
Study of Wear, Stress and Vibration Characteristics of Silicon Carbide Tool Inserts and Nano Multi-Layered Titanium Nitride-Coated Cutting Tool Inserts in Turning of SS304 Steels

 , , , , , ,
, , , , , ,  and
and
Abstract
:1. Introduction
2. Experimentation
2.1. Materials and Methods
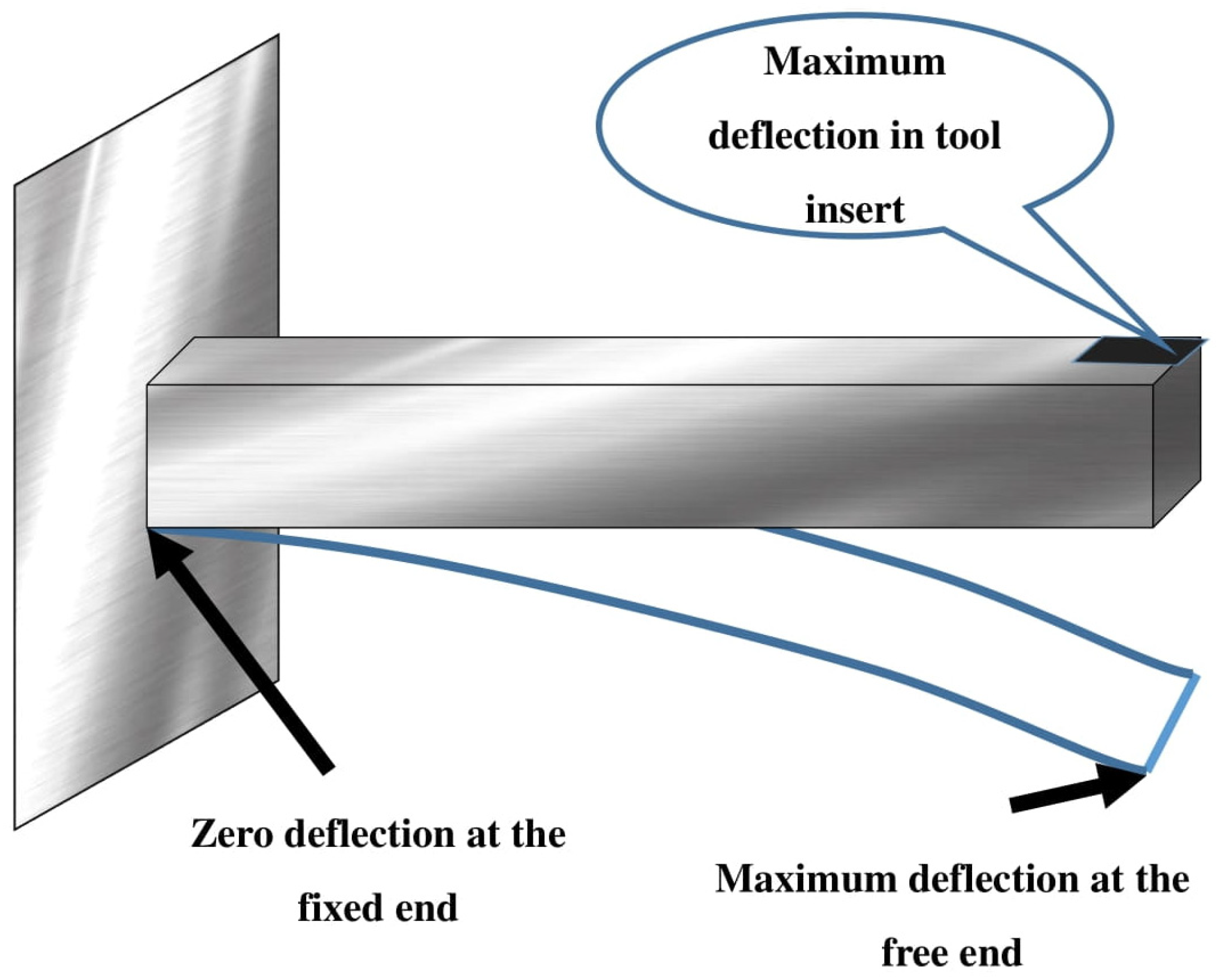
2.2. Numerical Analysis of Vibrational Behavior of Tool Inserts
3. Results and Discussions
4. Conclusions
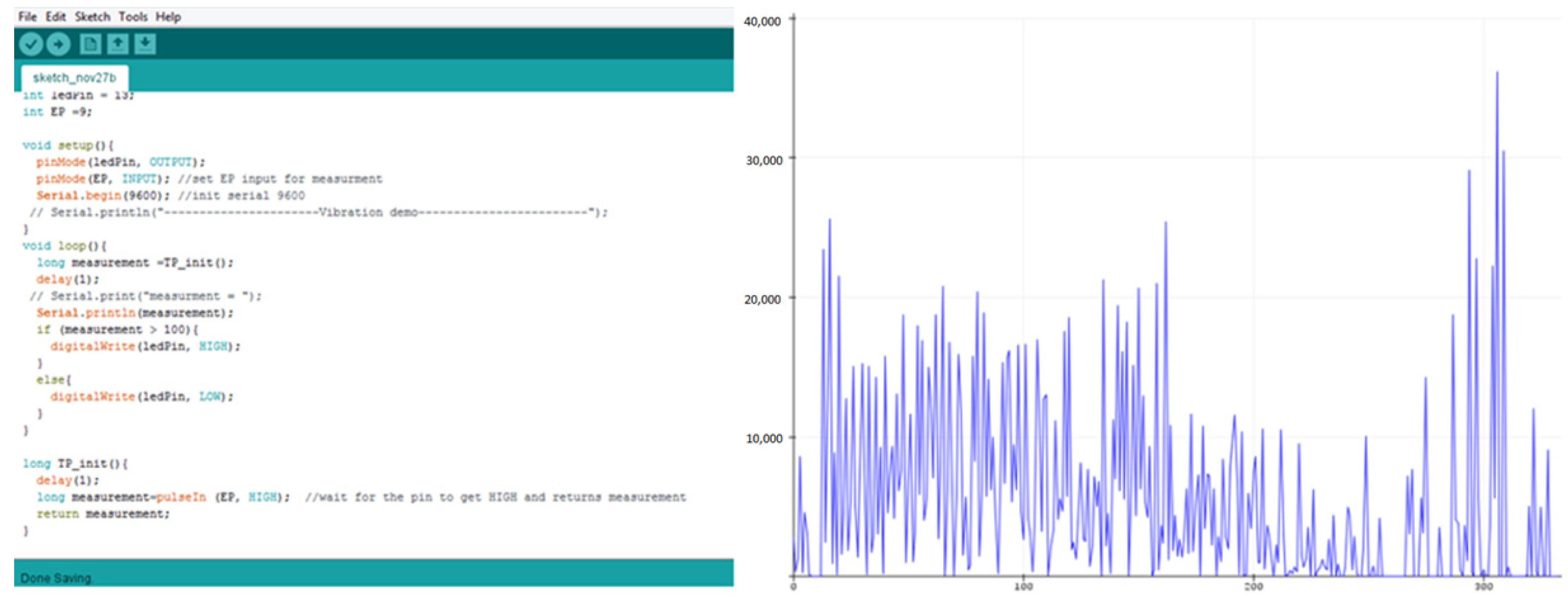
- At a feed rate of 0.7 mm/min, a depth of cut 0.5 mm and a spindle speed of 250 rpm, 12 KHz of vibrational frequency is observed in the uncoated Silicon Carbide tool insert. Meanwhile, in the Titanium Nitride-coated tool insert, the vibration frequency is reduced to 10 KHz;
- The vibration frequencies of SiC and TiN tool inserts show the increasing trend corresponding to the feed rate, depth of cut and the cutting speed. The amplitude and frequency of the vibration is strongly influenced with the cutting speed and depth of cut, whereas the feed rate increases the frequency and the amplitude reduces which shows the damping phenomenon of the tool holder with the work piece;
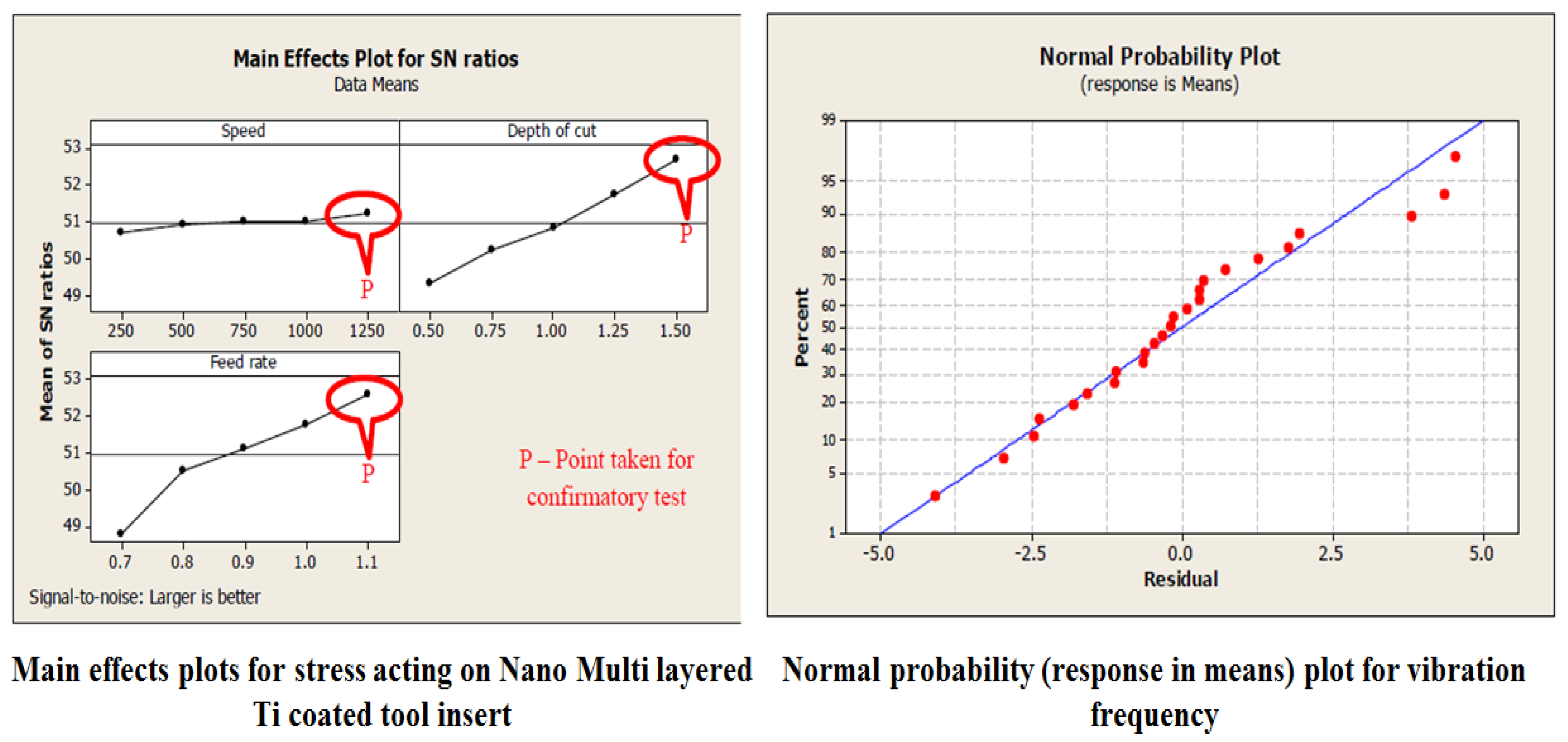
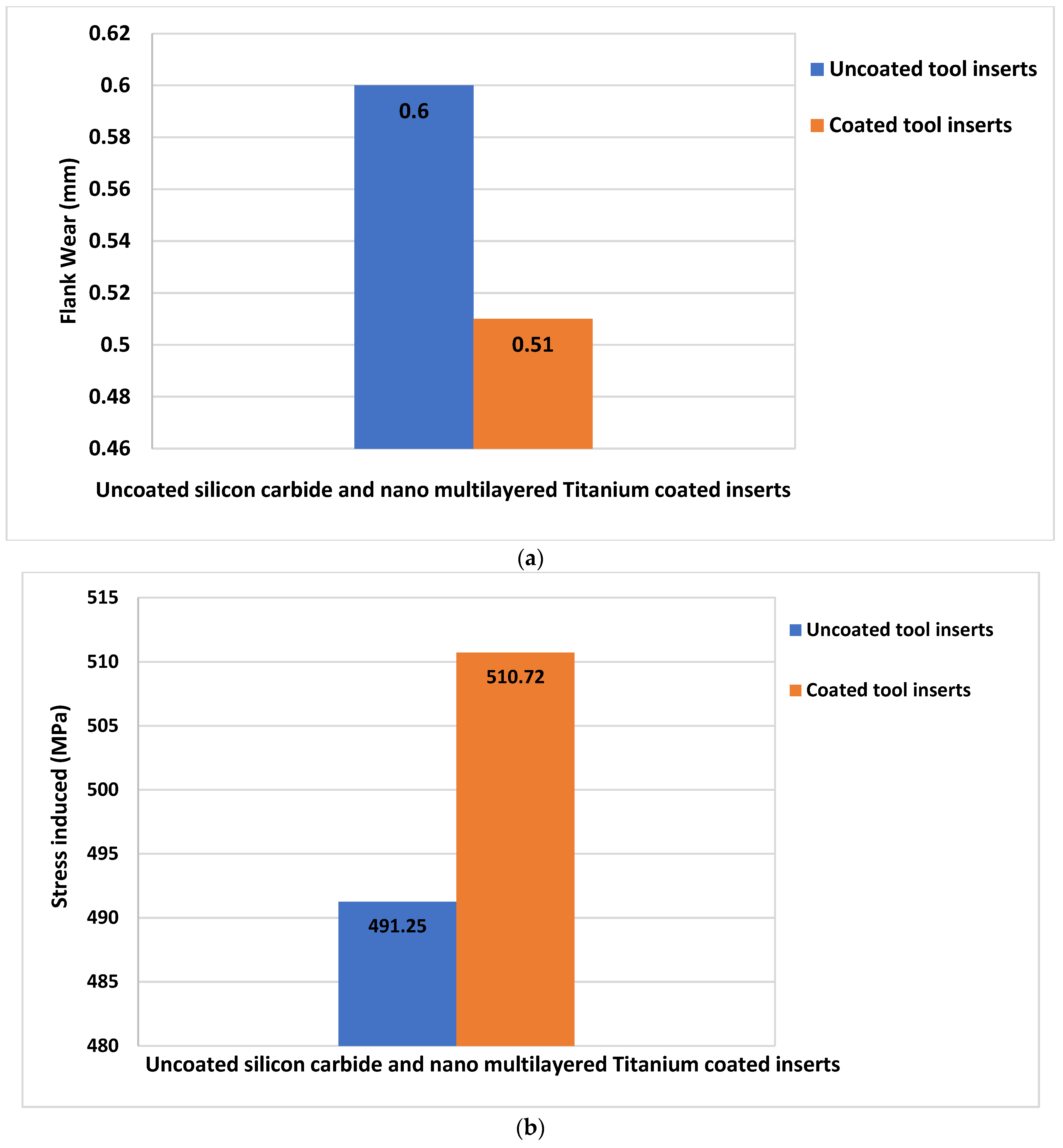
- At the feed rate of 1.1 mm/min, a depth of cut of 1.5 mm and a spindle speed of 1000 rpm, maximum stress is found in the tool insert (both the Silicon Carbide insert and Titanium Nitride-coated insert) contact region of insert and SS304 work piece. For the uncoated Silicon Carbide tool insert, 394.6 MPa of stress is found. Meanwhile, in the Titanium Nitride-coated tool insert, a maximum stress of 620.84 MPa has been observed;
