
Accurate Flow Characterization of A6082 for Precision Simulation of a Hot Metal Forming Process


Abstract
:1. Introduction
2. Experiments
3. Friction and Temperature Compensation
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Miller, W.S.; Zhuang, L.; Bottema, J.; Wittebrood, A.; De Smet, P.; Haszler, A.; Vieregge, A.J.M.S. Recent development in aluminium alloys for the automotive industry. Mater. Sci. Eng. A 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Fridlyander, I.N.; Sister, V.G.; Grushko, O.E.; Berstenev, V.V.; Sheveleva, L.M.; Ivanova, L.A. Aluminum alloys: Promising materials in the automotive industry. Met. Sci. Heat Treat. 2002, 44, 365–370. [Google Scholar] [CrossRef]
- Gronostajski, J.; Marciniak, H.; Matuszak, A. New methods of aluminium and aluminium-alloy chips recycling. J. Mater. Process. Technol. 2000, 106, 34–39. [Google Scholar] [CrossRef]
- Kim, M.C.; Chung, S.H.; Joun, M.S. Optimal process design in hot forging in terms of grain flow quality. Int. J. Automot. Technol. 2019, 20, 45–56. [Google Scholar] [CrossRef]
- Rudnytskyj, A.; Simon, P.; Jech, M.; Gachot, C. Constitutive modelling of the 6061 aluminium alloy under hot rolling conditions and large strain ranges. Mater. Des. 2020, 190, 108568. [Google Scholar] [CrossRef]
- Lin, Y.C.; Ding, Y.; Chen, M.S.; Deng, J. A new phenomenological constitutive model for hot tensile deformation behaviors of a typical Al–Cu–Mg alloy. Mater. Des. 2013, 52, 118–127. [Google Scholar] [CrossRef]
- Trimble, D.; O’Donnell, G.E. Constitutive modelling for elevated temperature flow behaviour of AA7075. Mater. Des. 2015, 76, 150–168. [Google Scholar] [CrossRef]
- Ji, S.M.; Jang, S.M.; Lee, Y.S.; Kwak, H.M.; Choi, J.M.; Joun, M.S. Characterization of Ti-6Al-4V alloy in the temperature range of warm metal forming and fracture analysis of the warm capping process. J. Mater. Res. Technol. 2022, 18, 1590–1606. [Google Scholar] [CrossRef]
- Park, J.H.; Razali, M.K.; Yoo, J.D.; Kim, M.C.; Joun, M.S. Modelling of hot flow behaviors of aluminum alloy Al6061 at elevated temperature: A review. In Proceedings of the International Joint Conference on Materials, Manufacturing Technology and Simulation (IJCAMTS 2021), Kuala Lumpur, Malaysia, 7–9 March 2021. [Google Scholar]
