
Fiber Laser Welded Cobalt Super Alloy L605: Optimization of Weldability Characteristics

 and
and 
Abstract
1. Introduction
2. Materials and Methods
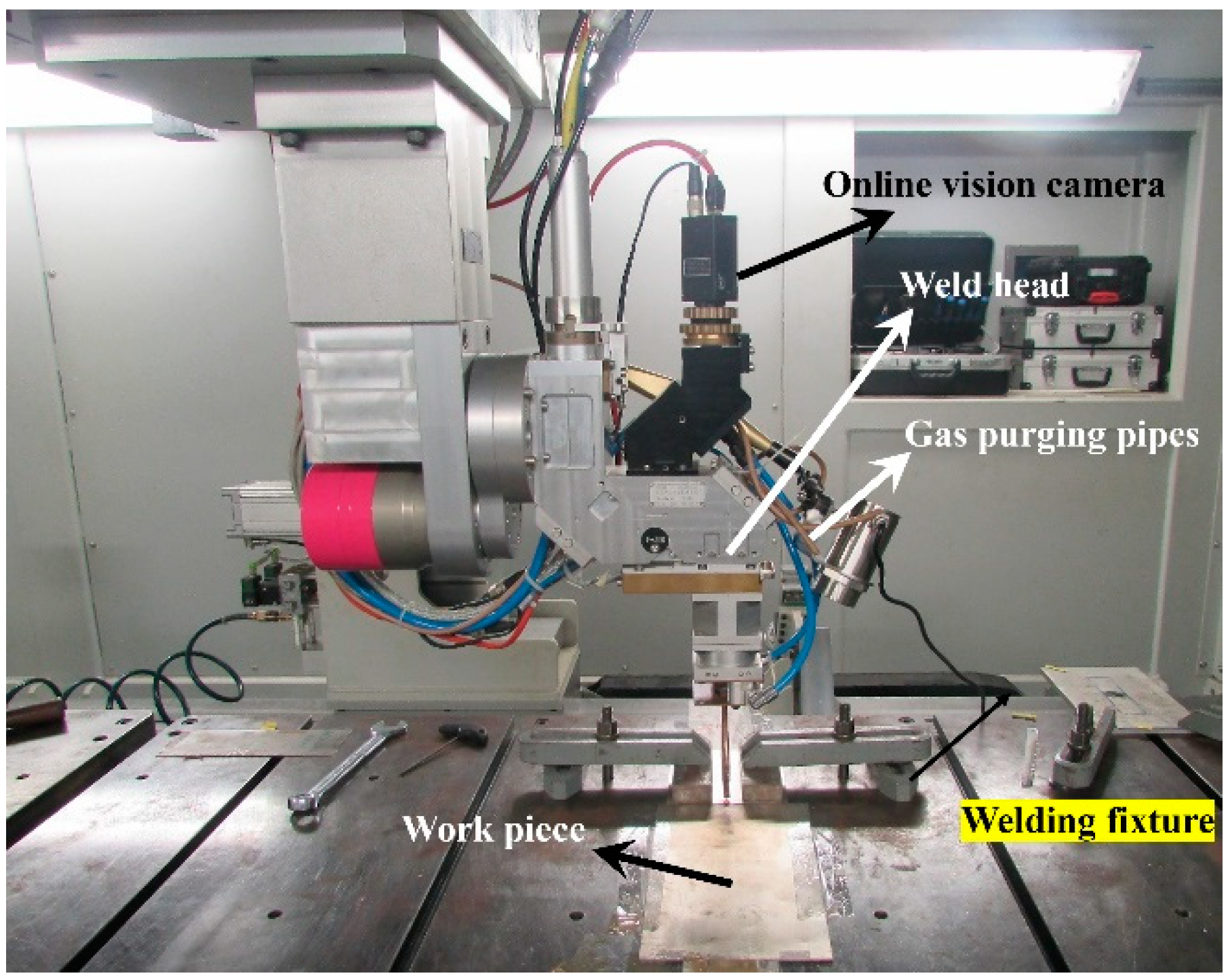
2.1. Setup Configuration
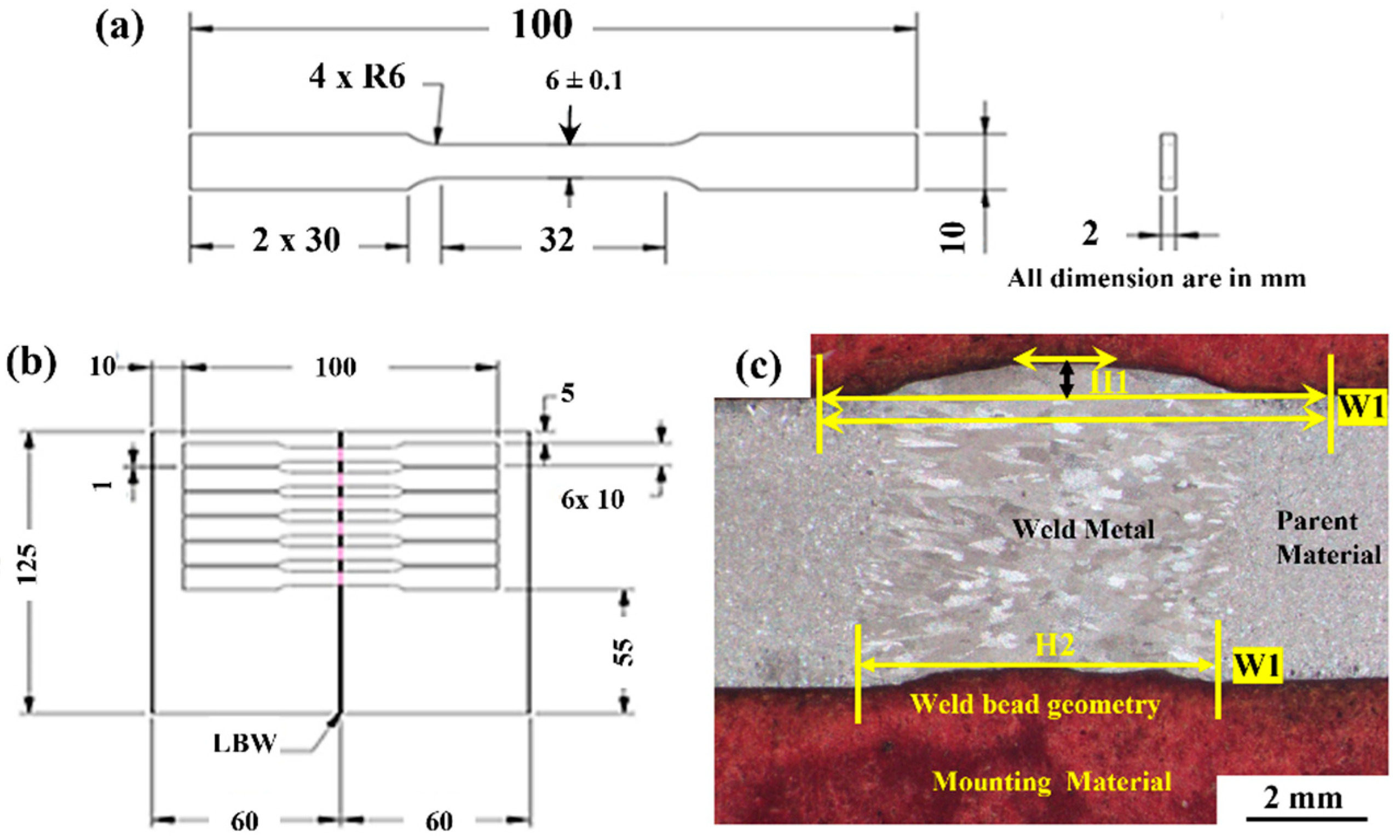
2.2. Workpiece Preparation