- The contribution of the flank wear is greater compared to the crater wear. At the feed rate of 1.1 mm/min, depth of cut of 1.5 mm and spindle speed of 1000 rpm, 60% of flank wear and 40% of crater wear are contributed by the tool size reduction;
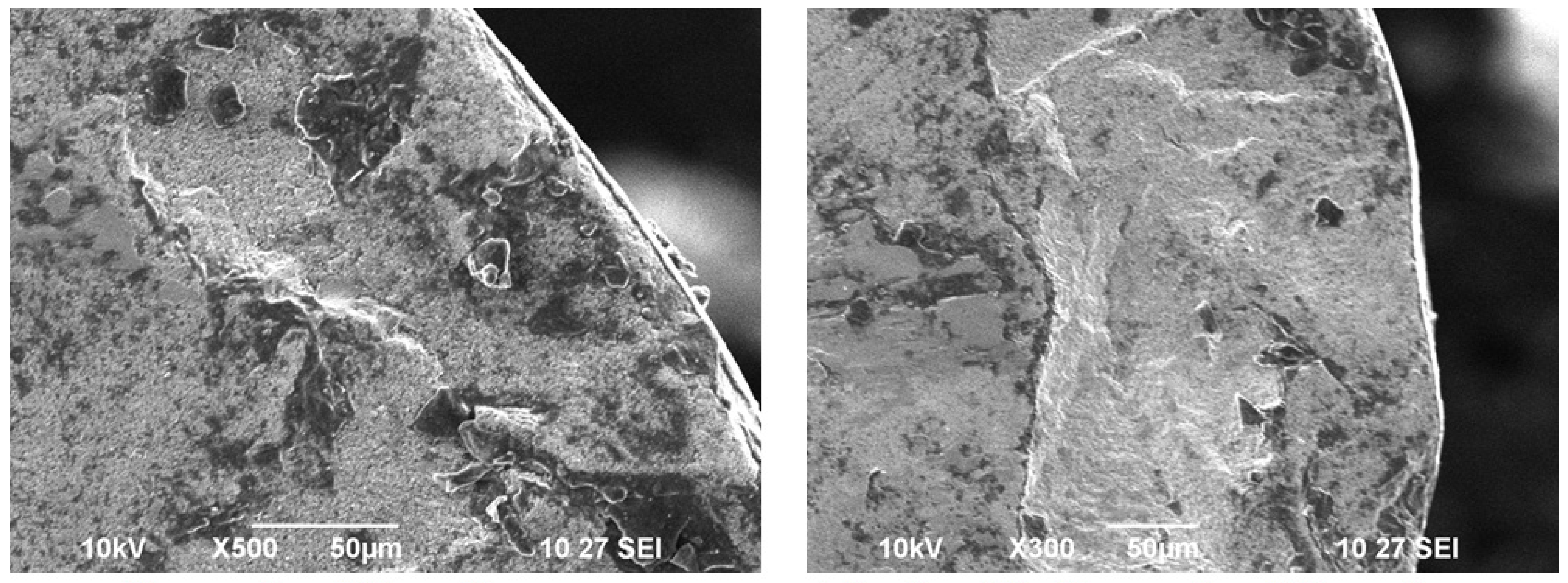
- The wear pattern microscopic images taken after the turning tests unveiled that the uncoated tungsten carbide inserts reported the microscopic patches and nucleation of cracks as well as voids of maximum size and crater depth of 0.2 mm. As a result, multilayered Titanium Nitride-coated turning tool inserts have shown superior wear resistance by reducing crack nucleation and voids by 0.07 mm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lim, G.H. Tool-wear monitoring in machine turning. J. Mater. Process. Technol. 1995, 51, 25–36. [Google Scholar] [CrossRef]
- Song, D.Y.; Otani, N.; Aoki, T.; Kamakoshi, Y.; Ohara, Y.; Tamaki, H. A new approach to cutting state monitoring in end-mill machining. Int. J. Mach. Tools Manuf. 2005, 45, 909–921. [Google Scholar] [CrossRef]
- Liang, S.Y.; Dornfeld, D.A. Tool wear detection using time series analysis of acoustic emission. J. Eng. Ind. 1989, 111, 199–205. [Google Scholar] [CrossRef]
