3.1. Microstructure and Composition Analysis
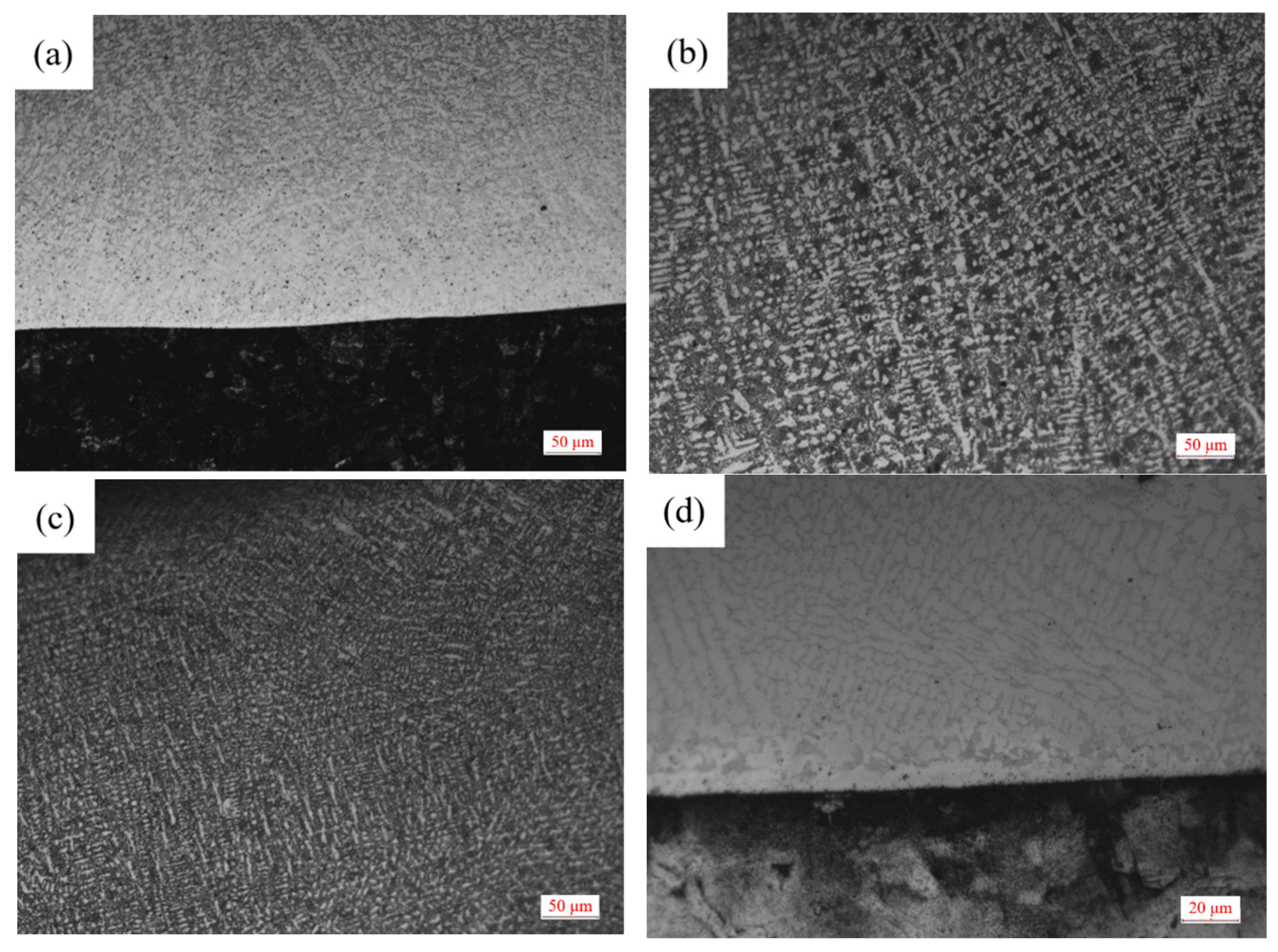
The microstructure of Sample 1 covering layer under OM is shown in
Figure 1. It can be seen from
Figure 1a,d that the Q235 steel plate has been completely corroded and the structure can not be distinguished. Moreover, there is a bright white fusion line between the matrix and the bottom of the covering layer which shows that the steel and the layer bond well. Due to the connection between the top of the molten pool and the air, the heat is lost from the solid-gas interface during the solidification of the molten pool. Compared with the middle of the covering layer, the cooling speed of the top zone is faster and the dendrites formed in the top Zone A are smaller.
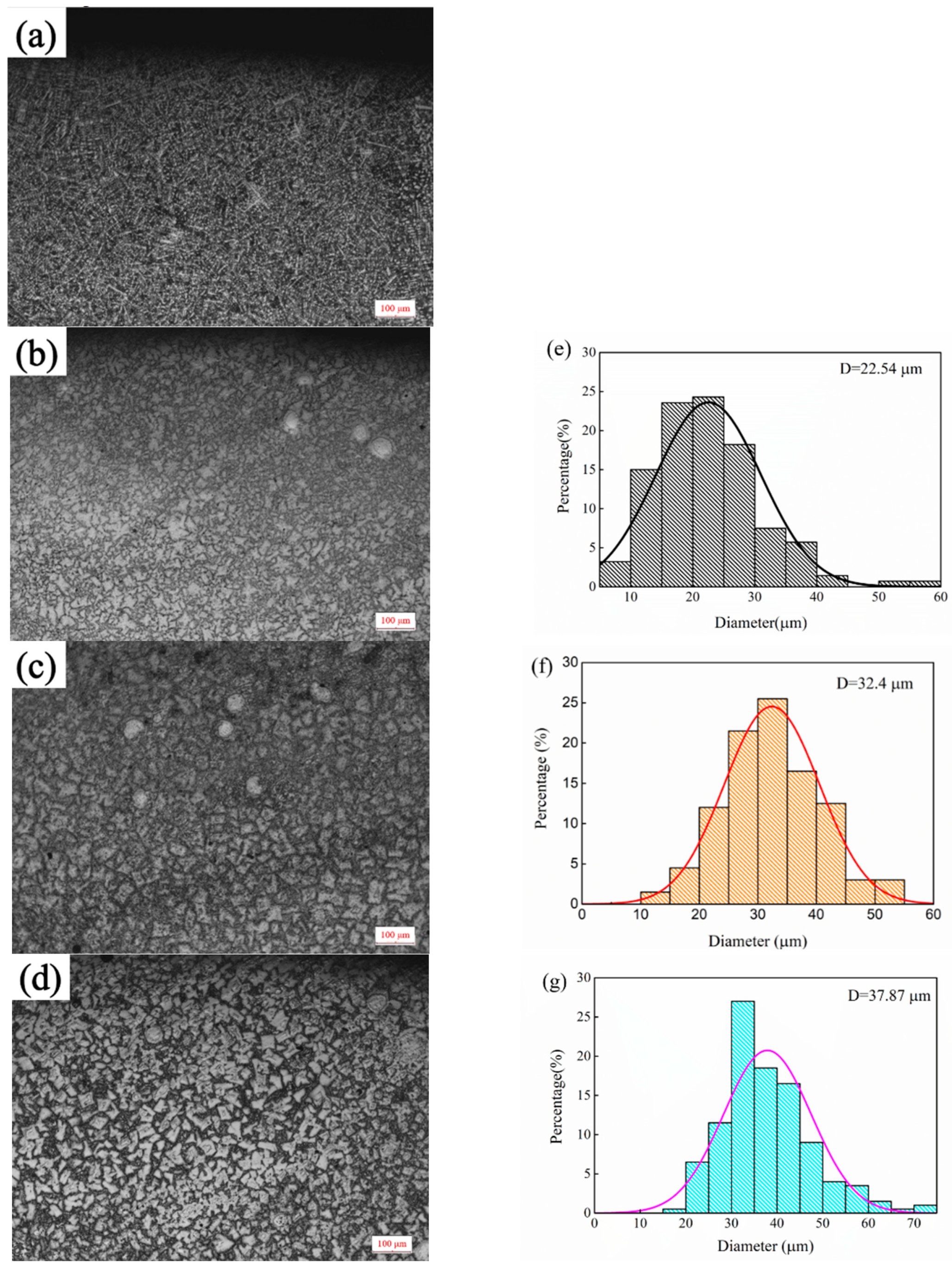
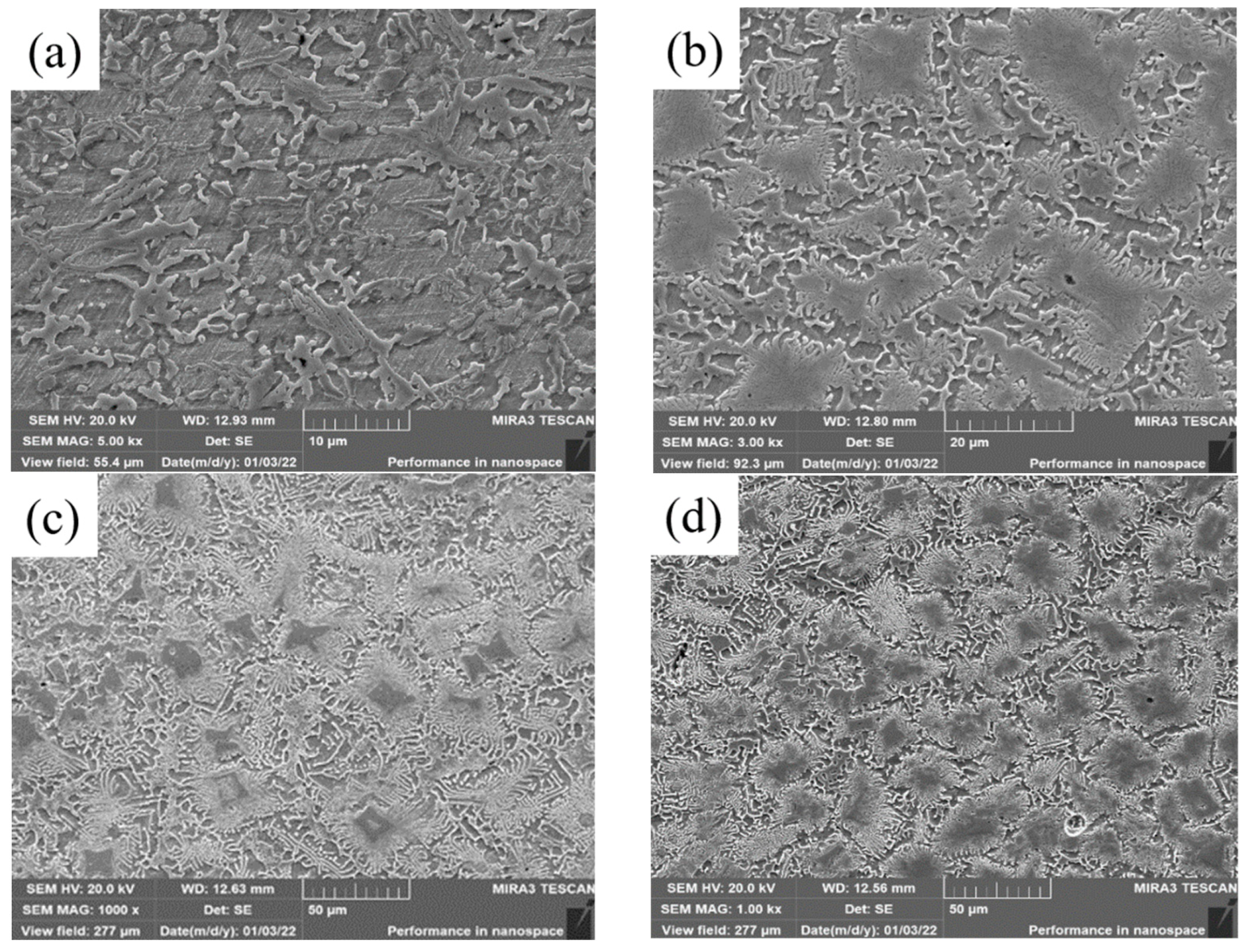
The microstructure of top covering layers with different contents of Mo is presented in
Figure 2. The top microstructure of Sample 1 without Mo is a typical dendritic structure. In
Figure 2a, the black part is the zone of the matrix phase containing a lot of Fe and Ni, and the white acicular and punctiform structure is caused by the precipitation of Cr. In
Figure 2b, the structure of the austenite-precipitated phase changes from dots and needles to granules. In
Figure 2c,d, the distribution-of-austenite phase becomes more even and the grains become coarser. The main reason for the phenomena in
