
Effect of Isothermal Holding at 750 °C and 900 °C on Microstructure and Properties of Cast Duplex Stainless Steel Containing 24% Cr-5% Ni-2.5% Mo-2.5% Cu


Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
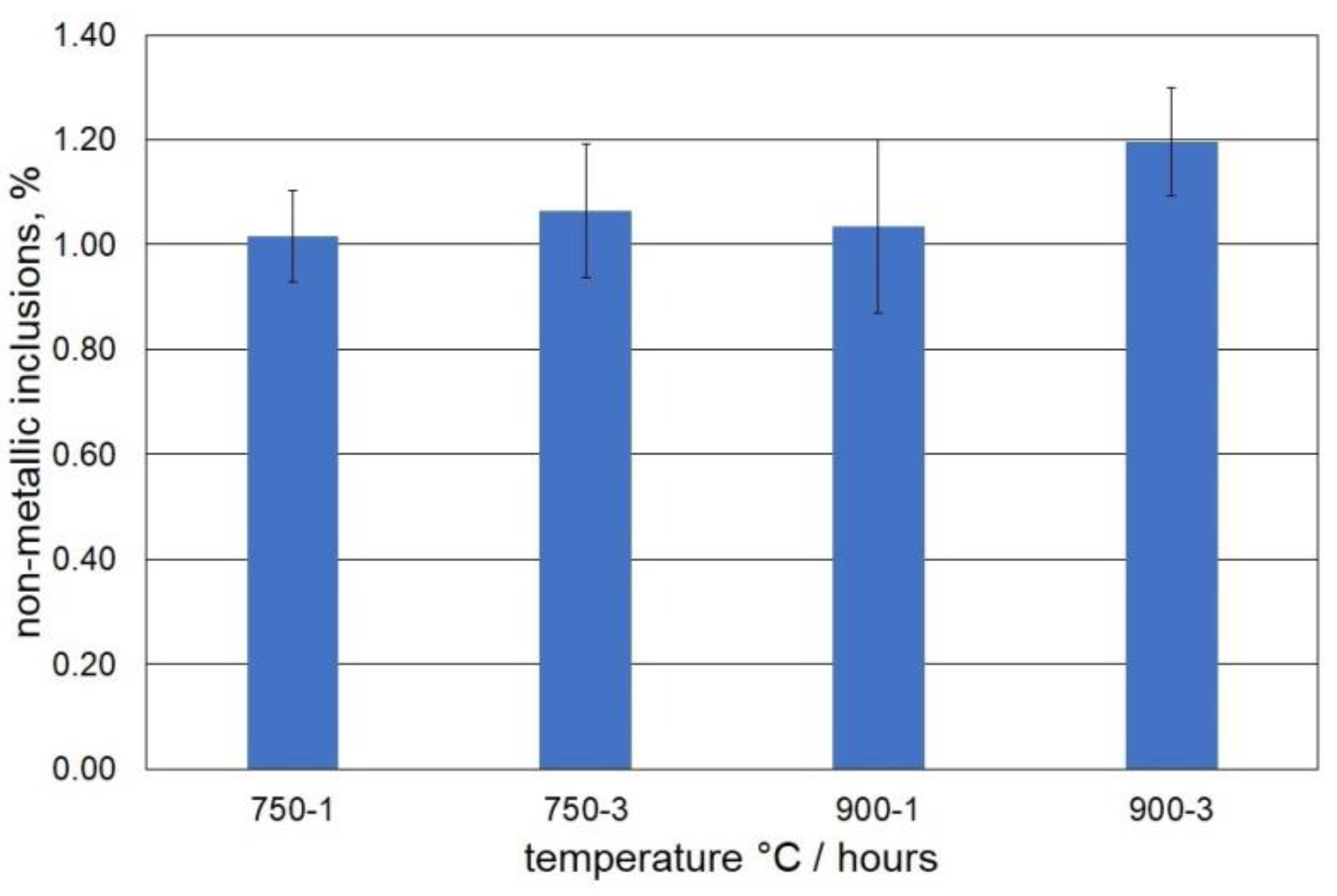
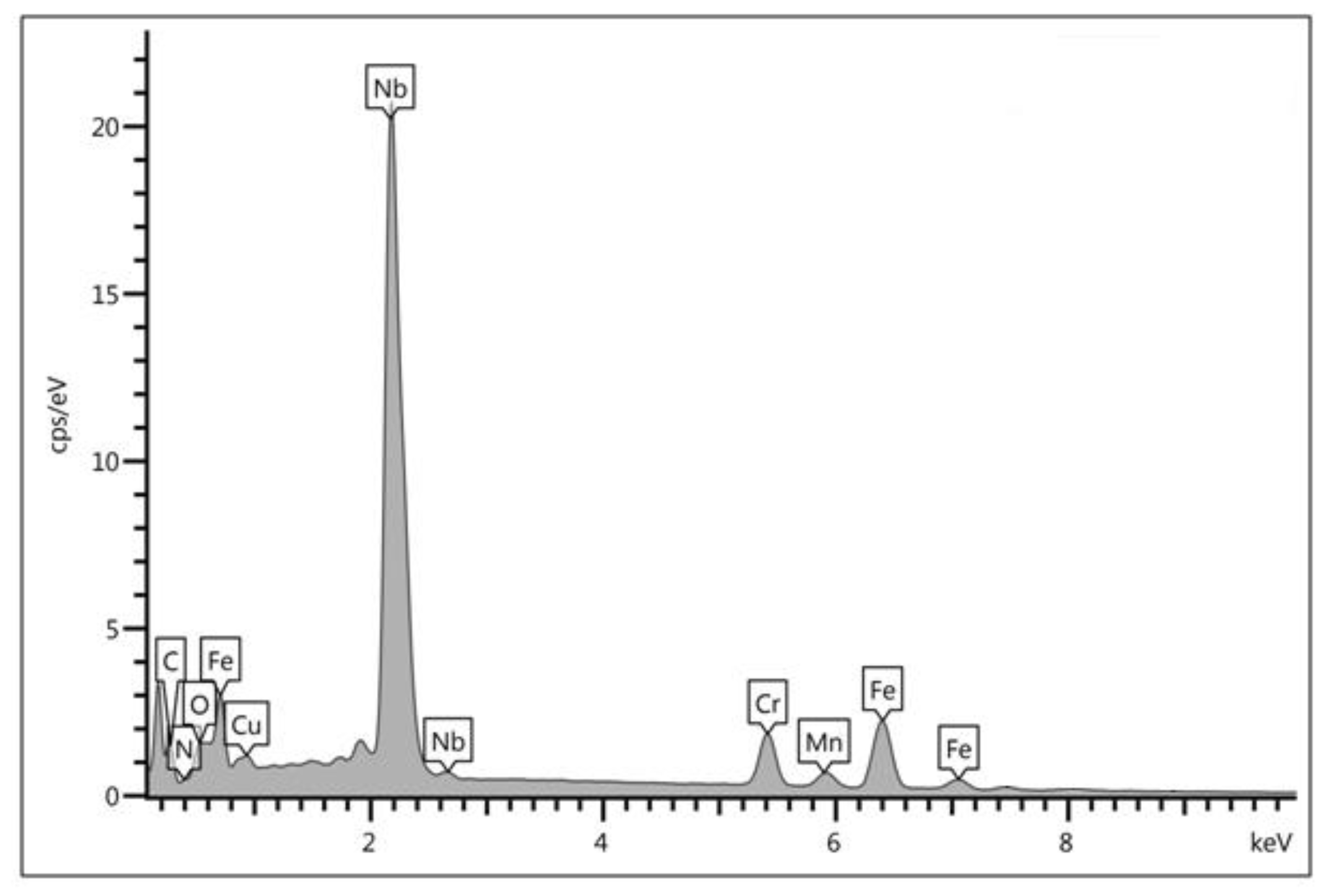
3.1. Non-Metallic Inclusions in Tested Cast Steel
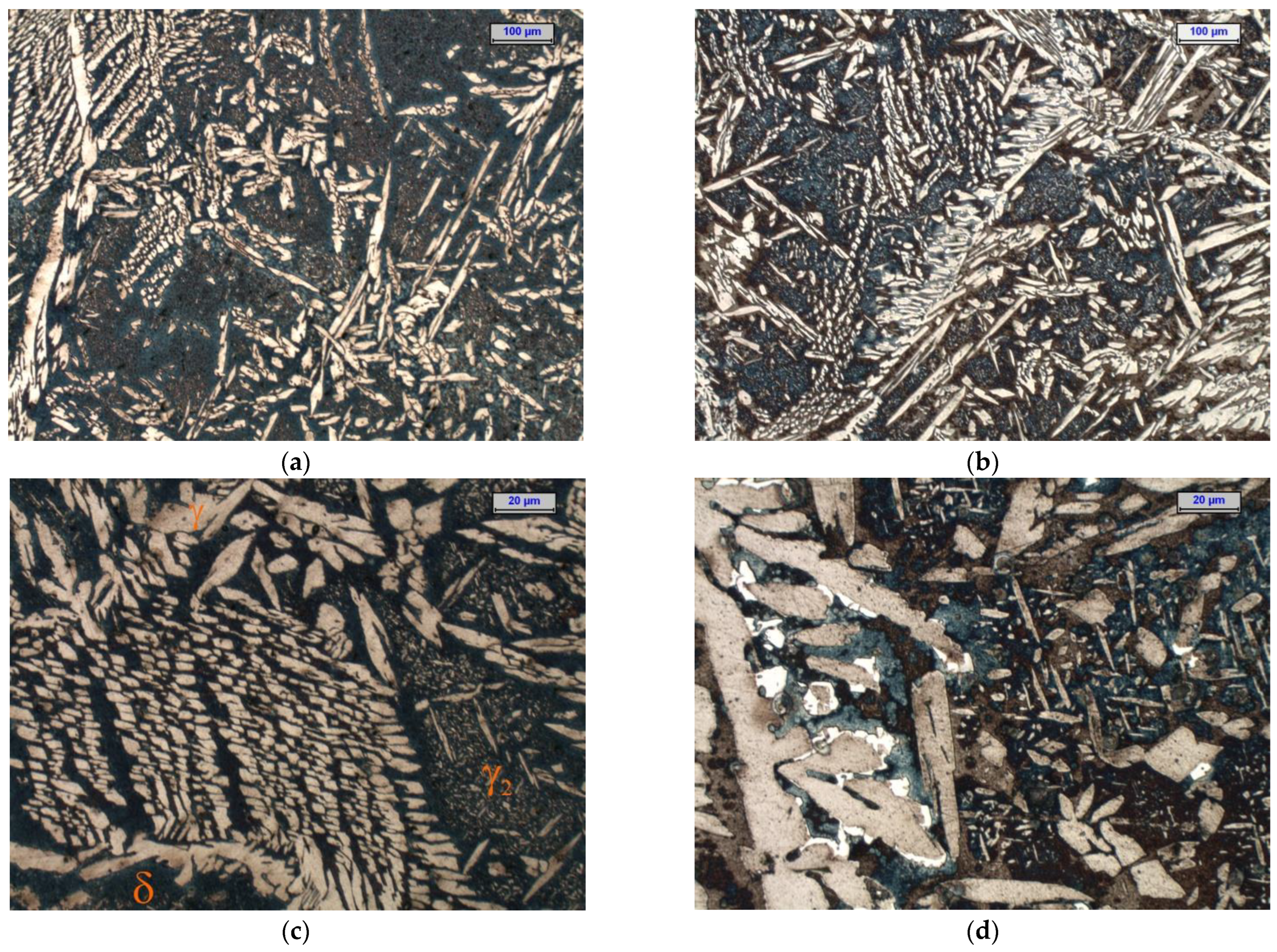
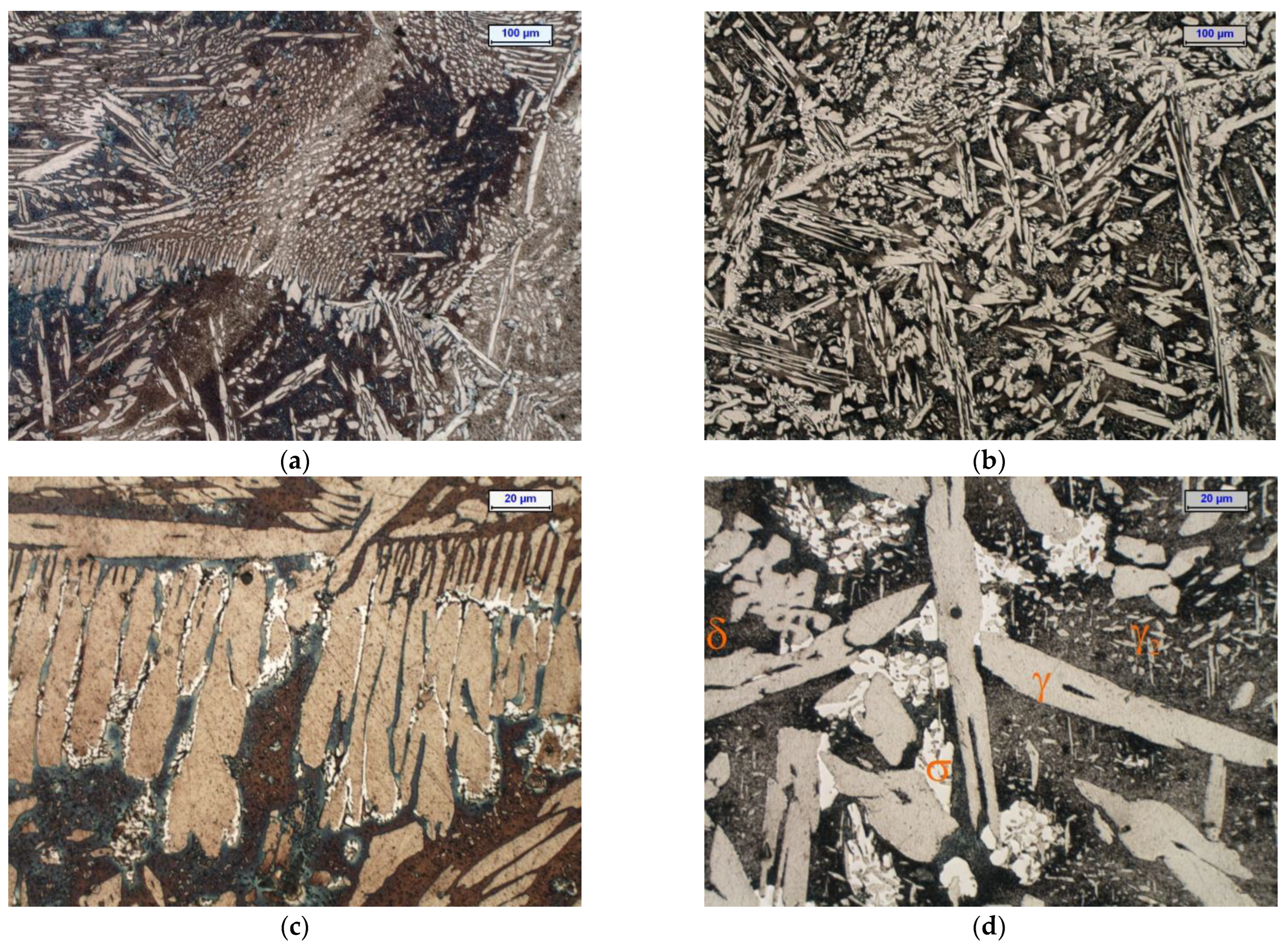
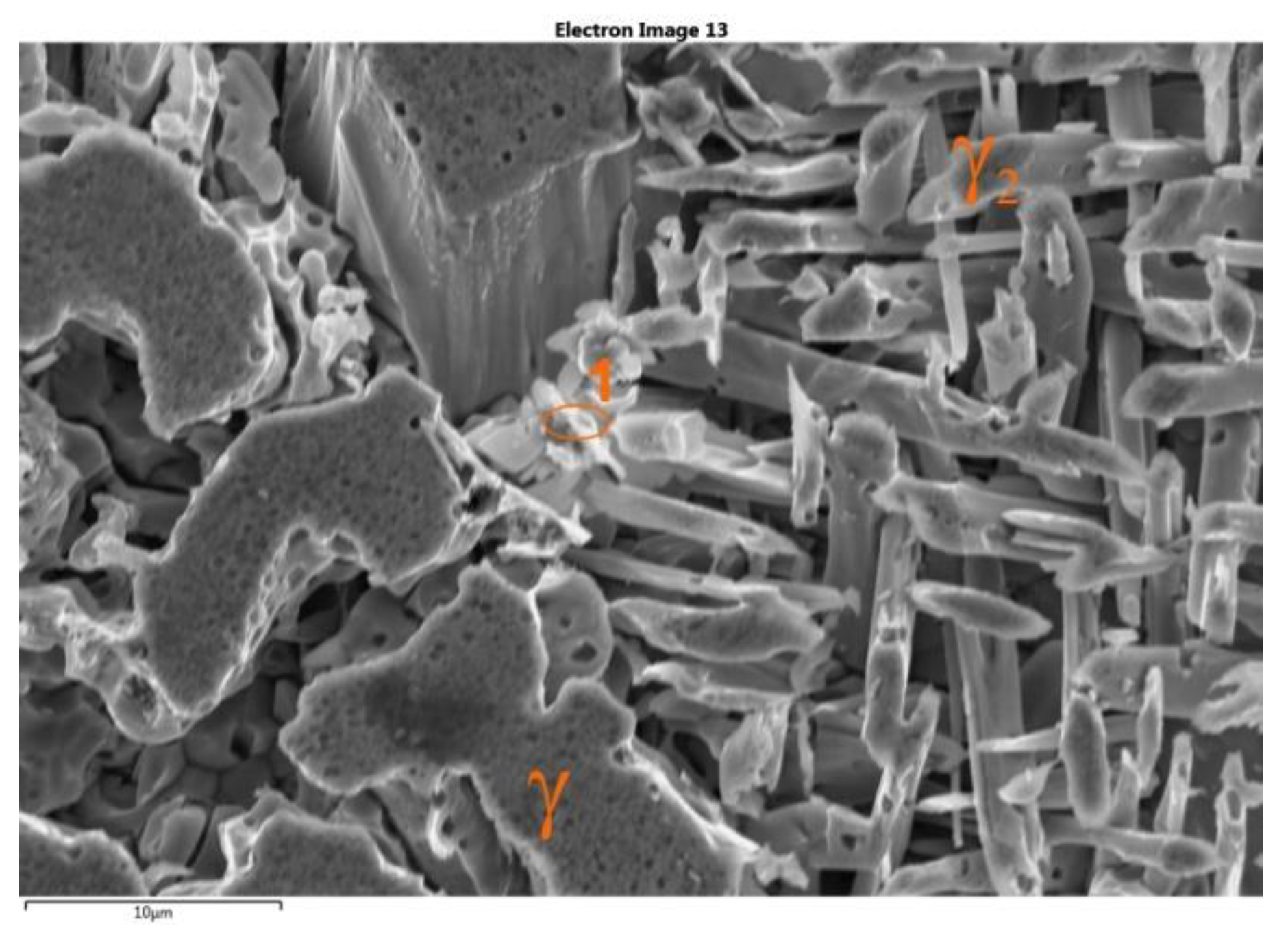