- PalDey, S.C.D.S.; Deevi, S.C. Single layer and multilayer wear resistant coatings of (Ti, Al) N: A review. Mater. Sci. Eng. A 2003, 342, 58–79. [Google Scholar] [CrossRef]
- Ghani, J.A.; Choudhury, I.A.; Masjuki, H.H. Wear mechanism of TiN coated carbide and uncoated cermets tools at high cutting speed applications. J. Mater. Process. Technol. 2004, 153, 1067–1073. [Google Scholar] [CrossRef]
- Özel, T.; Hsu, T.K.; Zeren, E. Effects of cutting edge geometry, workpiece hardness, feed rate and cutting speed on surface roughness and forces in finish turning of hardened AISI H13 steel. Int. J. Adv. Manuf. Technol. 2005, 25, 262–269. [Google Scholar] [CrossRef]
- Ganeshkumar, S.; Thirunavukkarasu, V.; Sureshkumar, R.; Venkatesh, S.; Ramakrishnan, T. Investigation of wear behaviour of silicon carbide tool inserts and titanium nitride coated tool inserts in machining of EN8 steel. Int. J. Mech. Eng. Technol. 2019, 10, 1862–1873. [Google Scholar]
- Kumar, S.G.; Thirunavukkarasu, V. Investigation of Tool Wear and Optimization of Process Parameters in Turning of EN8 and EN 36 Steels. Asian J. Res. Soc. Sci. Humanit. 2016, 6, 237–243. [Google Scholar] [CrossRef]
- De Oliveira, V.V.; Beltrão, P.D.C.; Pintaude, G. Effect of tool geometry on the wear of cemented carbide coated with TiAlN during drilling of compacted graphite iron. Wear 2011, 271, 2561–2569. [Google Scholar] [CrossRef]
- Lane, B.M.; Shi, M.; Dow, T.A.; Scattergood, R. Diamond tool wear when machining Al6061 and 1215 steel. Wear 2010, 268, 1434–1441. [Google Scholar] [CrossRef]
