkable reduction in the hardness level of WM in UWW.
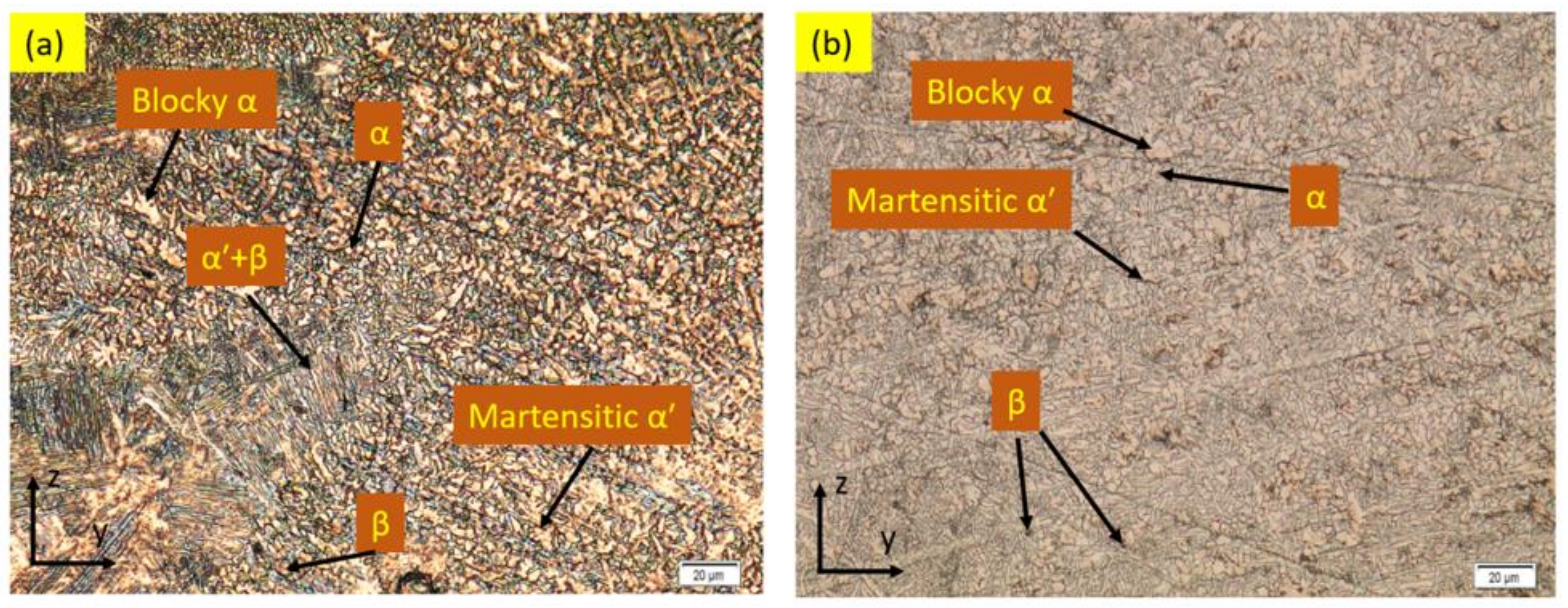
- In the weld zone and the HAZ, different forms of martensite have been observed. In UWW, the needle-shaped and the basket-shaped austenite formed in the weld zone, which caused an increase in the hardness to the point that cracks formed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Takahashi, K.; Mori, K.; Takebe, H. Application of Titanium and Its Alloys for Automobile Parts. MATEC Web Conf. 2020, 321, 02003. [Google Scholar] [CrossRef]
- Kumar, C.; Das, M.; Paul, C.P.; Singh, B. Experimental Investigation and Metallographic Characterization of Fiber Laser Beam Welding of Ti-6Al-4V Alloy Using Response Surface Method. Opt. Lasers Eng. 2017, 95, 52–68. [Google Scholar] [CrossRef]
- Costa, A.; Miranda, R.; Quintino, L.; Yapp, D. Analysis of Beam Material Interaction in Welding of Titanium with Fiber Lasers. Mater. Manuf. Process. 2007, 22, 798–803. [Google Scholar] [CrossRef]
- Lee, H.S.; Yoon, J.H.; Yi, Y.M. Oxidation Behavior of Titanium Alloy under Diffusion Bonding. Thermochim. Acta 2007, 455, 105–108. [Google Scholar] [CrossRef]
- Liu, L.M.; Hao, X.F.; Du, X. Microstructure Characteristics and Mechanical Properties of Laser-TIG Hybrid Welding Joint of TA15 Titanium Alloy. Mater. Res. Innov. 2008, 12, 114–118. [Google Scholar] [CrossRef]
- Shi, Y.; Zhong, F.; Li, X.; Gong, S.; Chen, L. Effect of Laser Beam Welding on Fracture Toughness of a Ti-6.5Al-2Zr-1Mo-1V Alloy Sheet. J. Mater. Sci. 2007, 42, 6651–6657. [Google Scholar] [CrossRef]
- Akman, E.; Demir, A.; Canel, T.; Sinmazçelik, T. Laser Welding of Ti6Al4V Titanium Alloys. J. Mater. Process. Technol. 2009, 209, 3705–3713. [Google Scholar] [CrossRef]
- Szusta, J.; Tüzün, N.; Karakaş, Ö. Monotonic Mechanical Properties of Titanium Grade 5 (6Al-4V) Welds Made by Microplasma. Theor. Appl. Fract. Mech. 2019, 100, 27–38. [Google Scholar] [CrossRef]
- Mu, J.; Wang, H.; Qin, B.; Zhang, Y.; Chen, L.; Zeng, C. Improved Wear and Corrosion Resistance of Biological Compatible TiZrNb Films on Biomedical Ti6Al4V Substrates by Optimizing Sputtering Power. Surf. Coat. Technol. 2021, 428, 127866. [Google Scholar] [CrossRef]
- Li, J.N.; Li, J.S.; Qi, W.J.; Liu, K.G. Characterization and Mechanical Properties of Thick TC4 Titanium Alloy Sheets Welded Joint by Vacuum EBW. Vacuum 2019, 168, 108812. [Google Scholar] [CrossRef]
- Lu, L.; Li, J.; Su, C.; Sun, P.; Chang, L.; Zhou, B.; He, X. Research on Fatigue Crack Growth Behavior of Commercial Pure Titanium Base Metal and Weldment at Di Ff Erent Temperatures. Theor. Appl. Fract. Mech. 2019, 100, 215–224. [Google Scholar] [CrossRef]
