

Effects of Different RH Degasser Nozzle Layouts on the Circulating Flow Rate


Abstract
1. Introduction
2. Materials and Methods
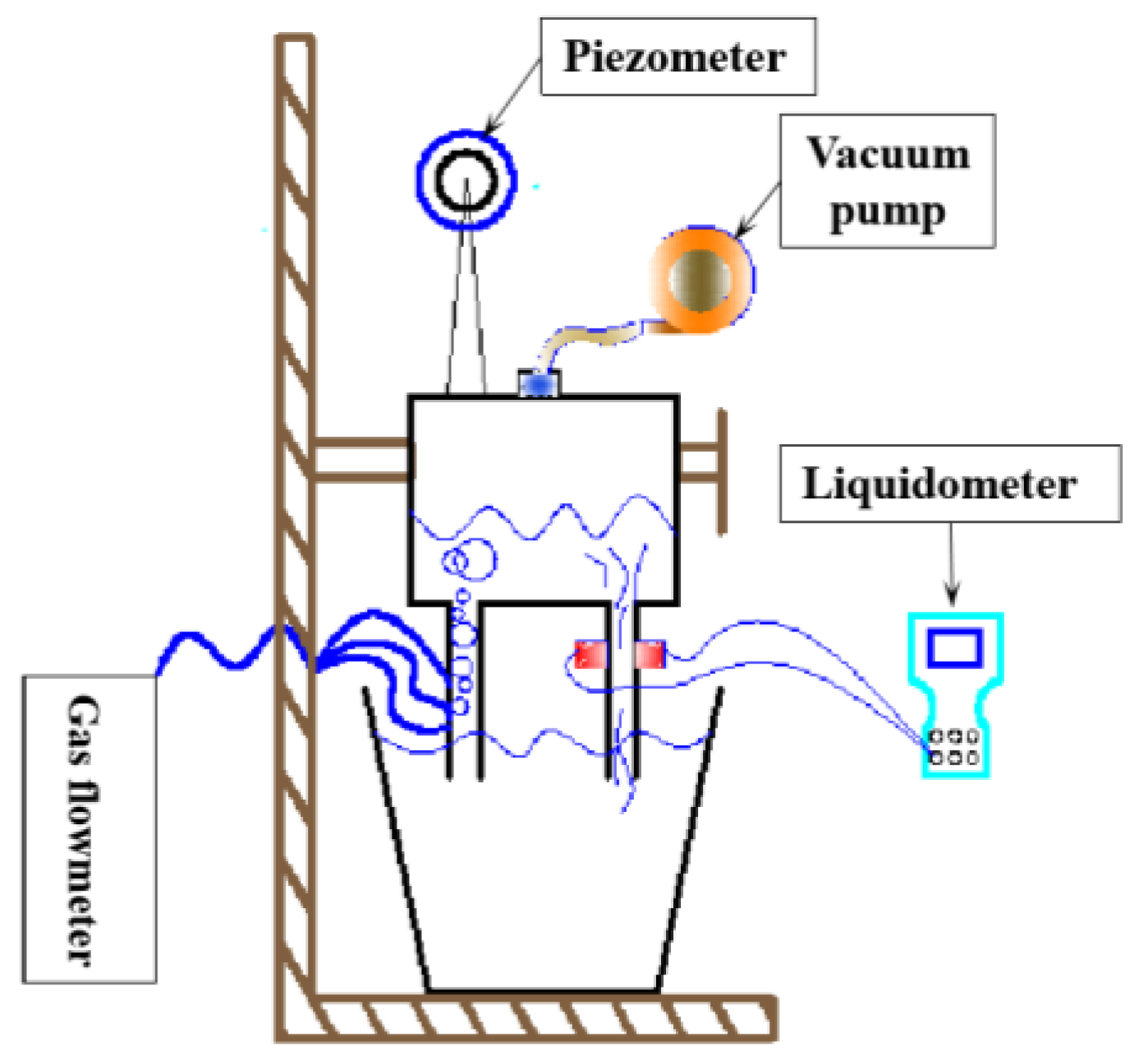
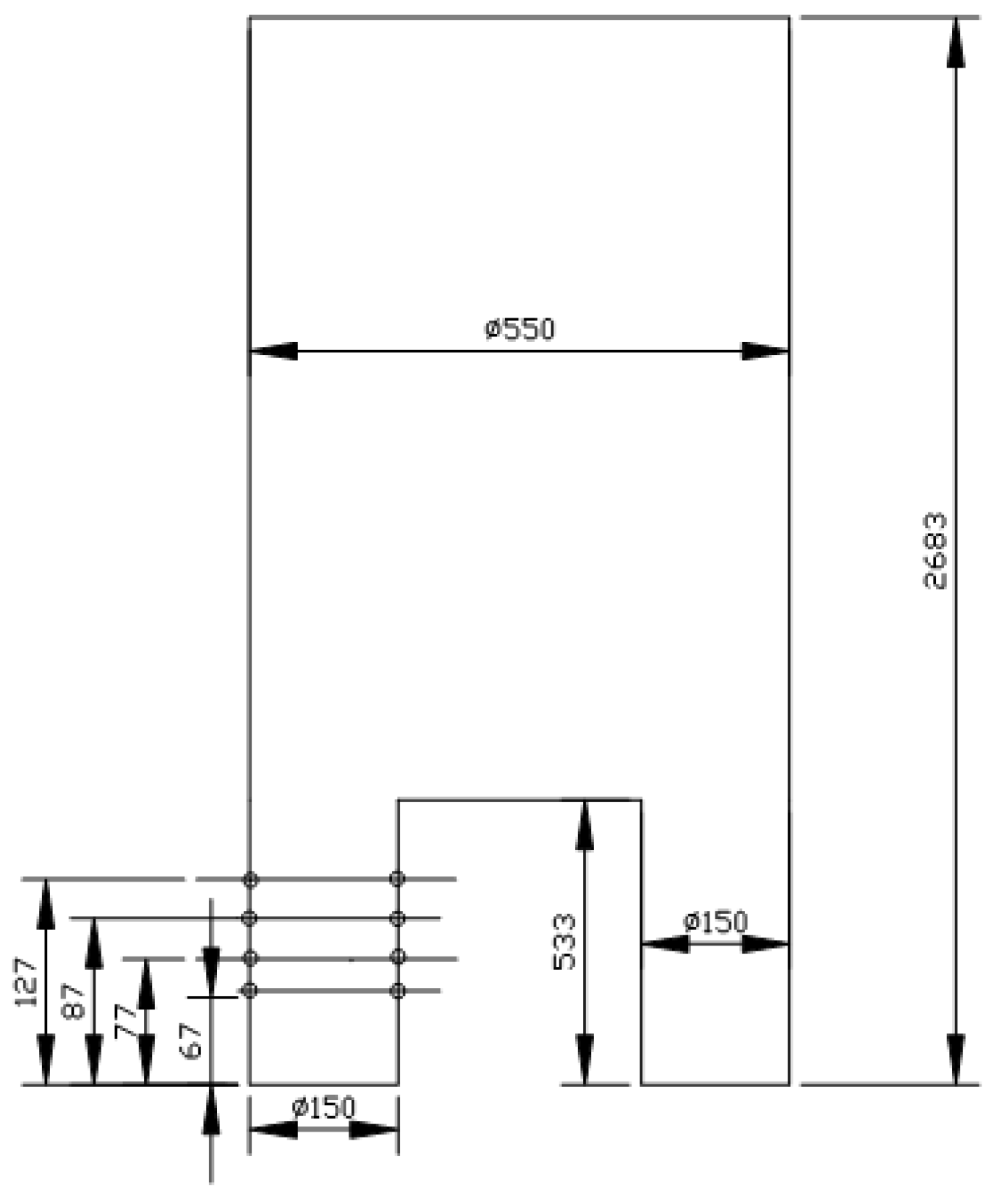
2.1. RH Water Model
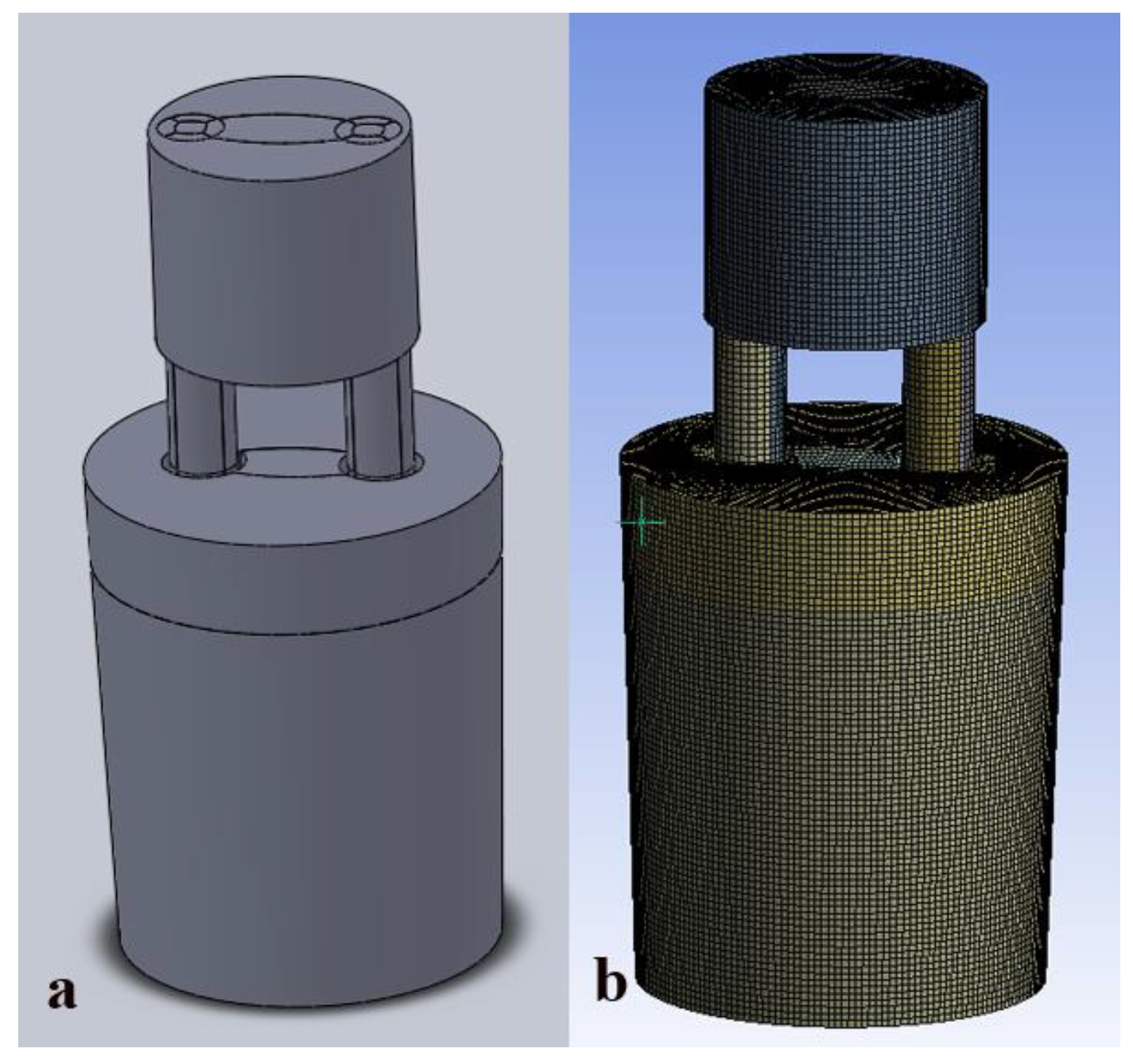
2.2. Numerical Simulation
2.2.1. Basic Assumptions
- (1)
- Assuming that the simulated flow process was carried out under isothermal conditions, the temperature of the water and the air was 298 K, regardless of the temperature transfer and the influence of temperature on the phase parameters;