- Attanasio, A.; Ceretti, E.; Fiorentino, A.; Cappellini, C.; Giardini, C. Investigation and FEM-based simulation of tool wear in turning operations with uncoated carbide tools. Wear 2010, 269, 344–350. [Google Scholar] [CrossRef]
- Vijayaraghavan, V.; Garg, A.; Gao, L.; Vijayaraghavan, R.; Lu, G. A finite element based data analytics approach for modeling turning process of Inconel 718 alloys. J. Clean. Prod. 2016, 137, 1619–1627. [Google Scholar] [CrossRef]
- Venkatesh, S.; Sivapirakasam, S.P.; Sakthivel, M.; Ganeshkumar, S.; Prabhu, M.M.; Naveenkumar, M. Experimental and numerical investigation in the series arrangement square cyclone separator. Powder Technol. 2021, 383, 93–103. [Google Scholar] [CrossRef]
- Ganeshkumar, S.; Sureshkumar, R.; Sureshbabu, Y.; Balasubramani, S. A Numerical Approach to Cutting Tool Stress in CNC Turning of En8 Steel with Silicon Carbide Tool Insert. Int. J. Sci. Technol. Res. 2019, 8, 3227–3231. [Google Scholar]
- Ganeshkumar, S.; Sureshkumar, R.; Sureshbabu, Y.; Balasubramani, S. A Review On Cutting Tool Measurement in Turning Tools by Cloud Computing Systems in Industry 4.0 and IoT. GIS Sci. J. 2020, 7, 1–7. [Google Scholar]
- Liu, E.; Wang, R.; Zhang, Y.; An, W. Tool wear analysis of cutting Ti-5553 with uncoated carbide tool under liquid nitrogen cooling condition using tool wear maps. J. Manuf. Process. 2021, 68, 877–887. [Google Scholar] [CrossRef]
