
Extraction and Reconstruction of Arbitrary 3D Frequency Features from the Potassium Dihydrogen Phosphate Surfaces Machined by Different Cutting Parameters


Abstract
1. Introduction
2. Materials and Methods
2.1. Methods
2.1.1. 2D PSD Method
2.1.2. Continuous Wavelet Method
2.2. Cutting Experiment
3. Extraction and Reconstruction of Frequency Features
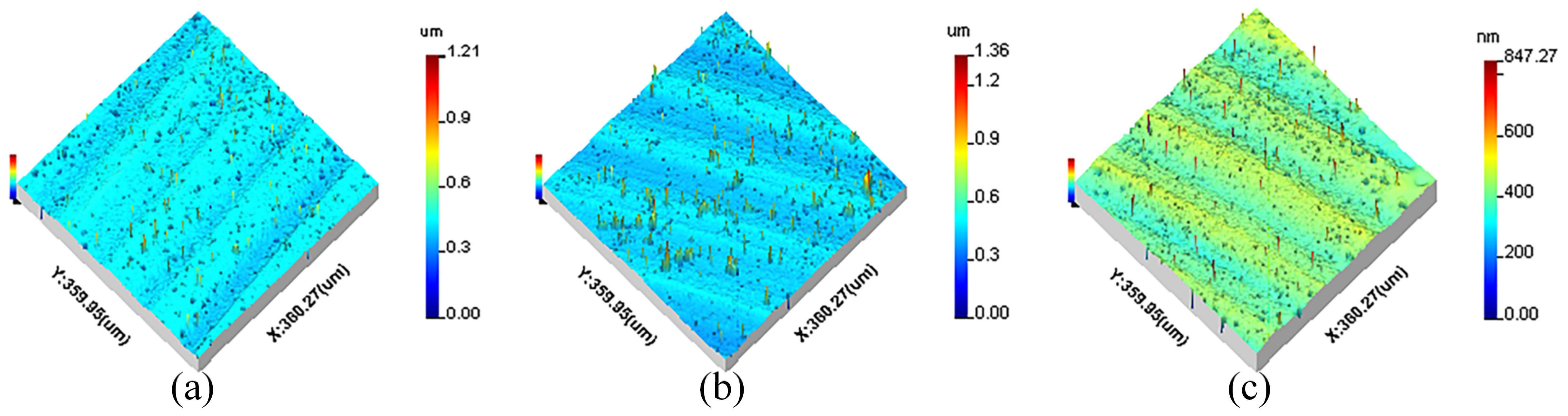
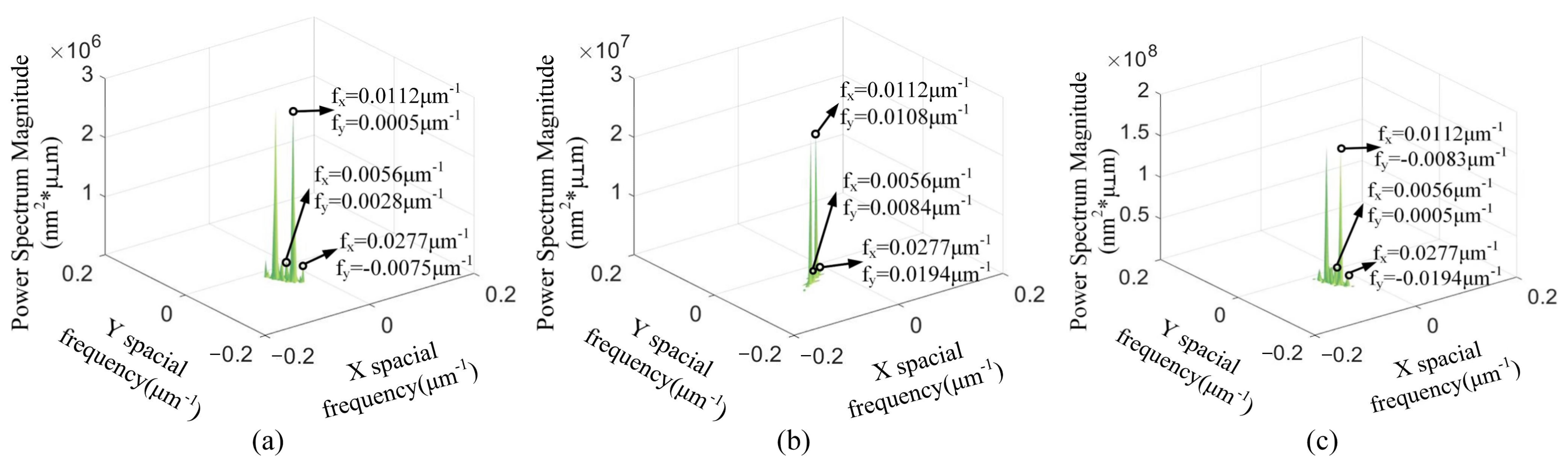
3.1. 2D PSD Analysis
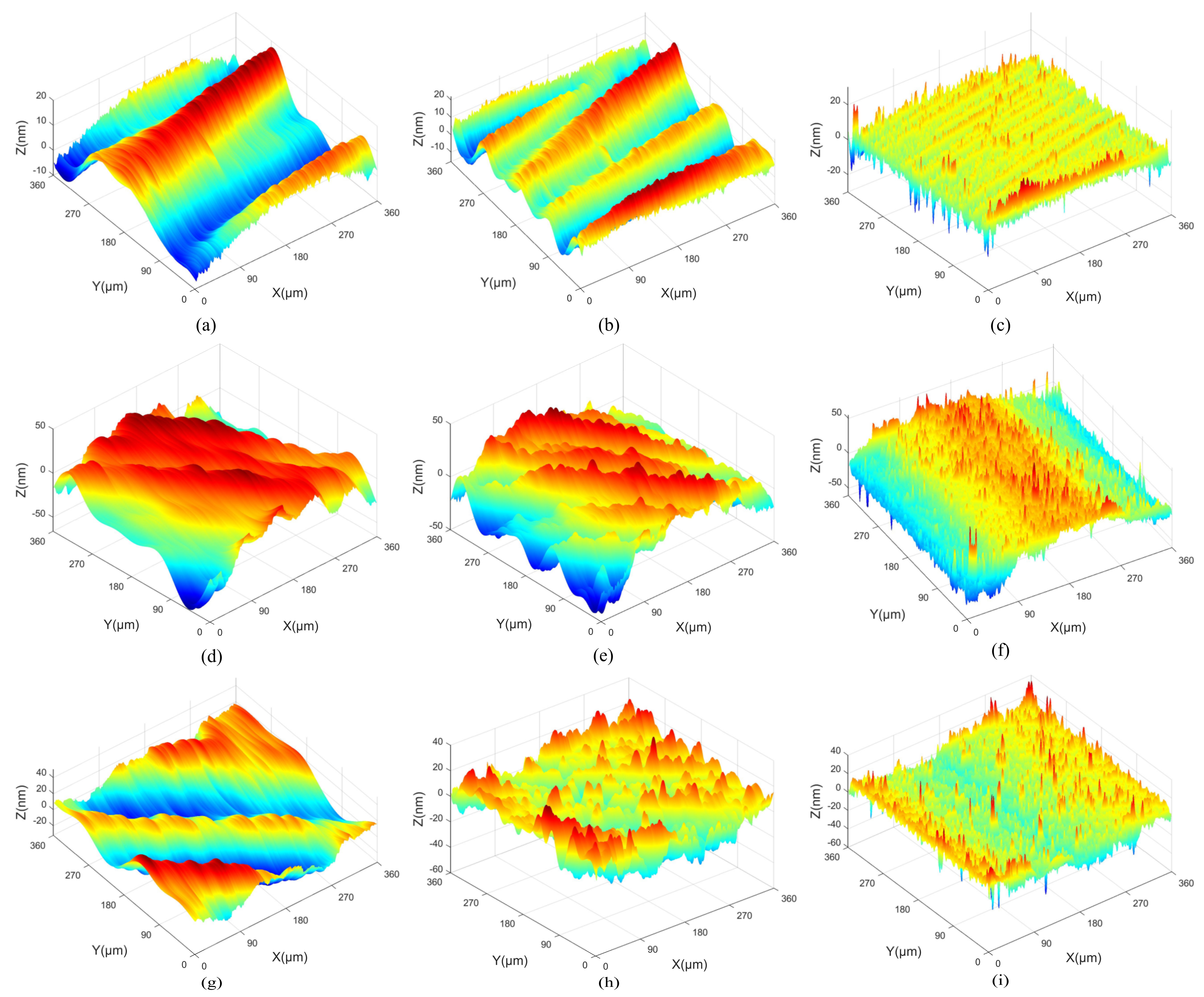
3.2. Reconstruction Results of Frequency Features
3.3. 2D PSD of Reconstructed Topographies
4. Conclusions
- (1).