- (2)
- Liquid phase was an incompressible viscous fluid, with no slip at the wall;
- (3)
- The bubble was set as a discrete phase fluid, with a particle size of 5 mm, a rigid sphere and ignoring the rupture and polymerization between bubbles;
- (4)
- The pressure of two phases in the same computational domain was the same.
2.2.2. Model Construction
2.2.3. Control Equation
- (1)
- Volume Fraction
- (2)
- Continuity Equation
- (3)
- Momentum Conservation Equation
2.2.4. Initial Boundary Conditions
- (1)
- Wall boundary: u is the velocity in the direction perpendicular to the wall (z direction), and the velocities in other directions were v, w. The change rate of turbulent kinetic energy and turbulent kinetic energy dissipation energy are zero in the z direction. The specific equations are as follows:
- (2)
- Inlet boundary: each nozzle was set as an inlet boundary, and the volume fraction of water was set to 0; the mass flow rate of air was set to 1.76 Nm3·h−1. The velocity direction of air was set perpendicular to the interface, the volume fraction of air was set to 1 and the temperature was set to 25 °C.
- (3)
- Opening boundary: the opening boundary was set to above the RH vacuum chamber. The opening option was set to training, and the pressure option was set to opening.
3. Results
3.1. Water Model Experiment
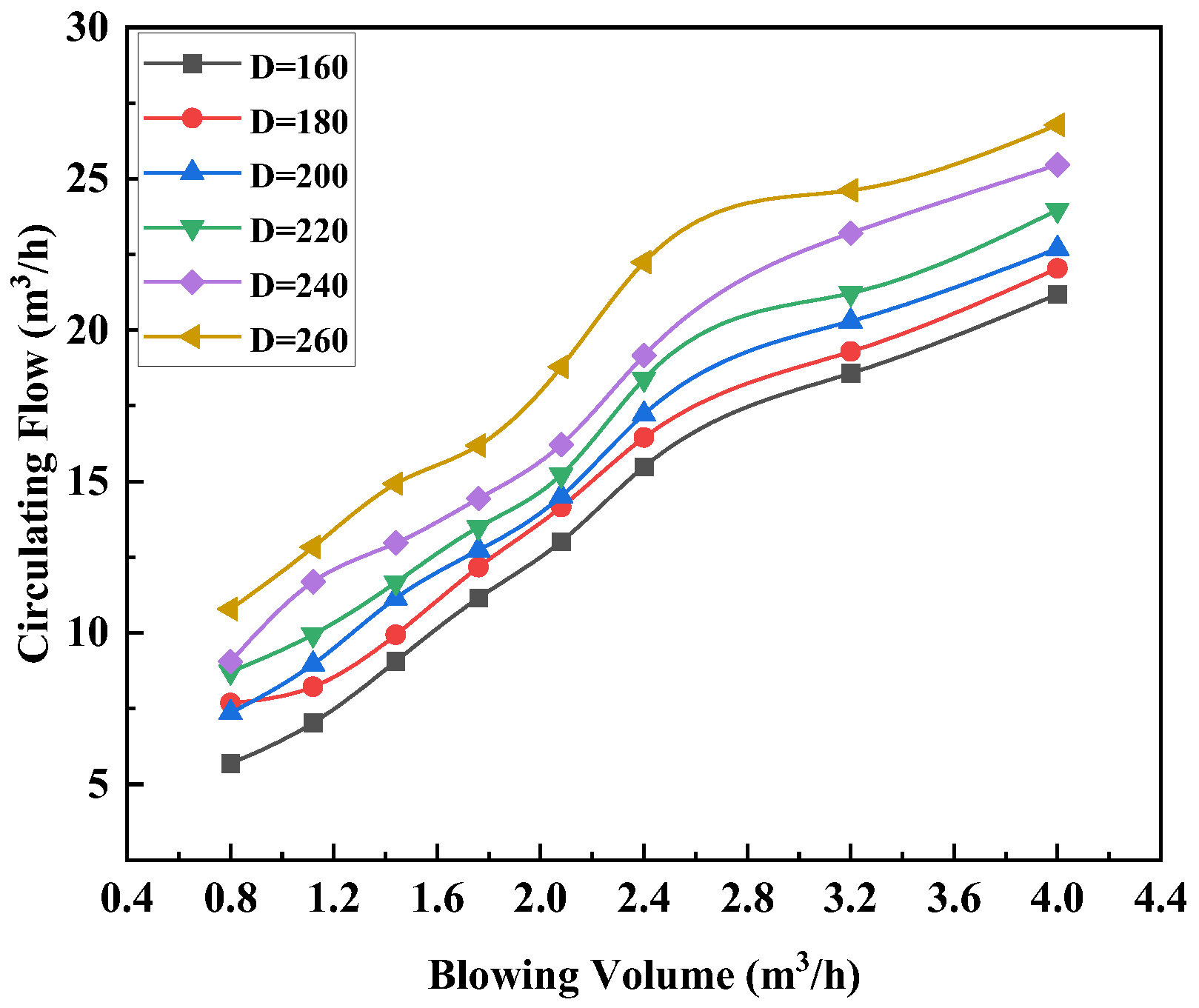
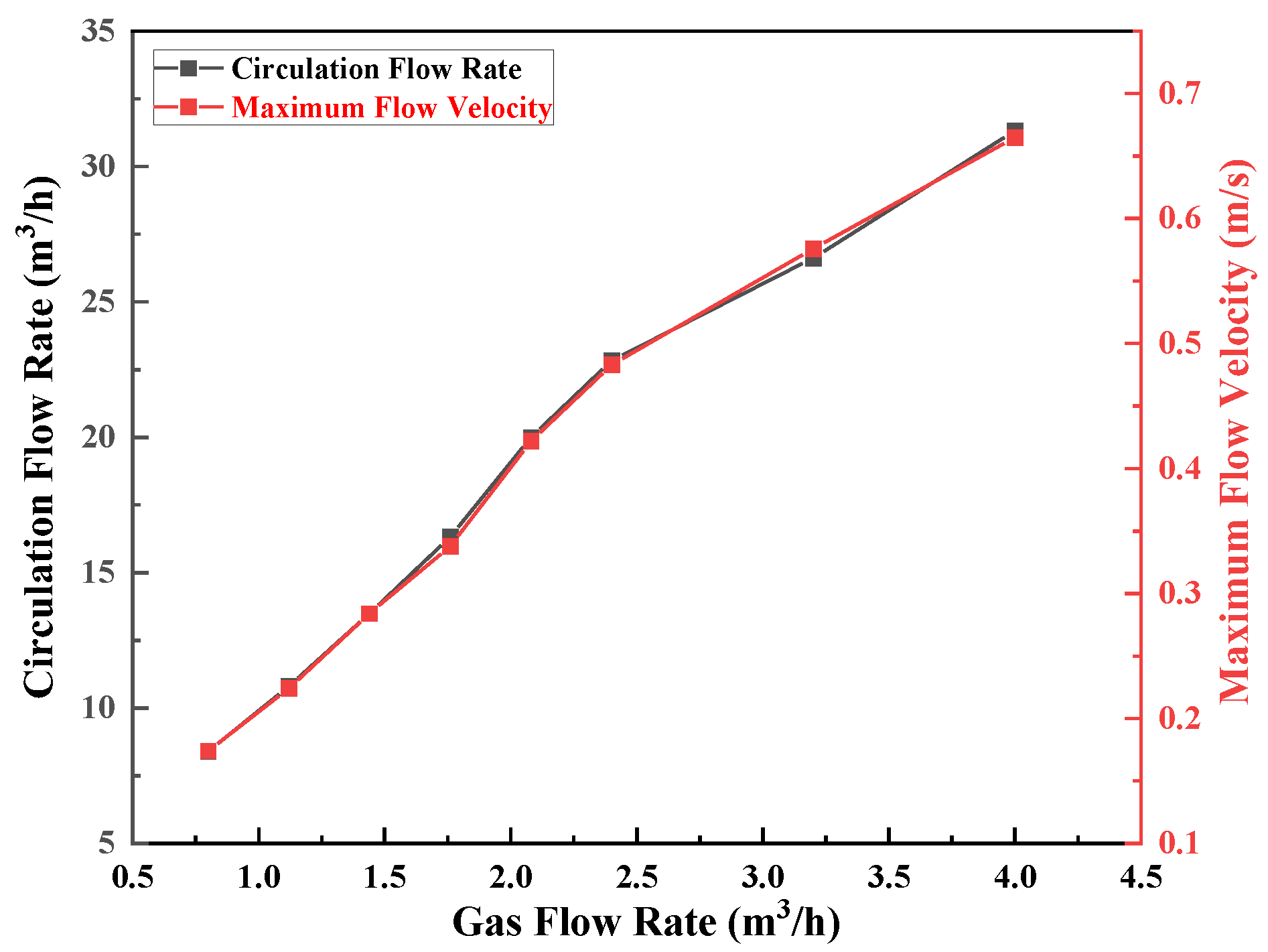
3.1.1. Influence of Gas Flow on Circulating Flow Rate
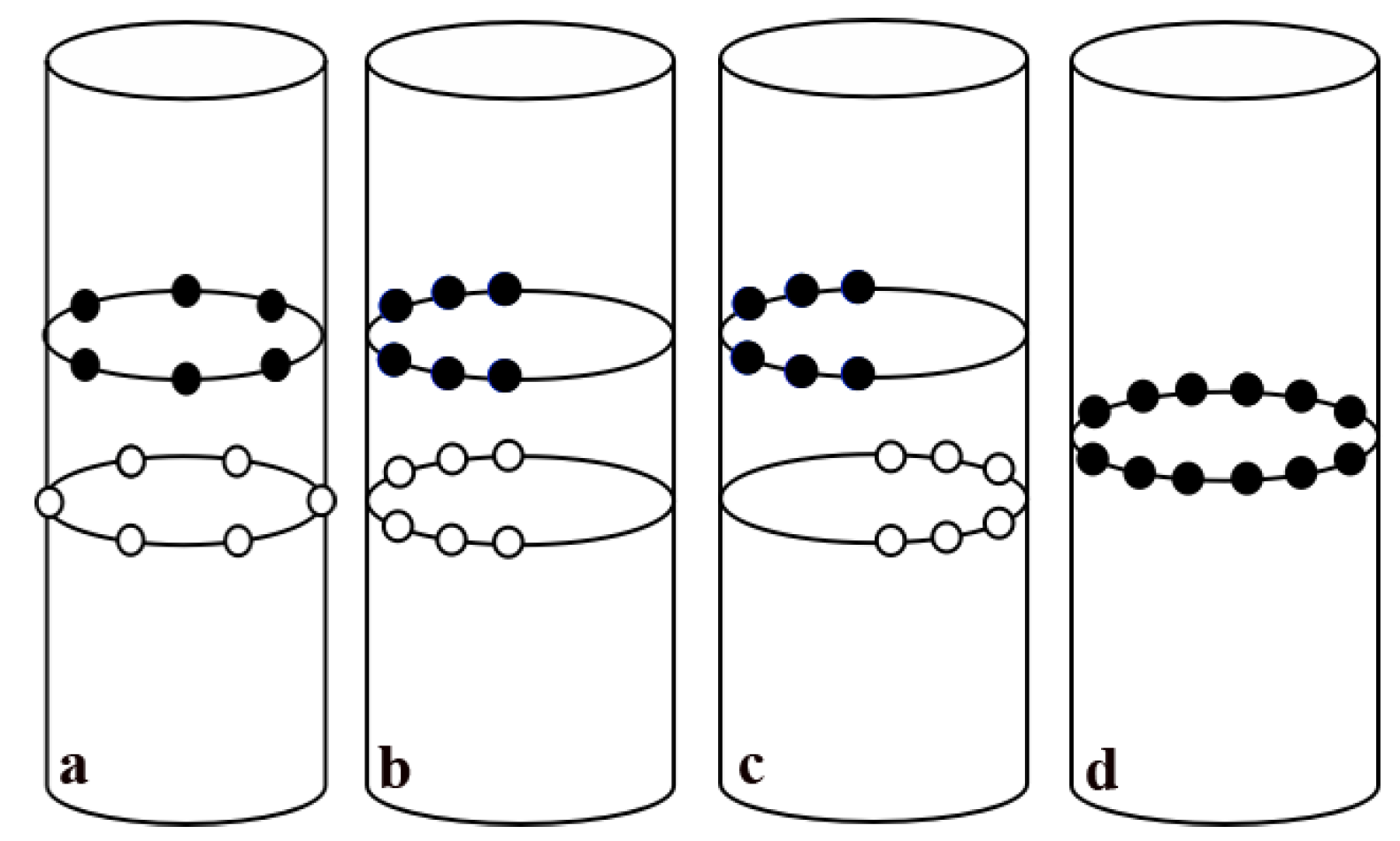