- Ganeshkumar, S.; Kumar, S.D.; Magarajan, U.; Rajkumar, S.; Arulmurugan, B.; Sharma, S.; Li, C.; Ilyas, R.A.; Badran, M.F. Investigation of Tensile Properties of Different Infill Pattern Structures of 3D-Printed PLA Polymers: Analysis and Validation Using Finite Element Analysis in ANSYS. Materials 2022, 15, 5142. [Google Scholar] [CrossRef] [PubMed]
- Ghule, G.S.; Sanap, S.; Adsul, S.; Chinchanikar, S.; Gadge, M. Experimental investigations on the ultrasonic vibration-assisted hard turning of AISI 52100 steel using coated carbide tool. Mater. Today Proc. 2022; in press. [Google Scholar] [CrossRef]
- Stephenson, D.A.; Agapiou, J.S. Metal Cutting Theory and Practice; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feed Rate mm/rev | Depth of Cut mm | Speed rpm |
|---|---|---|
| 0.7 | 0.5 | 250 |
| 0.8 | 0.75 | 500 |
| 0.9 | 1 | 750 |
| 1 | 1.25 | 1000 |
| 1.1 | 1.5 | 1250 |
| End cutting edge angle | −5° |
| Back rake angle | −5° |
| Side rake angle | 5° |
| Side relief angle | 10° |
| End relief angle | 10° |
| Nose radius | 0.7 mm |
| Trials | Depth of Cut | Speed | Feed Rate |
|---|---|---|---|
| mm | rpm | mm/min | |
| 1 | 0.5 | 250 | 0.19 |
| 2 | 0.75 | 500 | 0.29 |
| 3 | 1 | 750 | 0.3 |
| 4 | 1.25 | 1000 | 0.39 |
| 5 | 1.5 | 1250 | 0.46 |
| 6 | 0.5 | 500 | 0.24 |
| 7 | 0.75 | 750 | 0.36 |
| 8 | 1 | 1000 | 0.4 |
| 9 | 1.25 | 1250 | 0.48 |
| 10 | 1.5 | 250 | 0.57 |
| 11 | 0.5 | 750 | 0.35 |
| 12 | 0.75 | 1000 | 0.44 |
| 13 | 1 | 1250 | 0.53 |
| 14 | 1.25 | 250 | 0.59 |
| 15 | 1.5 | 500 | 0.69 |
| 16 | 0.5 | 1000 | 0.45 |
