
Grinding Temperature and Surface Integrity of Quenched Automotive Transmission Gear during the Form Grinding Process




Abstract
1. Introduction
2. Experimental Setup and Procedure
2.1. Workpiece Material
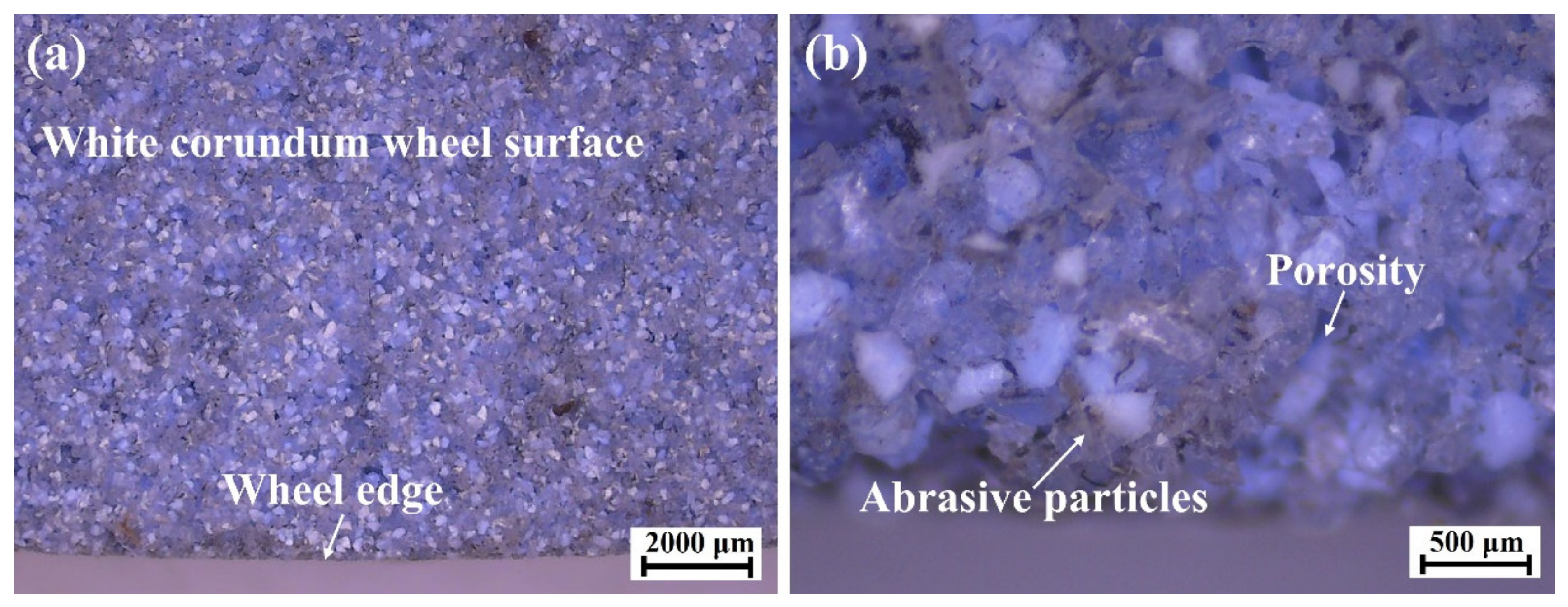
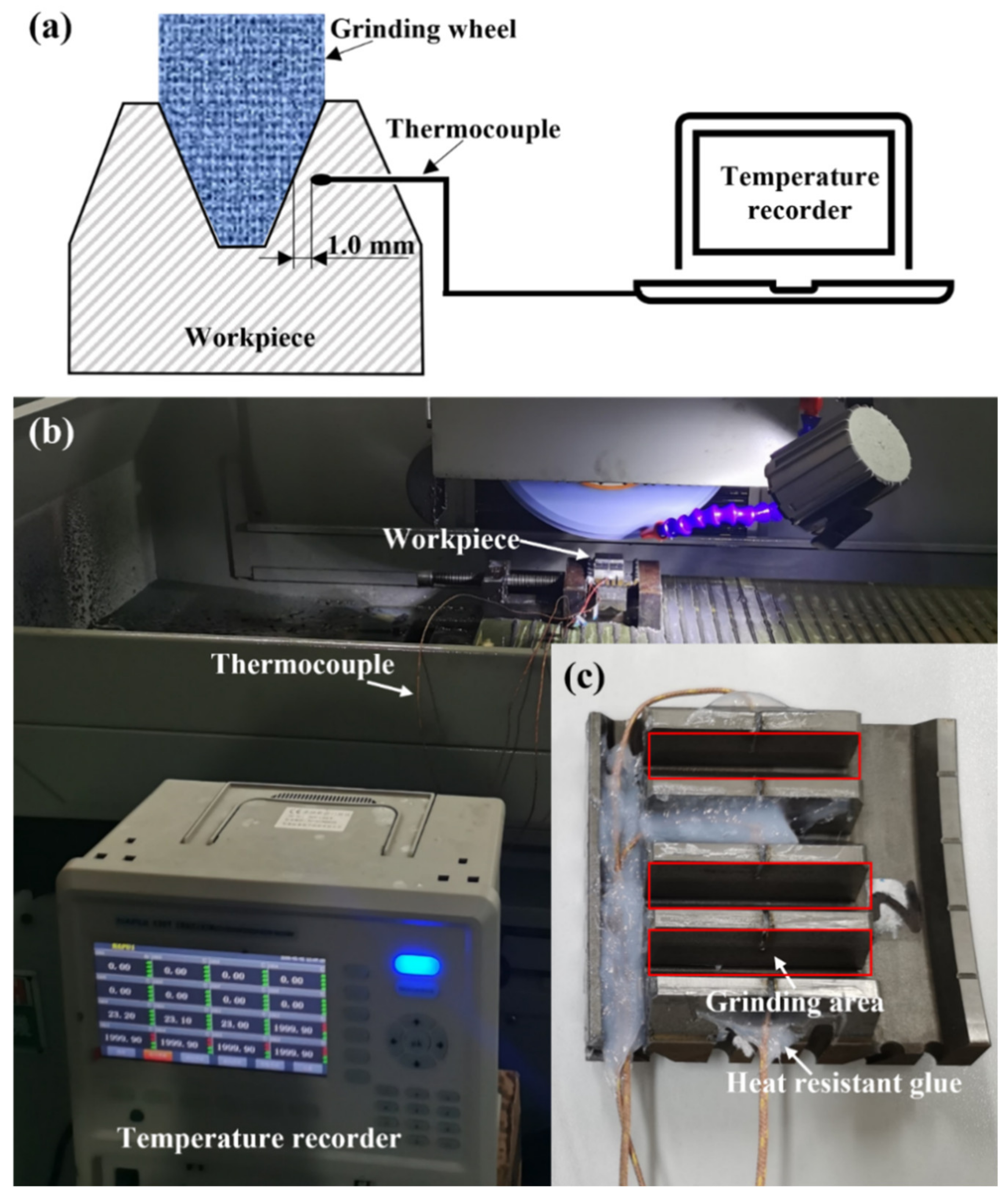
