
Effect of Fe Content on Microstructure and Properties of Laser Cladding Inconel 625 Alloy

Abstract
1. Introduction
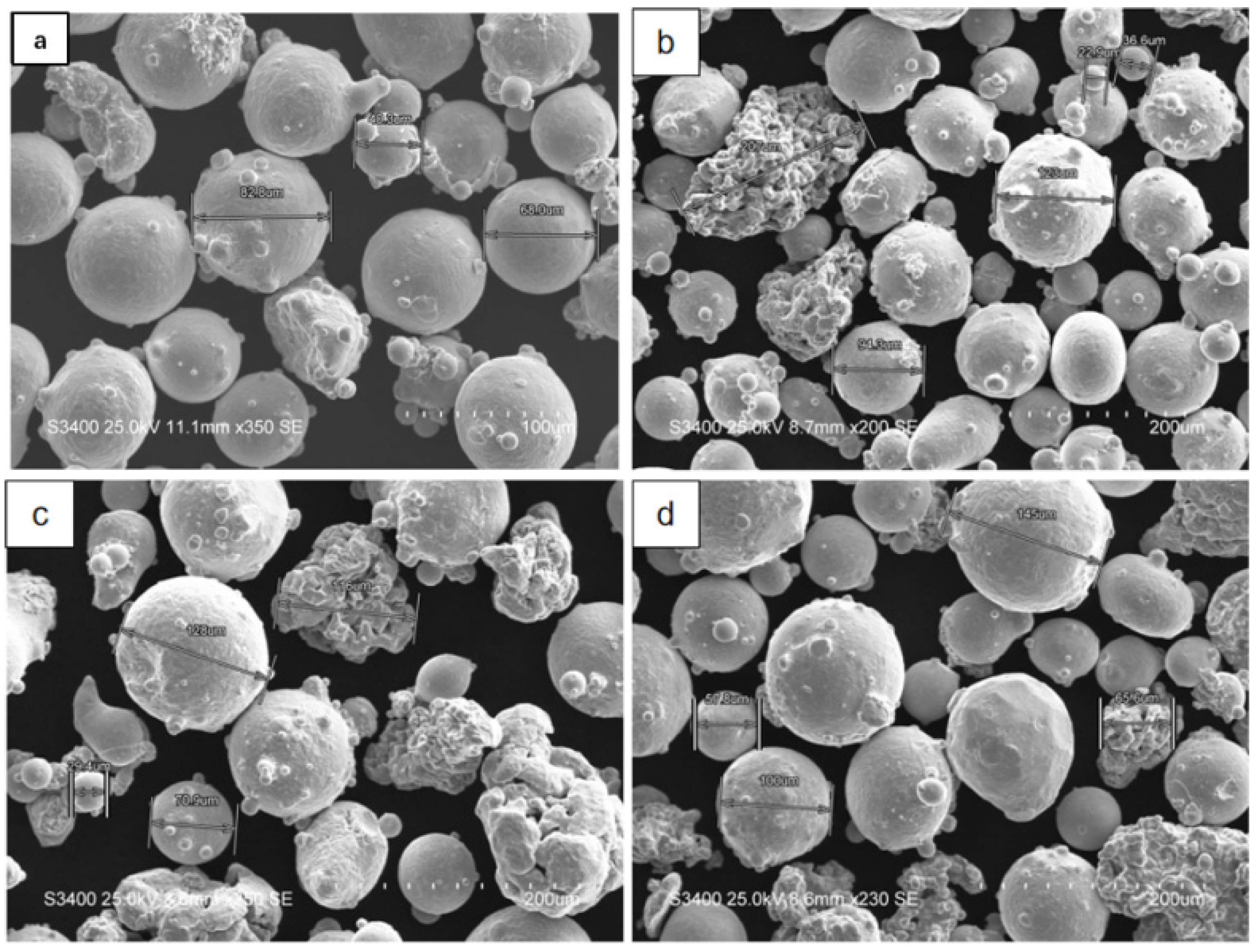
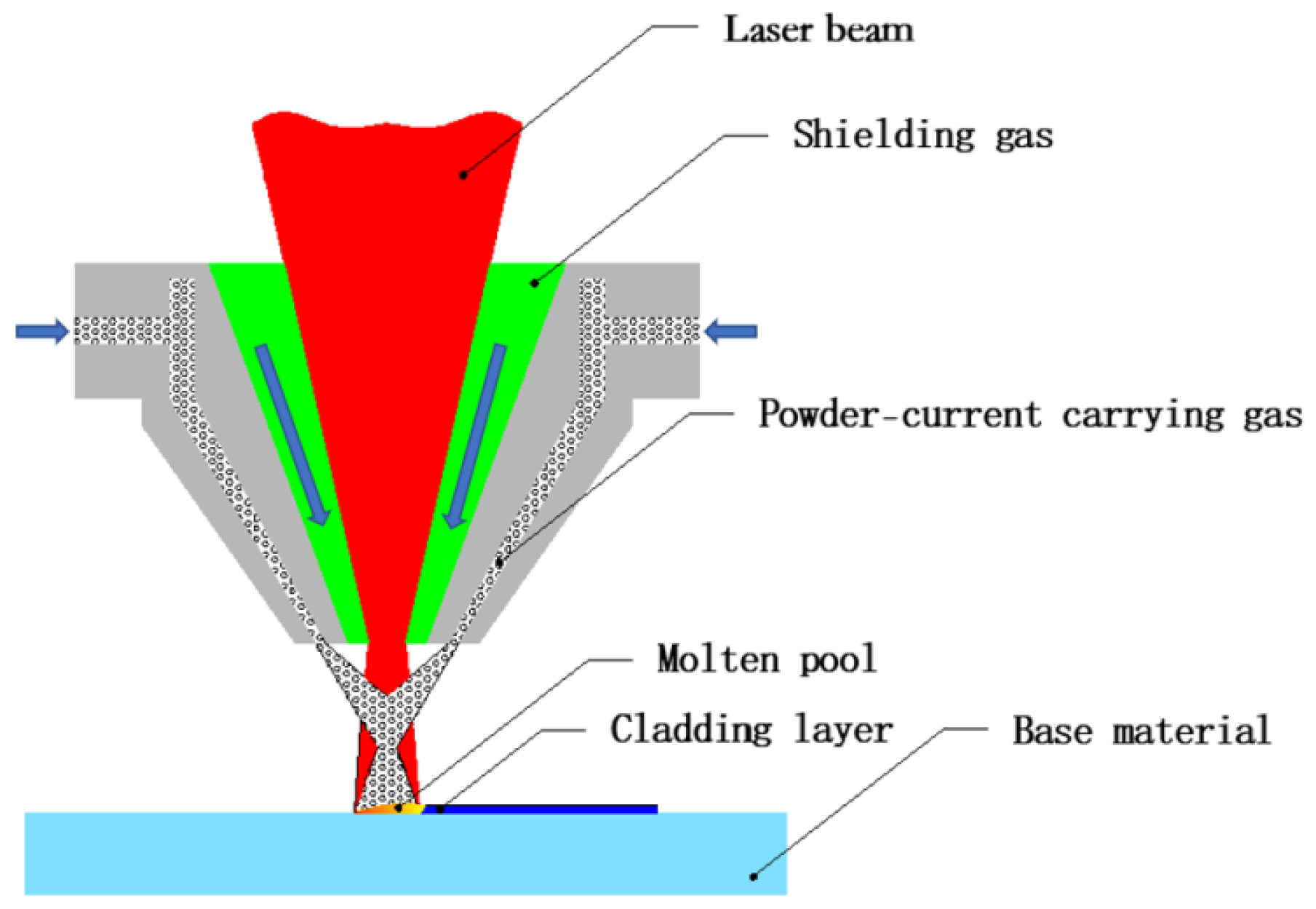
2. Experimental Procedure
3. Results and Discussion
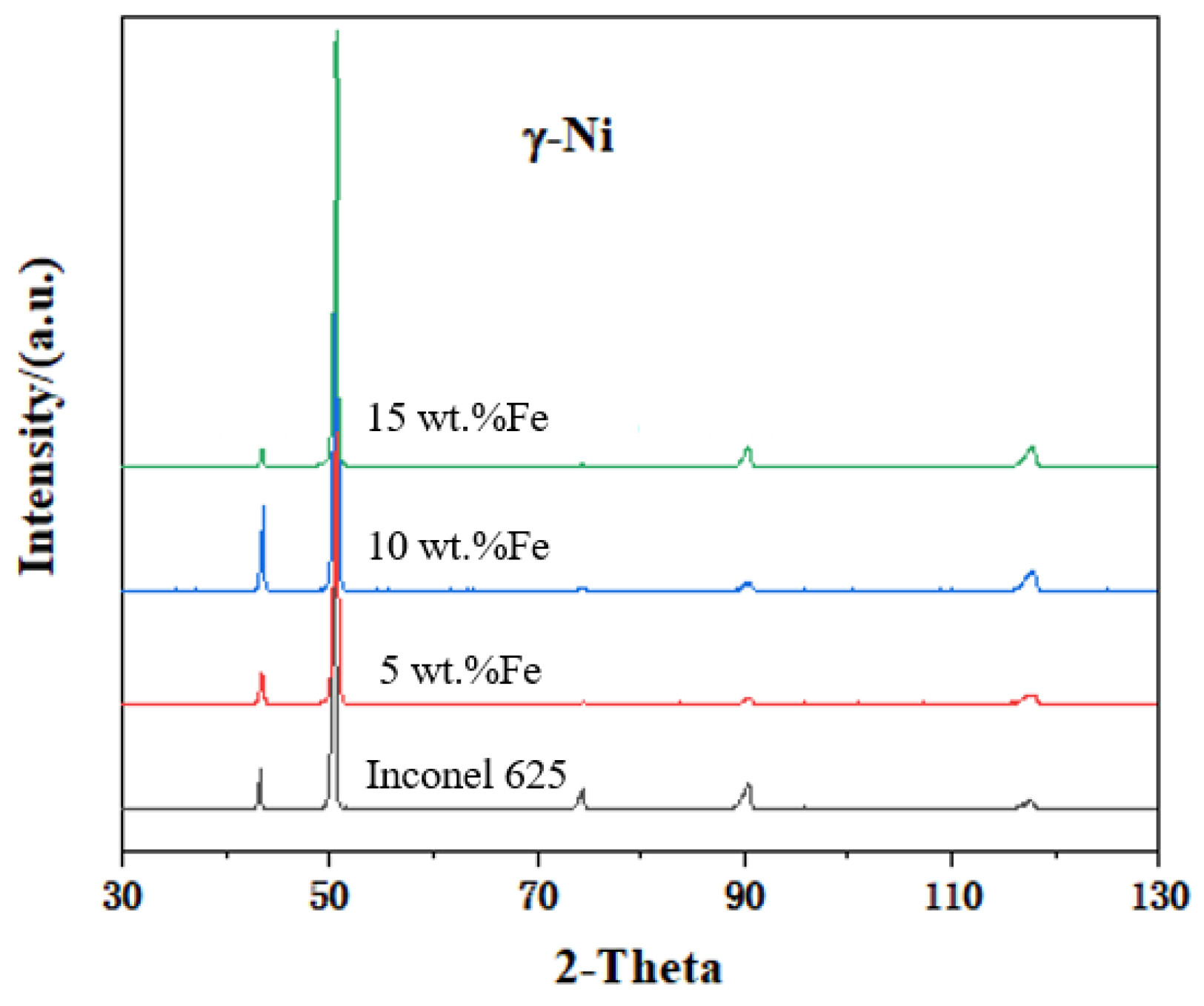