| 17 | 0.75 | 1250 | 0.59 |
| 18 | 1 | 250 | 0.61 |
| 19 | 1.25 | 500 | 0.64 |
| 20 | 1.5 | 750 | 0.76 |
| 21 | 0.5 | 1250 | 0.55 |
| 22 | 0.75 | 250 | 0.68 |
| 23 | 1 | 500 | 0.72 |
| 24 | 1.25 | 750 | 0.75 |
| 25 | 1.5 | 1000 | 0.84 |
| Vibration Frequency | Tool Wear | |||||||
|---|---|---|---|---|---|---|---|---|
| Experimental | Numerical Analysis | Flank Wear | Crater Wear | |||||
| Trials | Uncoated SiC Tool Insert | TiN-Coated Tool Insert | Uncoated SiC Tool Insert | TiN-Coated Tool Insert | Flank Wear Uncoated Tool Inserts | Flank Wear Coated Tool Inserts | Crater Wear Uncoated Tool Inserts | Crater Wear Coated Tool Inserts |
| KhZ | KhZ | KhZ | KhZ | mm | mm | mm | mm | |
| 1 | 16.123 | 10.35 | 13.70 | 8.59 | 0.3 | 0.29 | 0.2 | 0.19 |
| 2 | 17.23 | 11.15 | 14.82 | 10.04 | 0.5 | 0.49 | 0.3 | 0.29 |
| 3 | 12.84 | 9.31 | 10.66 | 8.47 | 0.58 | 0.53 | 0.35 | 0.3 |
| 4 | 15.56 | 13.15 | 12.76 | 11.31 | 0.64 | 0.63 | 0.4 | 0.39 |
| 5 | 15.12 | 14.14 | 12.40 | 11.31 | 0.74 | 0.7 | 0.5 | 0.46 |
| 6 | 20.42 | 18.13 | 17.36 | 16.32 | 0.54 | 0.48 | 0.3 | 0.24 |
| 7 | 21.34 | 18.45 | 17.07 | 14.76 | 0.64 | 0.6 | 0.4 | 0.36 |
| 8 | 25.64 | 23.65 | 20.51 | 20.34 | 0.69 | 0.64 | 0.45 | 0.4 |
| 9 | 31.25 | 29.53 | 26.25 | 26.87 | 0.74 | 0.72 | 0.5 | 0.48 |
| 10 | 31.65 | 29.62 | 27.22 | 25.77 | 0.84 | 0.81 | 0.6 | 0.57 |
| 11 | 30.15 | 29.13 | 25.33 | 24.47 | 0.68 | 0.63 | 0.4 | 0.35 |
| 12 | 32.15 | 30.65 | 27.65 | 25.13 | 0.78 | 0.72 | 0.5 | 0.44 |