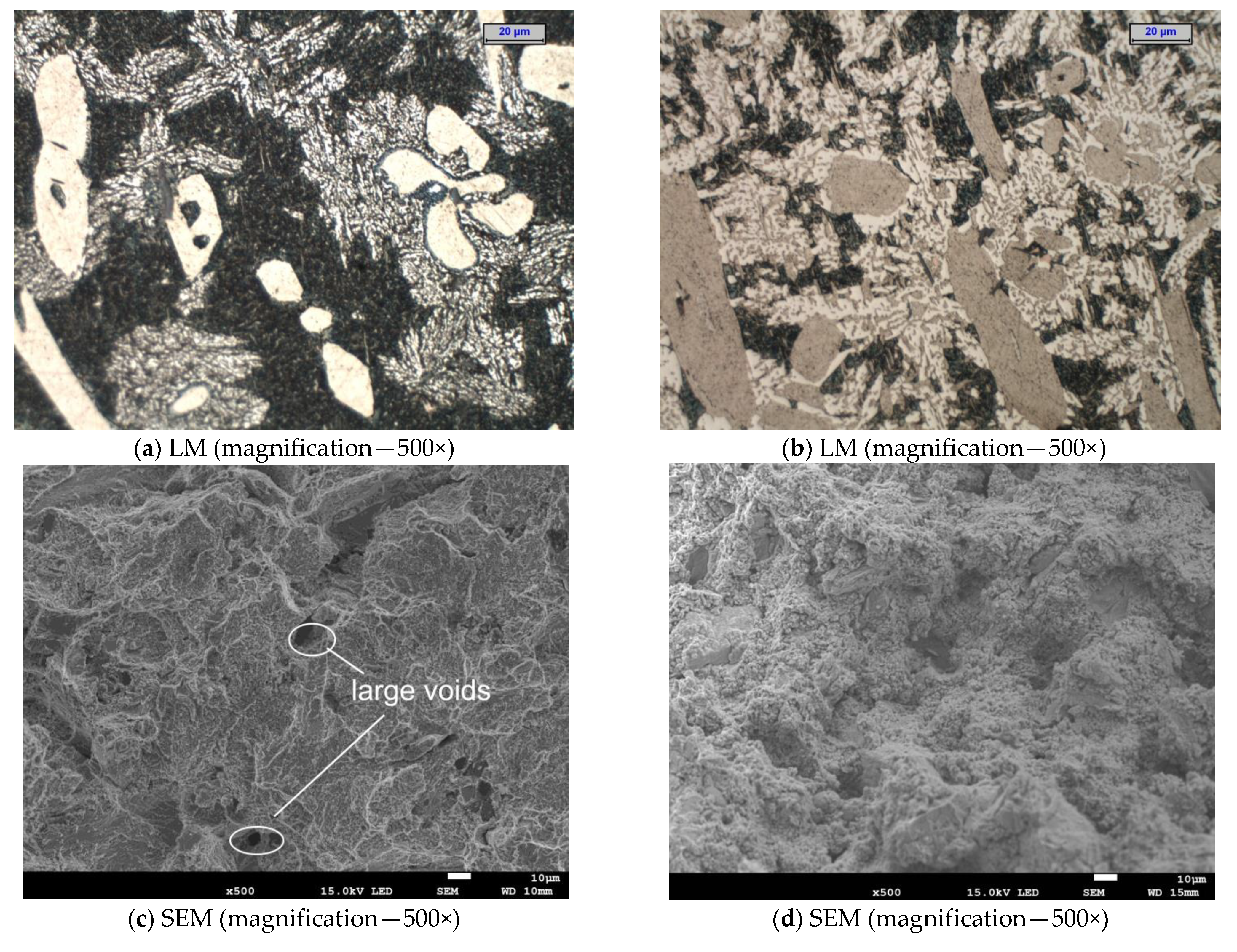
3.2. Microstructure of Tested Cast Steel
3.3. Effect of Isothermal Holding on Hardness of Tested Cast Steel
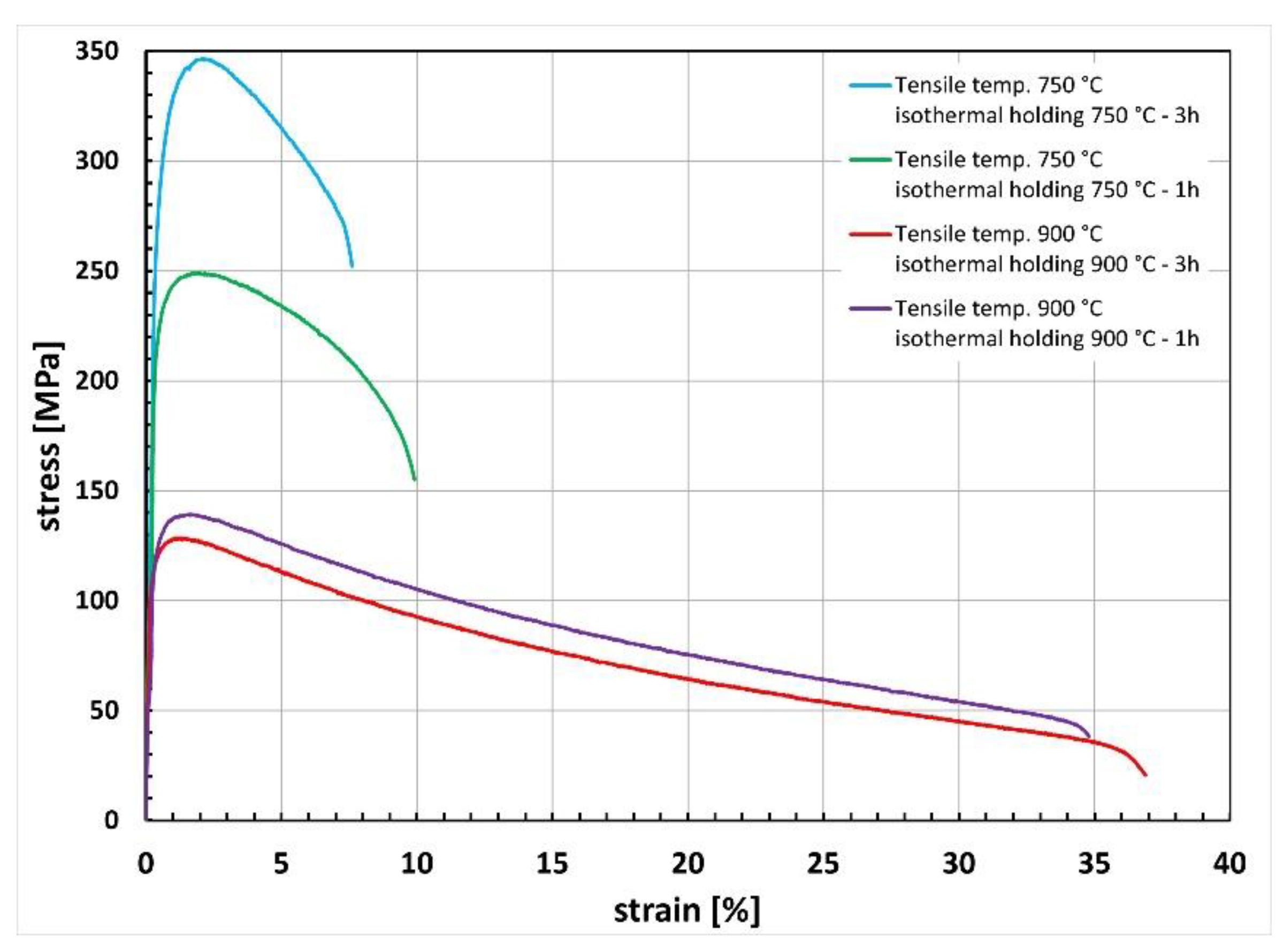