- Luan, J.; Sun, C.; Li, X.; Zhang, Q. Constitutive model for AZ31 magnesium alloy based on isothermal compression test. Mater. Sci. Technol. 2014, 30, 211–219. [Google Scholar] [CrossRef]
- Johnson, G.R. A constitutive model and data for materials subjected to large strains, high strain rates, and high temperatures. In Proceedings of the Seventh International Symposium on Ballistics, The Hague, The Netherlands, 19–21 April 1983; pp. 541–547. [Google Scholar]
- Khan, A.S.; Liang, R. Behaviors of three BCC metal over a wide range of strain rates and temperatures: Experiments and modeling. Int. J. Plast. 1999, 15, 1089–1109. [Google Scholar] [CrossRef]
- Zhang, H.; Wen, W.; Cui, H.; Xu, Y. A modified Zerilli–Armstrong model for alloy IC10 over a wide range of temperatures and strain rates. Mater. Sci. Eng. A 2009, 527, 328–333. [Google Scholar] [CrossRef]
- Samantaray, D.; Mandal, S.; Borah, U.; Bhaduri, A.K.; Sivaprasad, P.V. A thermo-viscoplastic constitutive model to predict elevated-temperature flow behaviour in a titanium-modified austenitic stainless steel. Mater. Sci. Eng. A 2009, 526, 1–6. [Google Scholar] [CrossRef]
- Gao, C.Y.; Zhang, L.C. A constitutive model for dynamic plasticity of FCC metals. Mater. Sci. Eng. A 2010, 527, 3138–3143. [Google Scholar] [CrossRef]
- Rusinek, A.; Klepaczko, J.R. Shear testing of a sheet steel at wide range of strain rates and a constitutive relation with strain-rate and temperature dependence of the flow stress. Int. J. Plast. 2001, 17, 87–115. [Google Scholar] [CrossRef]
- Khan, A.S.; Suh, Y.S.; Kazmi, R. Quasi-static and dynamic loading responses and constitutive modeling of titanium alloys. Int. J. Plast. 2004, 20, 2233–2248. [Google Scholar] [CrossRef]
- Voce, E. The relationship between stress and strain for homogeneous deformation. J. Inst. Met. 1948, 74, 537–562. [Google Scholar]
- Ebrahimi, R.; Zahiri, S.H.; Najafizadeh, A. Mathematical modelling of the stress–strain curves of Ti-IF steel at high temperature. J. Mater. Process. Technol. 2006, 171, 301–305. [Google Scholar] [CrossRef]