| 13 | 32.65 | 29.16 | 26.77 | 23.91 | 0.83 | 0.81 | 0.55 | 0.53 |
| 14 | 32.64 | 30.86 | 27.09 | 25.92 | 0.88 | 0.87 | 0.6 | 0.59 |
| 15 | 30.89 | 27.46 | 25.95 | 23.89 | 0.98 | 0.97 | 0.7 | 0.69 |
| 16 | 30.15 | 27.25 | 25.63 | 24.25 | 0.82 | 0.77 | 0.5 | 0.45 |
| 17 | 31.97 | 28.75 | 27.49 | 25.30 | 0.92 | 0.91 | 0.6 | 0.59 |
| 18 | 31.42 | 29.58 | 26.08 | 26.92 | 0.97 | 0.93 | 0.65 | 0.61 |
| 19 | 30.55 | 28.85 | 25.97 | 25.10 | 1.02 | 0.96 | 0.7 | 0.64 |
| 20 | 30.95 | 28.65 | 26.00 | 23.78 | 1.12 | 1.08 | 0.8 | 0.76 |
| 21 | 31.75 | 28.79 | 26.67 | 25.91 | 0.96 | 0.91 | 0.6 | 0.55 |
| 22 | 31.95 | 29.35 | 27.16 | 26.71 | 1.06 | 1.04 | 0.7 | 0.68 |
| 23 | 31.64 | 29.79 | 25.94 | 25.32 | 1.11 | 1.08 | 0.75 | 0.72 |
| 24 | 31.63 | 29.75 | 25.62 | 24.99 | 1.16 | 1.11 | 0.8 | 0.75 |
| 25 | 32.89 | 29.54 | 28.29 | 24.81 | 1.26 | 1.2 | 0.9 | 0.84 |
| Crater Wear | Without Coating | Crater Wear = −0.526 + 0.178 Depth of cut + 0.701 Feed rate + 0.000001 Speed + 0.00083 Fx + 0.00101 Fy + 0.00534 Fz |
| With Coating | Crater Wear = −0.633 + 1.06 Feed rate + 0.327 Depth of cut − 0.000013 Speed − 0.00273 Fx − 0.0108 Fy + 0.0105 Fz | |
| Flank Wear | Without Coating | Flank wear = −0.784 + 0.356 Depth of cut + 1.58 Feed rate + 0.000008 Speed − 0.00823 Fx + 0.00289 Fy + 0.00107 Fz |