- Dewangan, S.; Mohapatra, S.K.; Sharma, A. An Assessment into Mechanical Properties and Microstructural Behavior of TIG Welded Ti-6Al-4V Titanium Alloy. Grey Syst. Theory Appl. 2020, 10, 281–292. [Google Scholar] [CrossRef]
- Kumar, M.; Verma, O.P. Content Characteristics Based Robust Watermarking for Relational Database: A New Approach to Database Security. Int. J. Eng. Technol. 2018, 7, 302. [Google Scholar] [CrossRef]
- Shi, Y.; Sun, K.; Cui, S.; Zeng, M.; Yi, J.; Shen, X.; Yi, Y. Microstructure Evolution and Mechanical Properties of Underwater Dry and Local Dry Cavity Welded Joints of 690 MPa Grade High Strength Steel. Materials 2018, 11, 167. [Google Scholar] [CrossRef] [PubMed]
- Sun, K.; Hu, Y.; Shi, Y.; Liao, B. Microstructure Evolution and Mechanical Properties of Underwater Dry Welded Metal of High Strength Steel Q690E under Different Water Depths. Pol. Marit. Res. 2020, 27, 112–119. [Google Scholar] [CrossRef]
- Shi, Y.H.; Zheng, Z.P.; Huang, J. Sensitivity Model for Prediction of Bead Geometry in Underwater Wet Flux Cored Arc Welding. Trans. Nonferrous Met. Soc. China 2013, 23, 1977–1984. [Google Scholar] [CrossRef]
- Rogalski, G.; Fydrych, D.; Łabanowski, J. Underwater Wet Repair Welding of API 5L X65M Pipeline Steel. Pol. Marit. Res. 2017, 24, 188–194. [Google Scholar] [CrossRef]
- Pessoa, E.C.P.; Bracarense, A.Q.; Zica, E.M.; Liu, S.; Perez-Guerrero, F. Porosity Variation along Multipass Underwater Wet Welds and Its Influence on Mechanical Properties. J. Mater. Process. Technol. 2006, 179, 239–243. [Google Scholar] [CrossRef]
- Garašić, I. Underwater Welding. Shipp. World Shipbuild. 2006, 207, 38–39. [Google Scholar] [CrossRef]
- Ahmed, Y.M.; Salleh, K.; Sahari, M.; Ishak, M. Welding of Titanium (Ti-6Al-4V) Alloys: A Review. In Proceedings of the National Graduate Conference, Kajang, Malaysia, 8–10 November 2012; pp. 8–10. [Google Scholar]
- Uyguntürk, E.; Kahraman, N.; Durgutlu, A.; Gülenç, B. Joining of Titanium Pipes with Laser Welding Method and Characterization of the Welding Zone. J. Polytech. 2020, 24, 255–262. [Google Scholar] [CrossRef]
- Sagar, D.B.A.; Vikas, B.; Saha, B.; Narasaiah, N.; Jayapal, P.; Ram, G.D.J.; Rao, M.S.K. Study of Microstructure and Mechanical Properties of Friction Welded Metastable Beta Titanium Alloy Titan 1023. Mater. Today Proc. 2018, 5, 20760–20768. [Google Scholar] [CrossRef]
- Mashinini, P.M.; Dinaharan, I.; David Raja Selvam, J.; Hattingh, D.G. Microstructure Evolution and Mechanical Characterization of Friction Stir Welded Titanium Alloy Ti–6Al–4V Using Lanthanated Tungsten Tool. Mater. Charact. 2018, 139, 328–336. [Google Scholar] [CrossRef]
