The contour bevel gear is a key part in the field of mechanical transmission that transmits motion or power between intersecting shafts or staggered shafts. 20CrMnTi is a commonly used material for contour bevel gears, which produces high cutting temperature and strain during the cutting process, resulting in serious deformation and work hardening of the surface metal on the machined surface. It will lead to uneven distribution of the metamorphic layer formed on the machined surface, and unfavorable factors such as tissue stress may easily occur during the use of the gears, which may cause the metamorphic layer to fall off locally, affecting the surface accuracy, working size, and transmission efficiency. Therefore, it is necessary to study the metamorphic layer characteristics and the work hardening behavior of the machined surface.
In regards to the machined surface’s metamorphic layer and work hardening behavior, scholars mainly conducted research based on the formation mechanism of a surface’s metamorphic layer, the influence of process factors on surface microstructure, and the simulation and prediction of microstructure [
1]. Wang, L. et al. [
2] studied the grinding performance and grinding mechanism of a WD-201 microcrystalline corundum grinding wheel on 20CrMnTi steel gears in addition to studying the effects of different metallographic structures on residual stress and hardness through experiments. Gupta, K. et al. [
3] studied the variation law of surface profile deviation and surface roughness with discharge energy parameters through EDM machining of micro spur gears and analyzed the effects of wire EDM on the surface morphology, bearing length parameters, microstructure of pinions and hardness. Chen, T. et al. [
4] conducted a high-speed hard cutting test on GCrl5 hardened bearing steel and studied the causes of the white layer at different cutting speeds. Pathak, S. et al. [
5] evaluated the surface quality of bevel gears by detecting the surface finish, microstructure, and hardness, and found that the surface quality and microgeometric parameters of bevel gears after hardened honing were better than those without hardened honing. Liu, Z. [
6] carried out an ultrasonic rolling test of 18CrNiMo7-6 gear steel and explored the change of the metamorphic layer on the machined surface of the gear steel.
Some scholars have also conducted research based on the processing properties of 20CrMnTi materials and the simulation properties of gear steel. Gao, Y. et al. [
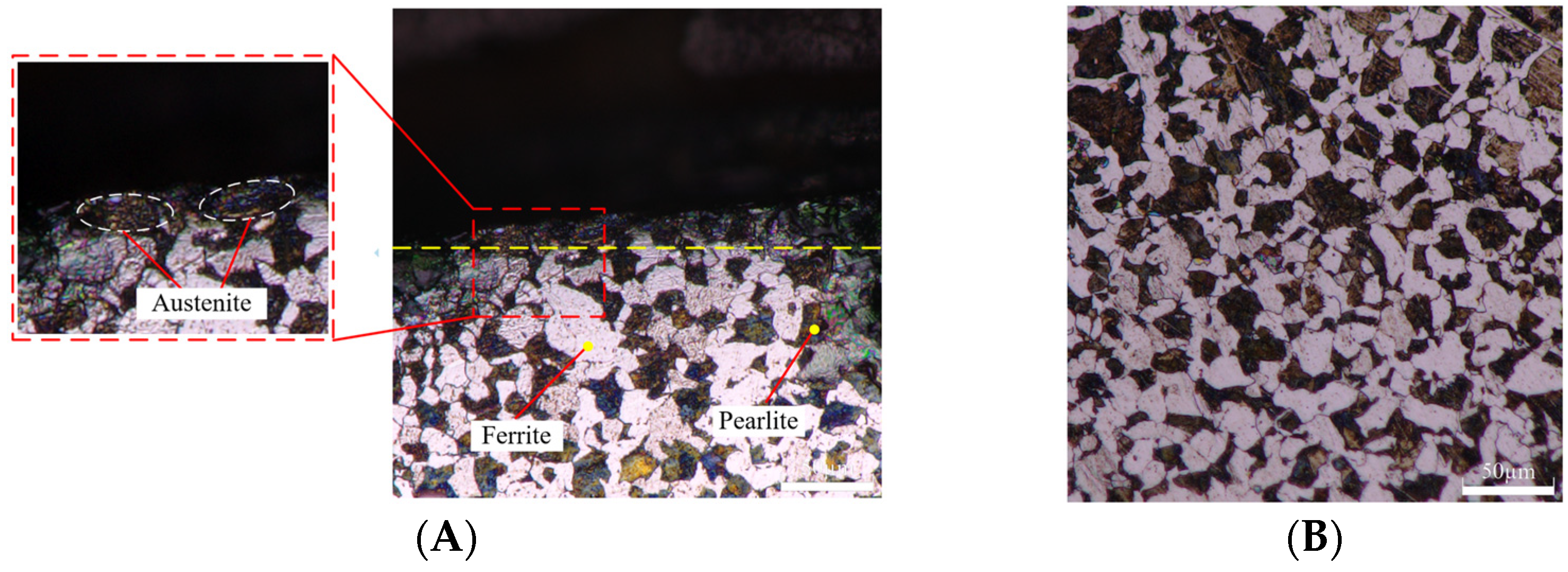
7] used X-ray diffraction to detect the residual stress of 20CrMnTi after processing and found that the substrate material of 20CrMnTi was a dual-phase alloy of ferrite and pearlite. Li, X. et al. [
8] analyzed 20CrMnTi with XRD, obtained XRD patterns and analyzed the proportion of elements. They studied the hot deformation behavior of 20CrMnTi steel at high temperature through isothermal compression test, the coefficient K related to temperature and strain rate was proposed, and the material constitutive equation was established. Zhao, X. et al. [