2.2. Experimental Setup
2.3. Measuring Equipment
3. Experimental Results and Discussion
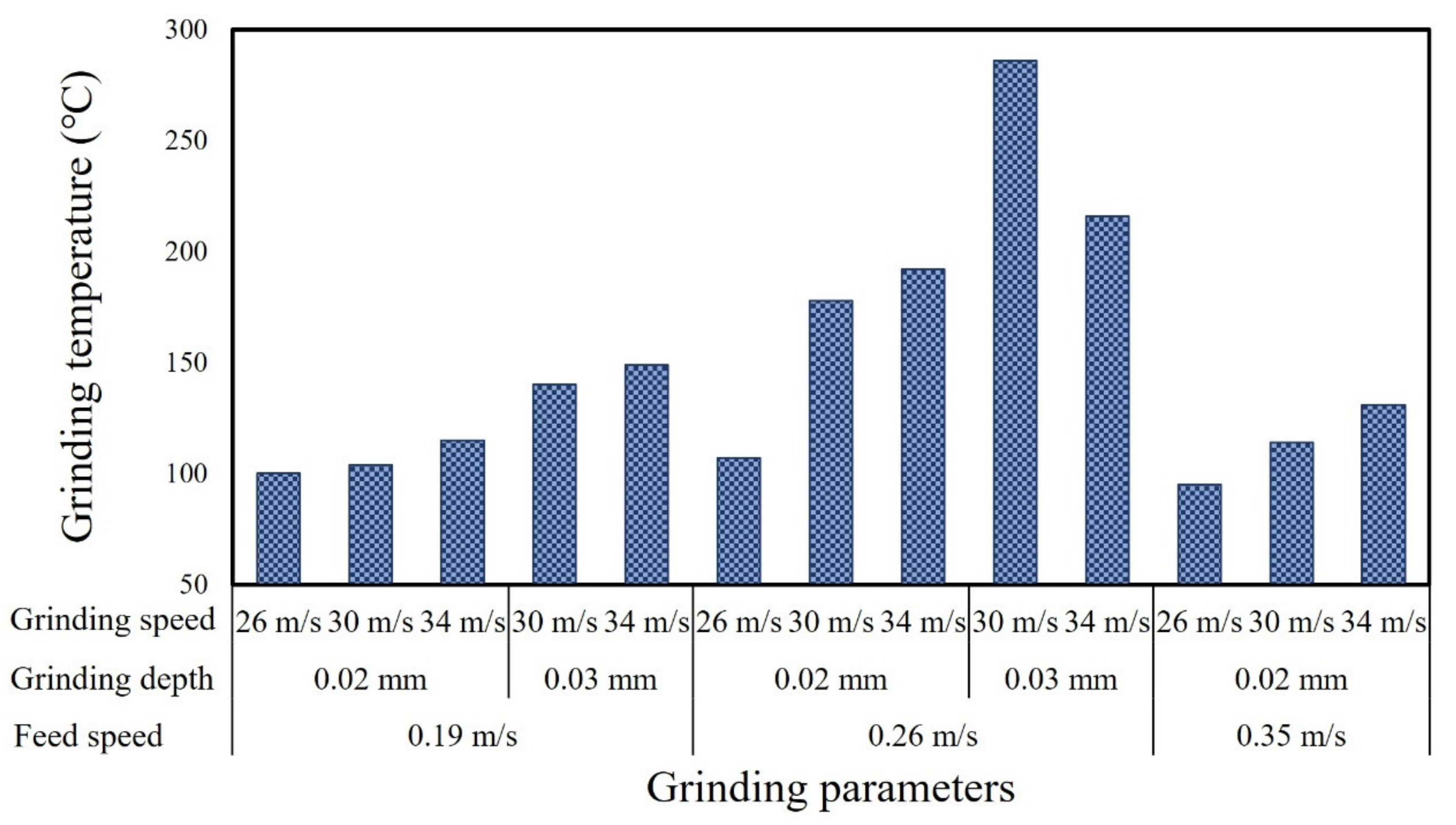
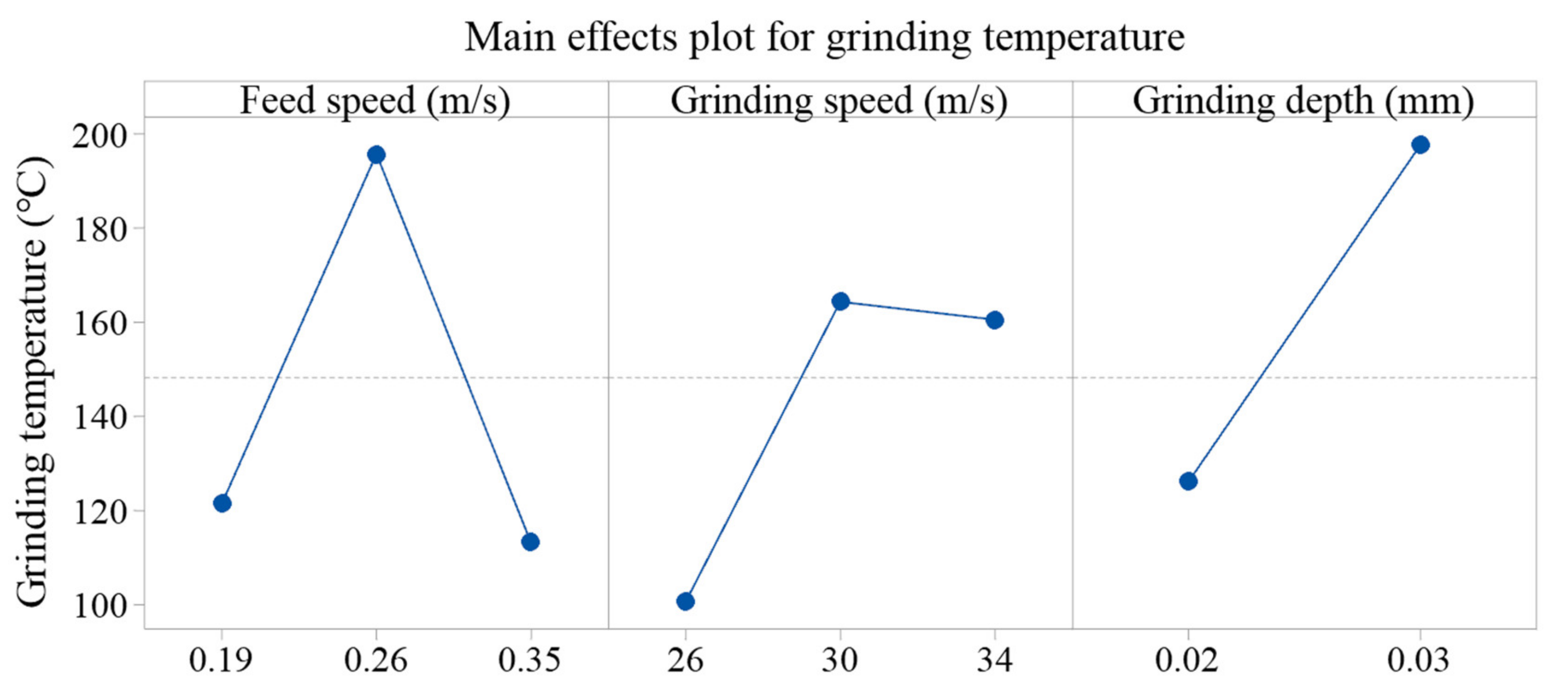
3.1. Grinding Temperature
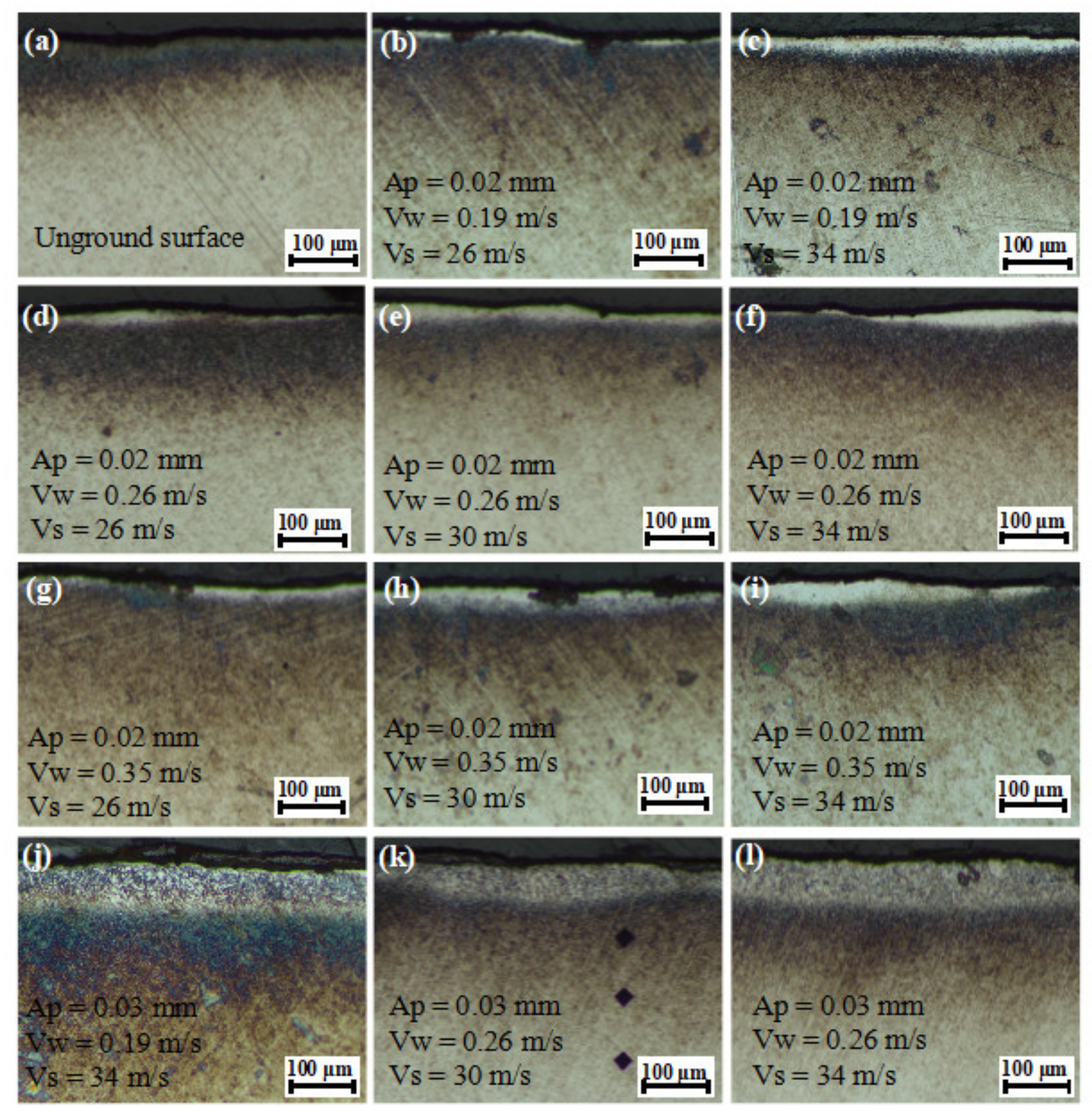