3.4. Tensile Strength of Tested Cast Steel at 750 °C and 900 °C
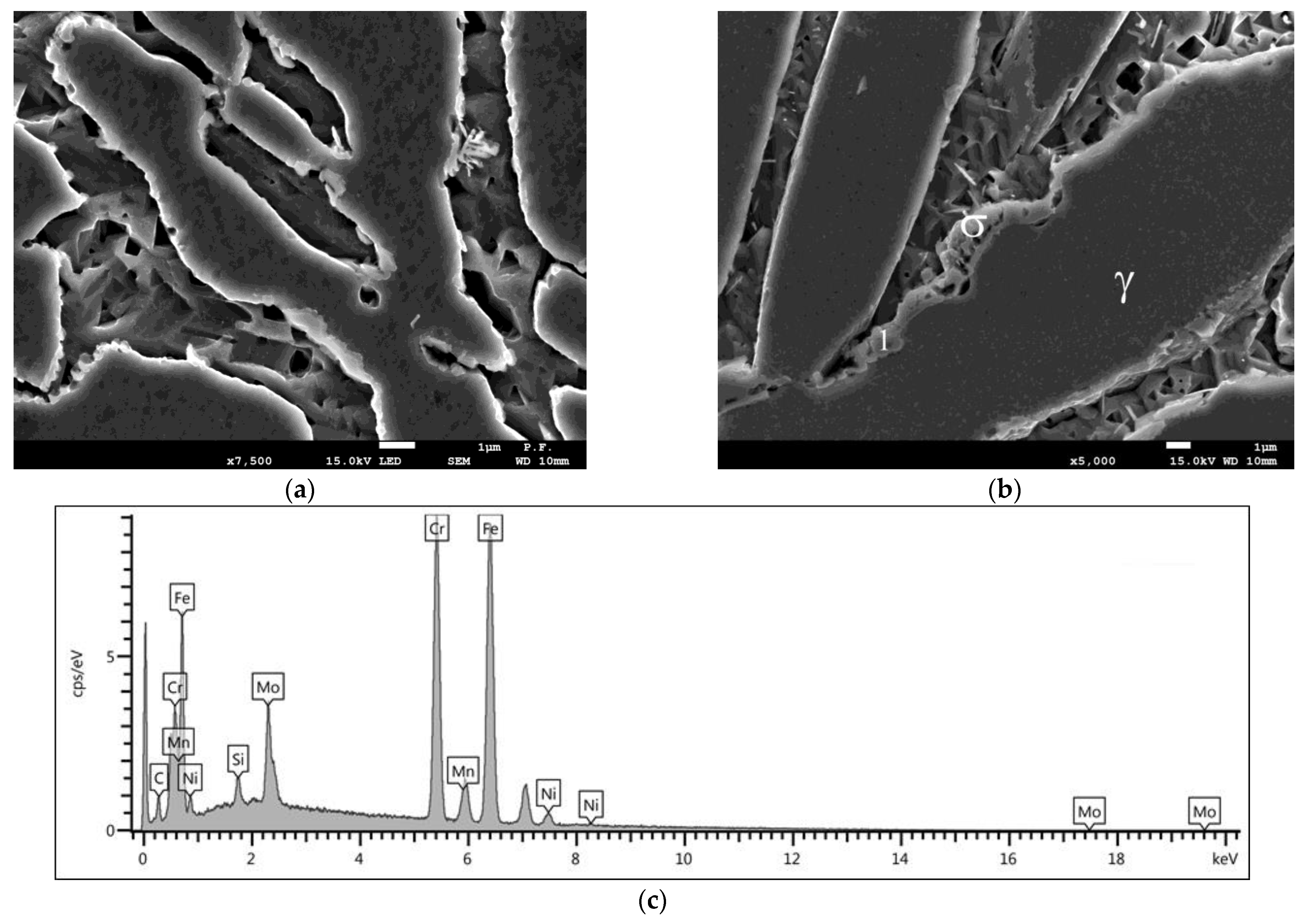
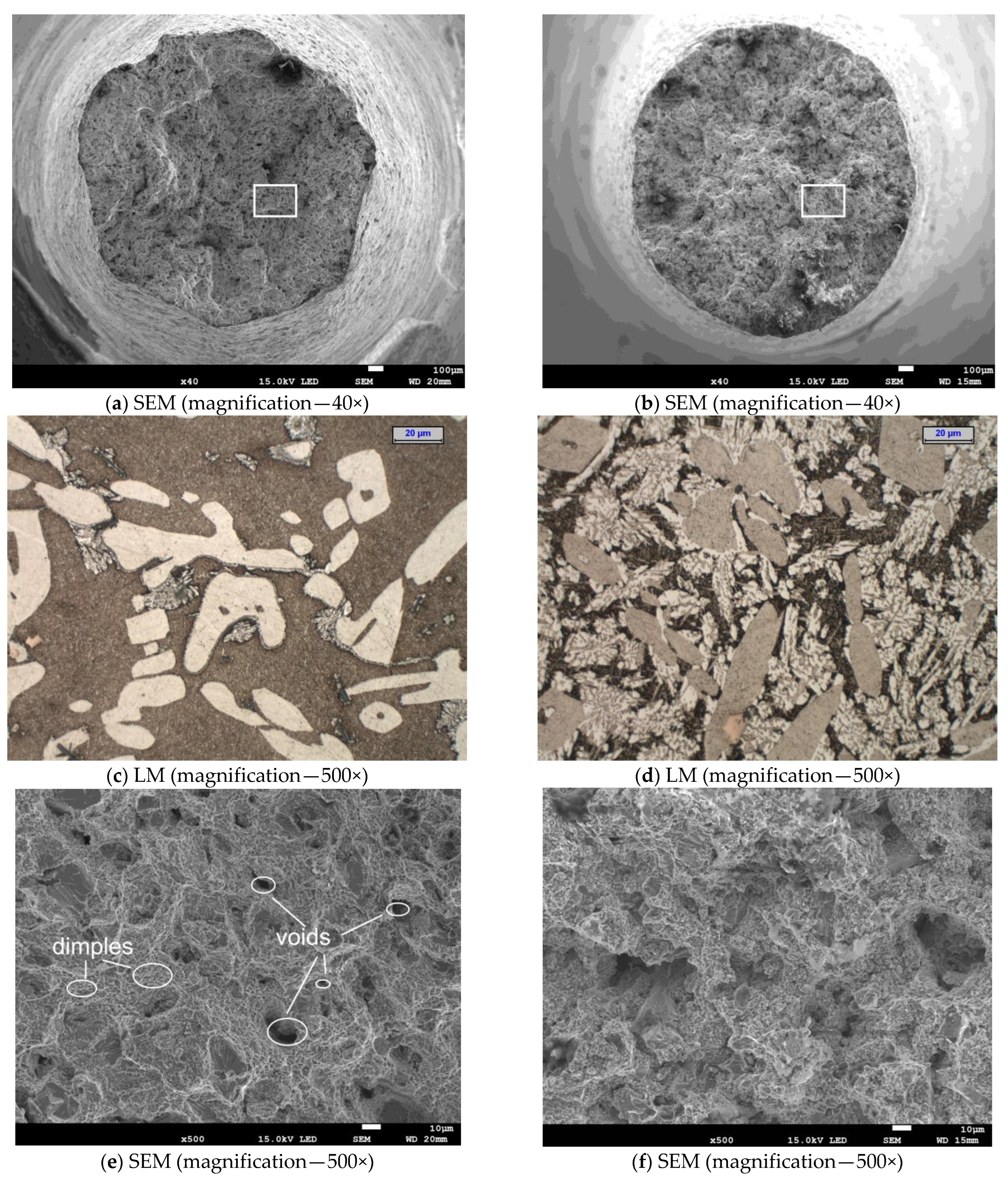
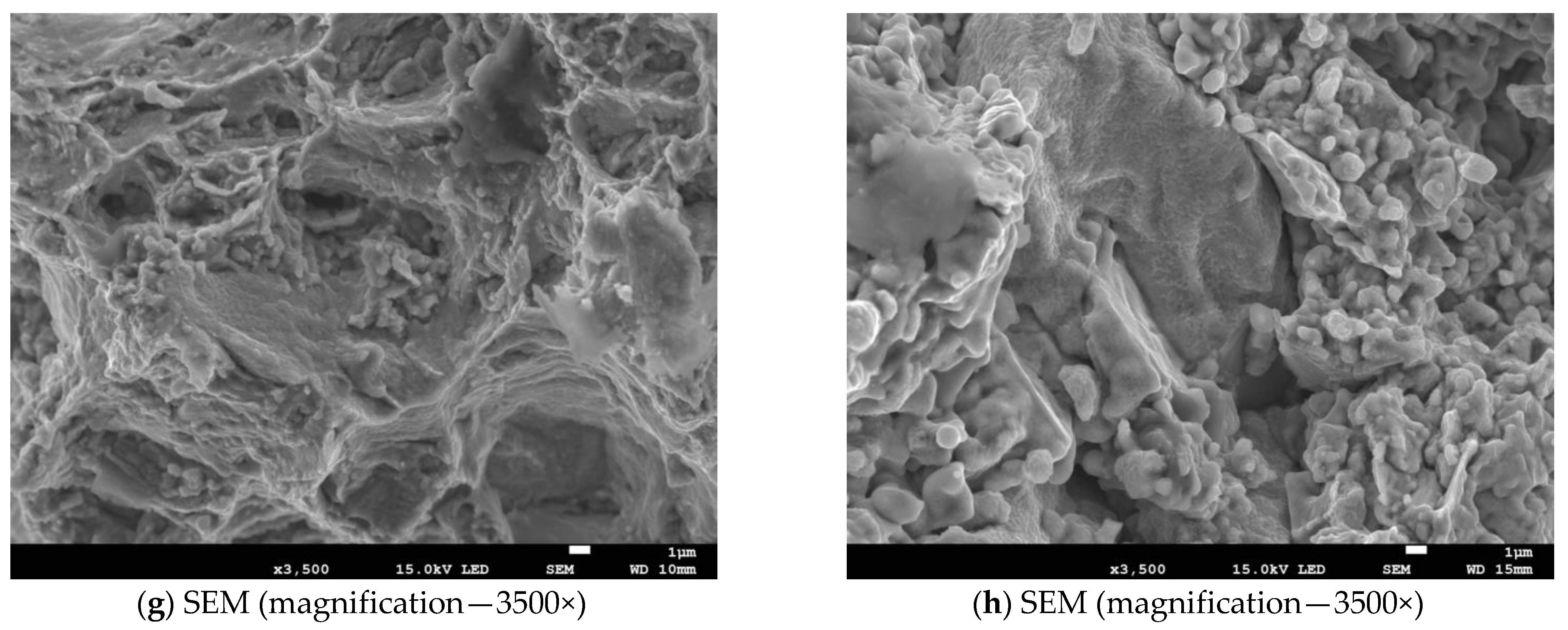
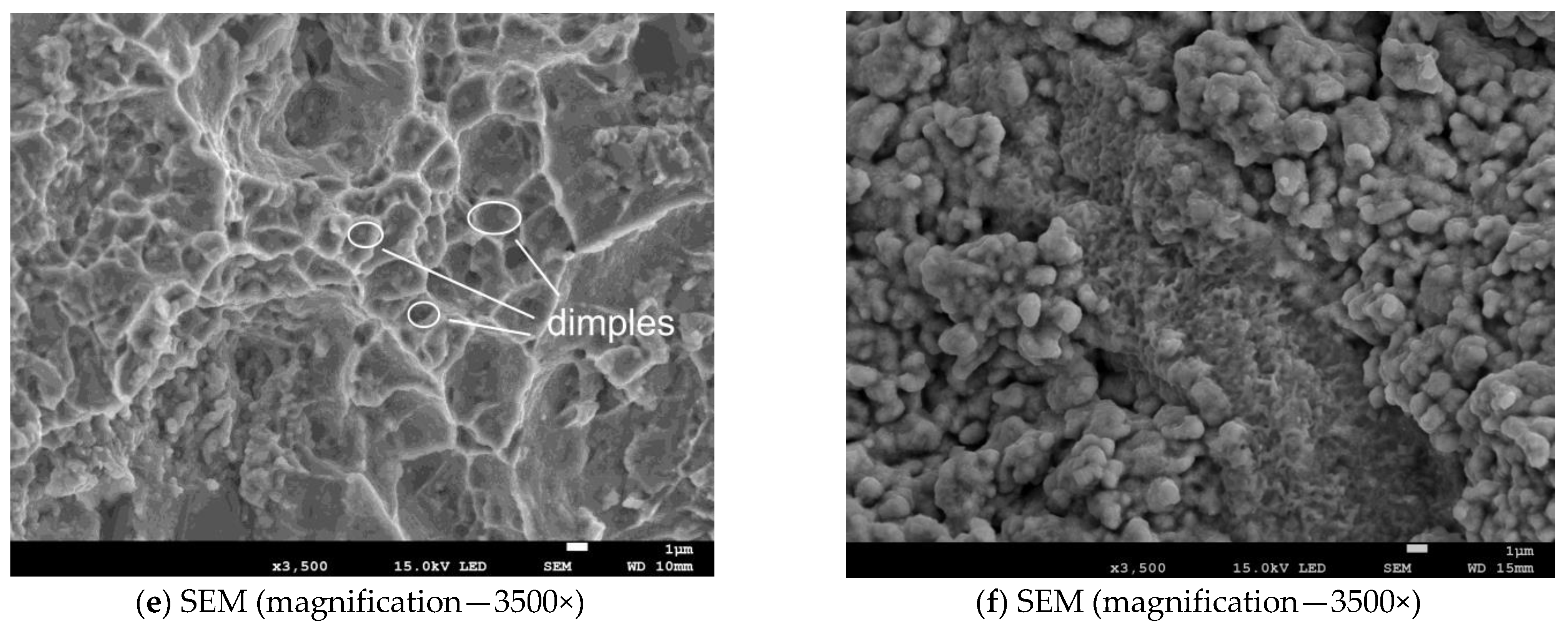
3.5. Fracture Analysis