- The combination of 2D PSD and CWT is a general method to analyze the actual 3D frequency features from the arbitrary 3D original surfaces or time series signal in the machining process. The 2D PSD method can quantitatively distinguish all frequencies involved in the sampling area. The CWT method can extract and reconstruct arbitrary spatial frequency features existing in the machined surfaces.
- (2).
- The variation of cutting parameters affects the main spatial frequency features on the 3D surface topography. The cutting depth and spindle speed mainly affect the spatial middle-frequency features. The spatial low-frequency features are mainly affected via the feed rate. The spatial high-frequency features are related to the measurement noise and crystal properties.
- (3).
- The main frequencies in the KDP surfaces machined via different cutting depths are middle-frequency. The cutting depths cannot change the wavelengths of the main frequencies, but do have an impact on the amplitudes. With the enlarging of cutting depth, the amplitude of middle-frequency is increased.
- (4).
- The feed rate is the main factor affecting the low frequencies of the machined KDP crystals. With the increasing of the feed rate, the wavelength and amplitude of the low frequency are obviously enlarged, but the amplification of the amplitude is less than that of the wavelength.
- (5).
- The spindle speed cannot change the wavelength and amplitude of the middle-frequency in the machined surface. The wavelength of the low frequency is also invariable with the changing of the spindle speed. However, the amplitude of the low frequency is amplified with the increasing of the spindle speed.
- (6).
- The directional property of spatial frequency is completely retained with Mexihat wavelet basis. The spatial low-frequency and middle-frequency features are formed in the machining process. Their distribution direction is consistent with the originally machined surface topography. The spatial high-frequency features are composed of many frequency features with short wavelengths and small amplitudes, and it is unrelated to the machining process, having no obvious directivity.
- (7).