Figure 1a,b is that the Mo powder cannot melt completely with the increase of Mo content in the molten pool. Since the melting temperature of Mo is much higher than that of Ni, Cr and Fe, Mo is the first to precipitate as nucleation particles during the solidification of the molten pool, which increases the rate of heterogeneous nucleation and promotes the refinement of the microstructure. In addition, a fraction of C and Si in the matrix enters the molten pool to form carbides and silicides with Mo due to the strong affinity with Mo, which further refines grains. The main reason for the phenomena in
Figure 1c,d is that the heat released during the solidification of Mo is greater and the cooling time of the covering layer increases with the further increase of Mo content, which promotes grain growth and coarsening.
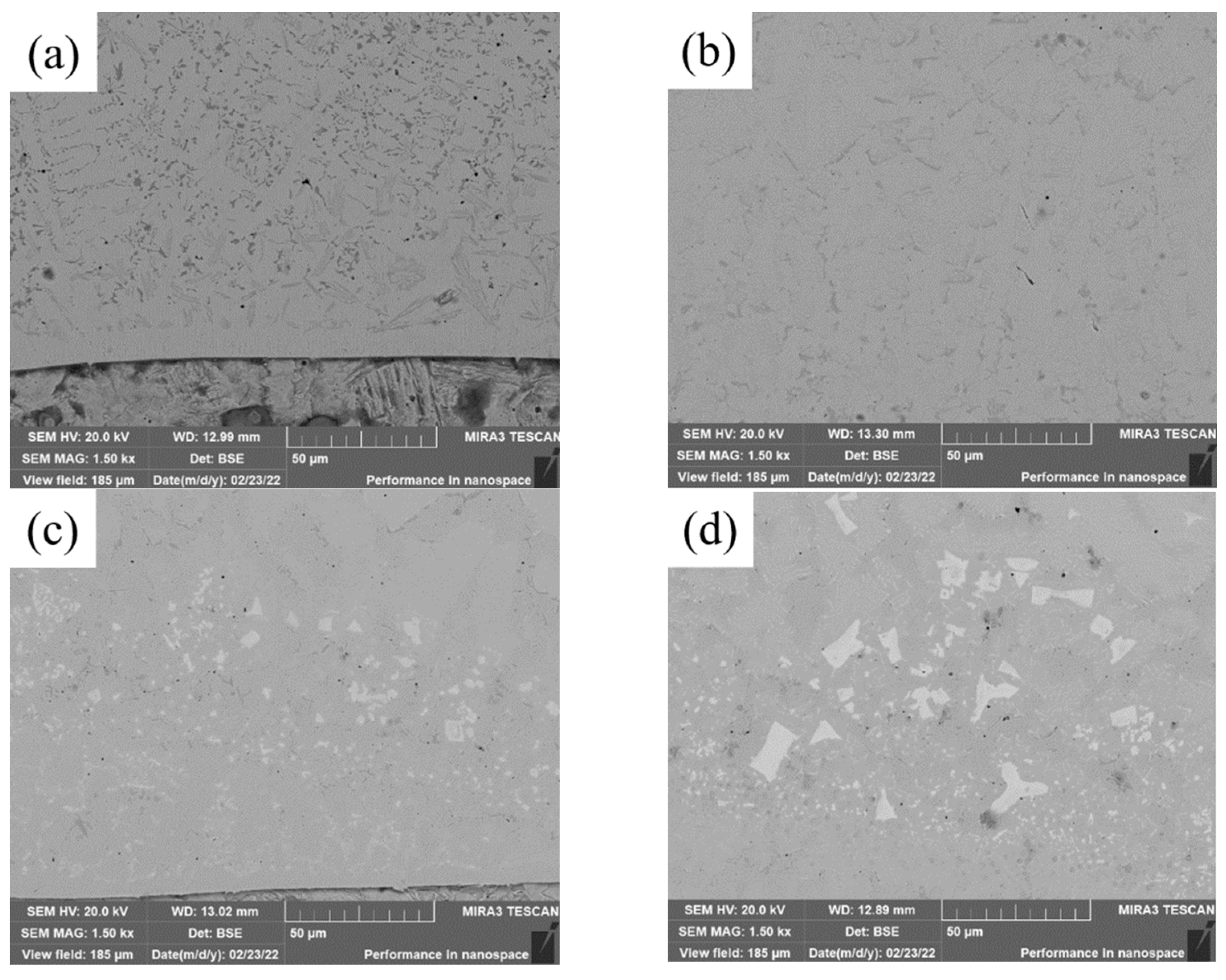
SEM images of the bottom of covering layers with different contents of Mo are visualized in
Figure 3. With the increase of Mo content, the content of acicular and punctiform precipitates decreases and the content of fishbone-like precipitates increases. In addition, small and black pores are found in the four covering layers and the numbers of pores in
Figure 3b,c is significantly less than that in
Figure 3a, indicating that the addition of Mo content is conducive to the reduction of the pores of covering layers.