4. Conclusions
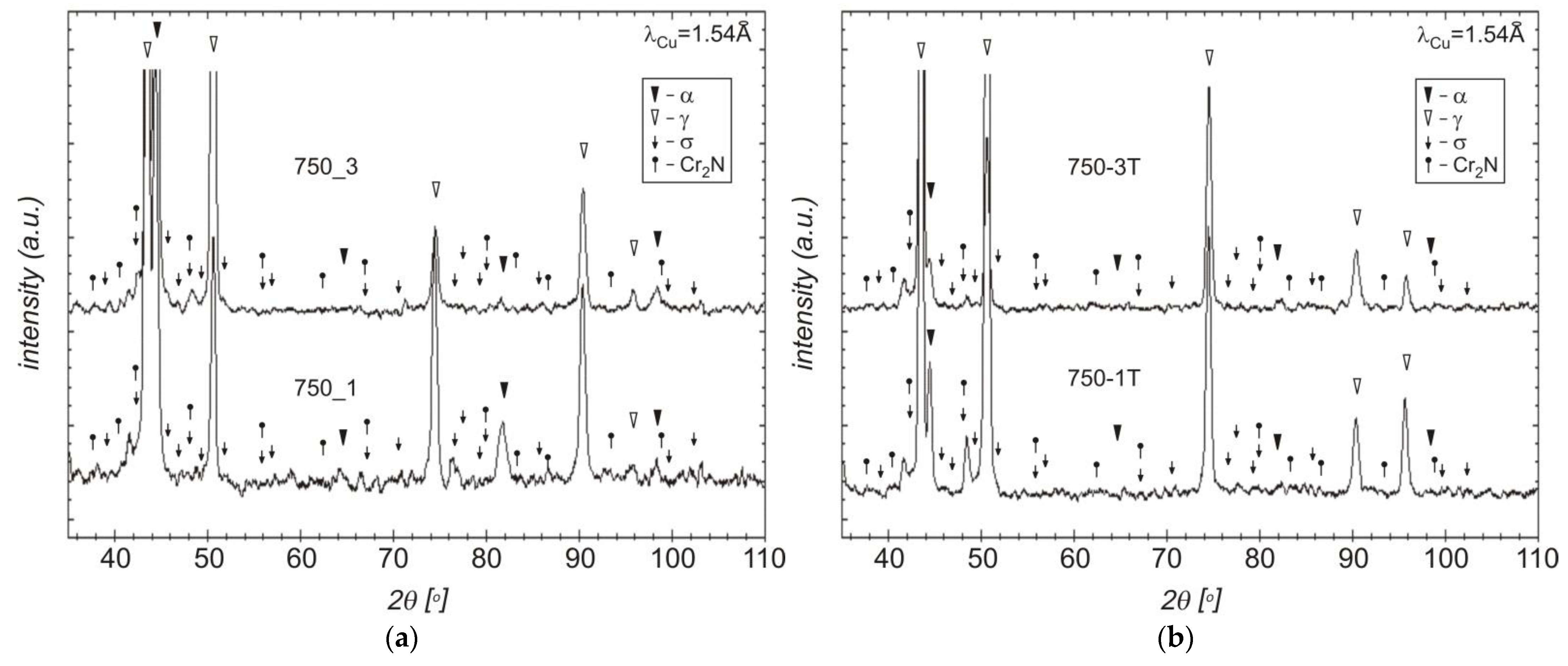
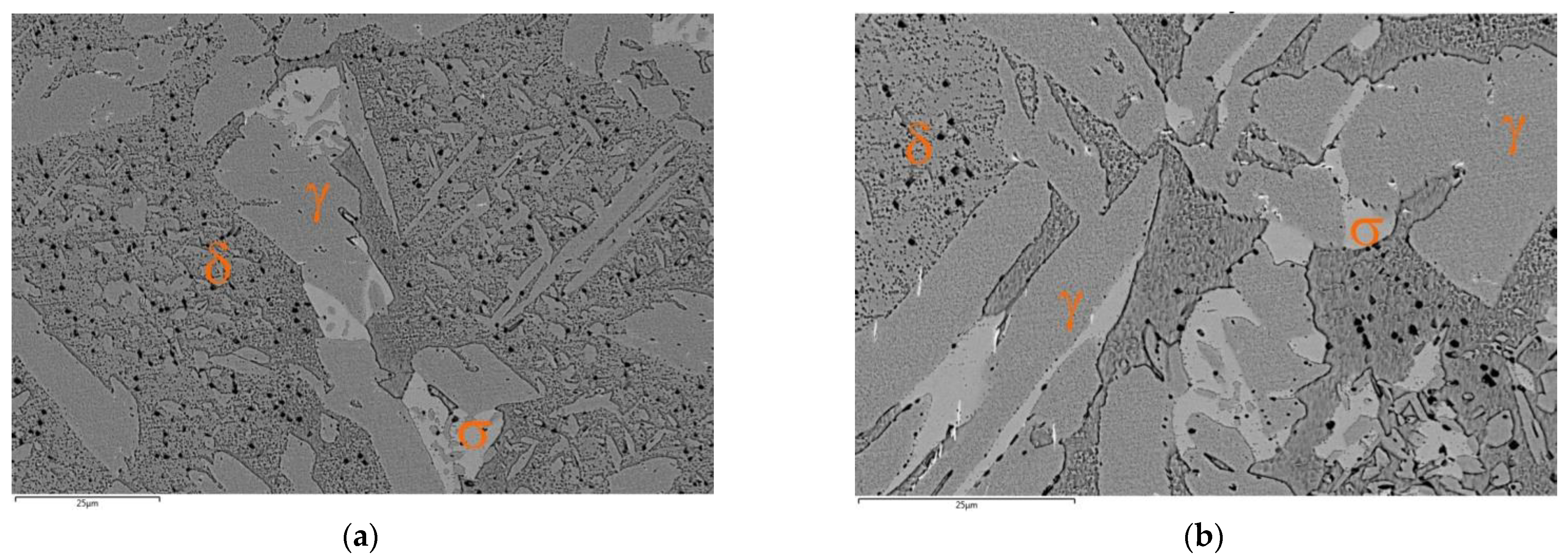
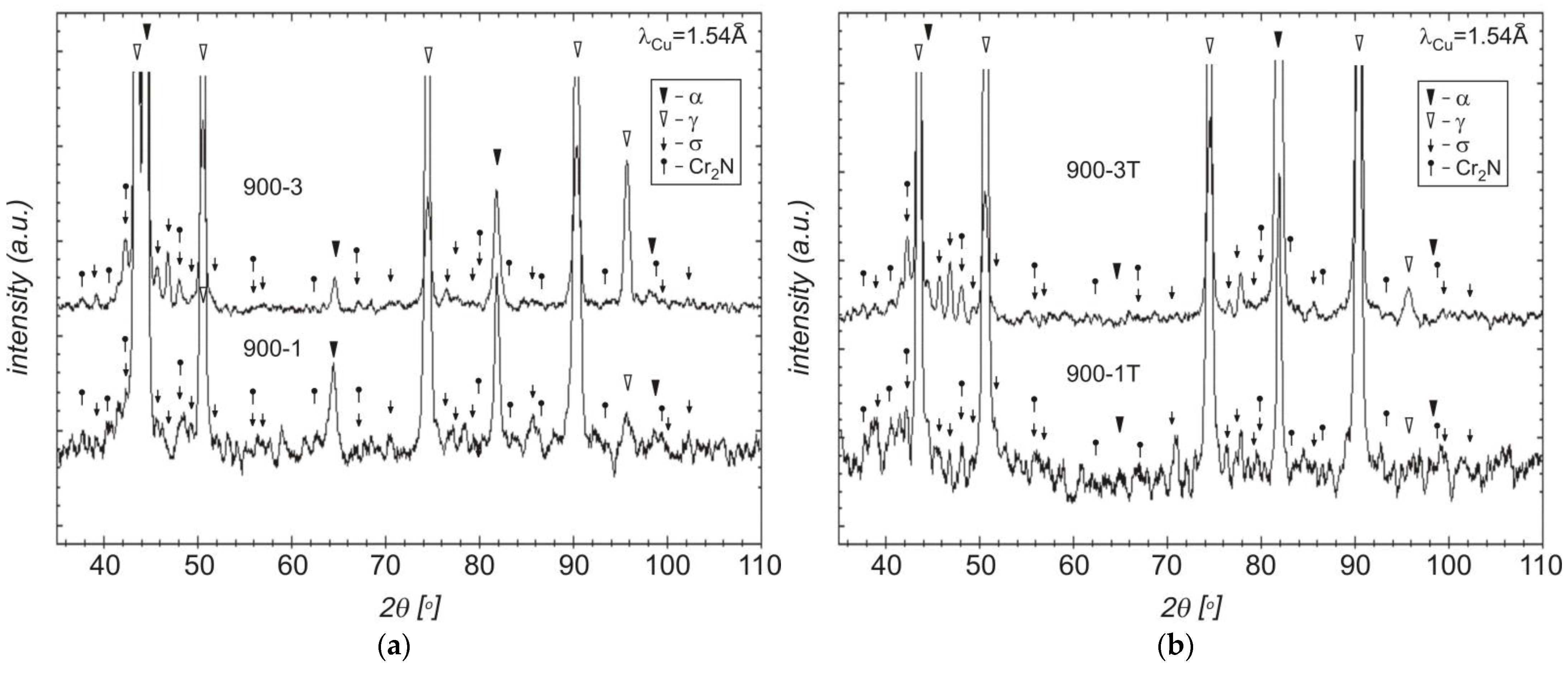
- As a result of isothermal holding at 750 °C and 900 °C for the 1 and 3 h, the following secondary phases precipitated in the examined cast steel: σ phase, γ2 secondary austenite with Widmanstätten morphology and Cr2N nitrides. These phases contributed to the increased hardness of the tested cast steel.