- Razali, M.K.; Irani, M.; Joun, M.S. General modeling of flow stress curves of alloys at elevated temperatures using bi-linearly interpolated or closed-form functions for material parameters. J. Mater. Res. Technol. 2019, 8, 2710–2720. [Google Scholar] [CrossRef]
- Fields, D.S.; Backofen, W.A. Determination of strain hardening characteristics by torsion testing. Proc. ASTM 1957, 57, 1259–1272. [Google Scholar]
- Hensel, A.; Spittel, T. Kraftund Arbeitsbedarf Bildsamer Formgebungsverfahren, 1st ed.; Deutscher Verlag fur Grundstoffindustrie: Leipzig, Germany, 1978. [Google Scholar]
- Joun, M.S.; Razali, M.K.; Yoo, J.D.; Kim, M.C.; Choi, J.M. Novel extended Cm models of flow stress for accurate mechanical and metallurgical calculations and comparison with traditional flow models. J. Magnes. Alloys 2021, 10, 2516–2533. [Google Scholar] [CrossRef]
- El Mehtedi, M.; Spigarelli, S.; Gabrielli, F.; Donati, L. Comparison study of constitutive models in predicting the hot deformation behavior of AA6060 and AA6063 aluminium alloys. Mater. Today Proc. 2015, 2, 4732–4739. [Google Scholar] [CrossRef]
- Sutton, S.C.; Luo, A.A. Constitutive behavior and processing maps of a new wrought magnesium alloy ZE20 (Mg-2Zn-0.2 Ce). J. Magnes. Alloys 2020, 8, 111–126. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, M.S.; Zhong, J. Constitutive modeling for elevated temperature flow behavior of 42CrMo steel. Comput. Mater. Sci. 2008, 42, 470–477. [Google Scholar] [CrossRef]
- Wen, D.; Yue, T.; Xiong, Y.; Wang, K.; Wang, J.; Zheng, Z.; Li, J. High-temperature tensile characteristics and constitutive models of ultrahigh strength steel. Mater. Sci. Eng. A 2021, 803, 140491. [Google Scholar] [CrossRef]
- Chen, X.M.; Nie, L.Y.; Hu, H.W.; Lin, Y.C.; Liu, Y.X.; Wu, Z.L.; Zhou, X.J.; Zhang, J.; Lu, X.Z. High-temperature deformation characteristics and constitutive models of Inconel 625 superalloy. Mater. Today Commun. 2022, 32, 103855. [Google Scholar] [CrossRef]
- Sabokpa, O.; Zarei-Hanzaki, A.; Abedi, H.R.; Haghdadi, N. Artificial neural network modeling to predict the high temperature flow behavior of an AZ81 magnesium alloy. Mater. Des. 2012, 39, 390–396. [Google Scholar] [CrossRef]