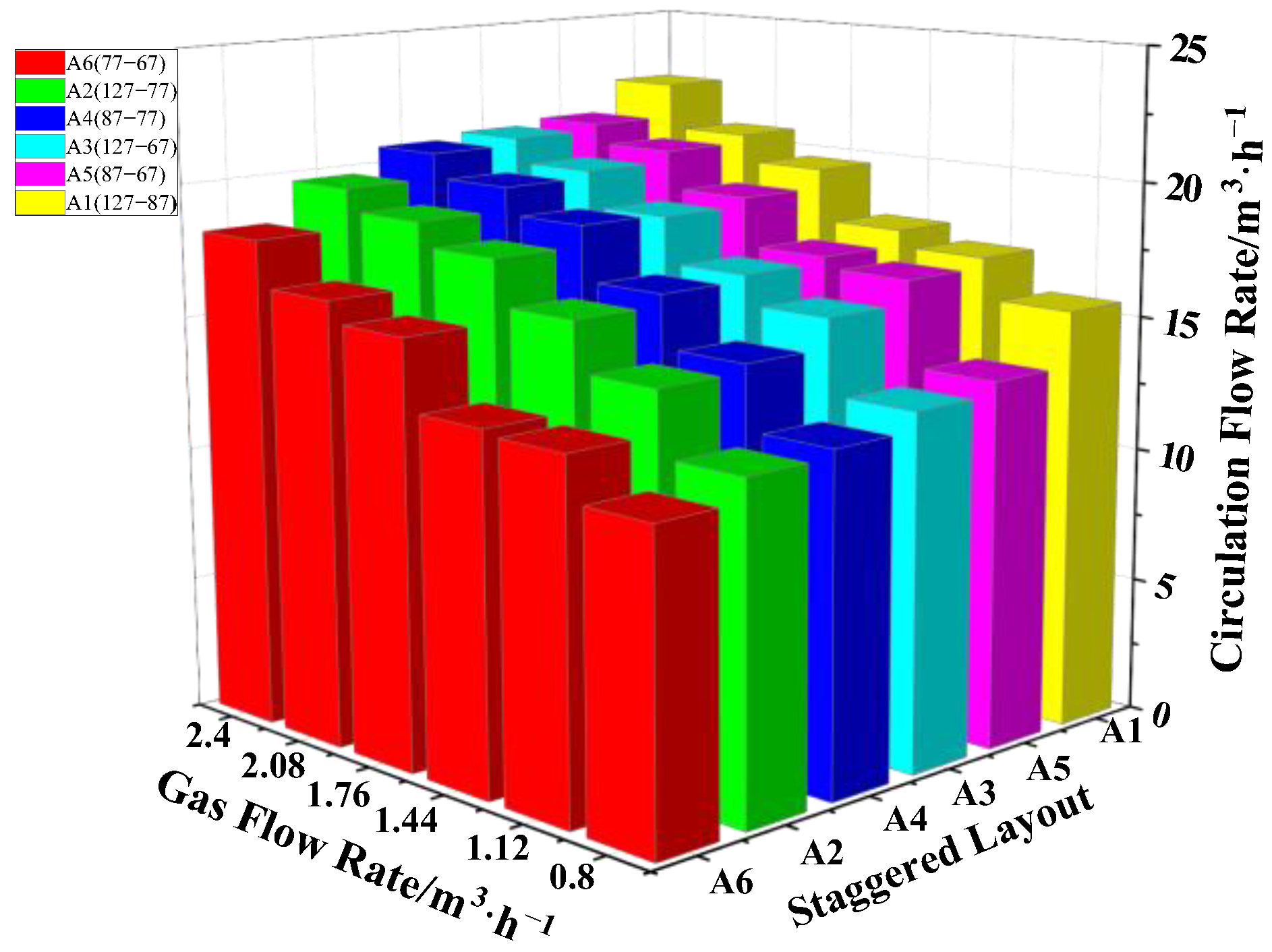
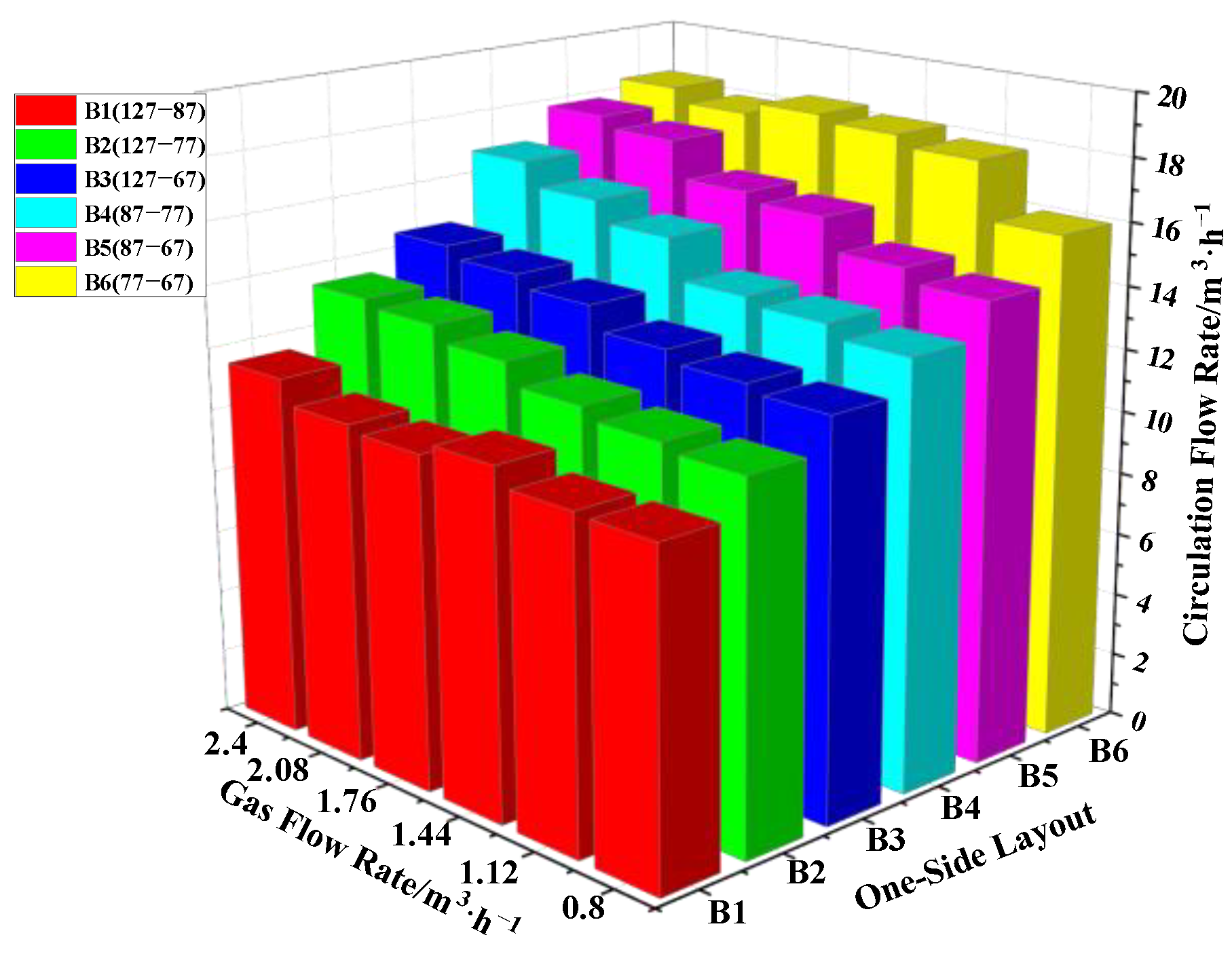
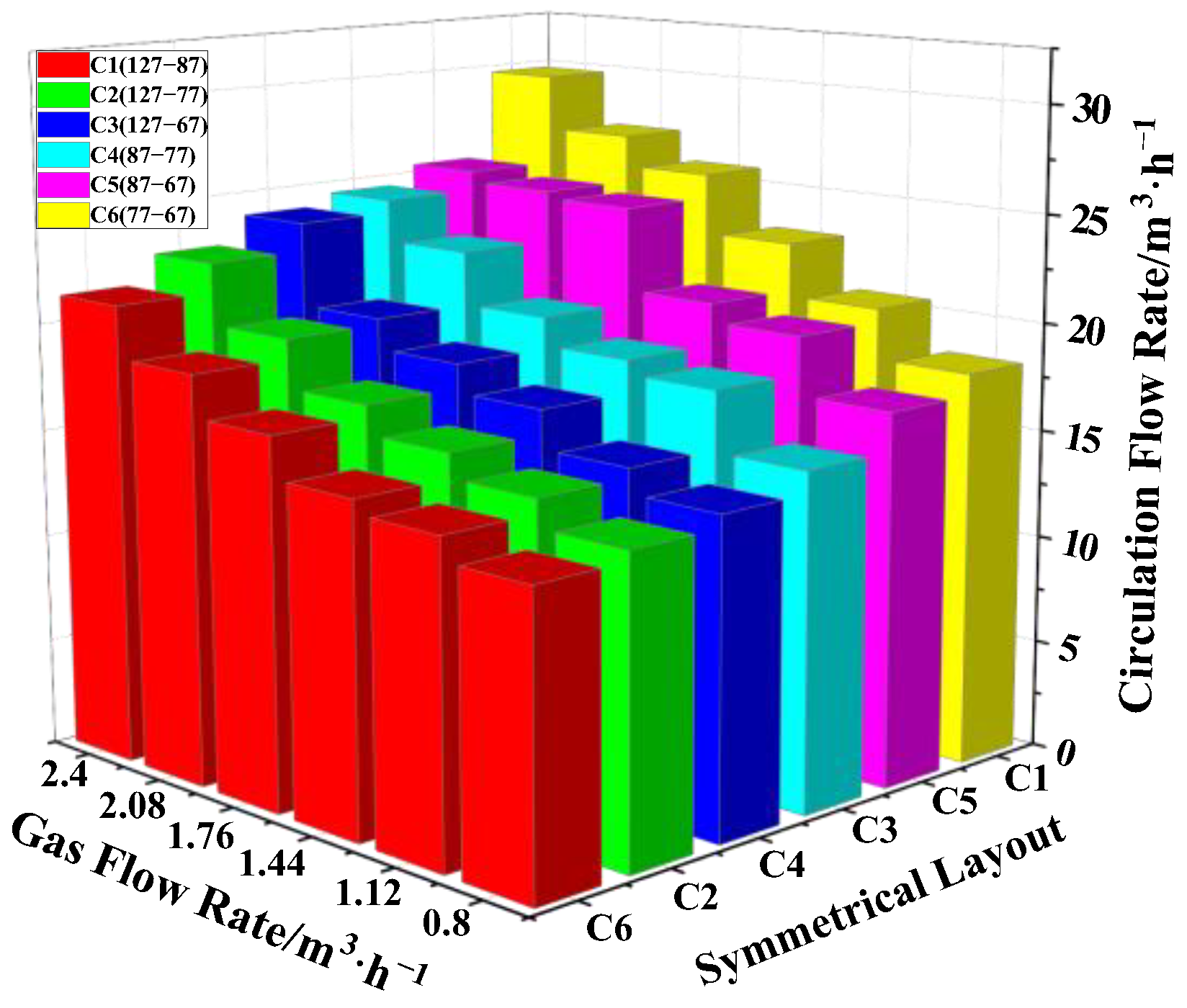
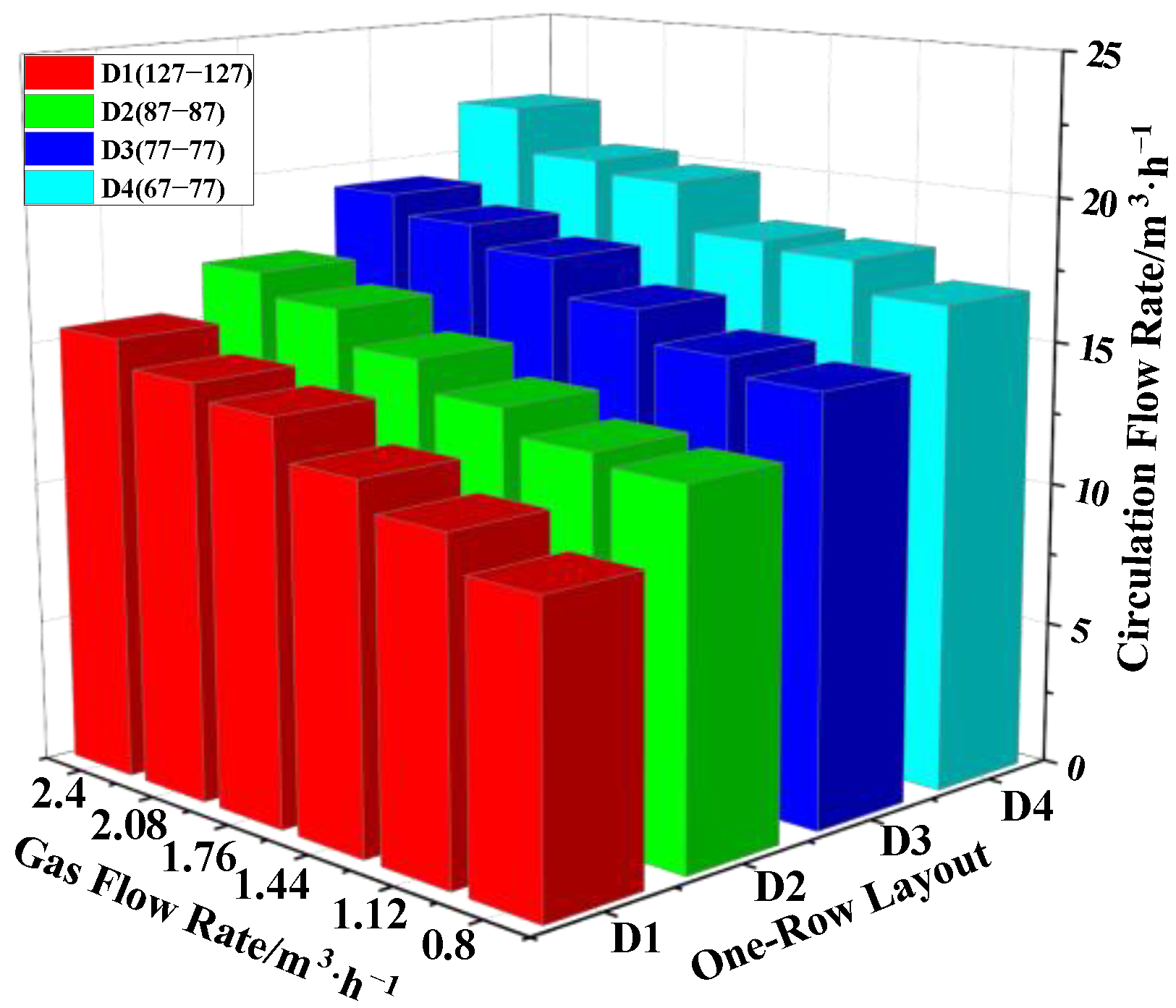
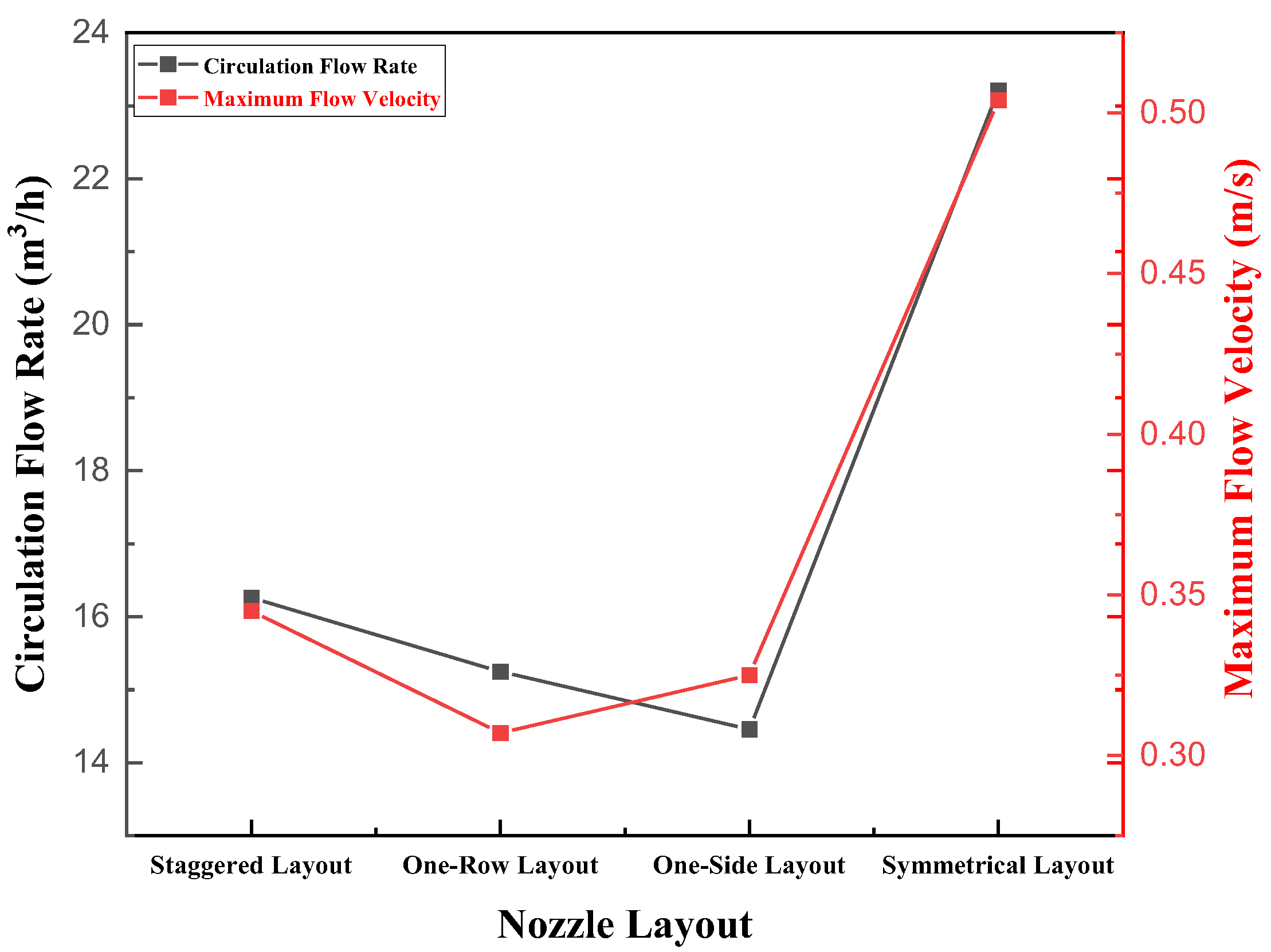
3.1.2. Effect of Nozzle Layout on Circulating Flow Rate
3.2. Numerical Simulation Verification
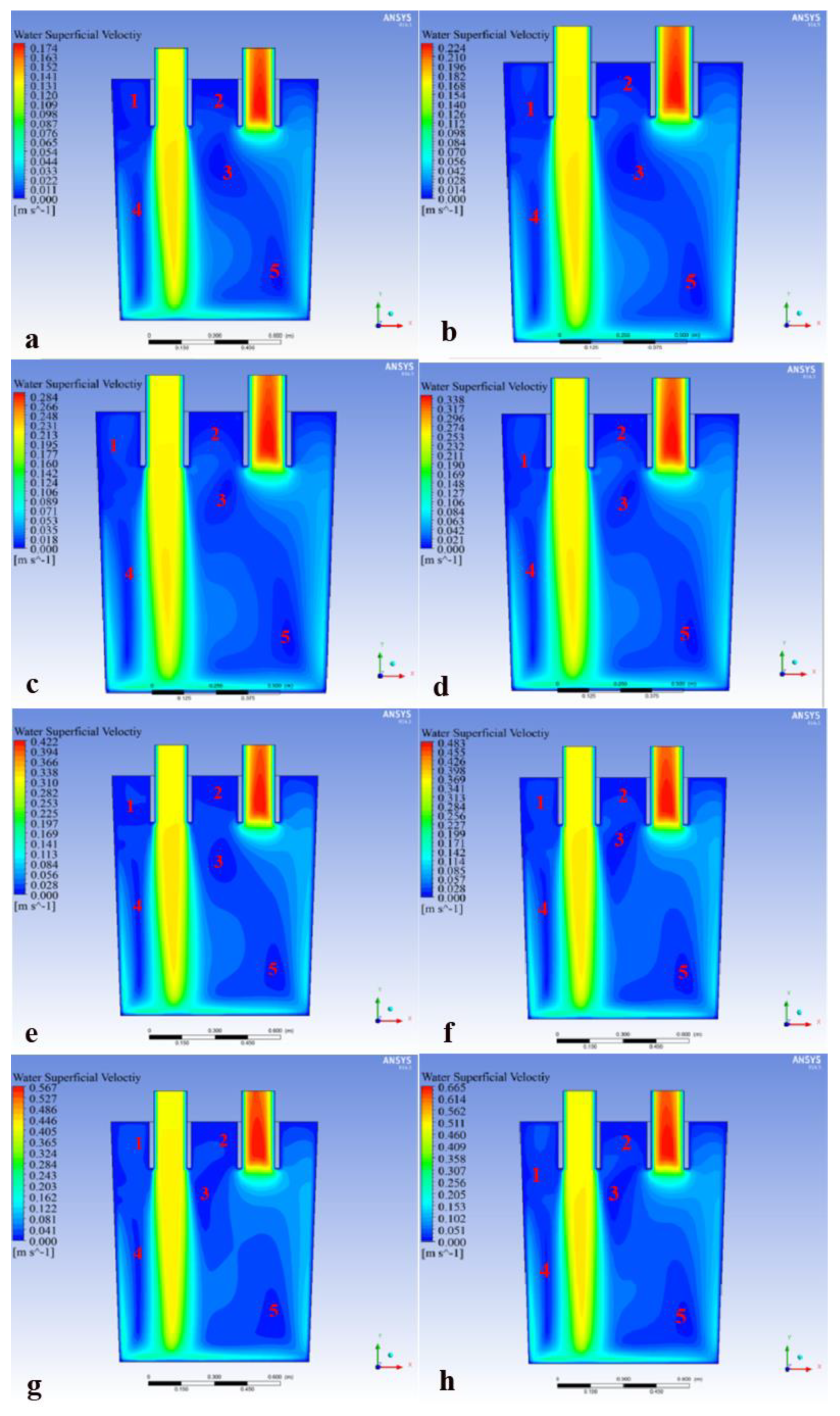
3.2.1. Effect of Gas Flow Rate on Fluid Flow in Refining Ladle
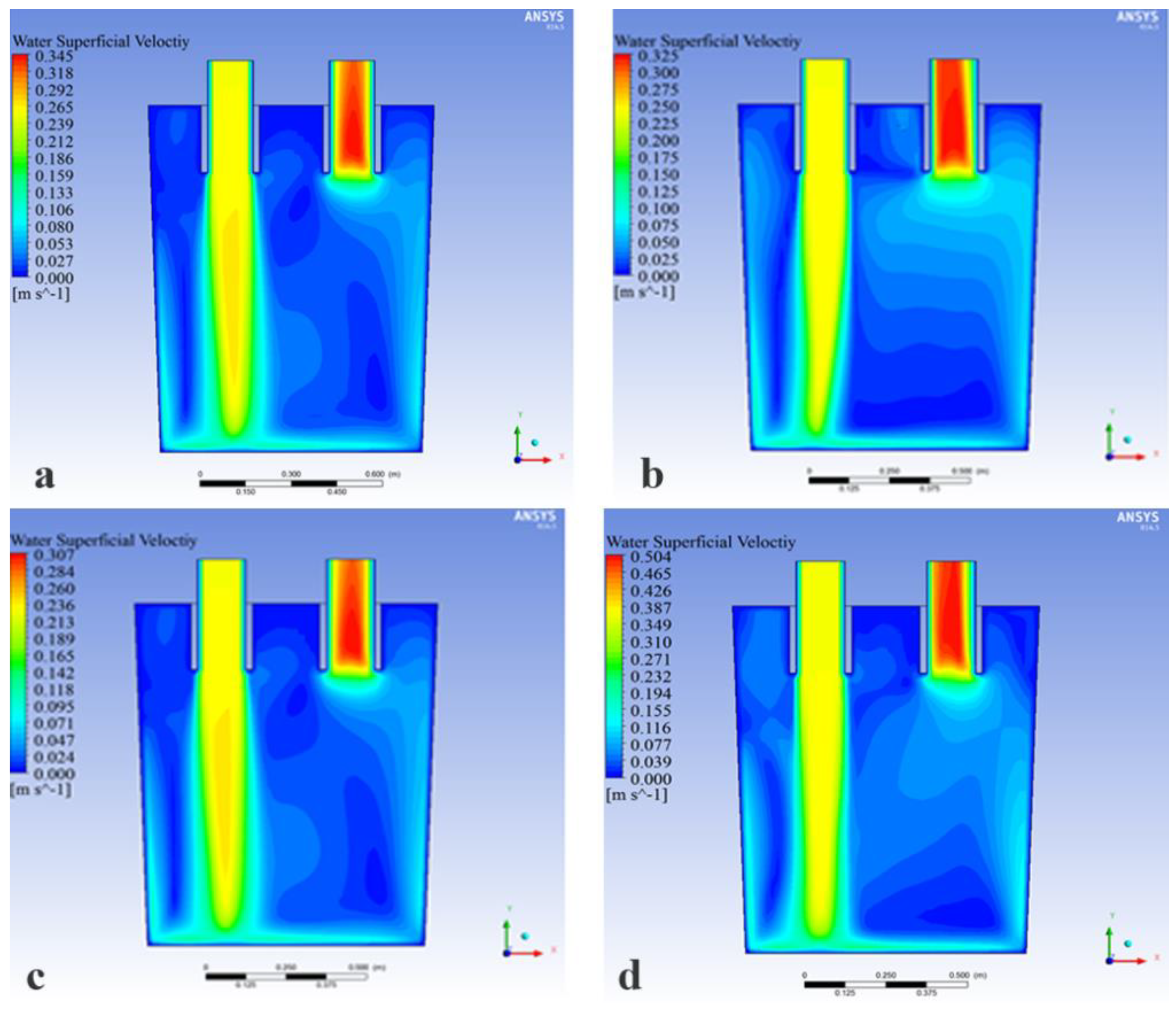
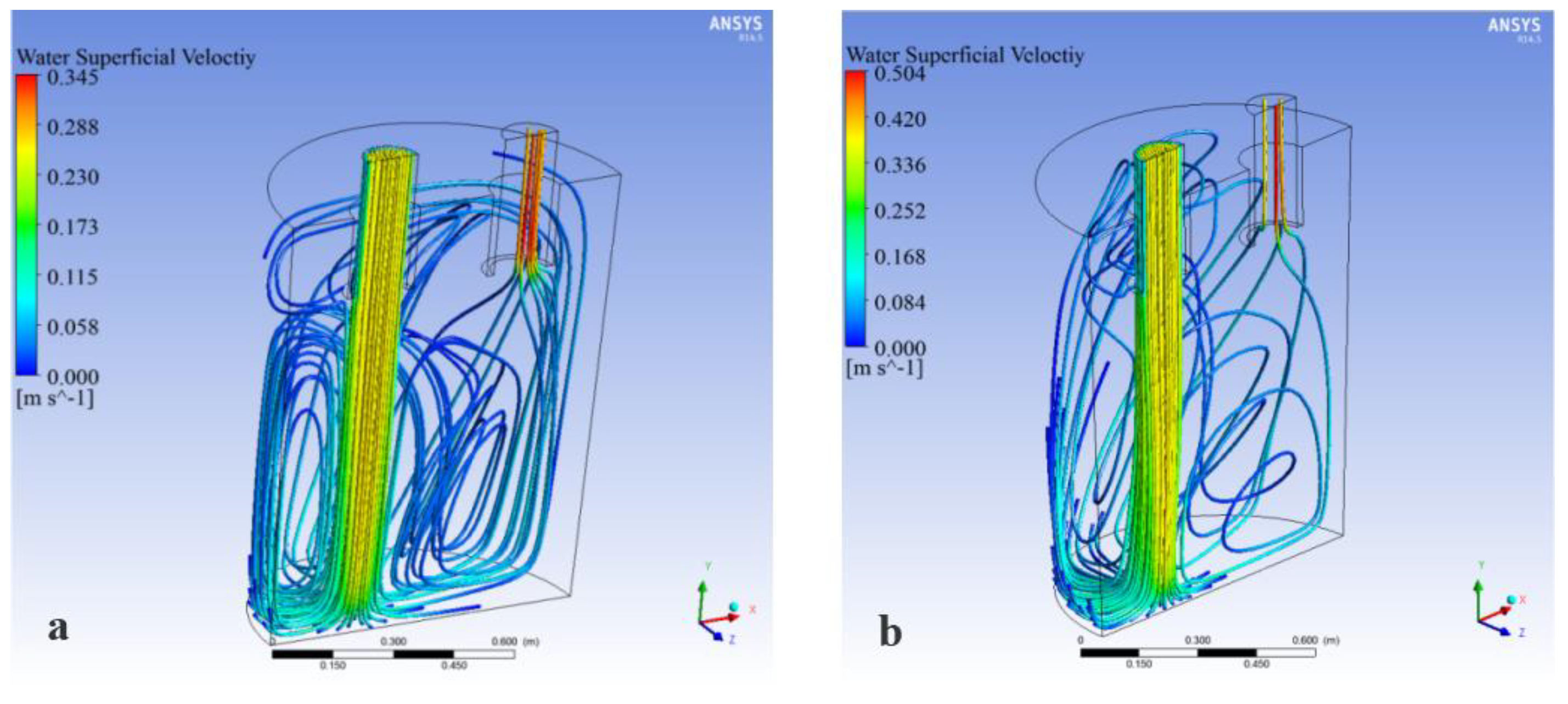
3.2.2. Influence of Nozzle Layout on Fluid Flow in Refining Ladle
4. Discussion
5. Conclusions
- The circulating flow rate increased as the gas flow rate increased, where the critical value of the gas flow rate was 2.4 m3/h.
- Among the four types of layouts, the symmetrical layout had the most obvious advantages. Compared to the one-side layout, one-row layout and staggered layout, the circulation flow rate of the symmetrical layout was 61.96%, 42.6% and 33% higher, respectively. Out of the 22 layouts, the 127-87 symmetrical layout was the best of those analyzed, for which the circulating flow rate reached 29.8 m3/h and the area of the blind zone was the smallest and the mixing effect of the molten steel was the best.
- When the nozzle layout was using the one-side layout and the one-row layout, the main factor for improving the circulating flow rate was the working stroke of the bubbles. When nozzles were using the staggered layout and the symmetrical layout, the carrying capacity of bubbles was the main factor for improving the circulating flow rate.