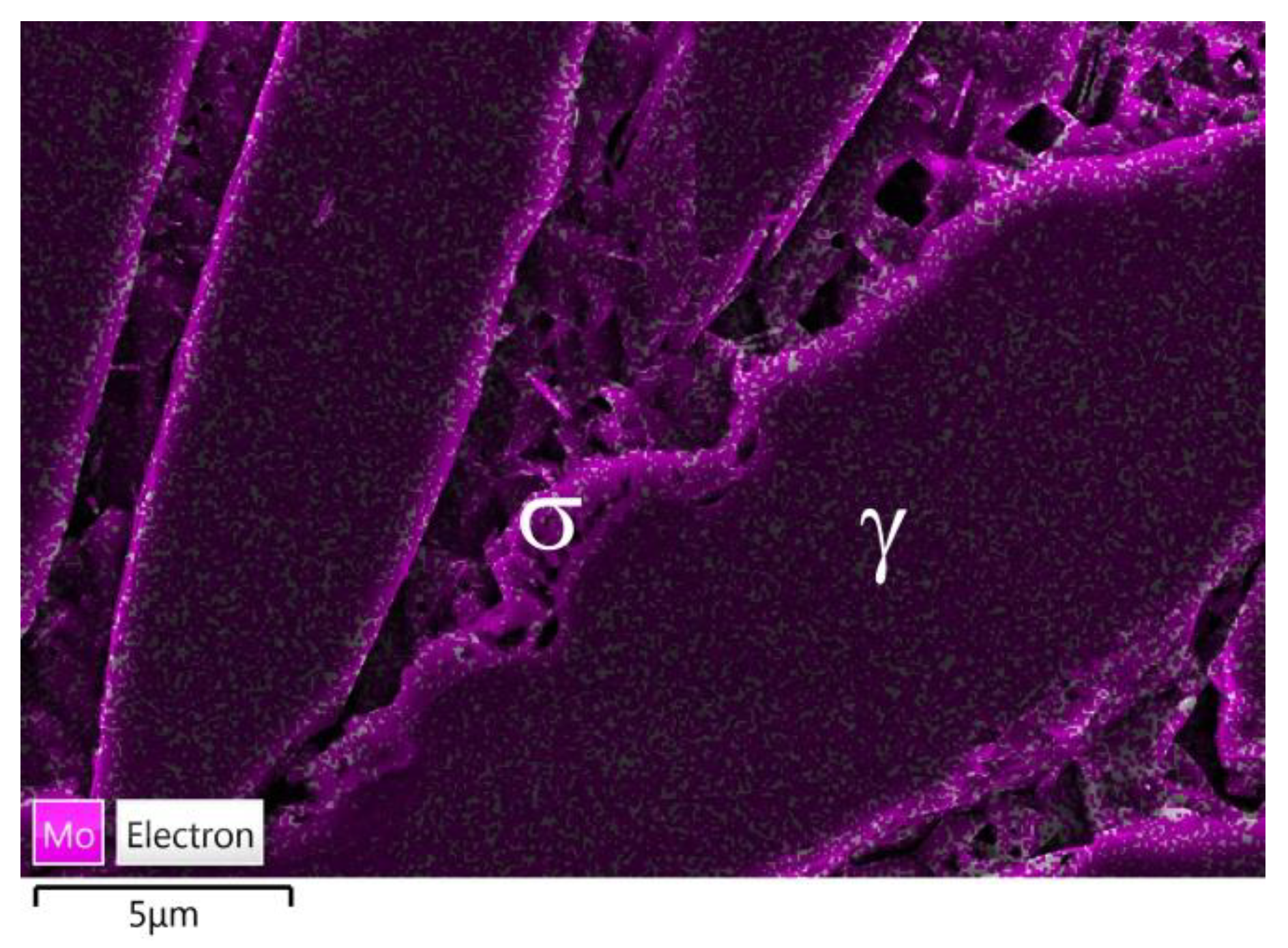
- The σ phase present in the microstructure of the examined cast steel contains approx. 30–33% Cr, 3–5% Ni and 5–7% Mo and is characterised by a diverse morphology depending on the temperature and time of holding. In the cast steel held for 3 h at both temperatures, it tended to form continuous precipitates at the γ/α interface.
- In the performed static tensile test, higher stress values were obtained at 750 °C than at 900 °C. The tensile strength values were 250 and 345 MPa for the 1 and 3 h treatments, respectively, while the elongation was comprised in a range of 7–10%. At the temperature of 900 °C, the tensile strength decreased significantly and amounted to 139 and 127 MPa for the 1 and 3 h treatments, respectively, while the elongation increased to 35–37%.
- SEM studies of the fractures showed that, regardless of the applied temperature of the isothermal holding, the microrelief of the fracture surfaces was mainly ductile. Additionally, the increase in the temperature to 900 °C increased the dimensions of the precipitates that could be observed in the fractures. The conducted studies also revealed the presence of non-metallic inclusions on their surface.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent developments in stainless steels. Mater. Sci. Eng. 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Alvarez-Armas, I. Duplex Stainless Steels. Brief history and some recent alloys. Rec. Pat. Mechan. Eng. 2008, 1, 51–57. [Google Scholar] [CrossRef]
- Gunn, R. Duplex Stainless Steels; Abington Publishing: Cambridge, UK, 1999; pp. 1–10, 73–91. [Google Scholar]
- Głownia, J.; Kalandyk, B.; Sobula, S.; Szczypkowski, D.; Górniok, J. Low-carbon ferritic-austenitic steel for the cast pump elements. Przegląd Odlew. (Foundry J. Pol. Foundrymen’s Assoc.) 2008, 58, 616–621. [Google Scholar]
- Boillot, P.; Peultier, J. Use of stainless steels in the industry: Recent and future developments. Procedia Eng. 2014, 83, 309–321. [Google Scholar] [CrossRef]
- Rezende, S.C.; Dainezi, I.; Apolinario, R.C.; Sousa, L.L.; Mariano, N.A. Influence of molybdenum on microstructure and pitting corrosion behaviour of solution-treated duplex stainless steel in a lithium chloride solution. Mater. Res. 2019, 22, e20190138. [Google Scholar] [CrossRef]
- Kalandyk, B.; Starowicz, M.; Zapała, R. Corrosion resistance of 24Cr-5Mn-2Ni-3Mo duplex cast steel. Arch. Foundry Eng. 2015, 15, 53–56. [Google Scholar]
- Moura, V.S.; Lima, L.D.; Pardal, J.M.; Kina, A.Y.; Corte, R.R.A.; Tavares, S.S.M. Influence of microstructure on the corrosion resistance of the duplex stainless steel UNS S31803. Mater. Charact. 2008, 59, 1127–1132. [Google Scholar] [CrossRef]
- Kalandyk, B.; Zapała, R.; Kasińska, J.; Wróbel, M.; Balicki, M. Microstructure and mechanical properties of high alloyed 23Cr−5Mn−2Ni−3Mo cast steel. Arch. Metall. Mater. 2015, 60, 2529–2533. [Google Scholar] [CrossRef][Green Version]
- Jurczyk, P.; Wróbel, T.; Baron, C. The influence of hyperquenching temperature on microstructure and mechanical properties of alloy cast steel GX2CrNiMoCuN 25-6-3-3. Arch. Metall. Mater. 2021, 66, 73–80. [Google Scholar]
- Sahu, J.K.; Krupp, U.; Ghosh, R.N.; Christ, H.J. Effect of 475 °C embrittlement on the mechanical properties of duplex stainless steel. Mater. Sci. Eng. A 2009, 508, 1–14. [Google Scholar] [CrossRef]
- De Souza, E.C.; Rossitti, S.M.; Fortulan, C.A.; Rollo, J.M.D.A. Influence of ferrite phase content on the electrochemical properties of duplex stainless steels. Mater. Res. 2016, 20, 21–29. [Google Scholar] [CrossRef]
- Kalandyk, B. Charakterystyka Mikrostruktury I Właściwości Odlewów Ze Staliwa Ferrytyczo–Austenitycznego, 1st ed.; Archives of Foundry Engineering Publishing House: Katowice-Gliwice, Poland, 2011; pp. 99–103, 116–123. [Google Scholar]
- Ossowska, A.; Łabanowski, J. Wpływ nagniatania na właściwości stali duplex stosowanych na elementy instalacji chemicznych. Mater. I Technol. 2005, 3, 141–146. [Google Scholar]
- Jasińska, J. Assessment of Functional Properties of Copper-Free Duplex Cast Steel Following the Process of Static Pressure Roller Burnishing. Ph.D. Thesis, Czestochowa University of Technology, Częstochowa, Poland, 2022; pp. 62–110. [Google Scholar]
- Shen, W.; Wang, F.; Yang, Z.; Sun, L.; Li, Y.; Jin, J. Effect of ferrite proportion and precipitates on dual-phase corrosion of S32750 super duplex stainless steel with different annealing temperatures. Steel Res. Int. 2021, 92, 2000568. [Google Scholar] [CrossRef]
- Keplinger, A.; Martinez, C.; Hausbauer, M.; Kapp, M. Early stages of deleterious phases in super and hyper duplex stainless steel and their effect on toughness. Berg. Huettenmaenn Mon. 2020, 165, 33–39. [Google Scholar] [CrossRef]
- Pohl, M.; Storz, O.; Glogowski, T. Effect of intermetallic precipitation on the properties of duplex stainless steel. Mater. Charact. 2007, 58, 65–71. [Google Scholar] [CrossRef]
- Shin, B.-H.; Kim, D.; Park, S.; Hwang, M.; Park, J.; Chung, W. Precipitation condition and effect of volume fraction on corrosion properties of secondary phase on casted super duplex stainless steel UNS S32750. Anti-Corros. Meth. Mater. 2019, 66, 61–66. [Google Scholar] [CrossRef]
- Haghdadi, N.; Cizek, P.; Hodgson, P.D.; He, Y.; Sun, B.; Jonas, J.J.; Rohre, G.S.; Belad, H. New insights into the interface characteristics of a duplex stainless steel subjected to accelerated ferrite-to-austenite transformation. J. Mater. Sci. 2020, 55, 5322–5339. [Google Scholar] [CrossRef]
- Hsieh, C.-C.; Wu, W. Overview of intermetallic sigma (σ) phase precipitation in stainless steels. ISRN Metall. 2012, 2012, 732471. [Google Scholar] [CrossRef]
- Villanueva, D.M.; Junior, F.C.; Plaut, R.L.; Padilha, A.F. Comparative study on sigma phase precipitation of three types of stainless steels: Austenitic, superferritic and duplex. Mater. Sci. Eng. A 2006, 22, 1098–1104. [Google Scholar] [CrossRef]