9] proposed a prediction modification method of the constitutive model, and the accuracy of the modification model was verified by isothermal compression test of 20CrMnTi. Wu, S. et al. [
10] used Gleeble-3500 thermal simulation technology to study the thermal simulation of 20CrMnTiH steel. The Arrhenius equation was used to establish the thermoplastic constitutive model and the relationship between flow stress, strain, strain rate and temperature in the forging process of 20CrMnTiH was revealed. Han, X. et al. [
11] studied the grain evolution process of gear tooth surface with an optical microscope and studied the evolution of cementite particles and gear tooth microstructure during cold rotary forging. Li, L. et al. [
12] studied the transformation law of 20CrMnTi during continuous cooling and found that there were three transformation regions of ferrite-pearlite, bainite and martensite in 20CrMnTi during continuous cooling. When the cooling rate increased, the starting time and duration of ferrite transformation in the steel shortened, resulting in an increase in the hardness of 20CrMnTi steel. Zhang, B. et al. [
13] studied the relationship between temperature and deformation resistance of 20CrMnTi steel during deformation in a two-phase region with an isothermal compression experiment, and analyzed the microstructure of the deformation region. Lv, L. et al. [
14] studied the microstructure of a closed extruding fine blanking spur gear and found that the metal streamline near the extrusion shear surface is relatively dense, the gear material in the deformation area produced large plastic deformation, and the material mainly flows along the axial direction. Yang, J. et al. [
15] established the prediction theory of work hardening degree based on low-speed orthogonal metal cutting. Yin, S. et al. [
16] developed the 3D/2D hybrid multi-physical-field model to predict the effect of F-EMS on fluid flow and successfully simulated the solute segregation of the continuously cast billet with final electromagnetic stirring. Guo, J. et al. [
17], based on the temperature-diffusion-transformation-stress multi-field coupling theory, established the improved multi-field multi-scale coupling model of the vacuum low-pressure carburizing process, providing a reference for the formulation of the vacuum carburizing process for practical production and application. Li, X. et al. [
18] conducted the numerical simulation and experimental study of the actual carburizing process of helical gears and verified the phase transformation properties and the influence on the distortion and residual stresses after carburizing and quenching. Su, J. et al. [
19] proposed the heat distribution ratio and convective cooling coefficient of the grinding process and conducted the finite element simulation of grinding, showing that the change of tooth surface temperature was generated through the grinding process. Tang, H. et al. [
20] conducted finite element simulation of the forging processes, analyzed the effects of initial forging temperature and passes on the temperature and strain rate of forgings, and obtained the suitable forging temperature of 1000–1100 °C in the forging passes.