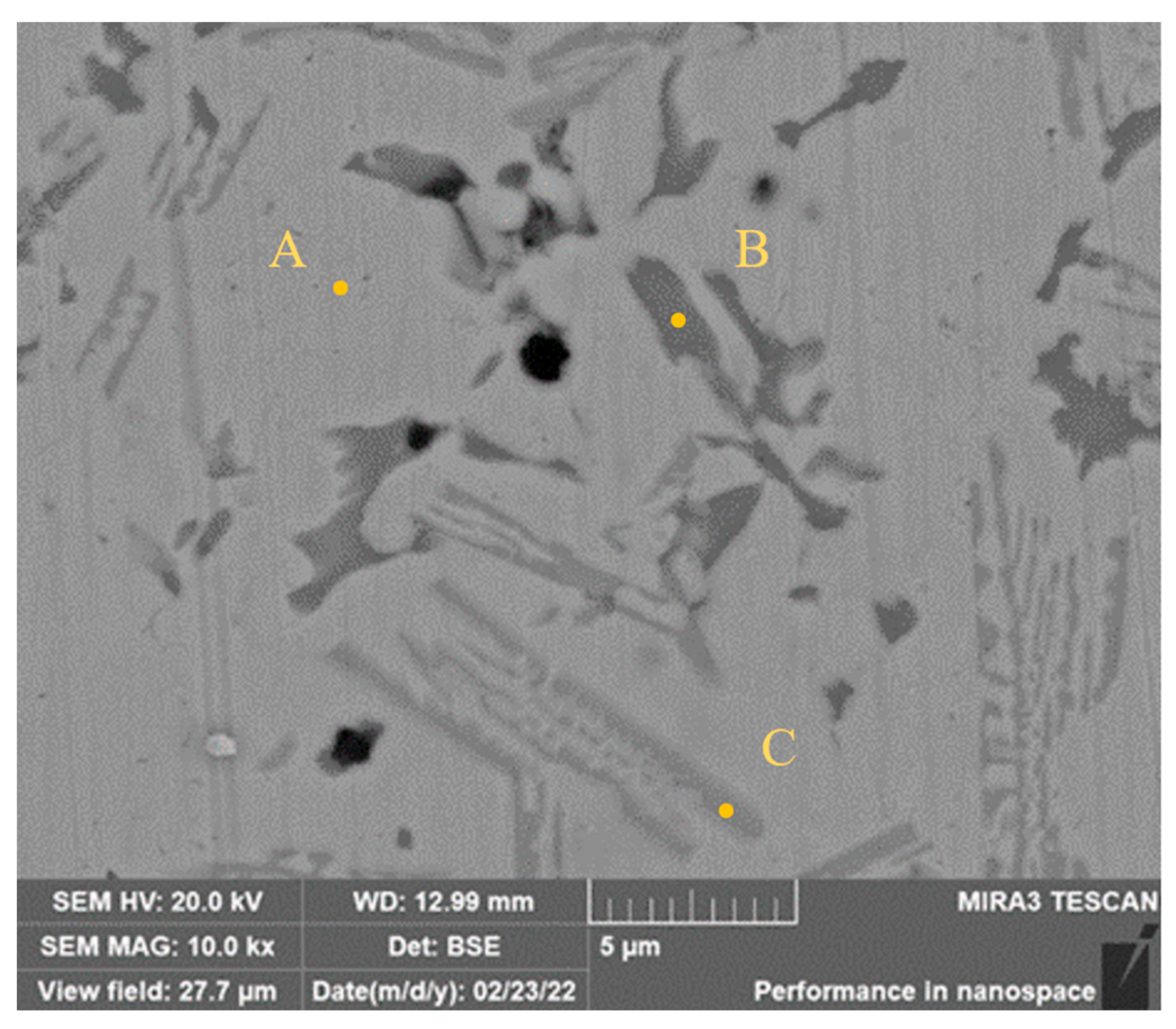
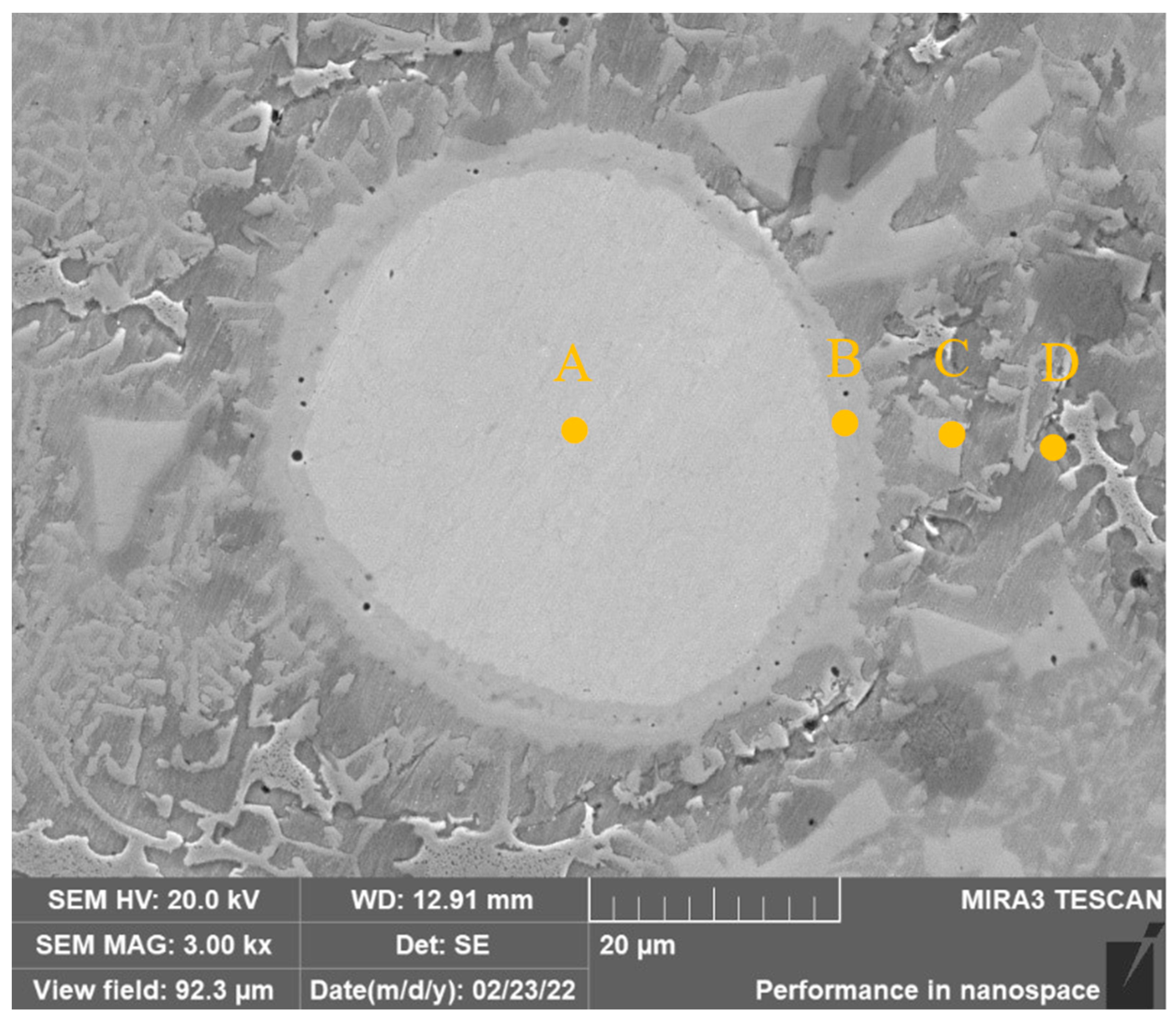
The high-magnification SEM image of pores in Sample 1 is shown in
Figure 4. Most of the pores distribute in the zone of dark austenite, and there are few pores in the zone of the matrix. Combined with EDS analysis presented in
Table 4, the Ni-rich matrix phase with 60.23 wt.% content of Ni can be found in Zone A. The dark phase in Zone B is the Cr-rich austenitic phase with 59.43 wt.% content of Cr and most of the pores are in this phase. The content of Cr in Zone C is 22.62 wt.%, which is higher than that of the matrix phase, and the contents of Fe in three zones are similar. It is speculated therefore that the formation of pores is related to the segregation of Cr and the degree of segregation reduces with the increase of Mo content.