3.2. Characteristics of Grinding Burn
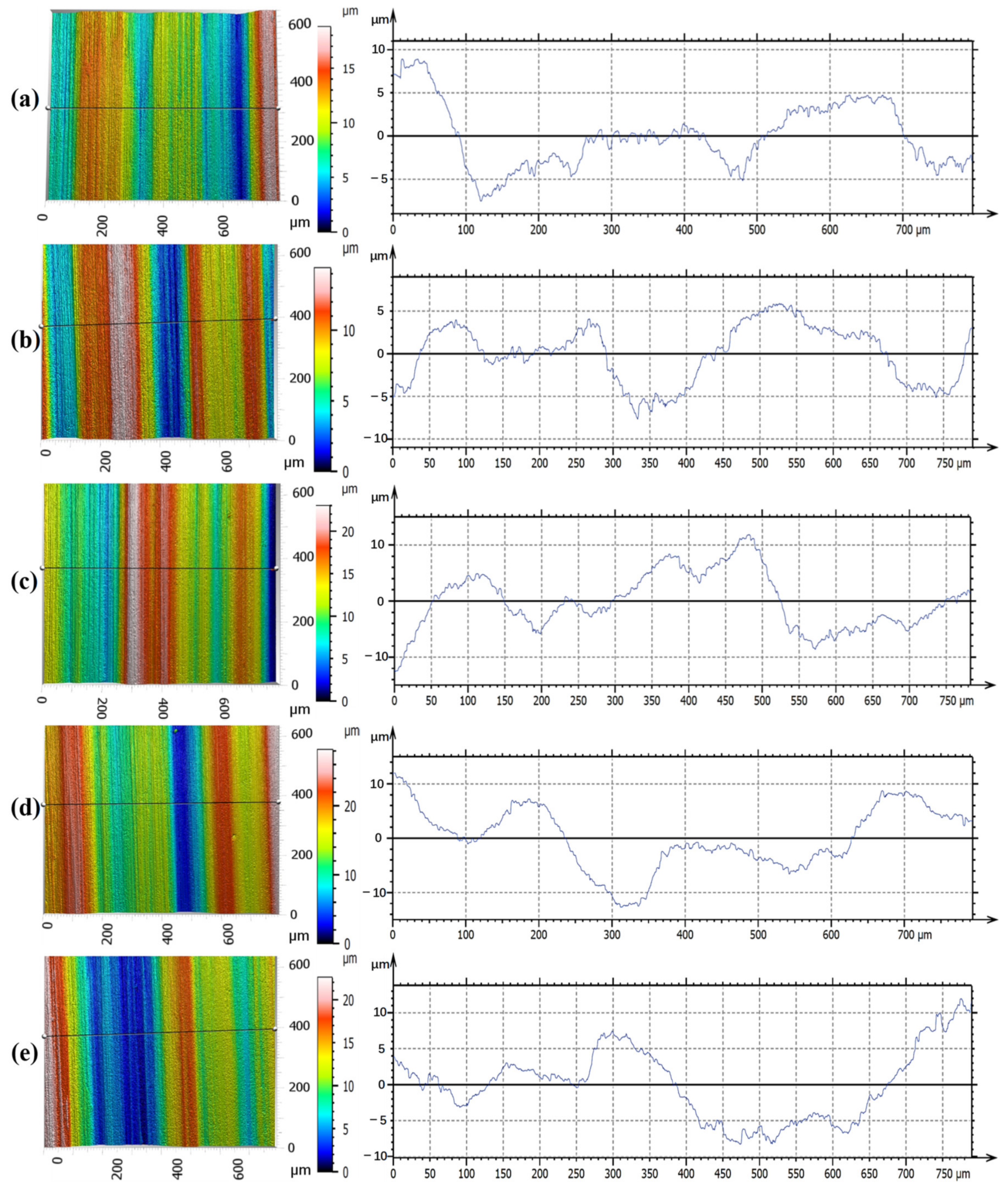
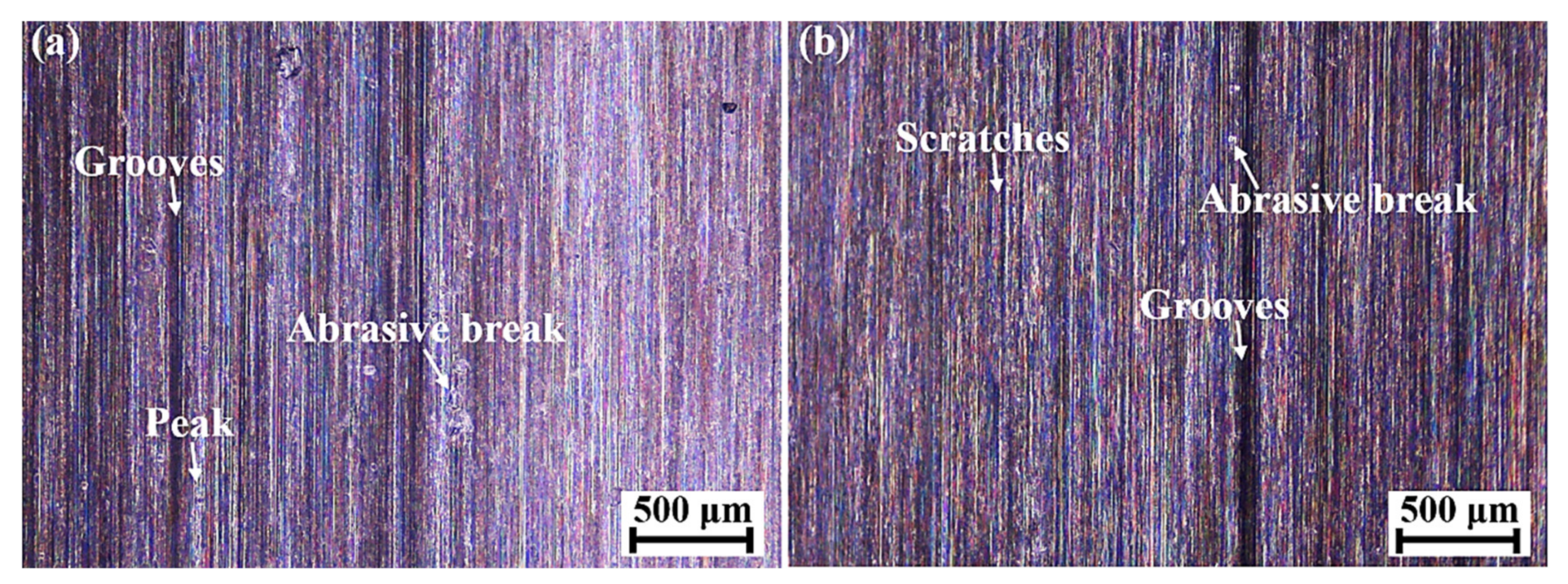
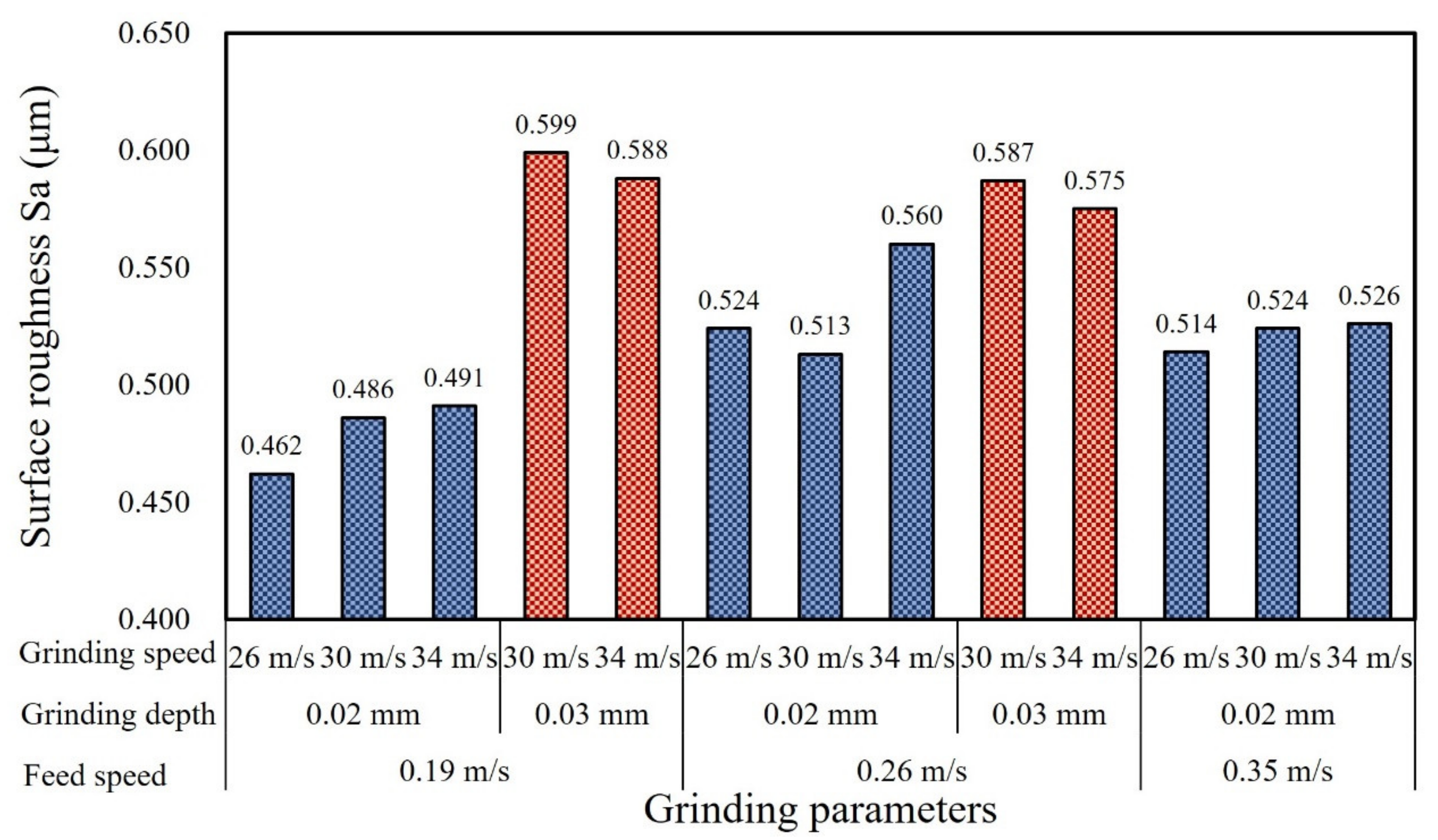
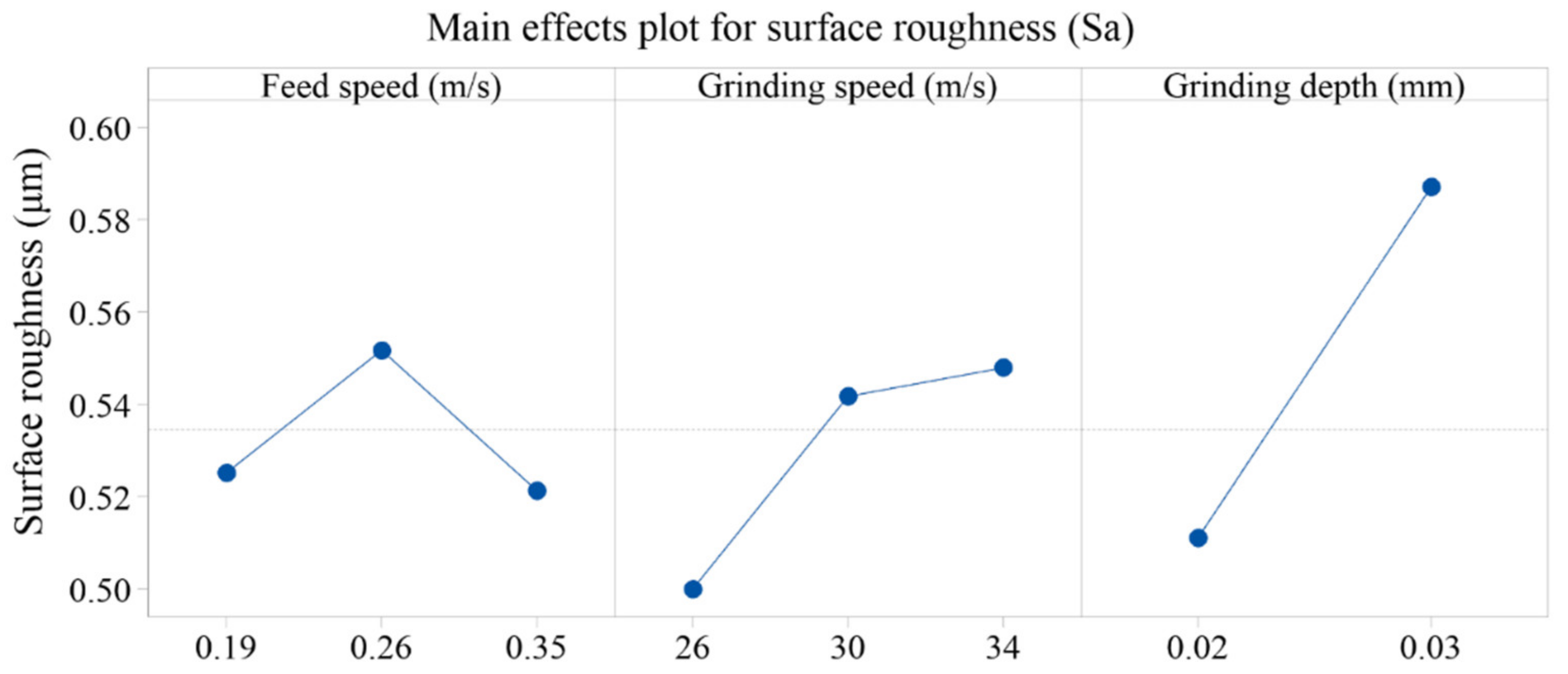
3.3. Microhardness and Surface Roughness Variation
4. Conclusions
- (1)