- Sani, S.A.; Ebrahimi, G.R.; Vafaeenezhad, H.; Kiani-Rashid, A.R. Modeling of hot deformation behavior and prediction of flow stress in a magnesium alloy using constitutive equation and artificial neural network (ANN) model. J. Magnes. Alloys 2018, 6, 134–144. [Google Scholar] [CrossRef]
- Joun, M.S.; Lee, H.J.; Lim, S.G.; Lee, K.H.; Cho, G.S. Dynamic strain aging of an AISI 1025 steel coil and its relationship with macroscopic responses during the upsetting process. Int. J. Mech. Sci. 2021, 200, 106423. [Google Scholar] [CrossRef]
- Joun, M.S.; Ji, S.M.; Yoo, J.D.; Chung, S.H.; Moon, H.K.; Kim, E.J.; Yoon, D.J.; Babu, A. Characterization of AZ31B, AZ61A and AZ80A magnesium alloys with an emphasis on temperature compensation for their application to a hot forging. J. Manuf. Process. 2022, 84, 764–785. [Google Scholar] [CrossRef]
- Joun, M.S.; Lee, M.C.; Eom, J.G. Intelligent metal-forming simulation. Int. Manuf. Sci. Eng. Conf. 2011, 44304, 161–168. [Google Scholar] [CrossRef]
- Arnold, D.N.; Brezzi, F.; Fortin, M. A stable finite element for the Stokes equations. Calcolo 1984, 21, 337–344. [Google Scholar] [CrossRef]
- Razali, N.A.; Chung, S.H.; Chung, W.J.; Joun, M.S. Implicit elastoplastic finite element analysis of tube-bending with an emphasis on springback prediction. Int. J. Adv. Manuf. Technol. 2022, 120, 6377–6391. [Google Scholar] [CrossRef]
- Lee, M.C.; Joun, M.S.; Lee, J.K. Adaptive tetrahedral element generation and refinement to improve the quality of bulk metal forming simulation. Finite Elem. Anal. Des. 2007, 43, 788–802. [Google Scholar] [CrossRef]
- Lee, M.C.; Chung, S.H.; Jang, S.M.; Joun, M.S. Three-dimensional simulation of forging using tetrahedral and hexahedral elements. Finite Elem. Anal. Des. 2009, 45, 745–754. [Google Scholar] [CrossRef]
- Lee, S.W.; Jo, J.M.; Joun, M.S.; Lee, J.M. Effect of friction conditions on material flow in FE analysis of Al piston forging process. Int. J. Precis. Eng. Manuf. 2019, 20, 1643–1652. [Google Scholar] [CrossRef]
- Lee, S.W.; Lee, J.M.; Joun, M.S. On critical surface strain during hot forging of lubricated aluminum alloy. Tribol. Int. 2020, 141, 105855. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