3.1. Phase Analysis
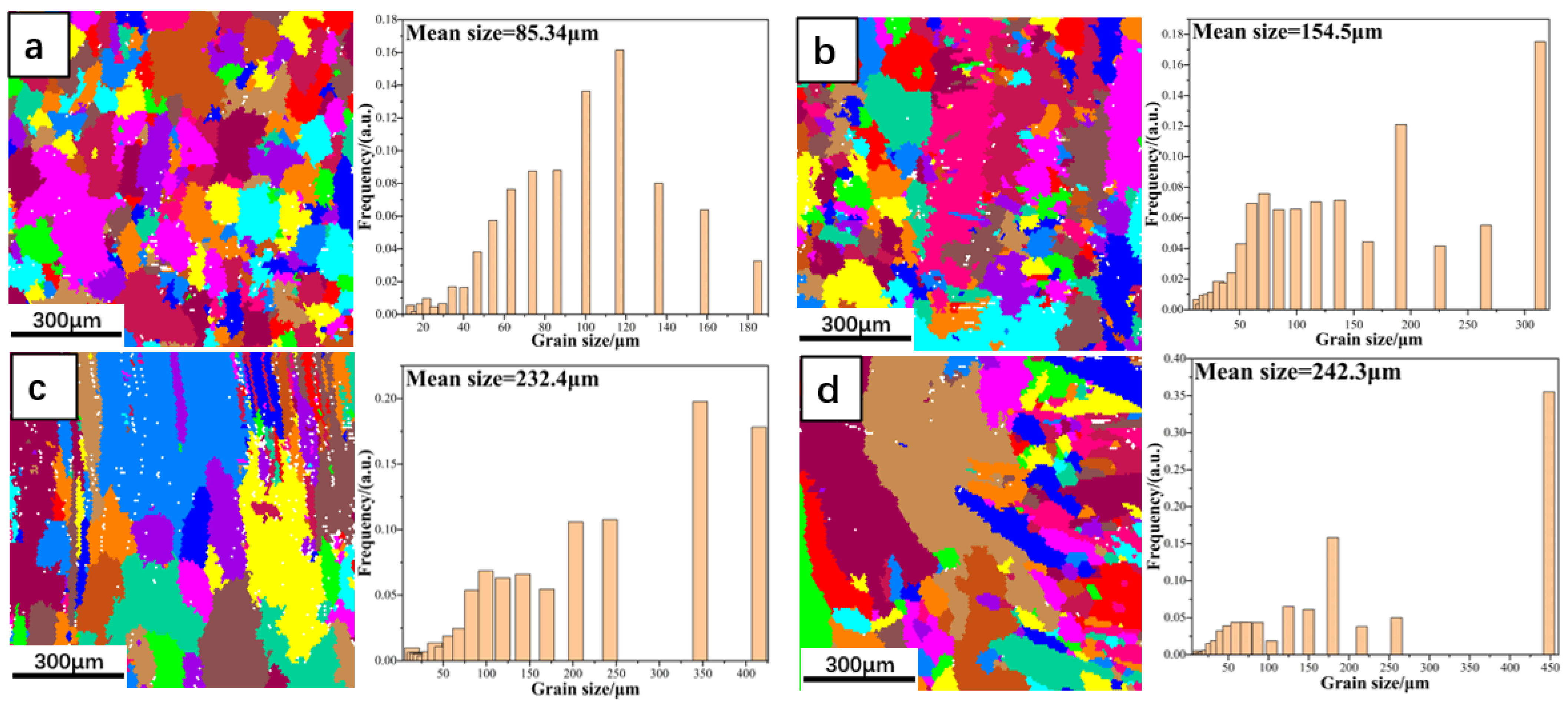
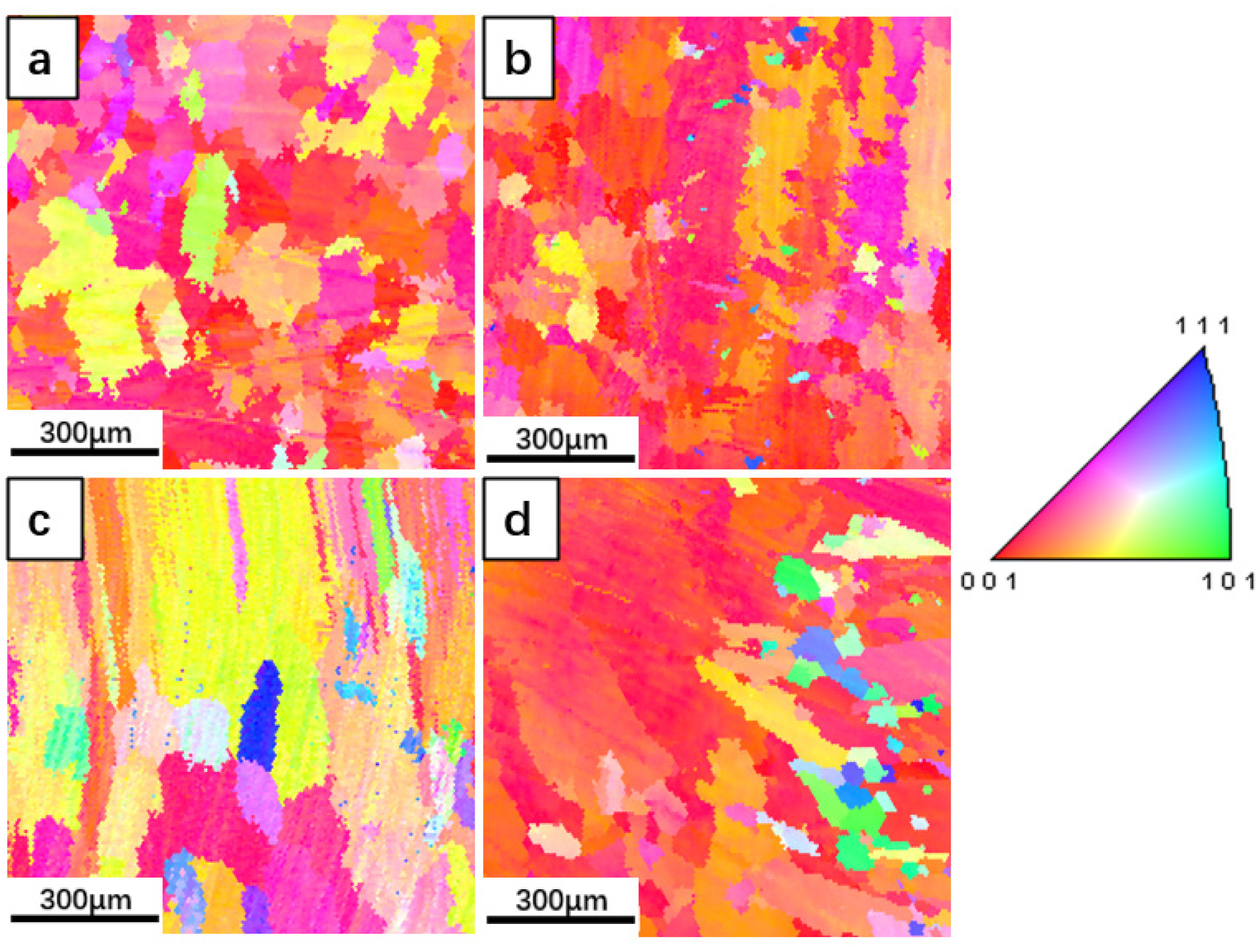
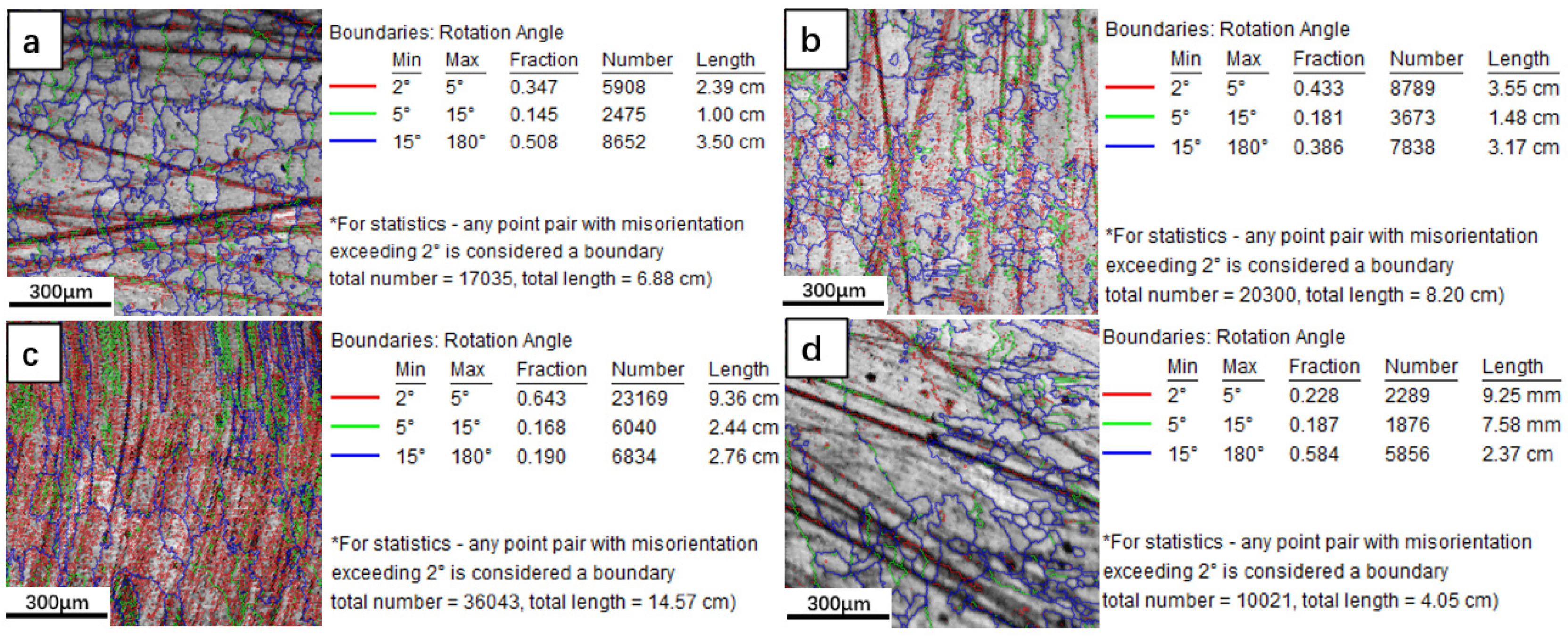
3.2. EBSD Analysis
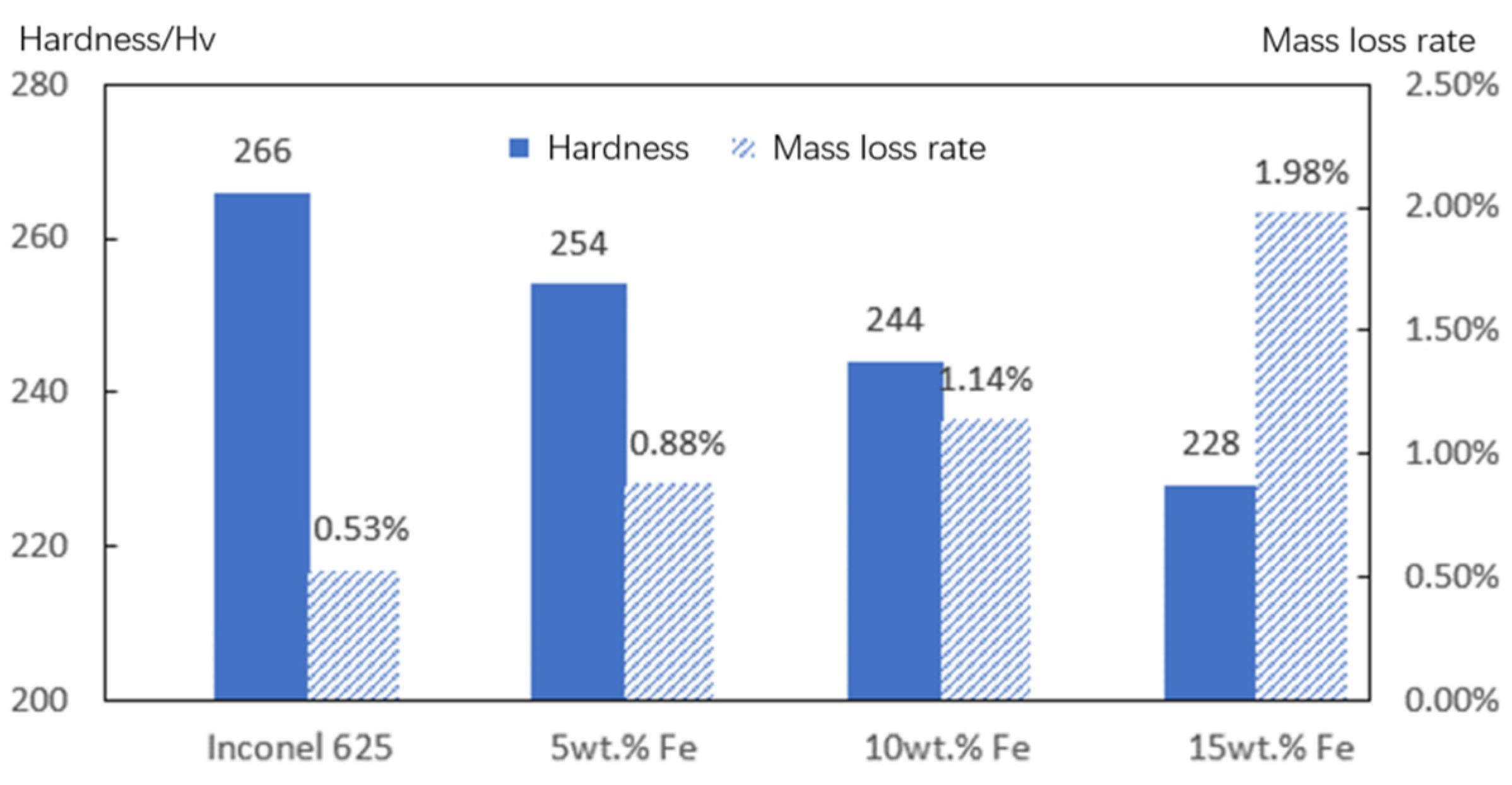
3.3. Surface Hardness and Wear-Resistance Analysis
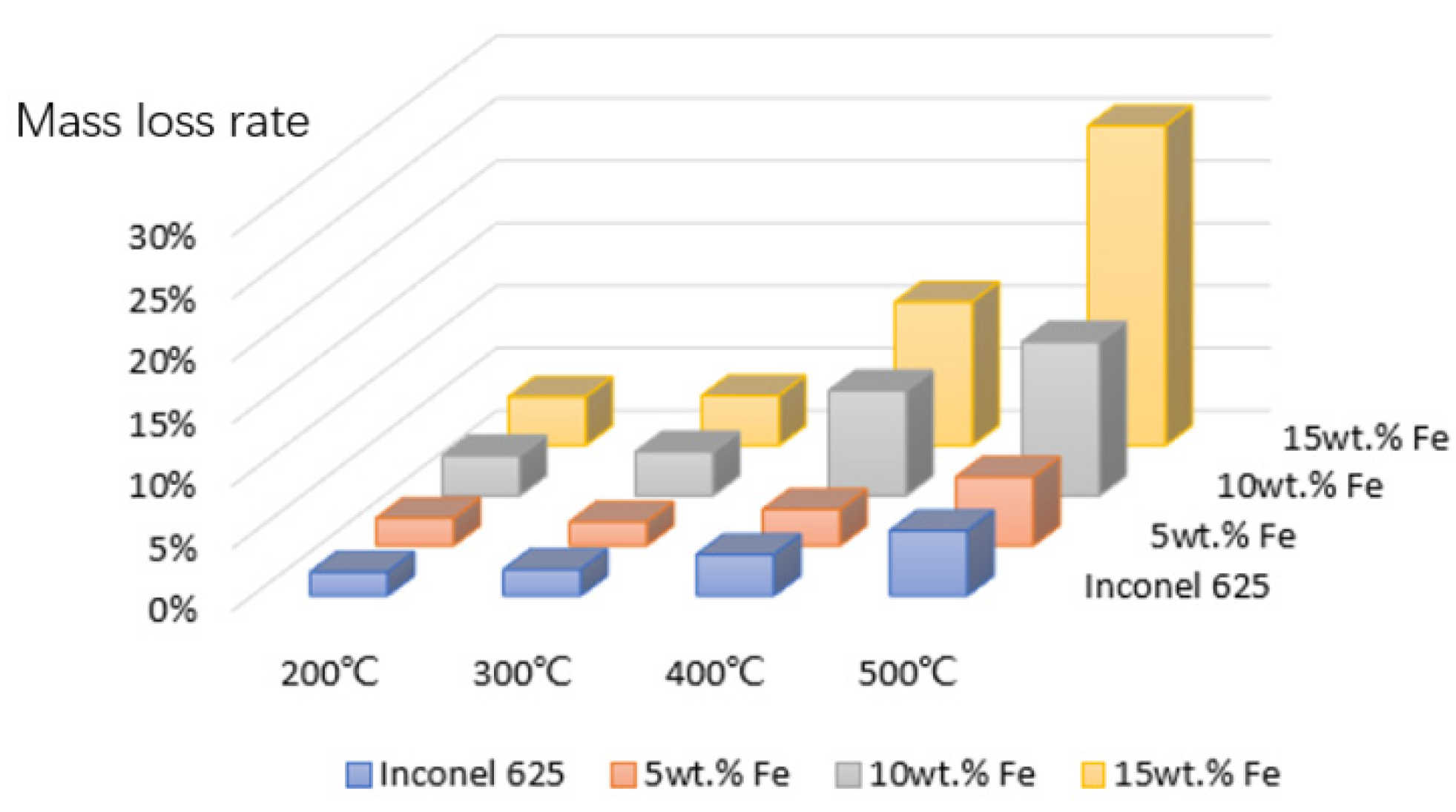
3.4. Corrosion Resistance Analysis
4. Conclusions
- The preferred grain orientation <001> of the Inconel 625 laser cladding layer is first weakened, and then strengthened with the increase in Fe content. There is a positive correlation between the degree of grain orientation and the proportion of low-angle grain boundaries. The stronger the preferred grain orientation, the smaller the low-angle grain boundaries.
- With the increase in Fe content, the phase of the Inconel 625 alloy cladding layer was not changed, but the solid solution of Nb, Mo, and other elements in the Inconel 625 alloy were decreased, the grains was coarsened, the fine grains was decreased, the surface hardness of the coating was decreased, and the wear resistance was decreased.
- When Fe content was below 5 wt.%, the hardness, wear resistance, high temperature corrosion resistance, and the performance were similar. However, when Fe content exceeded 5 wt.%, the wear resistance and the corrosion resistance at high temperature were significantly reduced. Therefore, 5 wt.% Fe can be used as the reference limit for controlling the dilution rate for the laser cladding Inconel 625 alloy layer.