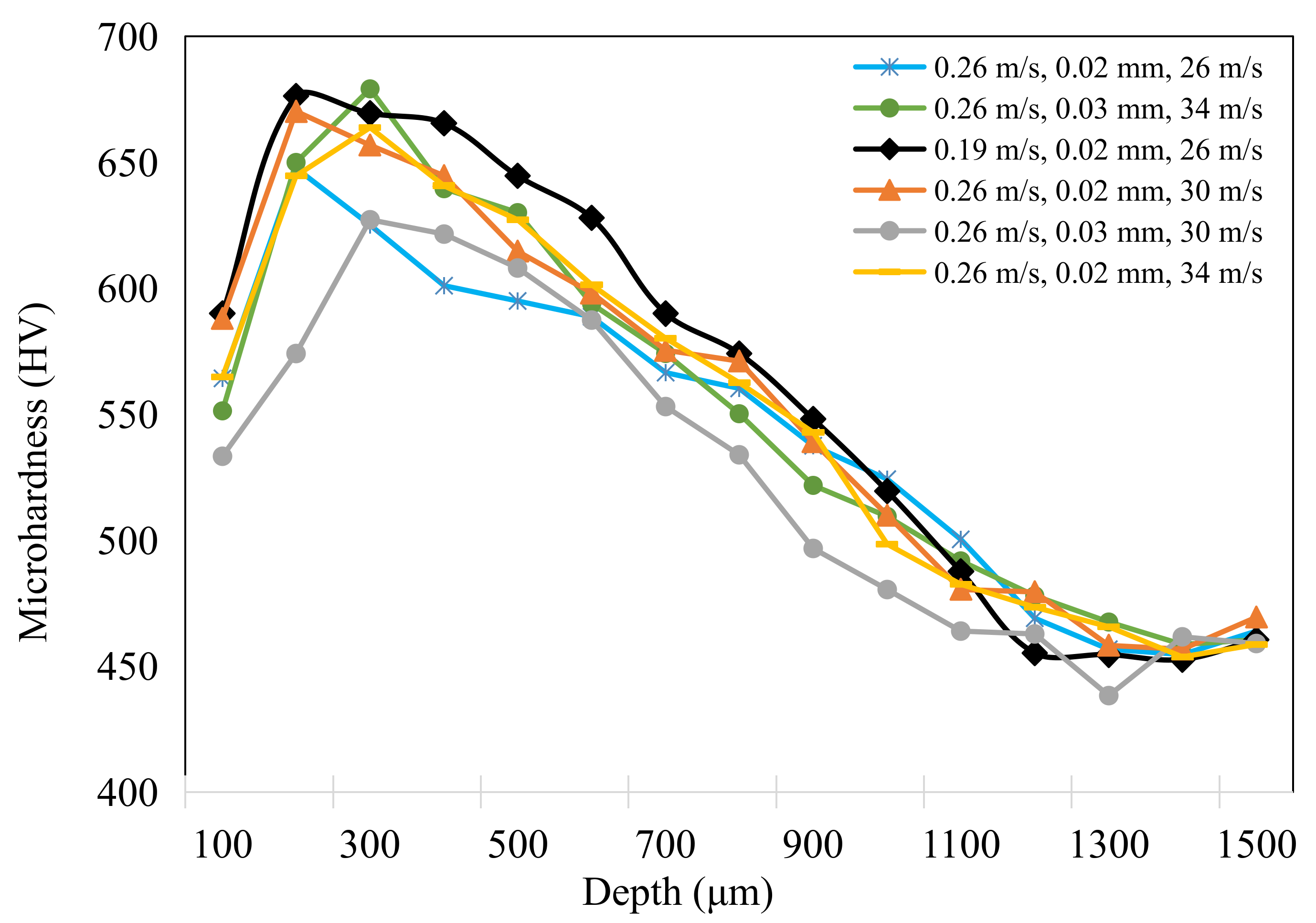
- The grinding temperature increased with the grinding depth and grinding speed, with the highest level of ~290 °C. The feed speed presented the most significant effect on grinding temperature with the corresponding percentage contribution ratio of 33.7%. Both work hardening and thermal softening were observed during grinding of quenched gear samples, and aggressive grinding parameters intensified the thermal softening effect, resulting in a reduction in microhardness within the subsurface layer.