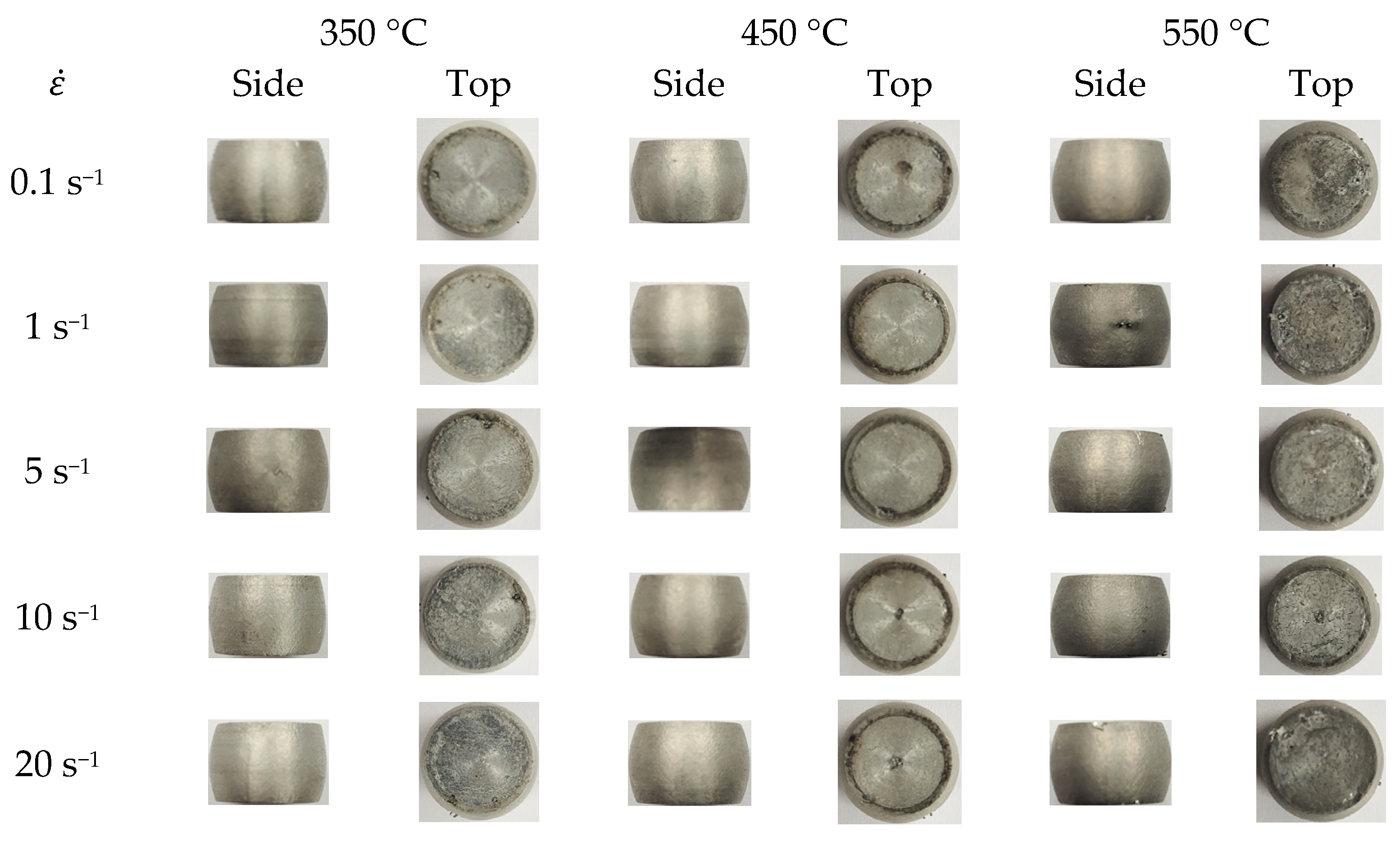
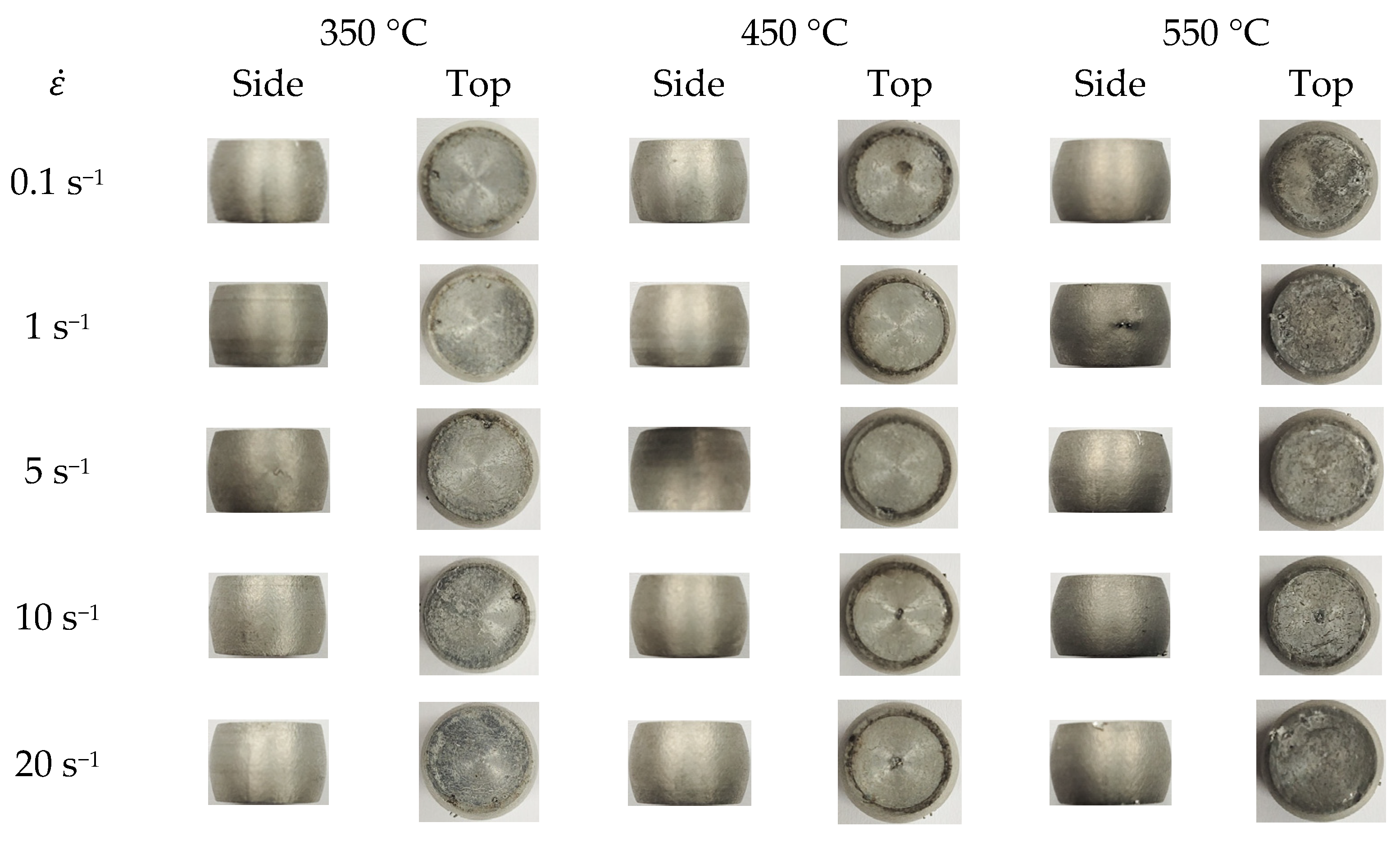
| Strain | 350 °C | 450 °C | 550 °C | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Rate (s−1) | h (mm) | dx (mm) | dn (mm) | h (mm) | dx (mm) | dn (mm) | h (mm) | dx (mm) | dn (mm) |
| 0.1 | 9.0 | 13.5 | 11.5 | 9.1 | 13.7 | 11.7 | 8.9 | 13.7 | 11.6 |
| 1 | 8.8 | 13.6 | 11.7 | 9.0 | 13.7 | 11.7 | 8.9 | 13.8 | 11.6 |
| 5 | 8.8 | 13.7 | 11.7 | 9.0 | 13.7 | 11.9 | 8.9 | 13.7 | 11.5 |
| 10 | 8.8 | 13.7 | 12.0 | 8.9 | 13.7 | 11.7 | 8.8 | 13.8 | 11.5 |
| 20 | 9.0 | 13.7 | 12.0 | 8.8 | 13.7 | 11.7 | 8.9 | 13.7 | 11.7 |
| T (°C) | ε | ||||
|---|---|---|---|---|---|
| 350 | 0.10 | 68.7 | 2.2 | 0.047 | 0.006 |
| 0.20 | 71.4 | 0.5 | 0.058 | 0.007 | |
| 0.30 | 80.6 | −13.0 | 0.108 | 0.056 | |
| 0.40 | 80.9 | −13.5 | 0.116 | 0.054 | |
| 0.48 | 81.3 | −13.7 | 0.117 | 0.051 | |
| 400 | 0.10 | 63.5 | −6.2 | 0.090 | 0.040 |
| 0.20 | 65.4 | −7.4 | 0.106 | 0.041 | |
| 0.30 | 65.4 | −8.6 | 0.110 | 0.052 | |
| 0.40 | 64.3 | −7.9 | 0.101 | 0.050 | |
| 0.48 | 65.2 | −9.4 | 0.113 | 0.058 | |
| 450 | 0.10 | 49.5 | 0.8 | 0.078 | 0.004 |
| 0.20 | 50.5 | 0.0 | 0.098 | 0.000 | |
| 0.30 | 49.9 | 0.0 | 0.101 | 0.000 | |
| 0.40 | 49.3 | 0.0 | 0.103 | 0.000 | |
| 0.48 | 50.4 | −1.7 | 0.119 | −0.005 | |
| 500 | 0.10 | 42.7 | −0.7 | 0.105 | 0.004 |
| 0.20 | 39.6 | 4.0 | 0.079 | −0.016 | |
| 0.30 | 39.6 | 3.6 | 0.107 | −0.026 | |
| 0.40 | 38.3 | 4.0 | 0.085 | −0.017 | |
| 0.48 | 41.6 | −0.2 | 0.129 | −0.018 | |
| 550 | 0.10 | 31.1 | 3.6 | 0.082 | −0.003 |
| 0.20 | 33.2 | 1.0 | 0.114 | 0.001 | |
| 0.30 | 33.1 | 0.3 | 0.111 | 0.011 | |
| 0.40 | 33.8 | 0.0 | 0.135 | 0.000 | |
| 0.48 | 31.8 | 1.8 | 0.111 | −0.019 |
| Average Error for All Sample Strain Rates | |||||
|---|---|---|---|---|---|
| Temp. | Mean | Max | Temp. | Mean | Max |
| 350 | 2.00 | 4.61 | 400 | 2.18 | 4.67 |
| 450 | 1.56 | 4.34 | 500 | 1.41 | 4.29 |
| 550 | 1.84 | 5.32 | |||
| Average Error for All Sample Strain Rates | |||||
|---|---|---|---|---|---|
| Temp. | Mean | Max | Temp. | Mean | Max |
| 350 | 2.52 | 4.84 | 400 | 2.98 | 6.20 |
| 450 | 2.51 | 4.88 | 500 | 2.25 | 5.86 |
| 550 | 2.09 | 5.76 | |||
| T (°C) | ε | ||||
|---|---|---|---|---|---|