2.3. Parameter Selection
2.4. Design of Experiments
2.5. Experimentation
2.6. Characterization Processes
3. Results and Discussion
3.1. Radiography and Dye Penetrant Test
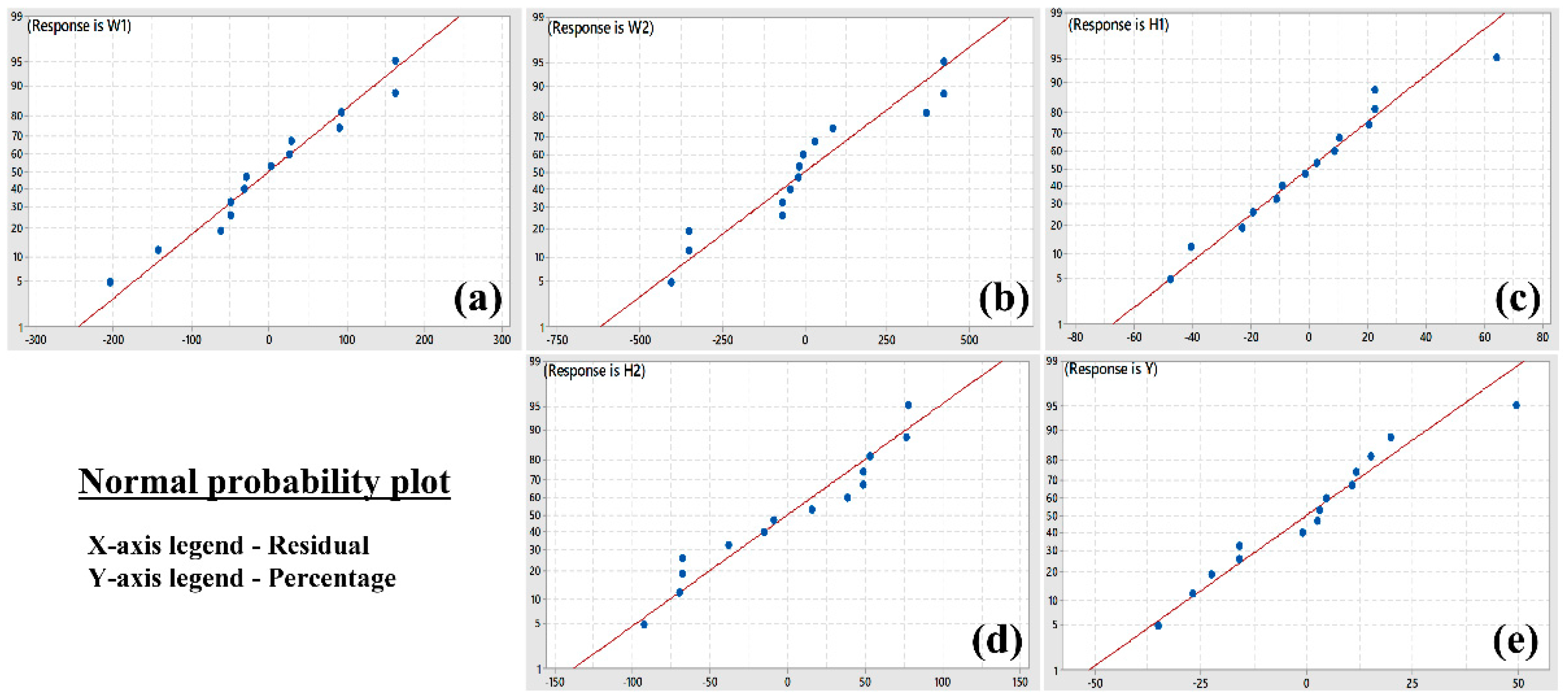
3.2. Statistical Analysis
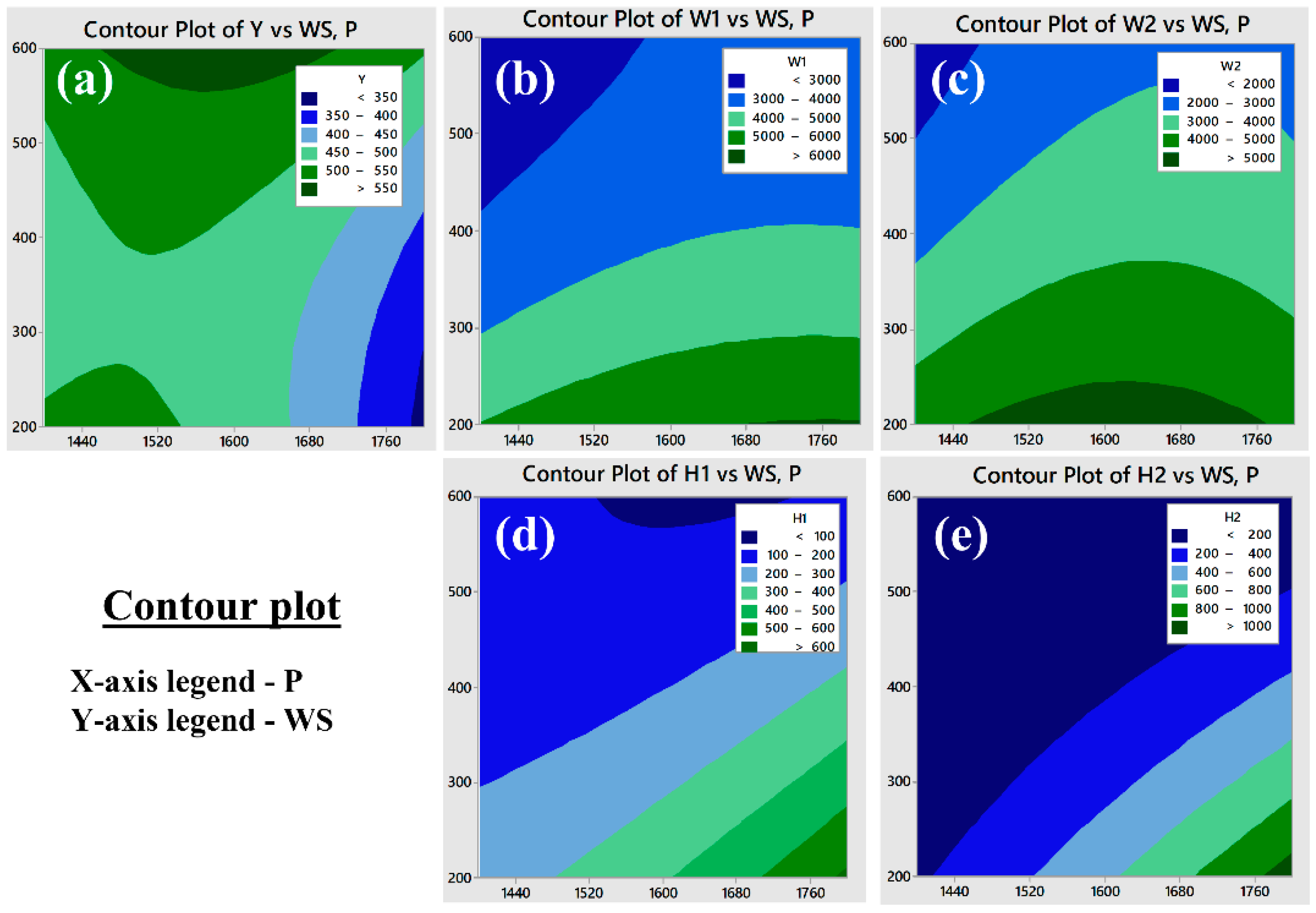