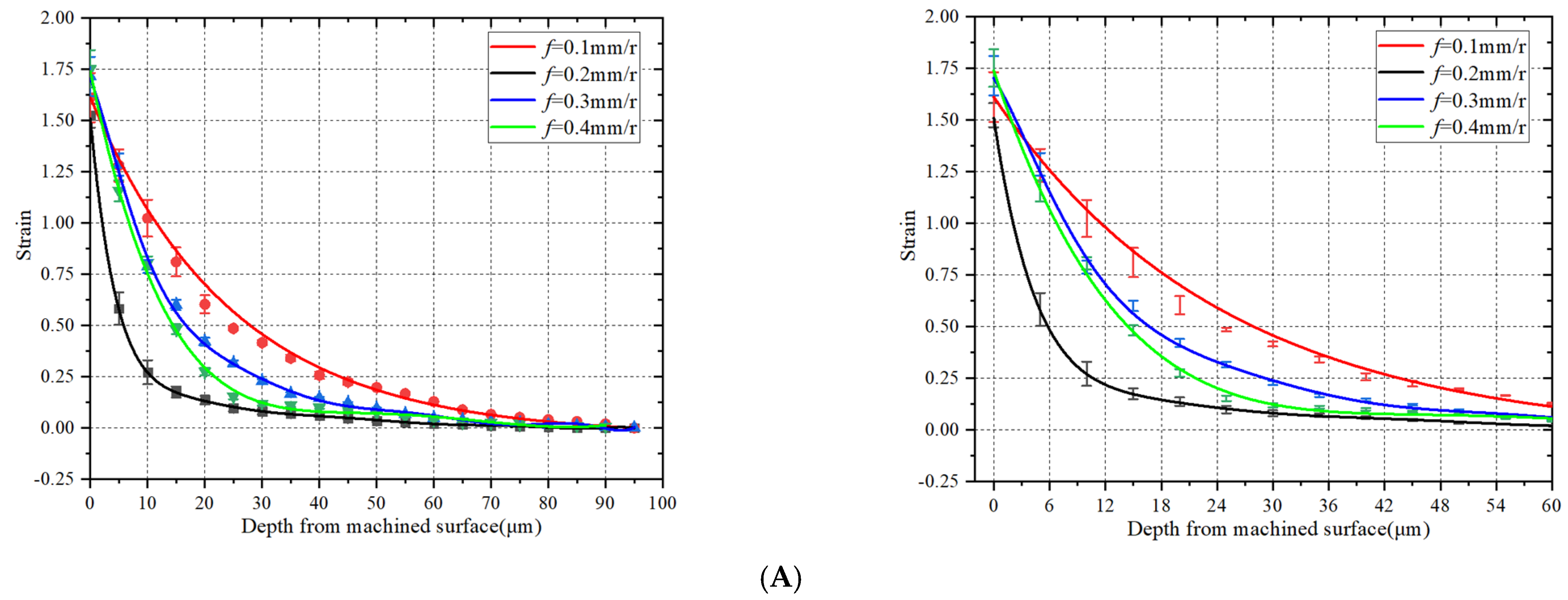
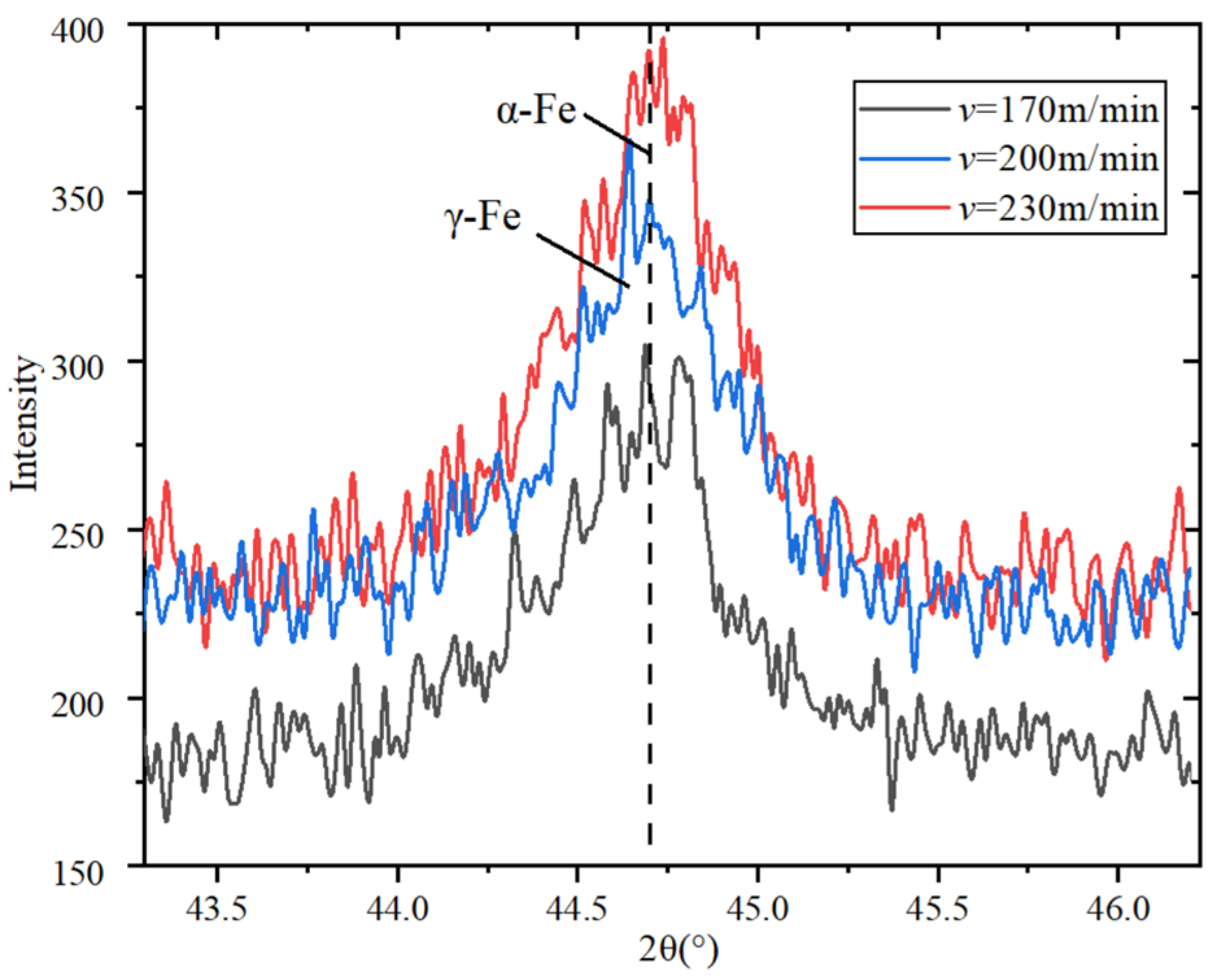
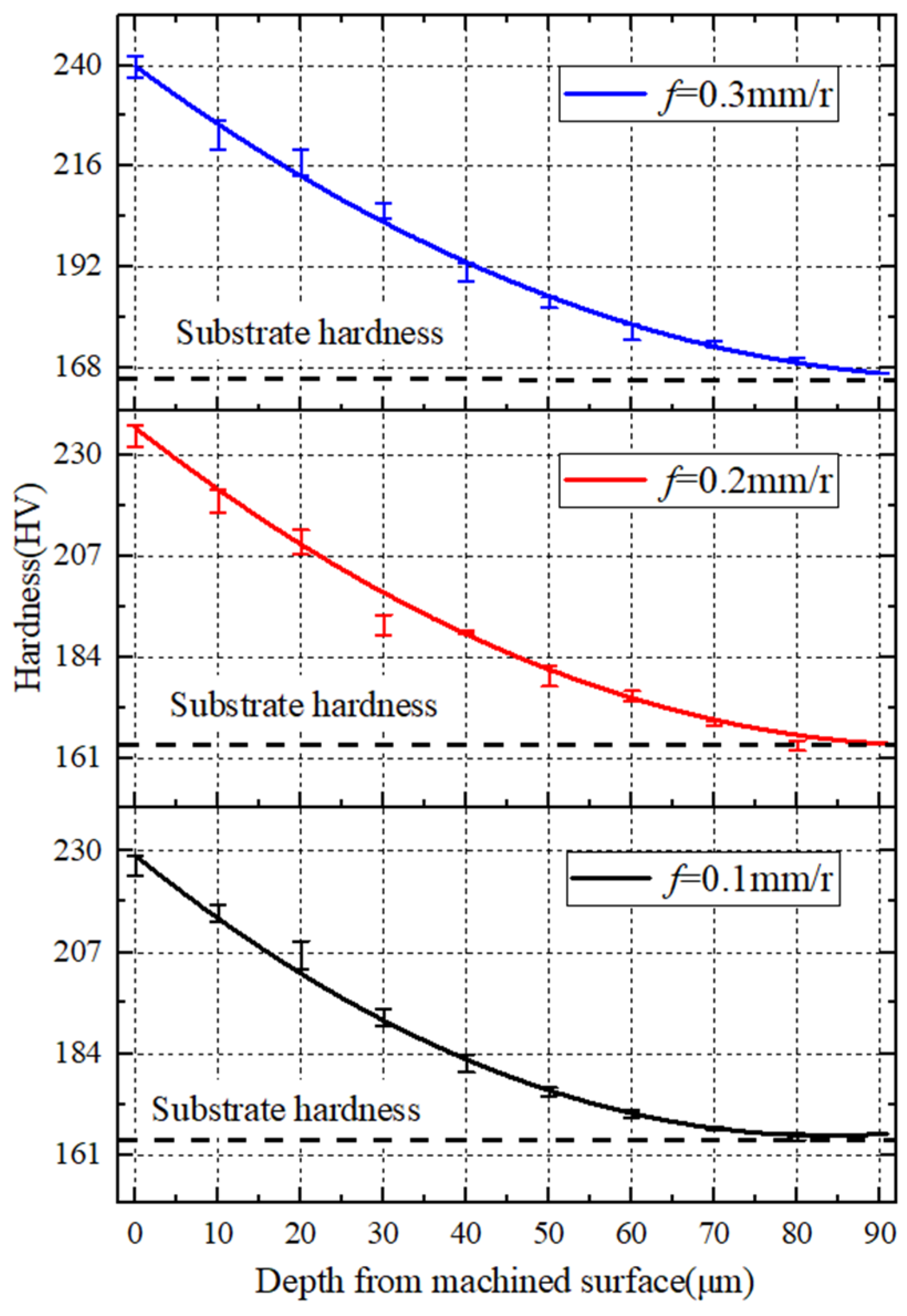
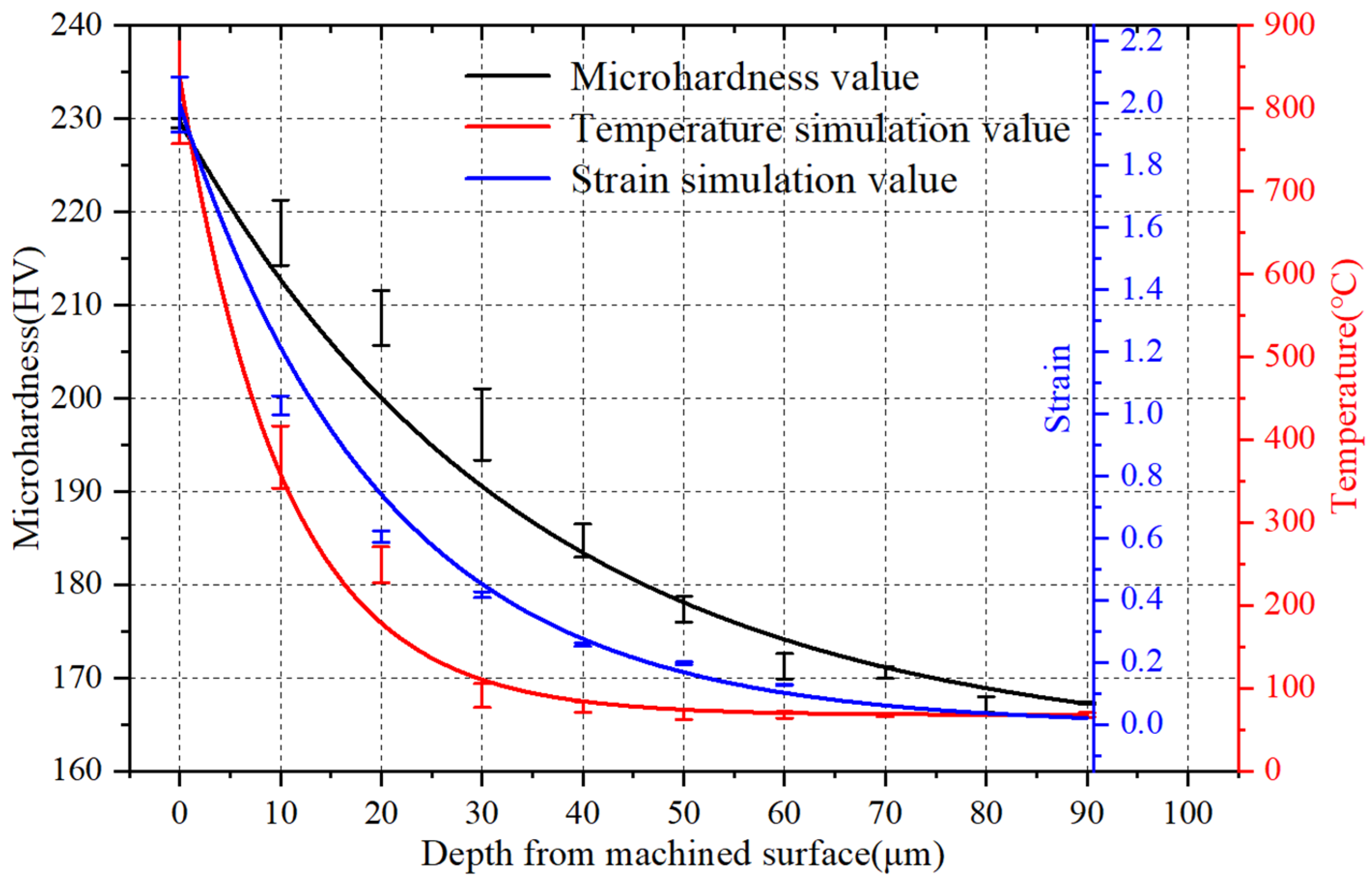
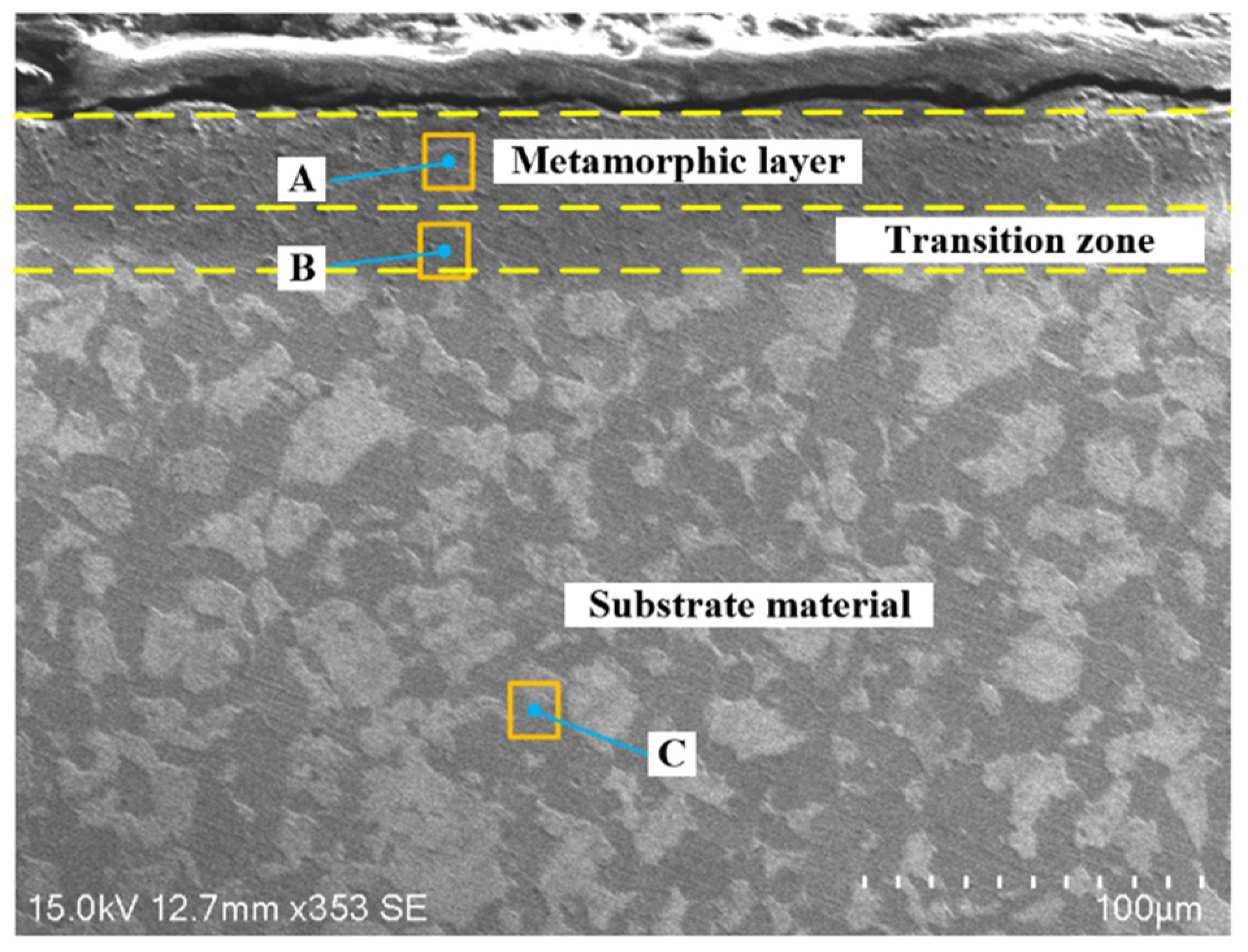
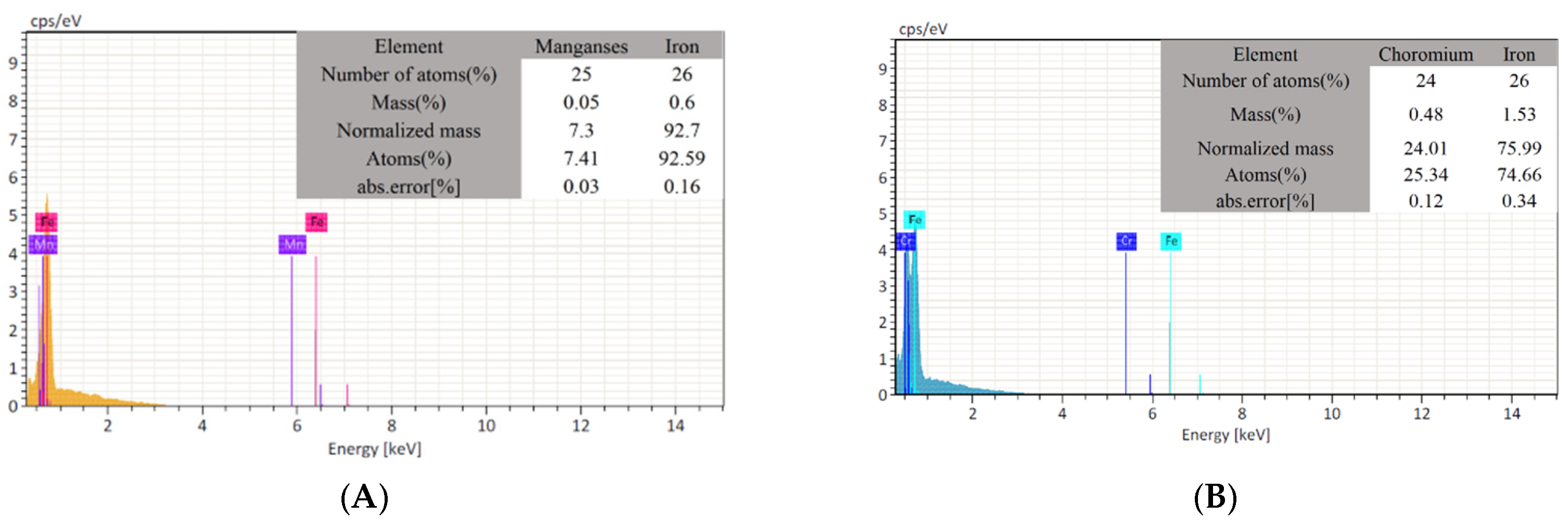
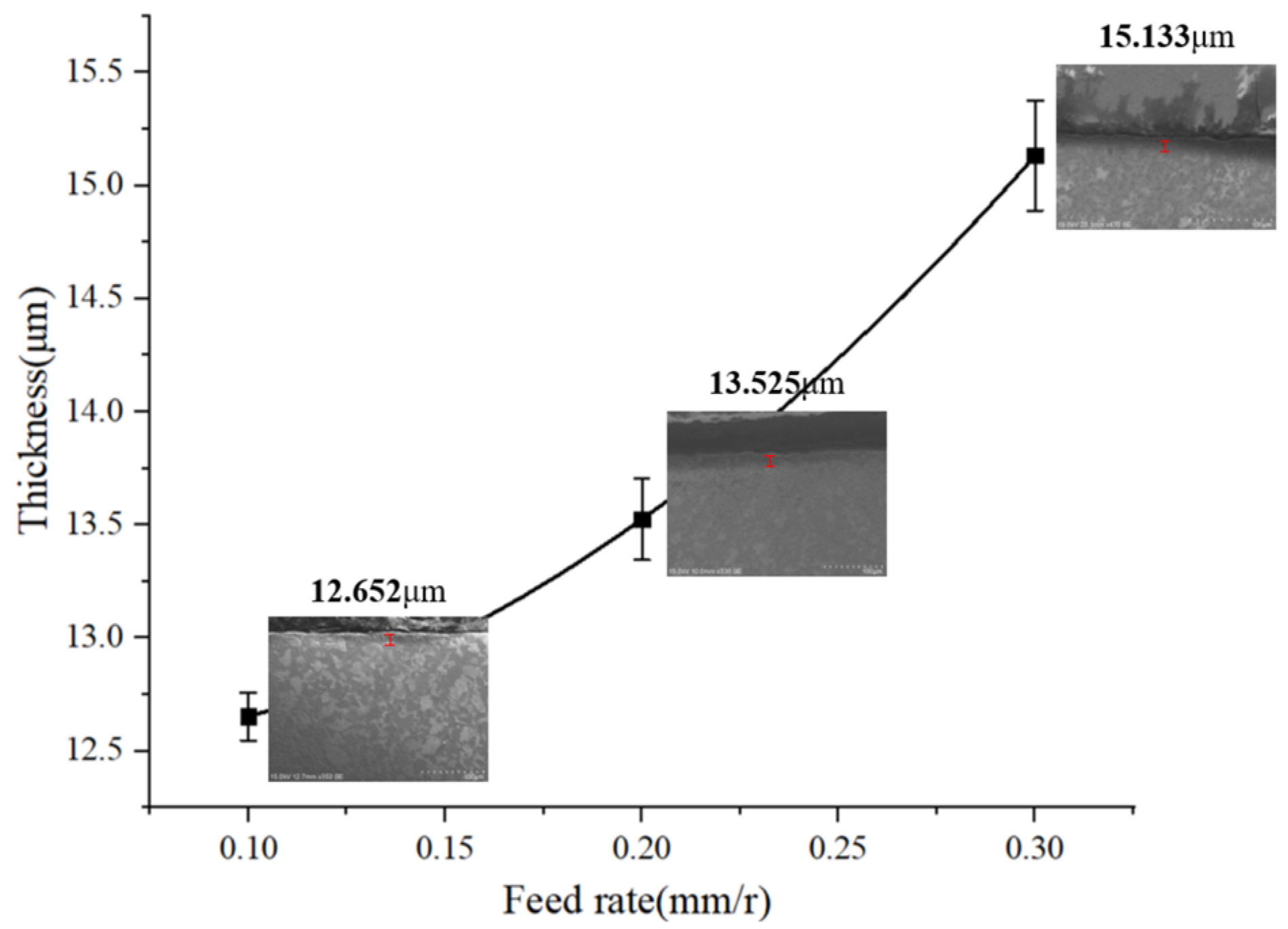
In summation, scholars have studied the processing technology of 20CrMnTi or conducted research on the metamorphic layer and work hardening behavior formed in the process of metal cutting. However, there are currently no papers in the literature dedicated to the study of the metamorphic layer and work hardening aspects of contour bevel gears. Therefore, in order to control the surface’s metamorphic layer and improve the performance of the workpiece, the finite element simulation analysis of the single tooth of the contour bevel gears is carried out in this paper. The temperature field, strain field, and strain rate at different depths from the machined surface under different cutting parameters are extracted. The machined hardening degree of the surface’s metamorphic layer under different cutting parameters is studied by performing a cutting test on contour bevel gears, and the diffraction analysis of the machined metamorphic layer is carried out using XRD to explore the variation of grain refinement and material phase transformation. The effect of cutting parameters on the thickness of the machined surface’s metamorphic layer is studied using a scanning electron microscope. The research results provide an experimental basis for gear surface quality optimization, improving the smoothness of gear meshing transmission and improving the fatigue strength of the workpiece.


 and
and 


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}