| 350 | 0.10 | 67.9 | 3.3 | 0.046 | 0.003 |
| 0.20 | 70.7 | 1.3 | 0.060 | 0.003 | |
| 0.30 | 81.7 | −14.4 | 0.118 | 0.061 | |
| 0.40 | 82.3 | −16.0 | 0.132 | 0.067 | |
| 0.48 | 83.3 | −16.7 | 0.137 | 0.060 | |
| 400 | 0.10 | 61.6 | −3.8 | 0.082 | 0.030 |
| 0.20 | 65.6 | −7.4 | 0.107 | 0.039 | |
| 0.30 | 65.6 | −8.8 | 0.121 | 0.049 | |
| 0.40 | 64.9 | −8.2 | 0.114 | 0.045 | |
| 0.48 | 64.8 | −9.0 | 0.124 | 0.046 | |
| 450 | 0.10 | 49.2 | 0.5 | 0.083 | 0.005 |
| 0.20 | 50.4 | −0.8 | 0.099 | 0.006 | |
| 0.30 | 55.1 | −7.2 | 0.142 | 0.034 | |
| 0.40 | 53.8 | −6.5 | 0.137 | 0.031 | |
| 0.48 | 54.2 | −7.4 | 0.152 | 0.027 | |
| 500 | 0.10 | 42.5 | −0.5 | 0.107 | 0.004 |
| 0.20 | 39.4 | 4.0 | 0.080 | −0.016 | |
| 0.30 | 39.3 | 3.7 | 0.110 | −0.026 | |
| 0.40 | 41.3 | −0.2 | 0.134 | −0.009 | |
| 0.48 | 40.8 | 0.0 | 0.138 | −0.020 | |
| 550 | 0.10 | 32.9 | 1.0 | 0.108 | 0.004 |
| 0.20 | 31.7 | 2.8 | 0.100 | −0.007 | |
| 0.30 | 33.4 | 0.0 | 0.142 | 0.000 | |
| 0.40 | 33.5 | 0.0 | 0.133 | 0.000 | |
| 0.48 | 32.4 | 0.7 | 0.122 | −0.015 |
| Average Error for all Sample Strain Rates | |||||
|---|---|---|---|---|---|
| Temp. | Mean | Max | Temp. | Mean | Max |
| 350 | 2.03 | 4.28 | 400 | 2.16 | 4.43 |
| 450 | 1.65 | 4.05 | 500 | 1.36 | 4.12 |
| 550 | 1.55 | 4.59 | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, J.-H.; Ji, S.-M.; Choi, J.-M.; Joun, M.-S. Accurate Flow Characterization of A6082 for Precision Simulation of a Hot Metal Forming Process. Materials 2022, 15, 8656. https://doi.org/10.3390/ma15238656
Park J-H, Ji S-M, Choi J-M, Joun M-S. Accurate Flow Characterization of A6082 for Precision Simulation of a Hot Metal Forming Process. Materials. 2022; 15(23):8656. https://doi.org/10.3390/ma15238656
Chicago/Turabian StylePark, Jeong-Hwi, Su-Min Ji, Jeong-Muk Choi, and Man-Soo Joun. 2022. "Accurate Flow Characterization of A6082 for Precision Simulation of a Hot Metal Forming Process" Materials 15, no. 23: 8656. https://doi.org/10.3390/ma15238656
APA StylePark, J.-H., Ji, S.-M., Choi, J.-M., & Joun, M.-S. (2022). Accurate Flow Characterization of A6082 for Precision Simulation of a Hot Metal Forming Process. Materials, 15(23), 8656. https://doi.org/10.3390/ma15238656