3.2.1. Weld Bead Geometry Analysis
3.2.2. Microhardness of Weld Bead
3.2.3. Tensile Yield Strength (Yield Stress)
3.2.4. Optimization of Process Parameters
3.3. Analysis of Weld Bead
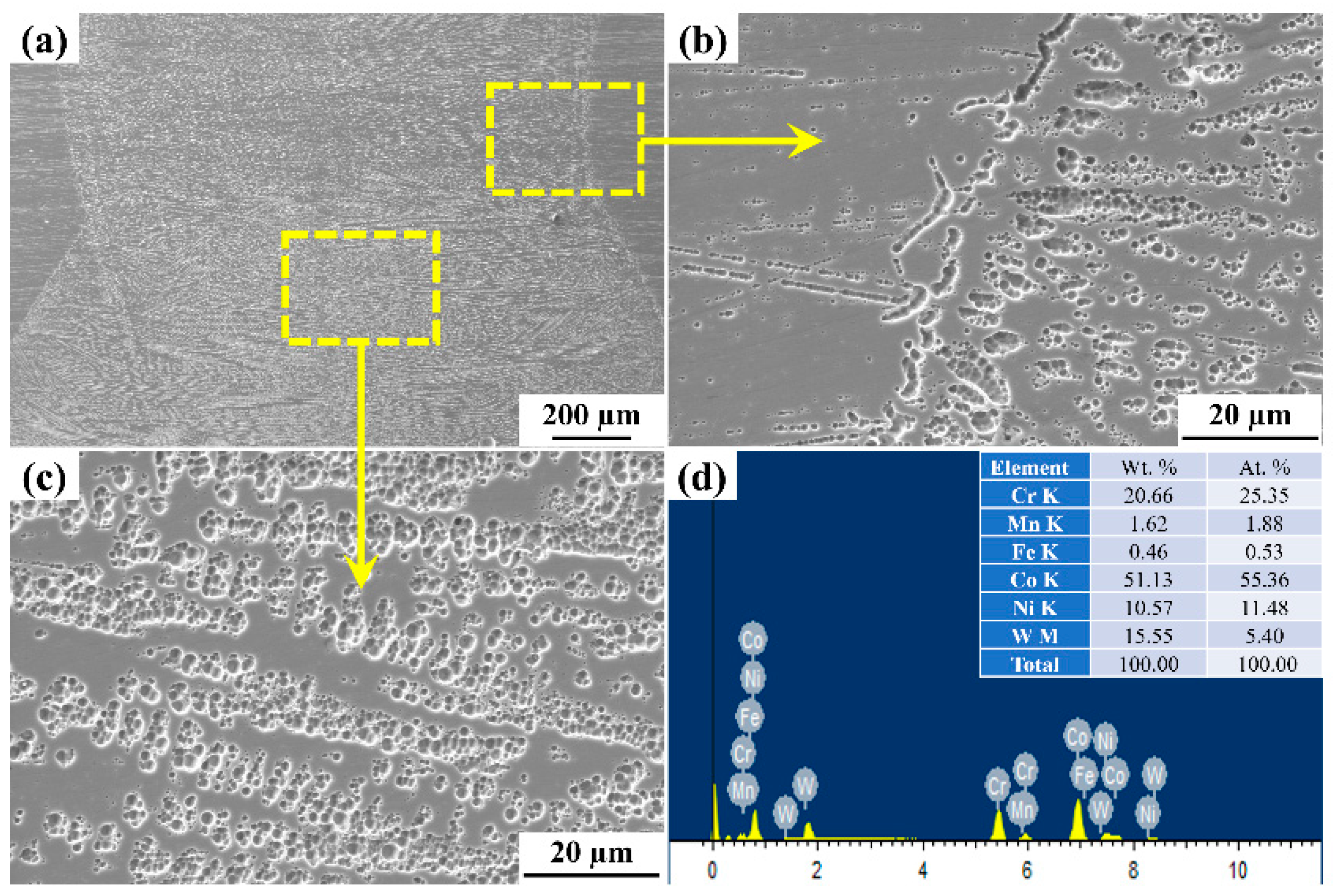
3.3.1. Morphology and Microstructure
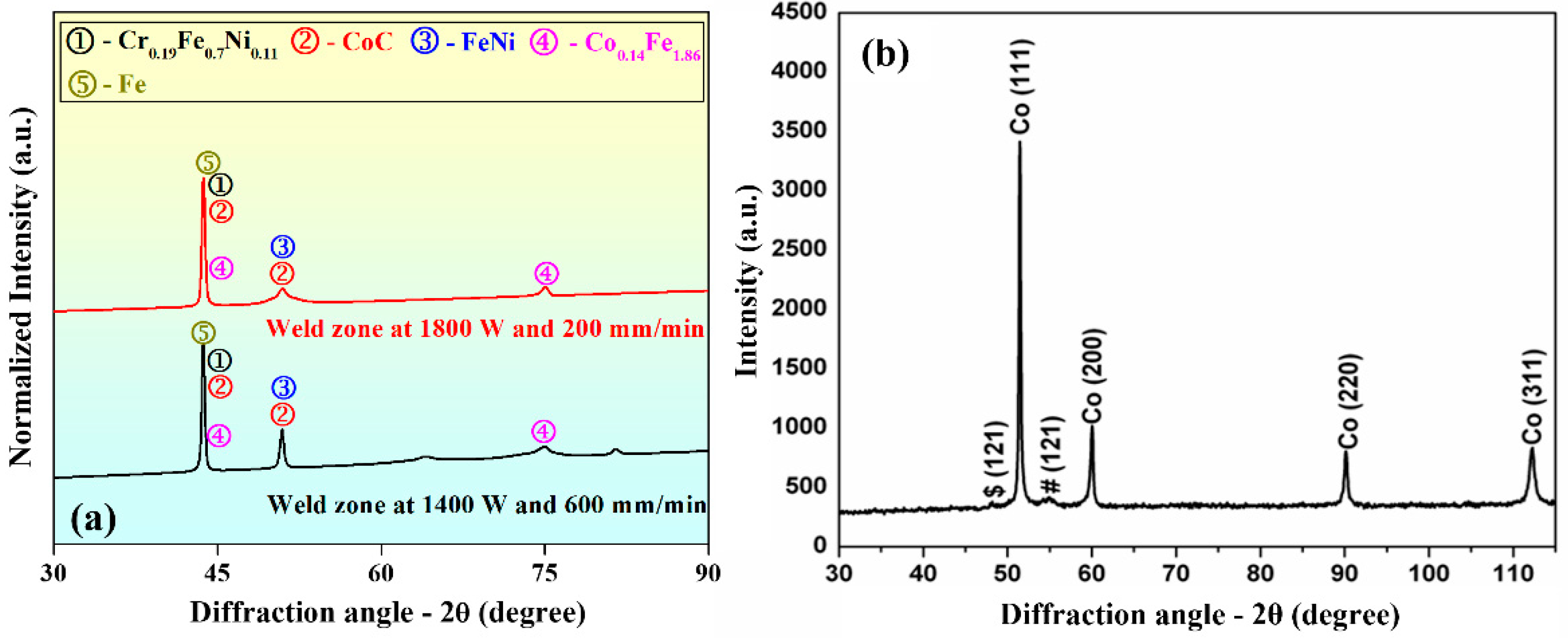