- Liu, H.; Nakata, K.; Yamamoto, N.; Liao, J. Microstructural Characteristics and Mechanical Properties in Laser Beam Welds of Ti6Al4V Alloy. J. Mater. Sci. 2012, 47, 1460–1470. [Google Scholar] [CrossRef]
- Liu, J.; Watanabe, I.; Yoshida, K.; Atsuta, M. Joint Strength of Laser-Welded Titanium. Dent. Mater. 2002, 18, 143–148. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Shui, J.; Cai, T.; Chen, Q.; Song, X.G.; Yang, G.J. Microstructural Evolution and Hardness Response in the Laser Beam Welded Joints of Pure Titanium during Recrystallization and Grain Growth; Elsevier: Amsterdam, The Netherlands, 2018; Volume 145. [Google Scholar] [CrossRef]
- Dhinakaran, V.; Shriragav, S.V.; Fahmidha, A.F.Y.; Ravichandran, M. A Review on the Categorization of the Welding Process of Pure Titanium and Its Characterization. Mater. Today Proc. 2020, 27, 742–747. [Google Scholar] [CrossRef]
- Oladimeji, O.O.; Taban, E. Trend and Innovations in Laser Beam Welding of Wrought Aluminum Alloys. Weld. World 2016, 60, 415–457. [Google Scholar] [CrossRef]
- Fu, Y.; Guo, N.; Cheng, Q.; Zhang, D.; Feng, J. Underwater Laser Welding for 304 Stainless Steel with Filler Wire. J. Mater. Res. Technol. 2020, 9, 15648–15661. [Google Scholar] [CrossRef]
- Sun, G.; Wang, Z.; Lu, Y.; Chen, M.; Yang, K.; Ni, Z. Underwater Laser Welding/Cladding for High-Performance Repair of Marine Metal Materials: A Review. Chin. J. Mech. Eng. 2022, 35, 5. [Google Scholar] [CrossRef]
- Luo, M.; Wei, P.; Li, Q.; Hu, R.; Huang, A.; Pang, S. Underwater Laser Welding of Pure Ti: Oxidation and Hardening Behaviors. Metals 2021, 11, 610. [Google Scholar] [CrossRef]
- Zhan, X.; Peng, Q.; Wei, Y.; Ou, W. Experimental and Simulation Study on the Microstructure of TA15 Titanium Alloy Laser Beam Welded Joints. Opt. Laser Technol. 2017, 94, 279–289. [Google Scholar] [CrossRef]
- Tomków, J.; Fydrych, D.; Rogalski, G.; Łabanowski, J. Temper Bead Welding of S460N Steel in Wet Welding Conditions. Adv. Mater. Sci. 2018, 18, 5–14. [Google Scholar] [CrossRef]
- Tomków, J.; Łabanowski, J.; Fydrych, D.; Rogalski, G. Cold Cracking of S460N Steel Welded in Water Environment. Pol. Marit. Res. 2018, 25, 131–136. [Google Scholar] [CrossRef]
- Świerczyńska, A.; Fydrych, D.; Rogalski, G. Diffusible Hydrogen Management in Underwater Wet Self-Shielded Flux Cored Arc Welding. Int. J. Hydrog. Energy 2017, 42, 24532–24540. [Google Scholar] [CrossRef]
- Guo, N.; Wang, M.; Du, Y.; Guo, W.; Feng, J. Metal Transfer in Underwater Flux-Cored Wire Wet Welding at Shallow Water Depth. Mater. Lett. 2015, 144, 90–92. [Google Scholar] [CrossRef]
- Meng, Y.; Gu, X.; Cui, M.; Gu, X.; Zhao, X. Laser Assisted Diffusion Bonding of TC4 Titanium Alloy to 301 Stainless Steel Using a Ni Interlayer. J. Mater. Res. Technol. 2022, 21, 739–748. [Google Scholar] [CrossRef]