- Hosseini, V.A.; Karlsson, L.; Wessman, S.; Fuertes, N. Effect of sigma phase morphology on the degradation of properties in a super duplex stainless steel. Materials 2018, 11, 933. [Google Scholar] [CrossRef] [PubMed]
- Calliari, I.; Breda, M.; Gennari, C.; Pezzato, L.; Pellizzari, M. Investigation on solid—State phase transformations in a 2510 duplex stainless stell grade. Metals 2020, 10, 967. [Google Scholar] [CrossRef]
- Chan, K.W.; Tjong, S.C. Effect of secondary phase precipitation on the corrosion behavior of duplex stainless steels. Materials 2014, 7, 5268–5304. [Google Scholar] [CrossRef] [PubMed]
- Stradomski, G. Oddziaływanie Morfologii Fazy Sigma Na Kształtowanie Właściwości Stali I Staliwa Duplex, 1st ed.; Częstochowa University of Technology Publishing House: Częstochowa, Poland, 2018; pp. 96–132. [Google Scholar]
- Stradomski, G.; Nadolski, M.; Stradomski, Z. The microstructure of thin-walled GX2CrNiMoN25-6-3. cast steel made by centrifugal casting. Arch. Foundry Eng. 2015, 3, 77–82. [Google Scholar]
- Łabanowski, J. Stale Odporne Na Korozję I Ich Spawalność, 1st ed.; Gdańsk Tech Publishing House: Gdańsk, Poland, 2019; pp. 109–160. [Google Scholar]
- Stradomski, G.; Jasińska, J.; Laber, K.; Sawicki, S. The sigma phase precipitation during high temperature deformation of the X2CrNiMoN25-7-7 duplex steel. Hutnik 2018, 85, 54–57. [Google Scholar] [CrossRef]
- Cojocarua, E.M.; Raducanua, D.; Vintila, A.N.; Alturaihia, S.S.; Serbana, N.; Berbecarua, A.C.; Cojocarua, V.D. Influence of ageing treatment on microstructural and mechanical properties of a solution treated UNS S32750/EN 1.4410/F53 Super Duplex Stainless Steel. (SDSS) alloy. J. Mater. Res. Tech. 2020, 9, 8592–8605. [Google Scholar] [CrossRef]
- Silva, D.D.S.; Lima, L.S.D.C.; Araújo, A.J.M.; Silva, V.D.; Raimundo, R.A.; Damasceno, I.Z.; Simões, T.A.; Gomes, R.M. The Effect of Microstructural Changes on Mechanical and Electrochemical Corrosion Properties of Duplex Stainless Steel Aged for Short Periods. Materials 2020, 13, 5511. [Google Scholar] [CrossRef]
- Li, S.; Ding, W.; Zhang, Q.; Xiao, X.; Zhou, Q. Experimental study of the mechanical properties of a new duplex stainless steel exposed to elevated temperatures. Case Stud. Constr. Mater. 2022, 17, e01683. [Google Scholar] [CrossRef]
- Deng, B.; Wang, Z.; Jiang, Y.; Sun, T.; Xu, J.; Li, J. Effect of thermal cycles on the corrosion and mechanical properties of UNS S31803 duplex stainless steel. Corros. Sci. 2009, 51, 2969–2975. [Google Scholar] [CrossRef]
- Standards PN-EN ISO 6507-1; Metallic Materials—Vickers Hardness Test. Polish Committee for Standardization: Warszawa, Poland, 2007.
- Standards PN-EN 6892-1; Metals—Tensile Test. Polish Committee for Standardization: Warszawa, Poland, 2016.
- Magnabosco, R. Kinetics of sigma phase formation in a duplex stainless steel. Mater. Res. 2009, 12, 321–327. [Google Scholar] [CrossRef]
- Souza, E.C.; Bueno, R.F.; Fortulan, C.A.; Rollo, J.M.D.A. Dilatometric cycles in the study of precipitation of intermetallic phases in duplex stainless steels. Mater. Res. 2020, 23, 1–6. [Google Scholar] [CrossRef]
- Fang, Y.L.; Liu, Z.Y.; Xue, W.Y.; Song, H.M.; Jiang, L.Z. Precipitation of secondary phases in lean duplex stainless steel 2101 during isothermal ageing. ISIJ Int. 2010, 50, 286–293. [Google Scholar] [CrossRef]
- Stradomski, Z. Mikrostruktura W Zagadnieniach Zużycia Staliw Trudnościeralnych; Częstochowa University of Technology Publishing House: Częstochowa, Poland, 2010; pp. 158–180. [Google Scholar]
- Ghosh, S.K.; Mondal, S. High temperature ageing behaviour of a duplex stainless steel. Mater. Charact. 2008, 59, 1776–1783. [Google Scholar] [CrossRef]
- Liang, T.; Hu, X.; Kang, X.; Li, D. Effect of The Sigma Phase on the Mechanical Properties of a Cast Duplex Stainless Steel during the Ageing Treatment at 850 °C. Adv. Mater. Res. 2013, 684, 325–329. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Melt | C | Cr | Ni | Mo | Mn | Si | Cu | P | S | Nb | N |
| wt. % | |||||||||||
| DSS | 0.06 | 24.2 | 5.2 | 2.55 | 1.0 | 0.4 | 2.7 | 0.01 | 0.01 | 0.25 | 0.04 |
| Parameters of X-ray Diffraction | Tested Cast Steel |
|---|---|
| Angular range, deg | 2ϴ 35–110 deg |
| Step size, deg | 0.04 |
| X-ray tube | CuKα radiation, λCu = 1.54 Å |
| Voltage, kV | 40 |
| Current, mA | 35 |
| Spectrum Label | Si | Cr | Mn | Ni | Cu | Mo | Fe |
|---|---|---|---|---|---|---|---|
| wt. % | |||||||
| γ from Figure 10 | 0.5 | 21.4 | 1.0 | 7.2 | 3.7 | 1.9 | Bal |
| γ2 from Figure 10 | 0.5 | 18.6 | 1.4 | 8.2 | 3.5 | 1.6 | Bal |
| γ at 750 °C * | 0.4 | 21.3 | 1.1 | 6.9 | 3.9 | 1.8 | Bal |
| γ at 900 °C * | 0.4 | 21.6 | 1.15 | 6.9 | 3.7 | 1.8 | Bal |
| Temperature and Time of Holding [°C/h] | ||||
|---|---|---|---|---|
| 750-1 | 750-3 | 900-1 | 900-3 | |
| Hardness and standard deviation | 234 ± 0.58 | 247 ± 1.0 | 253 ± 1.52 | 275 ± 1.15 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kalandyk, B.E.; Zapała, R.E.; Pałka, P. Effect of Isothermal Holding at 750 °C and 900 °C on Microstructure and Properties of Cast Duplex Stainless Steel Containing 24% Cr-5% Ni-2.5% Mo-2.5% Cu. Materials 2022, 15, 8569. https://doi.org/10.3390/ma15238569
Kalandyk BE, Zapała RE, Pałka P. Effect of Isothermal Holding at 750 °C and 900 °C on Microstructure and Properties of Cast Duplex Stainless Steel Containing 24% Cr-5% Ni-2.5% Mo-2.5% Cu. Materials. 2022; 15(23):8569. https://doi.org/10.3390/ma15238569
Chicago/Turabian StyleKalandyk, Barbara Elżbieta, Renata Elżbieta Zapała, and Paweł Pałka. 2022. "Effect of Isothermal Holding at 750 °C and 900 °C on Microstructure and Properties of Cast Duplex Stainless Steel Containing 24% Cr-5% Ni-2.5% Mo-2.5% Cu" Materials 15, no. 23: 8569. https://doi.org/10.3390/ma15238569
APA StyleKalandyk, B. E., Zapała, R. E., & Pałka, P. (2022). Effect of Isothermal Holding at 750 °C and 900 °C on Microstructure and Properties of Cast Duplex Stainless Steel Containing 24% Cr-5% Ni-2.5% Mo-2.5% Cu. Materials, 15(23), 8569. https://doi.org/10.3390/ma15238569