- The spatial low frequency and middle frequency mainly distribute in the direction perpendicular to the cutting speed. Resulting from the 3D frequency topographies, the frequencies along the direction of the cutting speed have almost no effect on the 3D topographies of the original machined surfaces.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, Z.; Wang, H.; Quan, X.; Pei, G.; Tian, M.; Liu, T.; Long, K.; Li, P.; Rong, Y. Optomechanical analysis and performance optimization of large-aperture KDP frequency converter. Opt. Laser. Technol. 2018, 109, 633–642. [Google Scholar] [CrossRef]
- Spaeth, M.; Manes, K.; Kalantar, D. Description of the NIF Laser. Fusion Sci. Technol. 2016, 69, 25–145. [Google Scholar] [CrossRef]
- Adamczak, S.; Zmarzły, P. Influence of raceway waviness on the level of vibration in rolling-element bearings. Bull. Pol. Acad. Sci. Technol. 2017, 65, 541–551. [Google Scholar] [CrossRef]
- Xiao, M.; Shen, X.; Ma, Y. Prediction of Surface Roughness and Optimization of Cutting Parameters of Stainless Steel Turning Based on RSM. Math. Probl. Eng. 2018, 2018, 9051084. [Google Scholar] [CrossRef]
- Xiao, M.; Wen, K.; Zhang, C. Research on Fault Feature Extraction Method of Rolling Bearing Based on NMD and Wavelet Threshold Denoising. Shock Vib. 2018, 2018, 9495265. [Google Scholar] [CrossRef]
- Mehmet, E.K.; Munish, K.G.; Mehmet, B.; Nafiz, Y.; Grzegorz, M.K.; Mustafa, G. Influence of duplex jets MQL and nano-MQL cooling system on machining performance of Nimonic 80A. J. Manuf. Process. 2021, 69, 112–114. [Google Scholar] [CrossRef]
- Sen, B.; Mia, M.; Krolczyk, G.M. Eco-Friendly Cutting Fluids in Minimum Quantity Lubrication Assisted Machining: A Review on the Perception of Sustainable Manufacturing. Int. J. Precis. Eng. Manuf. Green Technol. 2021, 8, 249–280. [Google Scholar] [CrossRef]
- Munish, K.G.; Niesłony, P.; Sarikaya, M.; Mehmet, E.K.; Kuntoğlu, M.; Jamil, M. Tool wear patterns and their promoting mechanisms in hybrid cooling assisted machining of titanium Ti-3Al-2.5V/grade 9 alloy. Tribol. Int. 2022, 174, 107773. [Google Scholar] [CrossRef]
- Mustafa, K. Machining induced tribological investigations in sustainable milling of Hardox 500 steel: A new approach of measurement science. Measurement 2022, 201, 111715. [Google Scholar] [CrossRef]
- Şap, S.; Usca, Ü.A.; Uzun, M.; Kuntoğlu, M.; Salur, E.; Pimenov, D.Y. Investigation of the effects of cooling and lubricating strategies on tribological characteristics in machining of hybrid composites. Lubricants 2022, 10, 63. [Google Scholar] [CrossRef]
- Emin, S. Understandings the tribological mechanism of Inconel 718 alloy machined under different cooling/lubrication conditions. Tribol. Int. 2022, 174, 107677. [Google Scholar] [CrossRef]
- Cheng, J.; Xiao, Y.; Liu, Q.; Yang, H.; Zhao, L.; Chen, M.; Tan, J.; Liao, W.; Chen, J.; Yuan, X. Effect of surface scallop tool marks generated in micro-milling repairing process on the optical performance of potassium dihydrogen phosphate crystal. Mater. Des. 2018, 157, 447–456. [Google Scholar] [CrossRef]
- Miao, J.; Yu, D.; An, C.; Ye, F.; Yao, J. Investigation on the generation of the medium-frequency waviness error in flycutting based on 3D surface topography. Int. J. Adv. Manuf. Technol. 2017, 90, 667–675. [Google Scholar] [CrossRef]