- Lee, Y.; Cheon, J.; Min, B.-K.; Kim, C. Optimization of Gas Shielding for the Vacuum Laser Beam Welding of Ti–6Al–4 V Titanium Alloy. Int. J. Adv. Manuf. Technol. 2022, 123, 1297–1305. [Google Scholar] [CrossRef]
- An, Q.; Wu, D.; Liu, P.; Zou, Y. Laser Welding of Ta15 Titanium Alloy and Inconel 718 Dissimilar Metals. Arch. Metall. Mater. 2022, 67, 1267–1276. [Google Scholar] [CrossRef]
- Boudjemline, A.; Boujelbene, M.; Bayraktar, E. Surface Quality of Ti-6Al-4V Titanium Alloy Parts Machined by Laser Cutting. Eng. Technol. Appl. Sci. Res. 2020, 10, 6062–6067. [Google Scholar] [CrossRef]
- Xie, J. Laser Hermetic Welding of Implantable Medical Devices; Woodhead Publishing Limited: Sawston, UK, 2013. [Google Scholar] [CrossRef]
- Seto, N.; Katayama, S.; Matsunawa, A. High-Speed Simultaneous Observation of Plasma and Keyhole Behavior during High Power CO2 Laser Welding-Effect of Shielding Gas on Porosity Formation. Laser Inst. Am. 2018, 19, E19–E27. [Google Scholar] [CrossRef]
- Omoniyi, P.; Mahamood, M.; Jen, T.-C.; Akinlabi, E. TIG Welding of Ti6Al4V Alloy: Microstructure, Fractography, Tensile and Microhardness Data. Data Br. 2021, 38, 107274. [Google Scholar] [CrossRef]
- Pang, S.; Hirano, K.; Fabbro, R.; Jiang, T. Explanation of Penetration Depth Variation during Laser Welding under Variable Ambient Pressure. J. Laser Appl. 2015, 27, 022007. [Google Scholar] [CrossRef]
- Fabbro, R.; Hirano, K.; Pang, S. Analysis of the Physical Processes Occurring during Deep Penetration Laser Welding under Reduced Pressure. J. Laser Appl. 2016, 28, 022427. [Google Scholar] [CrossRef]
- Hummel, M.; Häusler, A.; Gillner, A. High-Precision Adjustment of Welding Depth during Laser Micro Welding of Copper Using Superpositioned Spatial and Temporal Power Modulation. J. Manuf. Mater. Process. 2021, 5, 127. [Google Scholar] [CrossRef]
- Alhajhamoud, M.; Candan, L.; Ilgaz, M.A.; Cinar, I.; Ozbey, S.; Čorović, S.; Miljavec, D.; Kayahan, E. Laser Welding of 316L Austenitic Stainless Steel in an Air and a Water Environment. Materials 2022, 15, 2248. [Google Scholar] [CrossRef] [PubMed]
- Guo, N.; Xing, X.; Zhao, H.; Tan, C.; Feng, J.; Deng, Z. Effect of Water Depth on Weld Quality and Welding Process in Underwater Fiber Laser Welding. Mater. Des. 2017, 115, 112–120. [Google Scholar] [CrossRef]
- Reich, S.; Schäffer, S.; Lueck, M.; Wickert, M.; Osterholz, J. Continuous Wave High-Power Laser Propagation in Water Is Affected by Strong Thermal Lensing and Thermal Blooming Already at Short Distances. Sci. Rep. 2021, 11, 22619. [Google Scholar] [CrossRef]