| With Coating | Flank wear = −0.807 + 1.54 Feed rate + 0.375 Depth of cut + 0.000029 Speed- 0.00600 Fx − 0.0181 Fy + 0.0199 Fz |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ganeshkumar, S.; Singh, B.K.; Kumar, S.D.; Gokulkumar, S.; Sharma, S.; Mausam, K.; Li, C.; Zhang, Y.; Tag Eldin, E.M. Study of Wear, Stress and Vibration Characteristics of Silicon Carbide Tool Inserts and Nano Multi-Layered Titanium Nitride-Coated Cutting Tool Inserts in Turning of SS304 Steels. Materials 2022, 15, 7994. https://doi.org/10.3390/ma15227994
Ganeshkumar S, Singh BK, Kumar SD, Gokulkumar S, Sharma S, Mausam K, Li C, Zhang Y, Tag Eldin EM. Study of Wear, Stress and Vibration Characteristics of Silicon Carbide Tool Inserts and Nano Multi-Layered Titanium Nitride-Coated Cutting Tool Inserts in Turning of SS304 Steels. Materials. 2022; 15(22):7994. https://doi.org/10.3390/ma15227994
Chicago/Turabian StyleGaneshkumar, S., Bipin Kumar Singh, S. Dharani Kumar, S. Gokulkumar, Shubham Sharma, Kuwar Mausam, Changhe Li, Yanbin Zhang, and Elsayed Mohamed Tag Eldin. 2022. "Study of Wear, Stress and Vibration Characteristics of Silicon Carbide Tool Inserts and Nano Multi-Layered Titanium Nitride-Coated Cutting Tool Inserts in Turning of SS304 Steels" Materials 15, no. 22: 7994. https://doi.org/10.3390/ma15227994
APA StyleGaneshkumar, S., Singh, B. K., Kumar, S. D., Gokulkumar, S., Sharma, S., Mausam, K., Li, C., Zhang, Y., & Tag Eldin, E. M. (2022). Study of Wear, Stress and Vibration Characteristics of Silicon Carbide Tool Inserts and Nano Multi-Layered Titanium Nitride-Coated Cutting Tool Inserts in Turning of SS304 Steels. Materials, 15(22), 7994. https://doi.org/10.3390/ma15227994