- Yang, H.; Cheng, J.; Liu, Z.; Liu, Q.; Zhao, L.; Wang, J.; Chen, M. Dynamic behavior modeling of laser-induced damage initiated by surface defects on KDP crystals under nanosecond laser irradiation. Sci. Rep. 2020, 10, 500. [Google Scholar] [CrossRef]
- Ţălu, Ş.; Kulesza, S.; Bramowicz, M.; Stępień, K.; Dastan, D. Analysis of the Surface Microtexture of Sputtered Indium Tin Oxide Thin Films. Arch. Metall. Mater. 2021, 66, 443–450. [Google Scholar] [CrossRef]
- Shahram, S.; Ram, P.Y.; Ştefan, Ţ.; Amine, A.; Sahar, R.; Negin, B.N. Averaged power spectrum density, fractal and multifractal spectra of Au nano-particles deposited onto annealed TiO2 thin films. Opt. Quantum Electron. 2021, 52, 491. [Google Scholar] [CrossRef]
- Krzysztof, S.; Stefan, T. The Study on Influence of the Method of Handling of Measuring Head on Measurement Results Obtained with the Use of a Portable Profilometer. Teh. Vjesn. 2019, 26, 592–595. [Google Scholar] [CrossRef]
- Alia, M.; Yolanda, R.; Gabriel, T.; Krzysztof, S.; Ştefan, Ţ. Micromorphological characterization of zinc/silver particle composite coatings. Microsc. Res. Tech. 2015, 78, 1082–1089. [Google Scholar] [CrossRef]
- Liu, T.; Wu, J.; Lei, J.; Wang, X. Multifeature Extraction of Three-Dimensional Topography of Carbon Steel Specimen during Fatigue Process. Adv. Mater. Sci. Eng. 2021, 2021, 6680855. [Google Scholar] [CrossRef]
- Wang, S.; Wu, W.; Yang, L. Three-dimensional reconstruction of wear particle surface based on photometric stereo. Measurement 2019, 130, 350–360. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, Y.; Zhang, G. Extraction of features for surface topography by morphological component analysis. Tribol. Int. 2018, 123, 191–199. [Google Scholar] [CrossRef]
- de Zavala Paz, J.; Anaya Rivera, E.; Isaza Bohorques, C.; Castillo Castaneda, E. 3D Measuring Surface Topography of Agglomerated Particles Using a Laser Sensor. IEEE Lat. Am. Trans. 2016, 14, 3516–3521. [Google Scholar] [CrossRef]
- Liu, C.; Gao, L.; Wang, G. Online reconstruction of surface topography along the entire cutting path in peripheral milling. Int. J. Mech. Sci. 2020, 185, 105885. [Google Scholar] [CrossRef]
- Yu, N.; Chan, C.; Li, L. Spectral analysis of surface roughness features of a lapped ultraprecision single-point diamond machined surface. Int. J. Adv. Manuf. Technol. 2017, 88, 1407–1415. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Maruda, R.W.; Nieslony, P.; Wieczorowski, M. Surface morphology analysis of Duplex Stainless Steel (DSS) in Clean Production using the Power Spectral Density. Measurement 2016, 94, 464–470. [Google Scholar] [CrossRef]
- Przemysław, P. Proposals of Frequency-Based and Direction Methods to Reduce the Influence of Surface Topography Measurement Errors. Coatings 2022, 12, 726. [Google Scholar] [CrossRef]
- Tevis, D.B.J.; Till, J.; Lars, P. Quantitative characterization of surface topography using spectral analysis. Surf. Topogr. Metrol. Prop. 2017, 5, 013001. [Google Scholar] [CrossRef]
- Nlüsoy, D.; Süzen, M. A new method for automated estimation of joint roughness coefficient for 2D surface profiles using power spectral density. Int. J. Rock Mech. Min. 2020, 125, 104156. [Google Scholar] [CrossRef]
- Gholizad, A.; Safari, H. Two-Dimensional Continuous Wavelet Transform Method for Multidamage Detection of Space Structures. J. Perform. Constr. Facil. 2016, 30, 04014064. [Google Scholar] [CrossRef]
- An, Q.; Suo, S.; Bai, Y. A Novel Simulation Method of Micro-Topography for Grinding Surface. Materials 2021, 14, 5128. [Google Scholar] [CrossRef]