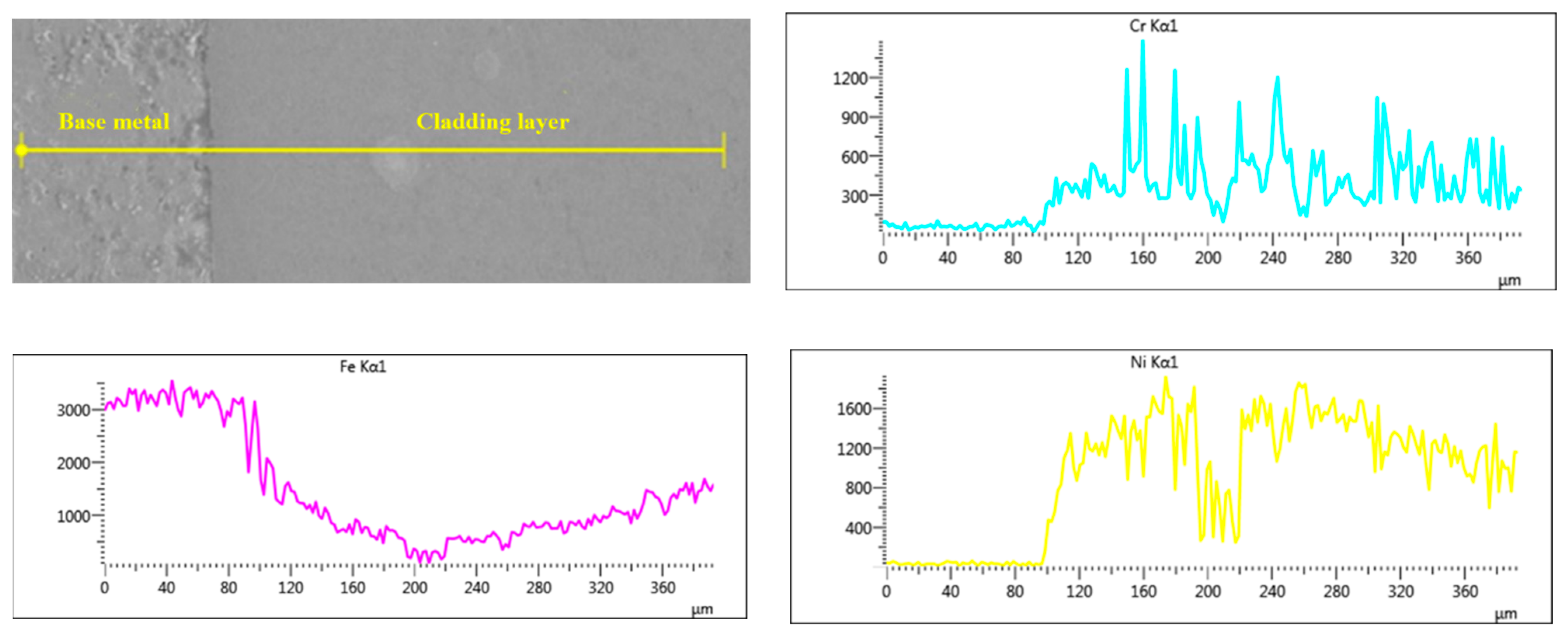
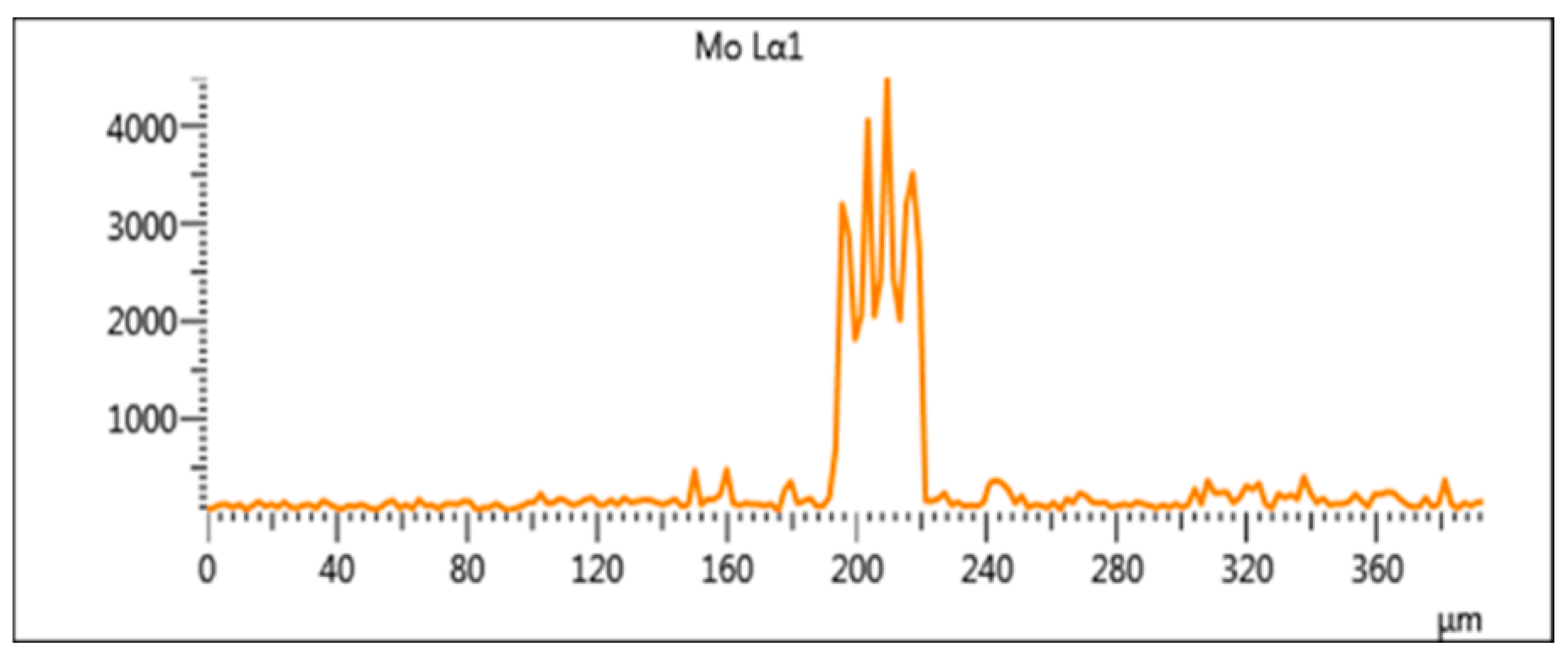
The EDS scan element distribution of Sample 2 near the fusion line is presented in
Figure 5. The contents of Cr, Ni and Mo in the base metal are almost 0 and the concentrations of the three elements increase sharply from the fusion line to the covering layer. It can be speculated that Ni, Cr and Mo elements in the covering layer diffuse with difficulty to the base metal and the dilution rate of the base metal is low, which ensures not only the good metallurgical combination between the base metal and the covering layer but also the high purity of the covering layers. In
Figure 5, the concentration of Fe in the covering layer remains almost unchanged with a certain concentration, which indicates that the base metal melts slightly during the formation of the molten pool and some of Fe element diffuses into the covering layer. In addition, the peak value of Mo is particularly high near 200 μm, which indicates that Mo is deposited at the bottom of the covering layer as Mo particles.
In
Figure 6, the distribution of the precipitated phase changes with the increase of Mo content. The structure of the sample 1 precipitated phase is columnar, irregular strip or puncta. With the addition of Mo, there is agglomeration of the precipitated phase in samples 2, 3 and 4.
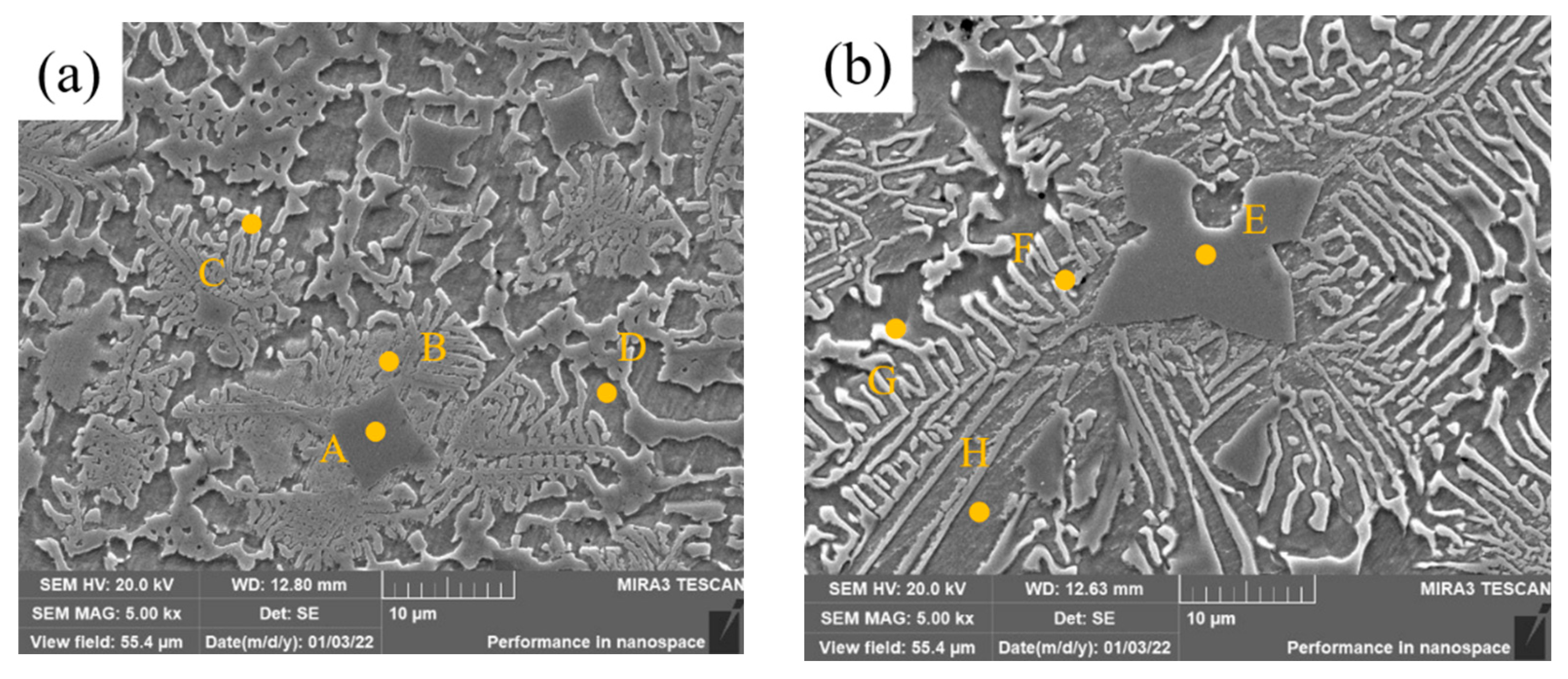
High-magnification SEM images of middle covering layers of samples 2 and 3 are shown in
Figure 7. The precipitated phase mainly consists of three parts: the dark blocky zone, the light strip Zone And the bright white strip zone. The bright white zone is mostly at the edge of the dark strip zone. Eight small zones were selected for EDS microzone element tests, and the results are shown in
Table 5.