Author Contributions
Funding
Informed Consent Statement
Conflicts of Interest
References
- Chen, J.L.; Li, J.; Song, R.; Bai, L.L.; Shao, J.Z.; Qu, C.C. Effect of the Scanning speed on microstructural evolution and wear behaviors of laser cladding NiCrBSi composite coatings. Opt. Laser Technol. 2015, 72, 86–89. [Google Scholar] [CrossRef]
- Yuan, W.; Li, R.; Chen, Z.; Gu, J.; Tian, Y. A comparative study on microstructure and properties of traditional laser cladding and high-speed laser cladding of Ni45 alloy coatings. Surf. Coat. Technol. 2020, 405, 126582. [Google Scholar] [CrossRef]
- Kim, J.D.; Peng, Y. Melt pool shape and dilution of laser cladding with wire feeding. J. Mater. Process. Technol. 2000, 104, 284–293. [Google Scholar] [CrossRef]
- Wang, S.; Deng, S.; Liu, W.J. Optimization of Process Parameters for Laser Cladding Fe35A Alloy on 45 Steel Surface. Laser Optoelectron. Prog. 2021, 58, 0914007. [Google Scholar]
- Guo, W.; Zhang, Y.P.; Chai, R.X. Numerical simulation and experimental study of single-track laser cladding of 304 stainless steels. Laser Optoelectron. Prog. 2019, 56, 091401. [Google Scholar] [CrossRef]
- Guo, W.; Li, K.K.; Chai, R.X. Numerical simulation and experiment of dilution effect in laser cladding 304 stainless steel. Laser Optoelectron. Prog. 2019, 56, 051402. [Google Scholar] [CrossRef]
- Bartkowski, D.; Młynarczak, A.; Piasecki, A.; Dudziak, B.; Gościański, M.; Bartkowska, A. Microstructure, microhardness and corrosion resistance of Stellite-6 coatings reinforced with WC particles using laser cladding. Opt. Laser Technol. 2015, 68, 191–201. [Google Scholar] [CrossRef]
- Farahmand, P.; Kovacevic, R. Corrosion and wear behavior of laser cladded Ni–WC coatings. Surf. Coat. Technol. 2015, 276, 121–135. [Google Scholar] [CrossRef]
- Adesina, O.S.; Popoola, A.P.I.; Pityana, S.L.; Oloruntoba, D.T. Microstructural and tribological behavior of in situ synthesized Ti/Co coatings on Ti-6Al-4V alloy using laser surface cladding technique. Int. J. Adv. Manuf. Technol. 2018, 95, 1265–1280. [Google Scholar] [CrossRef]
- Al-Sayed, S.R.; Hussein, A.A.; Nofal, A.A.; Hassab Elnaby, S.I.; Elgazzar, H. Characterization of a laser surface-treated martensitic stainless steel. Materials 2017, 10, 595. [Google Scholar] [CrossRef]
- Sun, Z.; Li, X.; Wang, Z. Microstructure and mechanical properties of low activation Fe–Ti–Cr–V–W multi-principal element alloys. J. Nucl. Mater. 2020, 533, 152078. [Google Scholar] [CrossRef]
- Zhou, Y.J.; Zhang, Y.; Wang, Y.L.; Chen, G.L. Microstructure and compressive properties of multicomponent Alx (TiVCrMnFeCoNiCu) 100 − x high-entropy alloys. Mater. Sci. Eng. A 2007, 454, 260–265. [Google Scholar] [CrossRef]
- Al-Sayed, S.R.; Samad, F.A.; Mohamed, T.; Youssef, D. Novel Surface Topography and Microhardness Characterization of Laser Clad Layer on TC4 Titanium Alloy Using Laser-Induced Breakdown Spectroscopy and Machine Learning. Metall. Mater. Trans. A 2022, 53, 3639–3653. [Google Scholar] [CrossRef]
- Singh, S.; Goyal, D.K.; Kumar, P.; Bansal, A. Influence of laser cladding parameters on slurry erosion performance of NiCrSiBC+ 50WC claddings. Int. J. Refract. Met. Hard Mater. 2022, 105, 105825. [Google Scholar] [CrossRef]
- Duriagina, Z.; Kulyk, V.; Kovbasiuk, T.; Vasyliv, B.; Kostryzhev, A. Synthesis of functional surface layers on stainless steels by laser alloying. Metals 2021, 11, 434. [Google Scholar] [CrossRef]
- Sun, N.; Fang, Y.; Zhang, J.Q.; Gu, Z.J.; Lei, J.B. Effect of WC-12Co addition on microstructure and wear resistance of Inconel 625 matrix composites prepared by Laser cladding. Chin. J. Laser 2021, 48, 0602106. [Google Scholar]
- Ma, Y.; Wang, J.; Gao, Y.; Wang, X.; Chen, J.; Ding, Y. Improving Intergranular Corrosion Resistance in Inconel 625 via Grain Boundary Character Distribution Optimization. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2021, 36, 911–921. [Google Scholar] [CrossRef]