- (2)
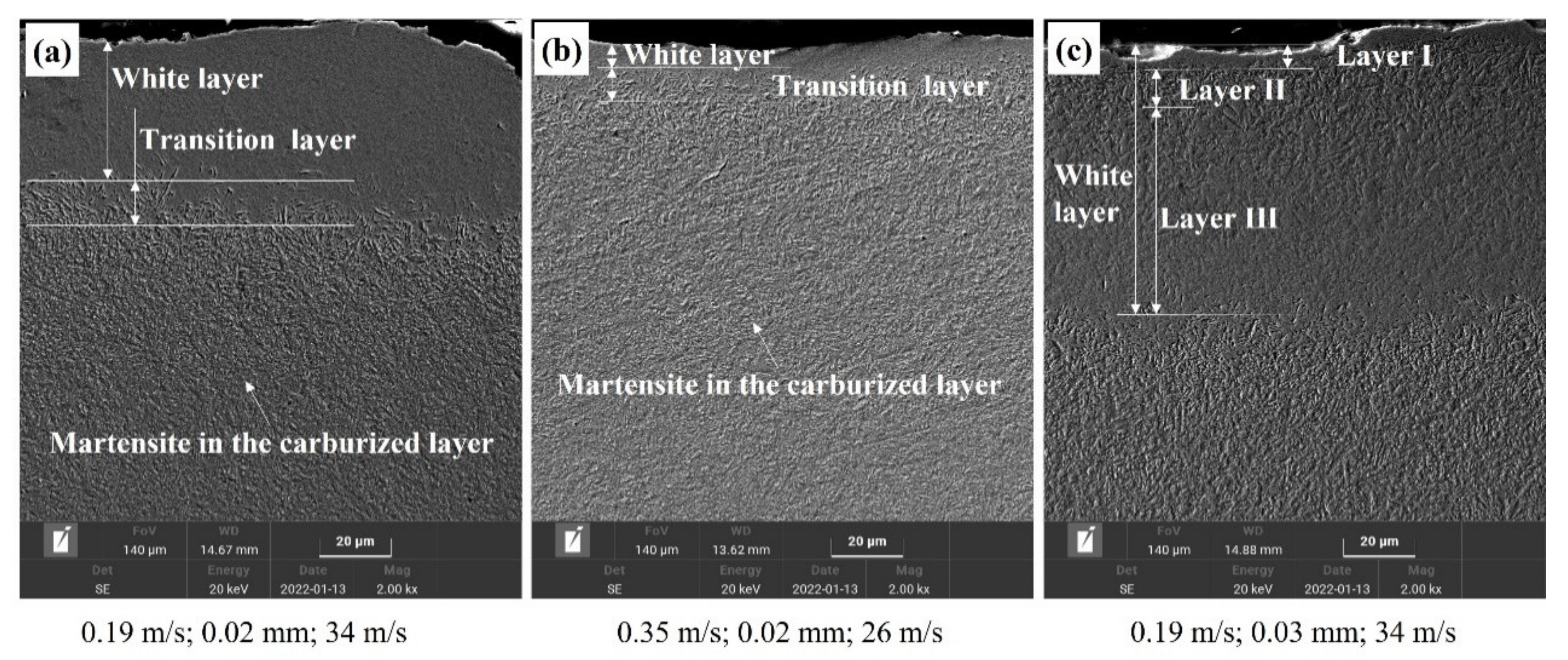
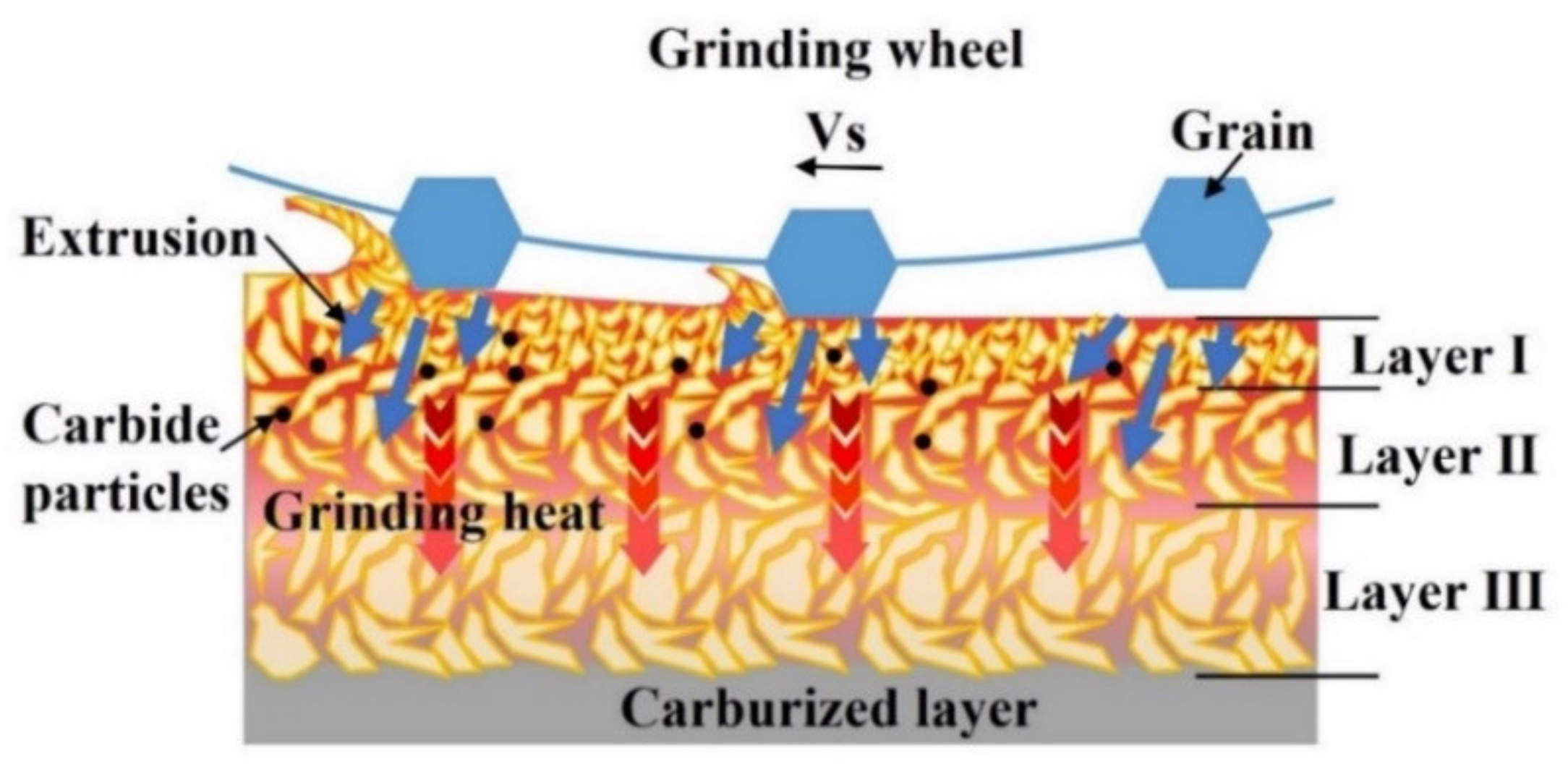
- The thickness of the white layer exceeded 100 μm when the grinding depth increased to 0.03 mm and it could be subdivided into three different layers owing to the contribution of mechanical extrusion and the thermal effect. The top layer mainly featured plastic deformation and the second one was composed of fine-grained martensite. Coarse-grained acicular martensite was found at the interface between the white layer and the softened dark layer.