Precipitates in Zone A are rich in Cr and Mo and poor in Fe and Ni. C element can be found in this zone, and the reason is that C in the matrix enters the molten pool and forms carbides with Cr and Mo. In the process of the molten pool solidification, the carbides are precipitated first as non-uniform nucleation particles owing to the higher freezing point. As well, Cr, Mo and austenitic with lots of Cr and Mo crystallize and grow on the carbide particles, making the contents of Mo and Cr relatively high in Zone A. Compared with Zone A, the contents of Ni and Fe in Zone B are higher, while the contents of Cr and Mo are significantly lower. Due to the low freezing point of the Ni and Fe solid solution, the solid solution nucleates, grows on the crystallized austenitic phase (near Zone B) and spreads in strips to divergent directions during the solidification. Therefore, the content of Ni at the end of the strips, such as in Zone C, is 80.21 wt.% and the content of Cr and Mo are 6.71 wt.% and 3.80 wt.%, which are the lowest. The matrix was corroded by the metallographic etching liquid in Zone D, where the contents of Ni and Fe are high and there is no Mo.
The content of Mo in Zone E is higher than that in Zone A, and the black blocky zone, which is caused by the incomplete melting of Mo particles with the increase of Mo content, is larger. Compared with zones B and C, the contents of Mo and Cr in zones F and G increase because the heat releases more with the content of Mo, owing to the higher freezing point of Mo, which increases the cooling time of the covering layers and promotes the diffusion and solidification of Mo. The content of Mo element in Zone H is 6.25 wt.% while there is no Mo in Zone D, which also proves that Mo atoms diffuse better in Sample 3 than in Sample 2.
Figure 8 shows the high-magnification SEM image of the unmelted Mo particles in the covering layer of Sample 4. The EDS element analysis in
Table 6 shows that there is only Mo element in Zone A which indicates Ni, Cr and Fe atoms have not diffused into Mo particles. Zone B is the melting zone of Mo where Mo particles dissolve and diffuse to form solid solutions or compounds with Ni, Cr and Fe. The highest Ni content of 23.59 wt.% can be found in Zone B which proves that Ni and Mo have a strong solid solution ability. The content of Mo in Zone C further decreases, while the contents of Cr, Fe and Ni increase. There is no Mo element in Zone D.
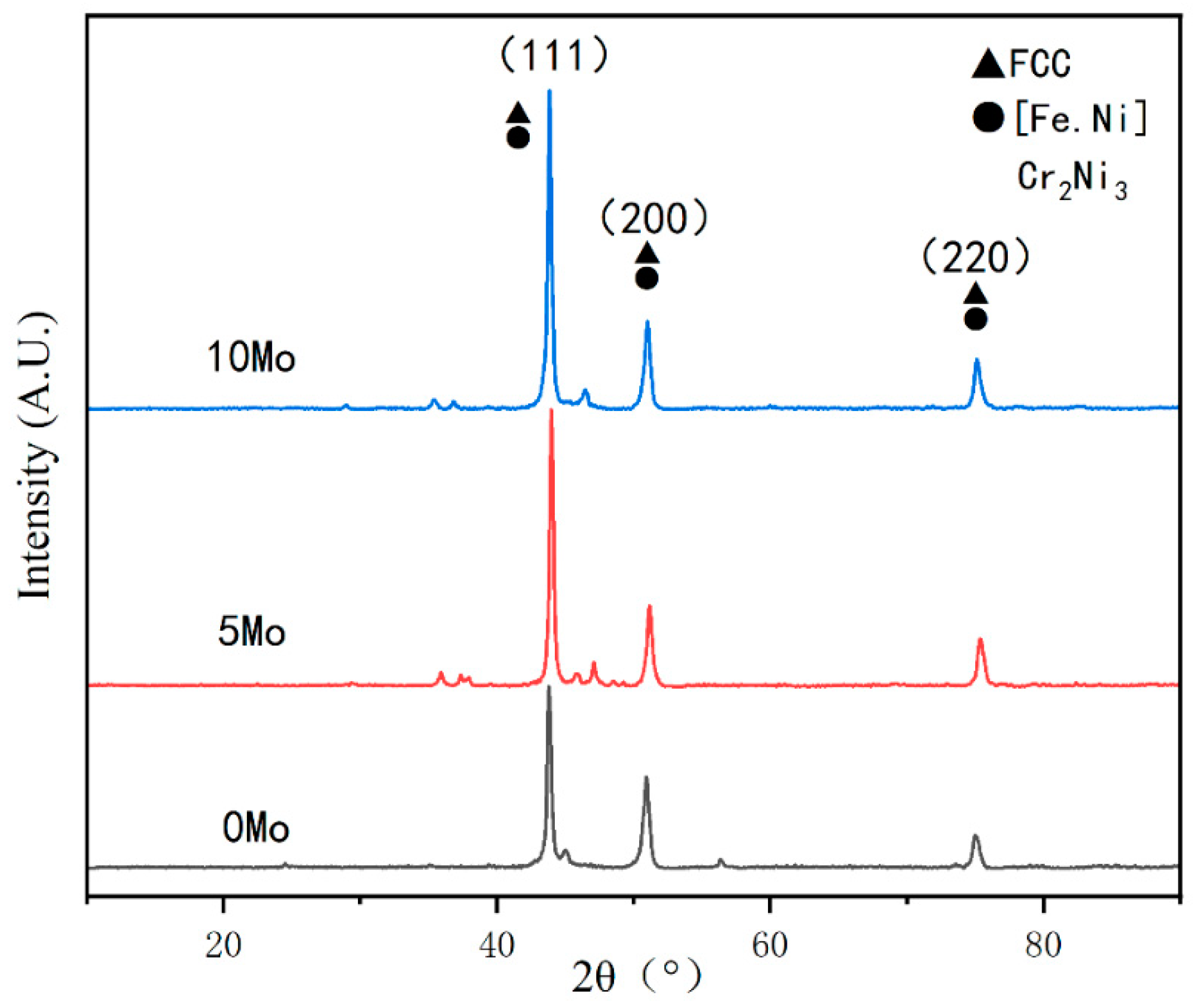
Figure 9 shows XRD results of top covering layers with different contents of Mo. The diffraction peak position of covering layers does not change with the increase of Mo content, and the diffraction intensity is obvious, which proves that the crystallization at the top of the covering layers is excellent. The diffraction peak intensity of the crystal plane (111) is significantly higher than the two other peaks, which proves that the crystal plane (111) is the main grain growth orientation of covering layers. Moreover, the diffraction peak intensity of the crystal plane (111) increases obviously with the increase of Mo content, which shows that the addition of Mo promotes the growth of grains at the (111) crystal plane.
The XRD analysis software was used for
Figure 9, and the results show that there are austenite phases such as Ni
2.
9Cr
0.
7Fe
0.
36 and Fe
0.
64Ni
0.
36 besides [Fe.Ni] solid solution at the top of the cladding layers. In addition, the intensity of the crystal plane (111) gradually increases with the increase of Mo content. The reason may be that there are [Ni.Mo] solid solution or compounds forming at the crystal plane (111). The peaks with very small diffraction intensity may stand for the austenite phases, such as CrFe
2.
32MoNi.