- Puri, N.; Valero, E.; Turkan, Y. Assessment of compliance of dimensional tolerances in concrete slabs using TLS data and the 2D continuous wavelet transform. Autom. Constr. 2018, 94, 62–72. [Google Scholar] [CrossRef]
- Zhou, J.; Li, Z.; Chen, J. Damage identification method based on continuous wavelet transform and mode shapes for composite laminates with cutouts. Compos. Struct. 2018, 191, 12–23. [Google Scholar] [CrossRef]
- Itoh, T.; Yamauchi, N. Surface morphology characterization of pentacene thin film and its substrate with under-layers by power spectral density using fast Fourier transform algorithms. Appl. Surf. Sci. 2007, 253, 6196–6202. [Google Scholar] [CrossRef]
- Tangjitsitcharoen, S.; Thesniyom, P.; Ratanakuakangwan, S. A wavelet approach to predict surface roughness in ball-end milling. Proc. IMechE Part B J. Eng. Manuf. 2017, 231, 2468–2478. [Google Scholar] [CrossRef]
- Tangjitsitcharoen, S.; Samanmit, K. Monitoring of chip breaking and surface roughness in computer numerical control turning by utilizing wavelet transform of dynamic cutting forces. Proc. IMechE Part B J. Eng. Manuf. 2017, 231, 2479–2494. [Google Scholar] [CrossRef]
- Lin, Y.; Xiao, X.R.; Li, X.P. Wavelet analysis of the surface morphologic of nanocrystal line TiO2 thin films. Surf. Sci. 2005, 579, 37–46. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Diamond Turning Tool Nose Radius r (mm) | Rake Angle γ0 (°) | Clearance Angle α0 (°) |
|---|---|---|
| 3.2 | 0 | 9 |
| Cutting Depth ap/μm | Spindle Speed n/(r/min) | Feed Rate f/(μm/r) | |
|---|---|---|---|
| 1 | 3 | 1400 | 12 |
| 2 | 6 | 1400 | 12 |
| 3 | 9 | 1400 | 12 |
| 4 | 3 | 1300 | 12 |
| 5 | 3 | 1400 | 12 |
| 6 | 3 | 1500 | 12 |
| 7 | 3 | 1300 | 8 |
| 8 | 3 | 1300 | 12 |
| 9 | 3 | 1300 | 18 |
| Spatial Frequency Features/f(μm−1) | Scale/sx |
|---|---|
| 0.0056 | 11.2415 |
| 0.0084 | 7.4943 |
| 0.0112 | 5.6208 |
| 0.0138 | 4.5618 |
| 0.0277 | 2.2727 |
| Spatial Frequency Features/f(μm−1) | Scale/sy |
|---|---|
| 0.0005 | 125.9049 |
| 0.0028 | 22.4830 |
| 0.0035 | 17.9864 |
| 0.0056 | 11.2415 |
| 0.0075 | 8.3937 |
| 0.0083 | 7.5846 |
| 0.0084 | 7.4943 |
| 0.0108 | 5.8289 |
| 0.0111 | 5.6714 |
| 0.0139 | 4.5290 |
| 0.0167 | 3.7696 |
| 0.0176 | 3.5768 |
| 0.0194 | 3.2449 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pang, Q.; Shu, Z.; Xu, Y. Extraction and Reconstruction of Arbitrary 3D Frequency Features from the Potassium Dihydrogen Phosphate Surfaces Machined by Different Cutting Parameters. Materials 2022, 15, 7759. https://doi.org/10.3390/ma15217759
Pang Q, Shu Z, Xu Y. Extraction and Reconstruction of Arbitrary 3D Frequency Features from the Potassium Dihydrogen Phosphate Surfaces Machined by Different Cutting Parameters. Materials. 2022; 15(21):7759. https://doi.org/10.3390/ma15217759
Chicago/Turabian StylePang, Qilong, Zihao Shu, and Youlin Xu. 2022. "Extraction and Reconstruction of Arbitrary 3D Frequency Features from the Potassium Dihydrogen Phosphate Surfaces Machined by Different Cutting Parameters" Materials 15, no. 21: 7759. https://doi.org/10.3390/ma15217759
APA StylePang, Q., Shu, Z., & Xu, Y. (2022). Extraction and Reconstruction of Arbitrary 3D Frequency Features from the Potassium Dihydrogen Phosphate Surfaces Machined by Different Cutting Parameters. Materials, 15(21), 7759. https://doi.org/10.3390/ma15217759