- (3)
- The ground surface topography showed several scratches and typical grooves and some particles were embedded into the ground surface, which was probably caused by the shedding and breaking of abrasive particles. When the grinding depth increased to 0.03 mm, the grinding surface roughness (Sa) was relatively high and reached up to ~0.60 μm. The percentage contribution ratio of the grinding depth on surface roughness was higher than 50%, mainly owing to severe plastic deformation under grinding wheel extrusion and the thermal effect.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Guerrini, G.; Landi, E.; Peiffer, K.; Fortunato, A. Dry Grinding of Gears for Sustainable Automotive Transmission Production. J. Clean. Prod. 2018, 176, 76–88. [Google Scholar] [CrossRef]
- Yao, C.F.; Wang, T.; Xiao, W.; Huang, X.C.; Ren, J.X. Experimental Study on Grinding Force and Grinding Temperature of Aermet 100 Steel in Surface Grinding. J. Mater. Process. Technol. 2014, 214, 2191–2199. [Google Scholar] [CrossRef]
- Guerrini, G.; Lerra, F.; Fortunato, A. The Effect of Radial Infeed on Surface Integrity in Dry Generating Gear Grinding for Industrial Production of Automotive Transmission Gears. J. Manuf. Process. 2019, 45, 234–241. [Google Scholar] [CrossRef]
- Manikandan, M.; Prabagaran, S. Investigations on Producing Optimal Grinding Spindle using 36CrNiMo4 Alloy Steel. Mater. Today Proc. 2021, 37, 1622–1628. [Google Scholar] [CrossRef]
- Jamshidi, H.; Budak, E. On the Prediction of Surface Burn and its Thickness in Grinding Processes. CIRP Ann. 2021, 70, 285–288. [Google Scholar] [CrossRef]
- Malkin, S.; Guo, C. Thermal Analysis of Grinding. CIRP Ann. 2007, 56, 760–782. [Google Scholar] [CrossRef]
- Rasmussen, C.J.; Fæster, S.; Dhar, S.; Quaade, J.V.; Bini, M.; Danielsen, H.K. Surface Crack Formation on Rails at Grinding Induced Martensite White Etching Layers. Wear 2017, 384–385, 8–14. [Google Scholar] [CrossRef]
- Sun, C.; Hong, Y.; Xiu, S.C.; Yao, Y.L. Grain Refinement Mechanism of Metamorphic Layers by Abrasive Grinding Hardening. J. Manuf. Process. 2021, 69, 125–141. [Google Scholar] [CrossRef]
- Wu, C.J.; Guo, W.C.; Li, R.; Zhao, Y.D.; Zhou, Q.Z. Thermal Effect on Oxidation Layer Evolution and Phase Transformation in Grinding of Fe-Ni Super Alloy. Mater. Lett. 2020, 275, 128072. [Google Scholar] [CrossRef]
- Su, J.X.; Zhang, Y.Z.; Deng, X.Z. Analysis and Experimental Study of Cycloid Gear Form Grinding Temperature Field. Int. J. Adv. Manuf. Technol. 2020, 110, 949–965. [Google Scholar] [CrossRef]
- Zhou, K.; Ding, H.H.; Wang, R.X.; Yang, J.Y.; Guo, J.; Liu, Q.Y.; Wang, W.J. Experimental Investigation on Material Removal Mechanism during Rail Grinding at Different Forward Speeds. Tribol. Int. 2020, 143, 106040. [Google Scholar] [CrossRef]
- Jermolajev, S.; Brinksmeier, E.; Heinzel, C. Surface Layer Modification Charts for Gear Grinding. CIRP Ann. 2018, 67, 333–336. [Google Scholar] [CrossRef]
- Lu, H.; Ren, Y.P.; Chen, Y.; Zhu, H.; Xin, Z.D.; Wan, H.Y.; Li, Z.Y.; Tu, X.C.; Cheng, L.; He, K.; et al. Wear Resistance of 20Cr2Ni4A Alloy Steel Treated by Laser Shock Peening and Implantation of Diamond Nanoparticles. Surf. Coat. Technol. 2021, 412, 127070. [Google Scholar] [CrossRef]
- Liu, D.H.; Wang, G.; Nie, Z.G.; Rong, Y.M. An in-situ Infrared Temperature-measurement Method with Back Focusing on Surface for Creep-feed Grinding. Measurement 2016, 94, 645–652. [Google Scholar] [CrossRef]
- Li, H.N.; Axinte, D. On the Inverse Design of Discontinuous Abrasive Surface to Lower Friction-induced Temperature in Grinding: An Example of Engineered Abrasive Tools. Int. J. Mach. Tools Manuf. 2018, 132, 50–63. [Google Scholar] [CrossRef]
- Saravanakumar, A.; Dhanabal, S.; Jayanand, E.; Logeshwaran, P. Analysis of Process Parameters in Surface Grinding Process. Mater. Today Proc. 2018, 5, 8131–8137. [Google Scholar] [CrossRef]
- Zhao, B.; Guo, X.C.; Bie, W.B.; Chang, B.Q.; Zhao, C.Y. Thermo-mechanical Coupling Effect on Surface Residual Stress during Ultrasonic Vibration-assisted Forming Grinding gear. J. Manuf. Process. 2020, 59, 19–32. [Google Scholar] [CrossRef]
- Zhang, S.Q.; Yang, Z.X.; Jiang, R.S.; Jin, Q.C.; Zhang, Q.; Wang, W.H. Effect of Creep Feed Grinding on Surface Integrity and Fatigue Life of Ni3Al based Superalloy IC10. Chin. J. Aeronaut. 2021, 34, 438–448. [Google Scholar] [CrossRef]
- Sallem, H.; Hamdi, H. Analysis of Measured and Predicted Residual Stresses Induced by Finish Cylindrical Grinding of High Speed Steel with CBN Wheel. Procedia CIRP 2015, 31, 381–386. [Google Scholar] [CrossRef]
- Dang, J.Q.; Zhang, H.; An, Q.L.; Ming, W.W.; Chen, M. Feasibility Study of Creep Feed Grinding of 300M Steel with Zirconium Corundum Wheel. Chin. J. Aeronaut. 2022, 35, 565–578. [Google Scholar] [CrossRef]
- Ruchert, C.O.F.T.; Maciel, C.I.S.; Chemin, A.E.A. Sub Case Origin Fatigue in Teeth of Helical Gear of a TA 67n Turbo Reducer. Eng. Failure Anal. 2020, 108, 104286. [Google Scholar] [CrossRef]
- Brown, M.; Wright, D.; M’Saoubi, R.; McGourlay, J.; Wallis, M.; Mantle, A.; Crawforth, P.; Ghadbeigi, H. Destructive and Non-destructive Testing Methods for Characterization and Detection of Machining-induced White Layer: A Review Paper. CIRP J. Manuf. Sci. Technol. 2018, 23, 39–53. [Google Scholar] [CrossRef]