3.2. Mechanical Property
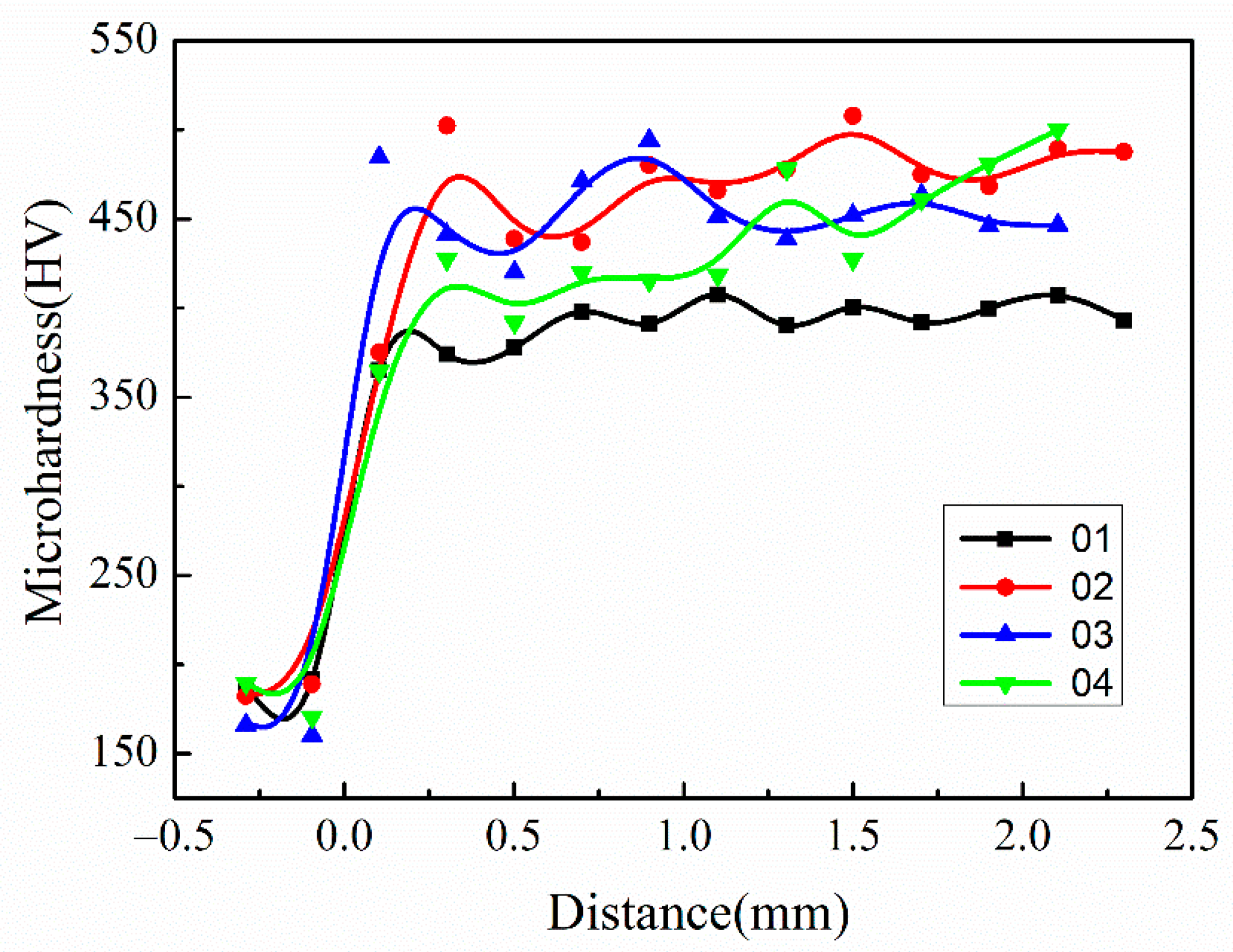
The hardness of covering layers with different contents of Mo was tested, and the results are shown in
Figure 10 and
Table 7. The addition of Mo improves the hardness of covering layers significantly. The reason is that Mo atoms easily form solid solutions with Ni atoms in the molten pool owing to much larger radiuses than that of Ni, and the hardness increases due to the lattice distortion. In addition, the solidification time of the molten pool becomes longer because of the high freezing point of Mo, which facilitates the diffusion of elements and the homogenization of the structure and improves the hardness of covering layers. The average hardness of Sample 2 is the highest. The hardness of Sample 2 increases by 19% compared with Ni-Cr covering layers and about 159% compared with the matrix. However, the hardness decreases when the content of Mo continues increasing. The reason is that the number of unmelted Mo particles increases with more addition of Mo, which promotes generation of defects around particles and microstructure coarsening.
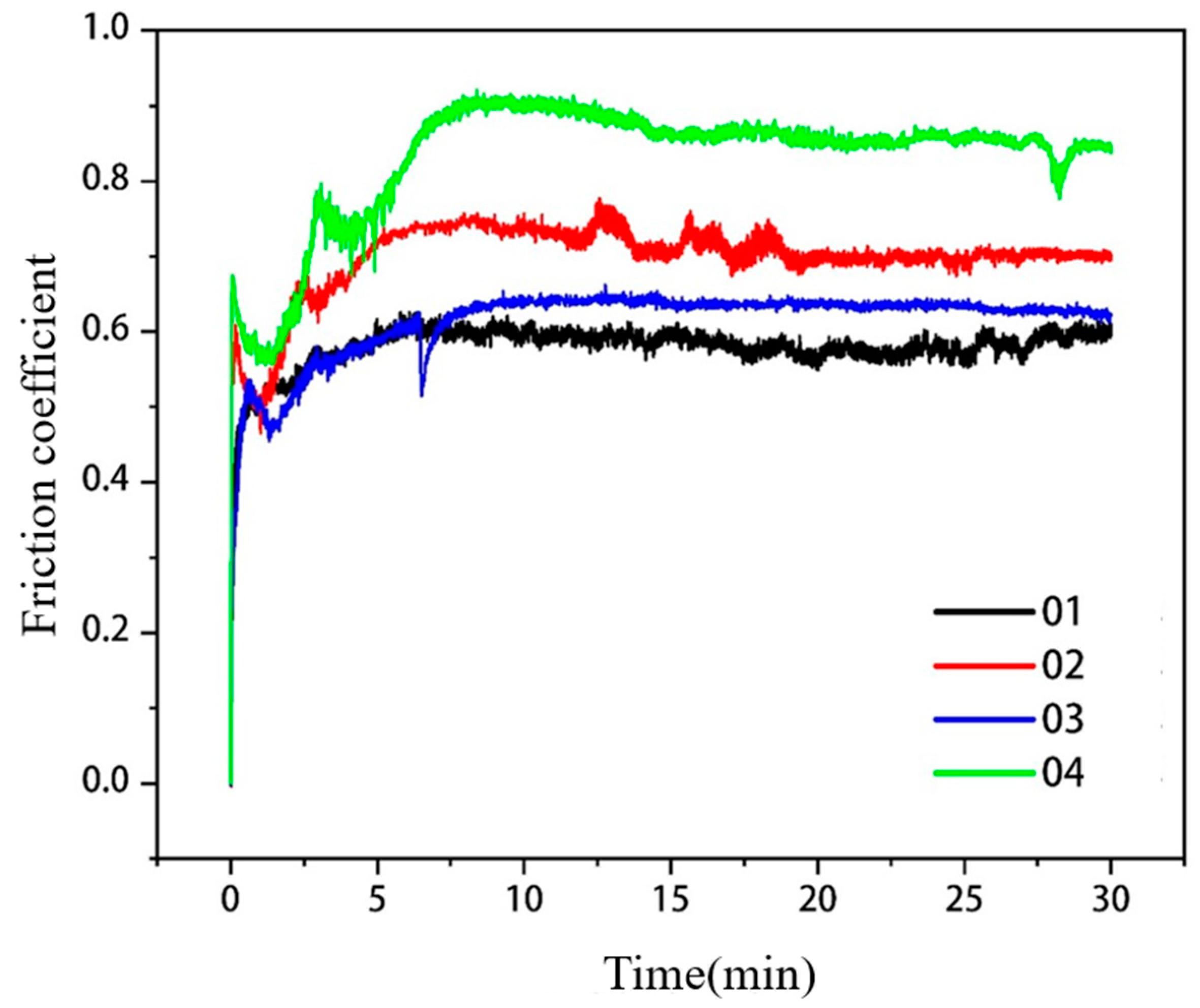
The comparison of friction coefficients of covering layers with different contents of Mo are visualized in
Figure 11. The average friction coefficients of the four covering layers are 0.5779, 0.6989, 0.6130 and 0.8310, respectively. The friction coefficient of the covering layer without Mo is the lowest. To accurately characterize the friction resistance of covering layers, the volume loss of covering layers was calculated, and the results are shown in
Table 8. The volume loss of Sample 2 is the smallest, which is 59.8% of the loss of Sample 1. The volume loss of Sample 4 is the largest and even higher than that of the NiCr covering layer, which indicates that the friction resistance of covering layers is adversely affected when the content of Mo exceeds 15 wt.%. The microstructure of different covering layers after the friction test were analyzed to explore the reasons. The friction SEM images of covering layers are shown in
Figure 11, and EDS analysis results of the friction zones are shown in
Table 9.