- Irizalp, S.; Köroğlu, B. Effect of High-Energy Laser Welding Parameters on the Microstructure and Mechanical Properties of 304 Stainless Steel. Deu Muhendis. Dokuz Eylül Üniversitesi Mühendislik Fakültesi Fen ve Mühendislik Derg. 2021, 23, 179–194. [Google Scholar] [CrossRef]
- Gursel, A. Effect of Pulse Repetition and Peak Power of Nd:YAG Laser for Surface Treatment on Ti–6Al–4V Alloy. Düzce Univ. J. Sci. Technol. 2015, 3, 210–218. [Google Scholar]
- Bignon, M.; Bertrand, E.; Tancret, F.; Rivera-Díaz-del-Castillo, P.E.J. Modelling Martensitic Transformation in Titanium Alloys: The Influence of Temperature and Deformation. Materialia 2019, 7, 100382. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (wt.%) | ||||||||
|---|---|---|---|---|---|---|---|---|
| Sample | Al | V | Fe | O | C | N | H | Ti |
| Ti6Al4V | 6 | 4 | 0.3 | 0.2 | 0.08 | 0.05 | 0.01 | Bal |
| Basic mechanical and physical properties | ||||||||
| Hardness (HRC) | Density (g/cm3) | Modulus (MPa) | Elongation (%) | Tensile strength (MPa) | Thermal conductivity (W/mK) | |||
| 36 | 4.43 | 910 | 0.7 | 1000 | 7.3 | |||
| Experiment Run | Variable | Constant | |||||
|---|---|---|---|---|---|---|---|
| Energy Density (Heat Input) | Laser Power | Focal Position | Frequency | Gas Flow (Argon) | Pulse Duration | Welding Speed | |
| E/l | P | Z | F | t | V | ||
| [J/mm] | [W] | [mm] | [Hz] | [l/min] | [ms] | [mm/s] | |
| 1 | 110 | 220 | −3 | 20 | 18 | 5 | 5 |
| 2 | 110 | 220 | −4 | ||||
| 3 | 110 | 220 | −5 | ||||
| 4 | 110 | 220 | −6 | ||||
| 5 | 190 | 380 | −6 | ||||
| 6 | 230 | 460 | −6 | ||||
| 7 | 250 | 500 | −6 | ||||
| 8 | 280 | 560 | −6 | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alhajhamoud, M.; Ozbey, S.; Ilgaz, M.A.; Candan, L.; Cinar, I.; Vukotić, M.; Čorović, S.; Miljavec, D.; Kayahan, E. Laser Welding of Ti6Al4V Titanium Alloy in Air and a Water Medium. Materials 2022, 15, 9088. https://doi.org/10.3390/ma15249088
Alhajhamoud M, Ozbey S, Ilgaz MA, Candan L, Cinar I, Vukotić M, Čorović S, Miljavec D, Kayahan E. Laser Welding of Ti6Al4V Titanium Alloy in Air and a Water Medium. Materials. 2022; 15(24):9088. https://doi.org/10.3390/ma15249088
Chicago/Turabian StyleAlhajhamoud, Mohamad, Sayit Ozbey, Mehmet Alp Ilgaz, Levent Candan, Ibrahim Cinar, Mario Vukotić, Selma Čorović, Damijan Miljavec, and Ersin Kayahan. 2022. "Laser Welding of Ti6Al4V Titanium Alloy in Air and a Water Medium" Materials 15, no. 24: 9088. https://doi.org/10.3390/ma15249088
APA StyleAlhajhamoud, M., Ozbey, S., Ilgaz, M. A., Candan, L., Cinar, I., Vukotić, M., Čorović, S., Miljavec, D., & Kayahan, E. (2022). Laser Welding of Ti6Al4V Titanium Alloy in Air and a Water Medium. Materials, 15(24), 9088. https://doi.org/10.3390/ma15249088