- The working stroke and carrying capacity of bubbles were important factors affecting the circulating flow rate. For the same conditions, the carrying capacity of bubbles had a greater effect on improving the circulating flow rate than the bubble working stroke.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Park, Y.G.; Yi, K.W.; Ahn, S.B. The Effect of Operating Parameters and Dimensions of the RH System on Melt Circulation Using Numerical Calculations. ISIJ Int. 2001, 41, 403–409. [Google Scholar] [CrossRef][Green Version]
- Li, B.; Tsukihashi, F. Modeling of Circulating Flow in RH Degassing Vessel Water Model Designed for Two-and Multi-legs Operations. ISIJ Int. 2000, 40, 1203–1209. [Google Scholar] [CrossRef]
- Park, Y.G.; Doo, W.C.; Yi, K.W.; An, S.B. Numerical Calculation of Circulation Flow Rate in the Degassing Rheinstahl-Heraeus Process. ISIJ Int. 2000, 40, 749–755. [Google Scholar] [CrossRef]
- Zhang, L.; Li, F. Investigation on the Fluid Flow and Mixing Phenomena in a Ruhrstahl-Heraeus (RH) Steel Degasser Using Physical Modeling. JOM 2014, 66, 1227–1240. [Google Scholar] [CrossRef]
- Chattopadhyay, K.; Isac, M.; Guthrie, R.I.L. Results of the Application of the Mdn in the Improvement of the Design of an Electrical Furnace that produces Low Carbon Ferromanganese. ISIJ Int. 2010, 50, 331–348. [Google Scholar] [CrossRef]
- Conejo, A.N.; Kitamura, S.; Maruoka, N.; Kim, S.-J. Effects of Top Layer, Nozzle Arrangement, and Gas Flow Rate on Mixing Time in Agitated Ladles by Bottom Gas Injection. Metall. Mater. Trans. B 2013, 44, 914–923. [Google Scholar] [CrossRef]
- Kishan, P.A.; Dash, S.K. Prediction of Circulation Flow Rate in the RH Degasser Using Discrete Phase Particle Modeling. ISIJ Int. 2009, 49, 495–504. [Google Scholar] [CrossRef]
- Wei, J.-H.; Hu, H.-T. Mathematical Modelling of Molten Steel Flow Process in a Whole RH Degasser during the Vacuum Circulation Refining Process: Mathematical Model of the Flow. Steel Res. Int. 2006, 77, 32–36. [Google Scholar] [CrossRef]
- Ling, H.; Li, F.; Zhang, L.; Conejo, A.N. Investigation on the Effect of Nozzle Number on the Recirculation Rate and Mixing Time in the RH Process Using VOF plus DPM Model. Metall. Mater. Trans. B 2016, 47, 1950–1961. [Google Scholar] [CrossRef]
- Geng, D.-Q.; Lei, H.; He, J.-C. Numerical Simulation of the Multiphase Flow in the Rheinsahl–Heraeus (RH) System. Metall. Mater. Trans. B 2010, 41, 234–247. [Google Scholar] [CrossRef]
- Chen, G.; He, S.; Li, Y.; Guo, Y.; Wang, Q. Investigation of Gas and Liquid Multiphase Flow in the Rheinsahl–Heraeus (RH) Reactor by Using the Euler–Euler Approach. JOM 2016, 68, 2138–2148. [Google Scholar] [CrossRef]
- Zhu, B.; Liu, Q.; Kong, M.; Yang, J.; Li, D.; Chattopadhyay, K. Effect of Interphase Forces on Gas–Liquid Multiphase Flow in RH Degasser. Metall. Mater. Trans. B 2017, 48B, 2620–2630. [Google Scholar] [CrossRef]
- Chen, G.; He, S.; Li, Y. Investigation of the Air-Argon-Steel-Slag Flow in an Industrial RH Reactor with VOF–DPM Coupled Model. Metall. Mater. Trans. B 2017, 48B, 2176–2186. [Google Scholar] [CrossRef]
- Ling, H.; Zhang, L. Investigation on the Fluid Flow and Decarburization Process in the RH Process. Metall. Mater. Trans. B 2018, 49B, 2709–2721. [Google Scholar] [CrossRef]
- Domgin, J.F.; Gardin, P.; Raymond, H.S.; Stouvenot, F.; Huin, D. Carbon Concentration in ULC Steels Numerically Tracked in Vacuum Processes. Steel Res. Int. 2005, 76, 5–12. [Google Scholar] [CrossRef]
- Jiang, F.; Cheng, G.G. Effects of gas injection with multihole orifices in upleg snorkel on bubble behaviour and decarburisation rate during RH refining. Ironmak. Steelmak. 2012, 39, 386–390. [Google Scholar] [CrossRef]
- Ai, X.G.; Bao, Y.P.; Jiang, W.; Liu, J.H.; Li, P.H.; Li, T.Q. Periodic flow characteristics during RH vacuum circulation refining. Int. J. Min. Met. Mater. 2010, 17, 17–21. [Google Scholar] [CrossRef]
- Xu, M.R.; Liu, Q.C.; Ma, D.R.; Wu, G.F.; Hu, B.; Ma, L.H. Effects of Ultrasound on the Degassing of Molten Steel in the RH Refining Process. Steel Res. Int. 2014, 85, 771–775. [Google Scholar] [CrossRef]
- Ajmani, S.K.; Dash, S.K.; Chandra, S.; Bhanu, C. Mixing Evaluation in the RH Process Using Mathematical Modelling. ISIJ Int. 2004, 44, 82–90. [Google Scholar] [CrossRef]
- Zhu, B.; Liu, Q.; Zhao, D.; Ren, S.; Xu, M.; Yang, B.; Hu, B. Effect of Nozzle Blockage on Circulation Flow Rate in Up-Snorkel during the RH Degasser Process. Steel Res. Int. 2016, 87, 136–145. [Google Scholar] [CrossRef]
- Dai, W.; Cheng, G.; Li, S.; Huang, Y.; Zhang, G. Numerical Simulation of Multiphase Flow and Mixing Behavior in an Industrial Single Snorkel Refining Furnace: Effect of Bubble Expansion and Snorkel Immersion Depth. ISIJ Int. 2019, 59, 2228–2238. [Google Scholar] [CrossRef]
- Kamata, C.; Hayashi, S.; Ito, K. Estimation of ring flow rate in RH reactor using water model. Tetsu-to-Hagane 1998, 84, 484–489. [Google Scholar] [CrossRef][Green Version]
- Neves, L.; de Oliveira, H.O.; Tavares, R.P. Evaluation of the Effects of Gas Injection in the Vaccum Chamber of a RH Degasser on Melt Circulation and Decarburization Rates. ISIJ Int. 2009, 49, 1141–1149. [Google Scholar] [CrossRef]
- Tsujino, R.; Nakashima, J.; Hirai, M.; Sawada, I. Numerical Analysis of Molten Steel Flow in Ladle of RH Process. ISIJ Int. 1989, 29, 589–595. [Google Scholar] [CrossRef]
- Lin, L.; Bao, Y.; Yue, F.; Zhang, L.; Ou, H. Physical model of fluid flow characteristics in RH-TOP vacuum refining process. Int. J. Miner. Metall. Mater. 2012, 19, 483–489. [Google Scholar] [CrossRef]
- Han, J.; Wang, X.; Ba, D. The effects of Soluble Gas Floatation Technology on the flow field of ladle and inclusion removal in RH refine process. Vacuum 2014, 109, 68–73. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Height of Ladle/mm | Bottom Diameter of Ladle/mm | Top Diameter of Ladle/mm | Length of Snorkels/mm | Internal Diameter of Snorkels/mm | Diameter of Vacuum Vessel /mm |
|---|---|---|---|---|---|---|
| Prototype | 3423 | 2571 | 2808 | 1599 | 450 | 1650 |
| Water Model | 1141 | 857 | 936 | 533 | 150 | 550 |
| Facility | Item | Density/(kg·m−3) | Temperature/K |
|---|---|---|---|
| Water model Water | Water | 1000 | 298 |
| Air | 1.292 | ||
| Prototype | Liquid steel | 7000 | 1873 |
| Argon | 1.782 |
| Circulation Flow Rate /m3 h−1 | Immersion Depth/mm | Nozzle Layout |
|---|---|---|
| 0.8/1.12/1.44/1.76/2.08/2.4 | 220 | Staggered Layout/One-side Layout/ Symmetrical Layout/One-row Layout |
| Layout | Staggered Layout | |||||
|---|---|---|---|---|---|---|
| Nozzle layout | 127-87(A1) | 127-77 (A2) | 127-67 (A3) | 87-7 (A4) | 87-67 (A5) | 77-67 (A6) |
| Layout | Symmetrical Layout | |||||
| Nozzle layout | 127-87(C1) | 127-77 (C2) | 127-67(C3) | 87-77 (C4) | 87-67 (C5) | 77-67(C6) |
| Layout | One-Side Layout | |||||
| Nozzle layout | 127-87 (B1) | 127-77(B2) | 127-67(B3) | 87-77 (B4) | 87-67 (B5) | 77-67 (B6) |
| Layout | One-Row Layout | |||||
| Nozzle layout | 127-127 (D1) | 87-87 (D2) | 77-77 (D3) | 67-67 (D4) | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Z.; Ma, P.; Dong, J.; Liu, M.; Liu, Y.; Lai, C. Effects of Different RH Degasser Nozzle Layouts on the Circulating Flow Rate. Materials 2022, 15, 8476. https://doi.org/10.3390/ma15238476
Zhang Z, Ma P, Dong J, Liu M, Liu Y, Lai C. Effects of Different RH Degasser Nozzle Layouts on the Circulating Flow Rate. Materials. 2022; 15(23):8476. https://doi.org/10.3390/ma15238476
Chicago/Turabian StyleZhang, Zhenming, Peng Ma, Jianhong Dong, Min Liu, Yonggang Liu, and Chaobin Lai. 2022. "Effects of Different RH Degasser Nozzle Layouts on the Circulating Flow Rate" Materials 15, no. 23: 8476. https://doi.org/10.3390/ma15238476
APA StyleZhang, Z., Ma, P., Dong, J., Liu, M., Liu, Y., & Lai, C. (2022). Effects of Different RH Degasser Nozzle Layouts on the Circulating Flow Rate. Materials, 15(23), 8476. https://doi.org/10.3390/ma15238476