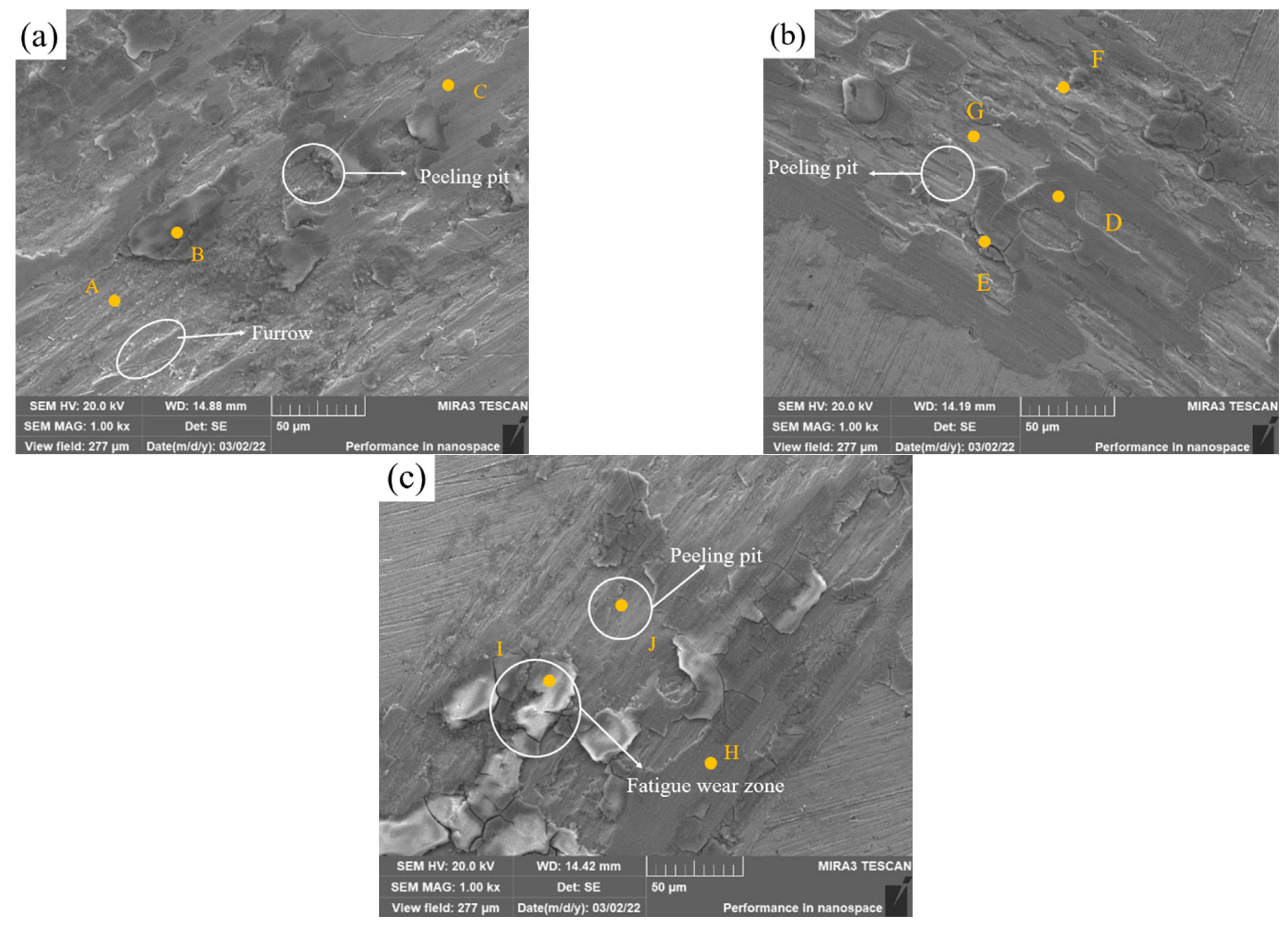
Figure 12a shows the SEM image of Sample 1 after wear, revealing debris, deep furrows and a few peeling pits on the surface. The shear force causes the plastic deformation of the covering layer, and the abrasive wear is the main wear mode. According to
Table 9, the phase of Zone A with spalling pits is rich with Fe and Ni that has not been oxidized. Zone B is a severely oxidized area, and the NiO, Fe
2O
3 and other oxide layers play a lubricating role. It is speculated that the original oxide protective layer above Zone A is spalled under the cyclic stress. Zone C is slightly oxidized, which proves that Fe, Ni and other elements form oxide layers on the surface of the covering layer in the friction test.
In
Figure 12b, the number of furrows and peeling pits reduces obviously. In addition, a large area of oxide layers can be observed on the surface. The layer in Zone E has the highest content of O element where the layer was oxidized most seriously, and there are some cracks around the zone. The image of zones F and G shows the microstructure after the exfoliation of oxide layers, and the O content is almost 0 in the two zones. Zone D is almost intact. It is speculated that there are three stages in the friction process of the covering layer. First, the groove temperature rises rapidly, and Ni, Cr, Mo and other elements form oxide films on the surface, as in Zone D. Then, fatigue wear and gradually cracks appear on the oxide layers, as in Zone E, as the degree of oxidation increases. Last, the oxide layers slowly peel off, as in zones F and D. On the one hand, Mo and Ni form a solid solution, which enhances the hardness of the covering layer and improves its friction resistance. On the other hand, oxide films formed by Mo, such as MoO
2, MoO
3 and NiMoO
4, play a better lubrication role in the friction process.
In
Figure 12c, the layer of Sample 3 is severely worn. The O content of Zone I is very large, which indicates that covering layers are oxidized seriously. Moreover, there are many cracks around the oxide layers which are almost peeling off. It is speculated that the main wear mode of the covering layers in Zone I is fatigue wear. The content of Mo in Zone J is higher than that in zones H and I and the oxide layers in Zone J have already fallen off to reveal the covering layer, which indicates that excess Mo is unfavorable to the friction resistance of covering layers.
3.3. Corrosion Resistance Test
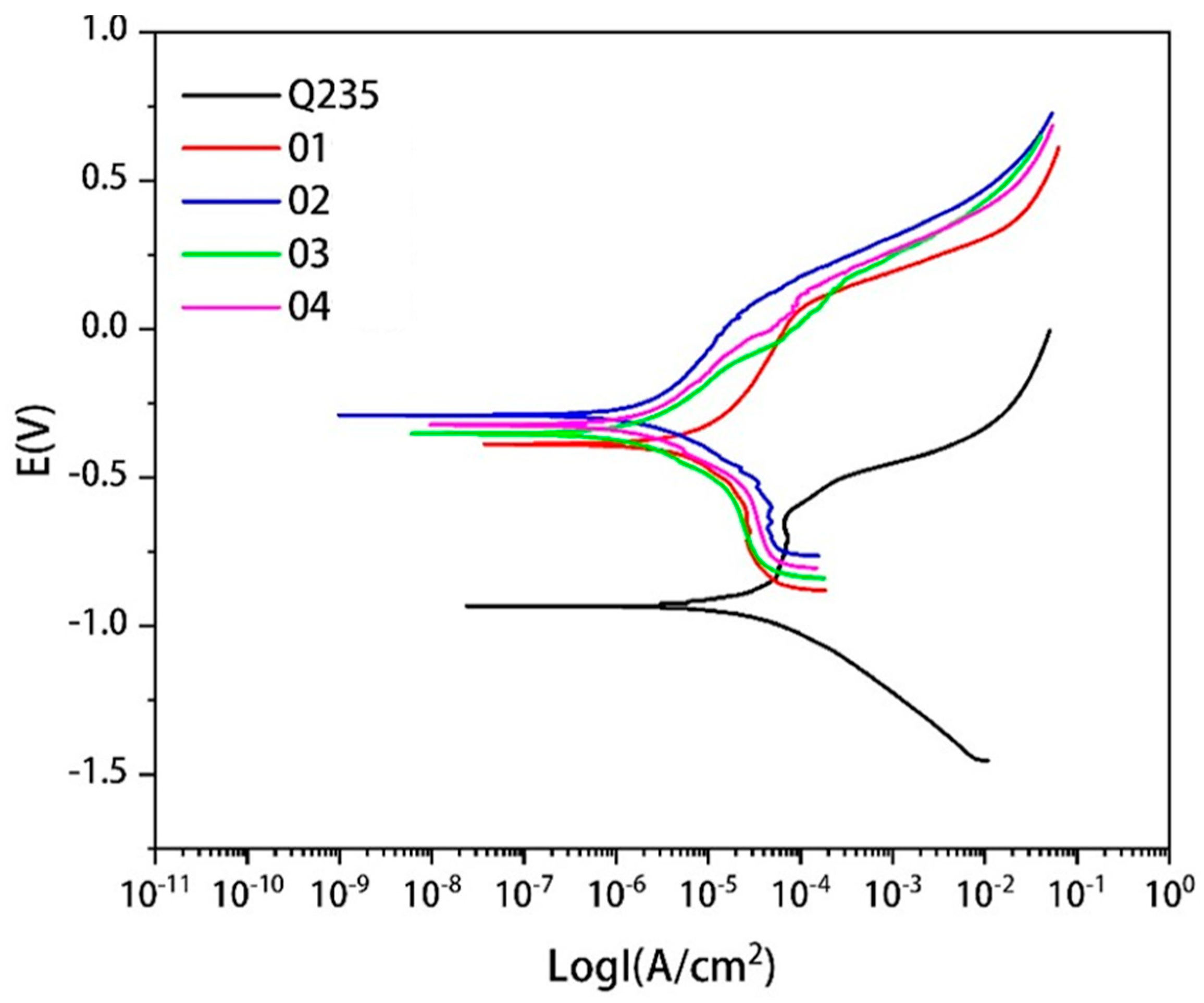
The polarization curves of the Q235 steel and covering layers with different contents of Mo in 3.5%NaCl solution are presented in
Figure 13. There are active dissolution zones and over-passivation zones in the polarization curves of the Q235 steel and covering layers. In the active zone, the corrosion current density increases with the increase of the electrode potential. In this zone, many bubbles emerge from the surface of the samples and the metal becomes ionic. There are obvious passivation zones in the curves of Q235 and Sample 1. With the increase of the electrode potential, the variation of the corrosion current density is very little and stable passivation films are generated on the metal surface to protect the metal. However, the passivation zones in covering layers curve can not be found easily with the increase of Mo content. The reason may be that the addition of Mo causes the segregation of elements and the deposition of unmelted Mo particles and affects the production of passivation films. The addition of Mo reduces the pitting corrosion potential of covering layers, which indicates that Mo is beneficial in improving the pitting resistance of covering layers in NaCl solution.