- Dong, J.; Zhu, Z.X.; Liu, A.J.; Zhong, Z.H.; Song, K.J. Microstructure and mechanical properties of surfacing inconel 625 super alloy on ductile cast iron. Welded Pipe Pube 2021, 44, 17–22. [Google Scholar]
- Wang, J.F.; Ge, H.H.; Xu, H.Z.; Qunli, Z.; Jianhua, Y. Effects of induced lorentz force on Fe element distribution in laser cladding Inconel 718 coatings. Rare Met. Mater. Eng. 2021, 50, 8. [Google Scholar]
- Xue, Y.T.; Shi, Y.; Zhu, M.; Li, X. Analysis of microstructure and properties of Inconel 625 powder cladded by semiconductor laser. Electr. Weld. Mach. 2018, 48, 23–27. [Google Scholar]
- Chen, Y.; Wang, X.; Zhao, Y.; Song, B.; Yu, T. Interactive optimization of process parameters and coating analysis of laser cladding JG-3 powder. Int. J. Adv. Manuf. Technol. 2020, 107, 2623–2633. [Google Scholar] [CrossRef]
- Xi, W.; Song, B.; Zhao, Y.; Yu, T.; Wang, J. Geometry and dilution rate analysis and prediction of laser cladding. Int. J. Adv. Manuf. Technol. 2019, 103, 4695–4702. [Google Scholar] [CrossRef]
- Xu, J.L.; Tan, W.S.; Hu, Z.R.; Zhou, J.Z. Application of RBF neural network in the prediction of dilution ratio of laser cladding cobalt based alloy coating. Appl. Laser 2021, 41, 752–757. [Google Scholar]
- Du, Y.B.; Hu, Y.F.; Xu, L.; Zhou, Z.J. Prediction method for dilution rate of laser cladding layer of 15-5PH alloy powder based on PSO-SVR. CIMS 2022, 28, 2169–2178. [Google Scholar]
- Liu, Y.; Liu, P.S.; Guo, Y.; Li, Z.J.; Zhang, Q.L.; Zhang, L.J.; Zhang, J.X. Dilution Rate of Laser Cladded Ultrahigh Strength Steel. Laser Optoelectron. Prog. 2021, 58, 2314005. [Google Scholar]
- Zhao, X.B.; Gao, S.F.; Yang, C.B.; Zhang, J.; Liu, L.; Fu, H.Z.; Tang, X.; Cao, L.M. Influence of crystal orientation on microstructure and mechanical properties and its control for nickel base single crystal superalloys. Mater. China 2013, 1, 24–38. [Google Scholar]
- Napolitano, R.E.; Schaefer, R.J. The convergence-fault mechanism for low-angle boundary formation in single-crystal castings. J. Mater. Sci. 2000, 35, 1641–1659. [Google Scholar] [CrossRef]
- Newell, M.; Devendra, K.; Jennings, P.; D’Souza, N. Role of dendrite branching and growth kinetics in the formation of low angle boundaries in Ni–base superalloys. Mater. Sci. Eng. A 2005, 412, 307–315. [Google Scholar] [CrossRef]
- Wang, W.; Kermanpur, A.; Lee, P.D.; McLean, M. Simulation of dendritic growth in the platform region of single crystal superalloy turbine blades. J. Mater. Sci. 2003, 38, 4385–4391. [Google Scholar] [CrossRef]
- He, G.; Li, J.G.; Mao, X.M.; Fu, H.Z. Influence of crystal orientation on microstructure and mechanical properties and its control for nickel base single crystal superalloys. J. Aeronaut. Mater. 1995, 15, 9–14. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Fe | C | Mn | P | Si | Cr | Cu | Ni |
| wt.% | Bal. | 0.200 | 0.410 | 0.014 | 0.210 | 0.060 | 0.165 | 0.050 |
| Composition | Ni | C | Mn | Mo | Si | Nb | Ti | Cr | Co | Fe |
| wt.% | Bal. | 0.035 | 0.15 | 9.56 | 0.3 | 3.8 | 0.15 | 22 | 0.03 | 1.5 |
| Atomic Species | Fe | Nb | Mo |
| Radius/Å | 1.24 | 1.43 | 1.36 |
| Composition | NaCl | K2SO4 | KNO3 | NaNO3 |
| wt.% | 45 | 20 | 15 | 20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, W.; Li, L.; Mi, G.; Wang, J.; Pan, Y. Effect of Fe Content on Microstructure and Properties of Laser Cladding Inconel 625 Alloy. Materials 2022, 15, 8200. https://doi.org/10.3390/ma15228200
Liu W, Li L, Mi G, Wang J, Pan Y. Effect of Fe Content on Microstructure and Properties of Laser Cladding Inconel 625 Alloy. Materials. 2022; 15(22):8200. https://doi.org/10.3390/ma15228200
Chicago/Turabian StyleLiu, Weidong, Lei Li, Guofa Mi, Jincai Wang, and Yujia Pan. 2022. "Effect of Fe Content on Microstructure and Properties of Laser Cladding Inconel 625 Alloy" Materials 15, no. 22: 8200. https://doi.org/10.3390/ma15228200
APA StyleLiu, W., Li, L., Mi, G., Wang, J., & Pan, Y. (2022). Effect of Fe Content on Microstructure and Properties of Laser Cladding Inconel 625 Alloy. Materials, 15(22), 8200. https://doi.org/10.3390/ma15228200