- Ding, Z.S.; Guo, F.; Guo, W.C.; Sun, G.X.; Lin, J.J.; Wu, C.J.; Liang, S.Y. Investigations on Grain Size Characteristics in Microstructure during Grinding of Maraging Steel 3J33. J. Manuf. Process. 2021, 69, 434–450. [Google Scholar] [CrossRef]
- Poulachon, G.; Albert, A.; Schluraff, M.; Jawahir, I.S. An Experimental Investigation of Work Material Microstructure Effects on White Layer Formation in PCBN hard turning. Int. J. Mach. Tools Manuf. 2005, 45, 211–218. [Google Scholar] [CrossRef]
- Dong, M.L.; Cui, X.F.; Zhang, Y.H.; Jin, G.; Yue, C.W.; Zhao, X.; Cai, Z.B.; Xu, B.S. Vacuum Carburization of 12Cr2Ni4A Low Carbon Alloy Steel with Lanthanum and Cerium Ion Implantation. J. Rare Earths 2017, 35, 1164–1170. [Google Scholar] [CrossRef]
- Miao, Q.; Ding, W.J.; Kuang, W.F.; Yang, C.Y. Grinding Force and Surface Quality in Creep Feed Profile Grinding of Turbine Blade Root of Nickel-based Superalloy with Microcrystalline Alumina Abrasive Wheels. Chin. J. Aeronaut. 2021, 34, 576–585. [Google Scholar] [CrossRef]
- Fathallah, B.B.; Fredj, N.B.; Sidhom, H.; Braham, C.; Ichida, Y. Effects of Abrasive Type Cooling Mode and Peripheral Grinding Wheel Speed on the AISI D2 Steel Ground Surface Integrity. Int. J. Mach. Tools Manuf. 2009, 49, 261–272. [Google Scholar] [CrossRef]
- Barbacki, A.; Kawalec, M.; Hamrol, A. Turning and Grinding as a Source of Microstructural Changes in the Surface Layer of Hardened Steel. J. Mater. Process. Technol. 2003, 133, 21–25. [Google Scholar] [CrossRef]
- Ding, W.F.; Xu, J.H.; Chen, Z.Z.; Su, H.H.; Fu, Y.C. Grindability and Surface Integrity of Cast Nickel-based Superalloy in Creep Feed Grinding with Brazed CBN Abrasive Wheels. Chin. J. Aeronaut. 2010, 23, 501–510. [Google Scholar]
- Ren, X.P.; Liu, Z.Q. Influence of Cutting Parameters on Work Hardening Behavior of Surface Layer during Turning Superalloy Inconel 718. Int. J. Adv. Manuf. Technol. 2016, 86, 2319–2327. [Google Scholar] [CrossRef]
- Zhou, W.H.; Tang, J.Y.; Chen, H.F.; Zhu, C.C.; Shao, W. A Comprehensive Investigation of Plowing and Grain-workpiece Micro Interactions on 3D Ground Surface Topography. Int. J. Mech. Sci. 2018, 144, 639–653. [Google Scholar] [CrossRef]
- Ruzzi, R.S.; Silva, R.B.; Silva, L.R.R.; Machado, Á.R.; Jackson, M.J.; Hassui, A. Influence of Grinding Parameters on Inconel 625 Surface Grinding. J. Manuf. Process. 2020, 55, 174–185. [Google Scholar] [CrossRef]
- Guba, N.; Hüsemann, T.; Karpuschewski, B. Influence of Gear Hobbing Feed Marks on the Resulting Gear Quality after Discontinuous Profile Grinding. CIRP J. Manuf. Sci. Technol. 2020, 31, 314–321. [Google Scholar] [CrossRef]
- Kang, B.; Ma, H.R.; Li, J.; Xu, B.Q. Effect of grinding parameters on surface quality, microstructure and rolling contact fatigue behaviors of gear steel for vacuum pump. Vacuum 2020, 180, 109637. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Ni | Fe | S |
|---|---|---|---|---|---|---|
| 0.17–0.23 | 0.17–0.37 | 0.30–0.60 | 1.25–1.65 | 3.25–3.65 | ≥95.00 | ≤0.03 |
| Feed Speed (m/s) | Grinding Speed (m/s) | Grinding Depth (mm) | Number of Passes |
|---|---|---|---|
| 0.19 | 26 | 0.02 | 12 |
| 30 | 0.02 | 12 | |
| 0.03 | 8 | ||
| 34 | 0.02 | 12 | |
| 0.03 | 8 | ||
| 0.26 | 26 | 0.02 | 12 |
| 30 | 0.02 | 12 | |
| 0.03 | 8 | ||
| 34 | 0.02 | 12 | |
| 0.03 | 8 | ||
| 0.35 | 26 | 0.02 | 12 |
| 30 | 0.02 | 12 | |
| 34 | 0.02 | 12 |
| Source | DOE | Adj SS | Adj MS | F | PCR |
|---|---|---|---|---|---|
| Feed speed (m/s) | 2 | 14,512 | 7255.8 | 8.22 * | 33.7% |
| Grinding speed (m/s) | 2 | 2975 | 1487.5 | 1.69 | 3.2% |
| Grinding depth (mm) | 1 | 5794 | 5793.6 | 6.56 * | 13.0% |
| Error | 7 | 6178 | 882.5 | 50.1% | |
| Total | 12 | 37,832 | 100% |
| Source | DOE | Adj SS | Adj MS | F | PCR |
|---|---|---|---|---|---|
| Feed speed (m/s) | 2 | 0.002239 | 0.001120 | 2.06 | 5.1% |
| Grinding speed (m/s) | 2 | 0.000652 | 0.000326 | 0.60 | 0% |
| Grinding depth (mm) | 1 | 0.012133 | 0.012133 | 22.35 * | 51.0% |
| Error | 7 | 0.003801 | 0.000543 | 43.9% | |
| Total | 12 | 0.022745 | 100% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, X.; Liu, K.; Yan, Y.; Li, M.; Gong, P.; He, H. Grinding Temperature and Surface Integrity of Quenched Automotive Transmission Gear during the Form Grinding Process. Materials 2022, 15, 7723. https://doi.org/10.3390/ma15217723
Jiang X, Liu K, Yan Y, Li M, Gong P, He H. Grinding Temperature and Surface Integrity of Quenched Automotive Transmission Gear during the Form Grinding Process. Materials. 2022; 15(21):7723. https://doi.org/10.3390/ma15217723
Chicago/Turabian StyleJiang, Xiaoyang, Ke Liu, Yong Yan, Maojun Li, Pan Gong, and Hong He. 2022. "Grinding Temperature and Surface Integrity of Quenched Automotive Transmission Gear during the Form Grinding Process" Materials 15, no. 21: 7723. https://doi.org/10.3390/ma15217723
APA StyleJiang, X., Liu, K., Yan, Y., Li, M., Gong, P., & He, H. (2022). Grinding Temperature and Surface Integrity of Quenched Automotive Transmission Gear during the Form Grinding Process. Materials, 15(21), 7723. https://doi.org/10.3390/ma15217723