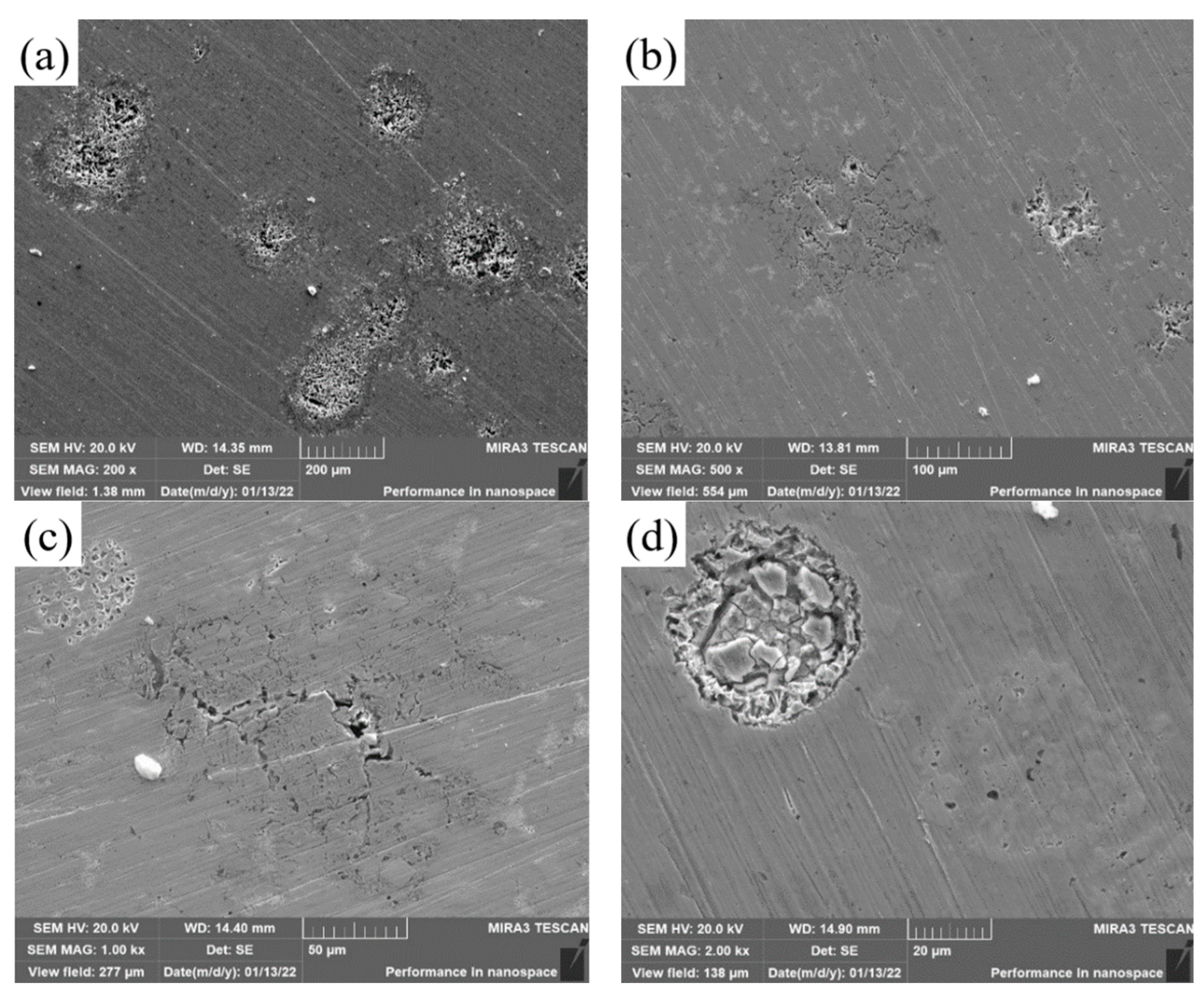
Figure 14 shows SEM images of covering layers with different contents of Mo after corrosion. The surface of Sample 1 without Mo has manypitting pits and pores. The pitting pits of samples 2 and 3 reduce significantly, but there are small cracks in the corrosion zone. In
Figure 14d, there is a large circular corrosion pit in Sample 4 where there are many lumps and pits.
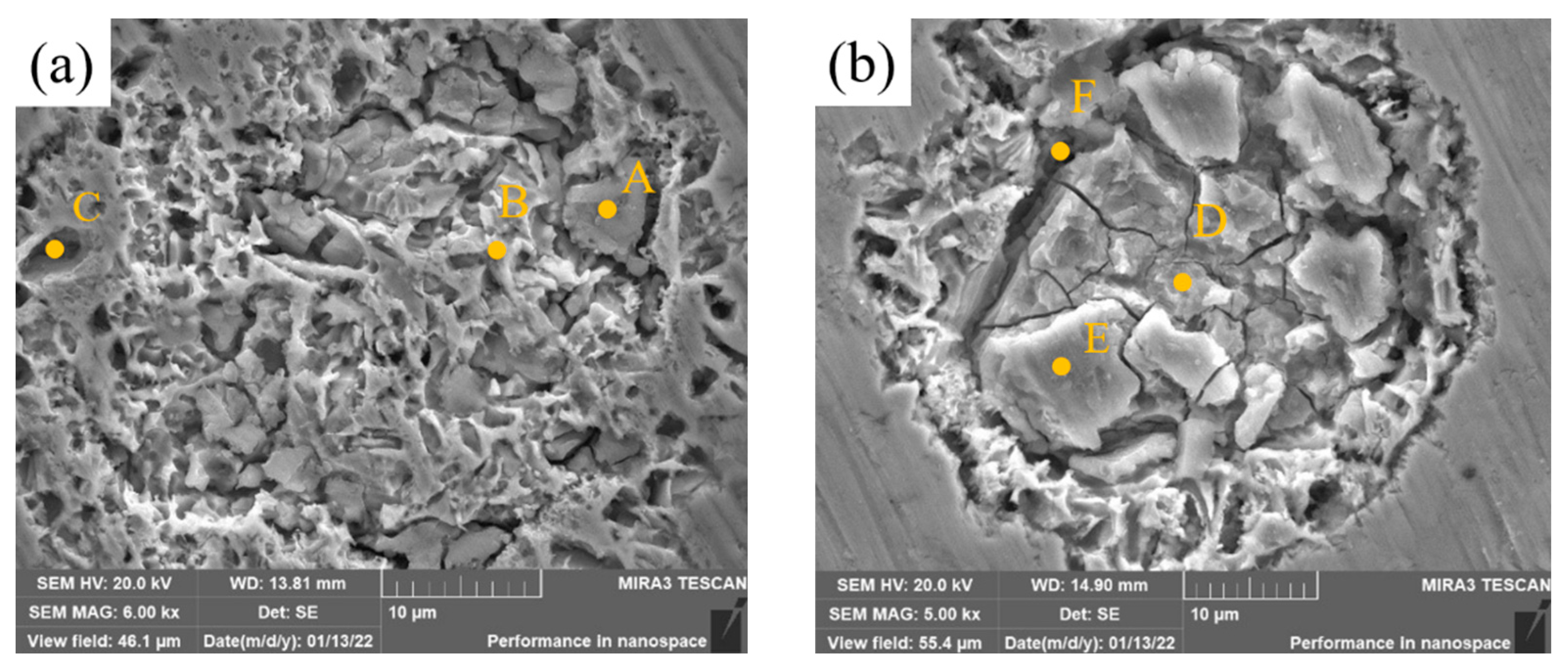
The high-magnification SEM images of the corrosion zones of samples 2 and 4 are presented in
Figure 15, and the EDS analysis results are shown in
Table 10. The layer in Zone A is rich in Mo and O, and oxide films of Mo generated during the corrosion process protect the metal. The layer in Zone B has high contents of Ni, Mo and O. It is possible that solid solutions of Ni and Mo and oxygen form composite oxides which are more resistant to Cl
− than NiO and the microstructure is retained. The contents of Ni and Mo in Zone C are similar to those in Zone B and the content of O is almost zero, which indicates that there is no oxide film here. The original Ni-rich structure in Zone C has been corroded, and the original structure with stronger corrosion resistance is exposed below the pore. The contents of Mo and O in Zone D and E are very high, and the contents of Cr and Fe are almost 0, which indicates that the structure of this zone is mainly unmelted Mo particles and that oxide films do indeed form during the corrosion process. However, the oxide films are spalling, and there are many cracks in the spalling zone. Elemental analysis of Crack F shows that the component segregation is serious and pores easily form, which is not conducive to the formation of stable passivation films. The layer is easily penetrated by Cl
−. This is the reason why the corrosion resistance of samples 3 and 4 is lower than that of Sample 2.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}