3.3.2. Phase Analysis
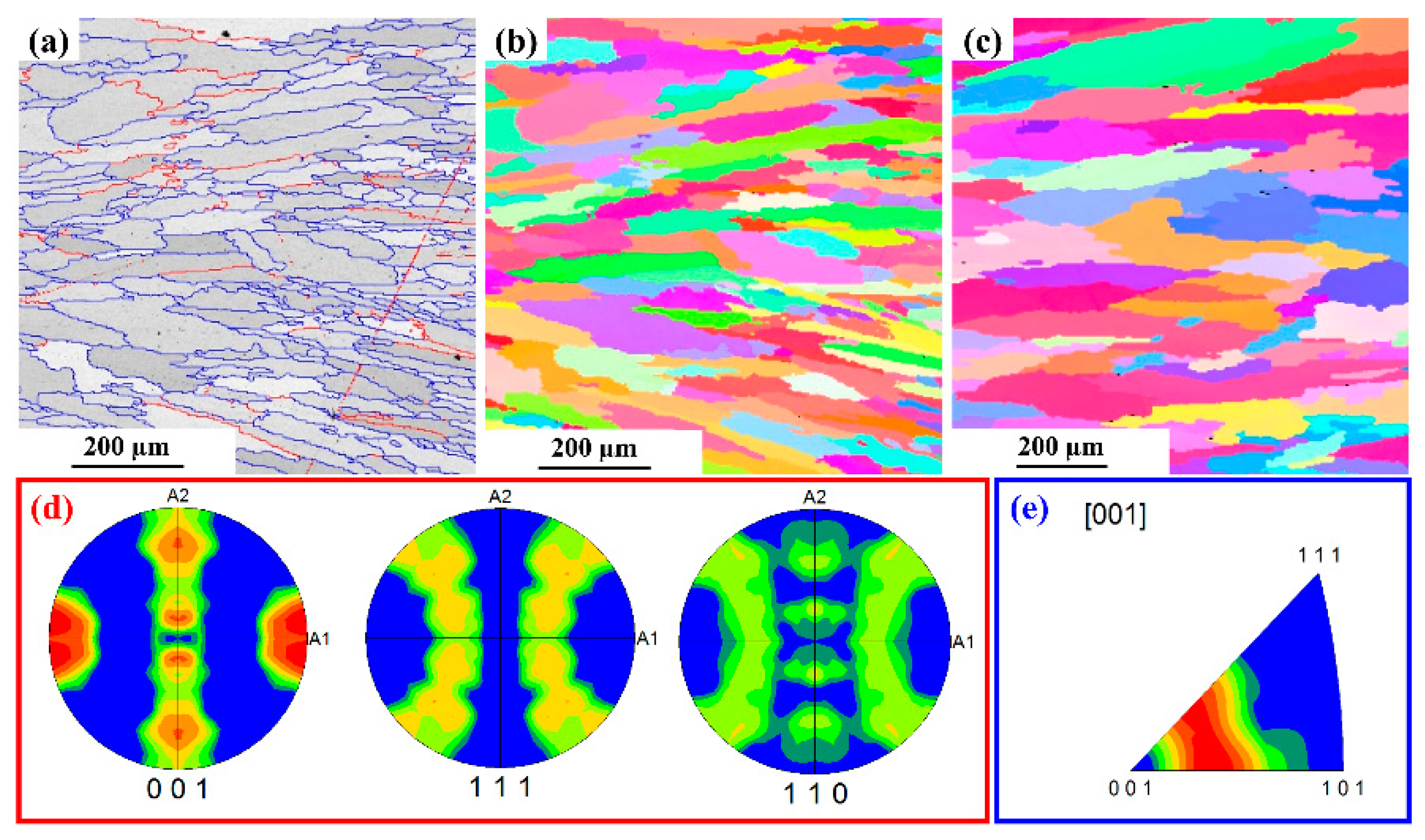
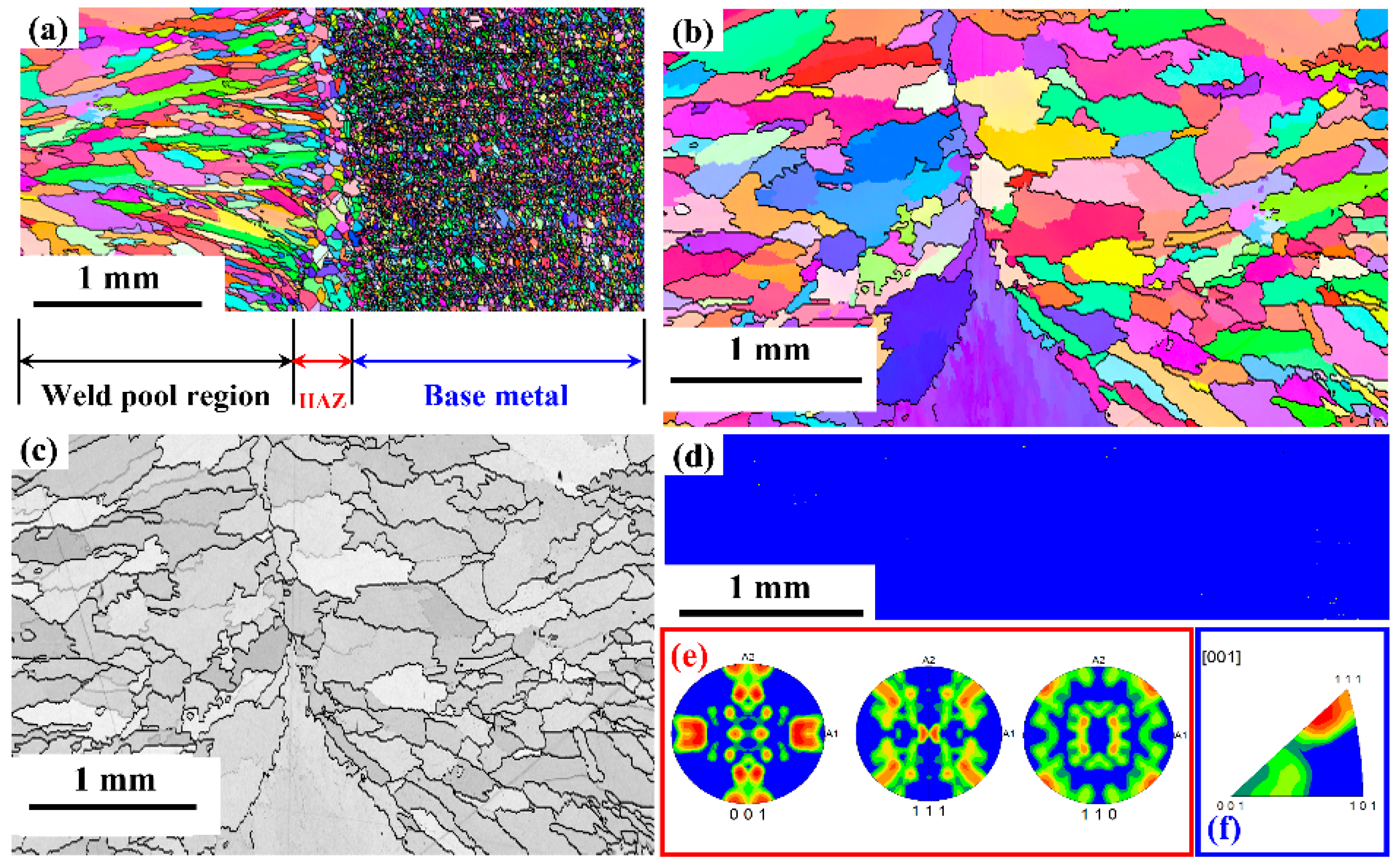
3.3.3. EBSD Analysis
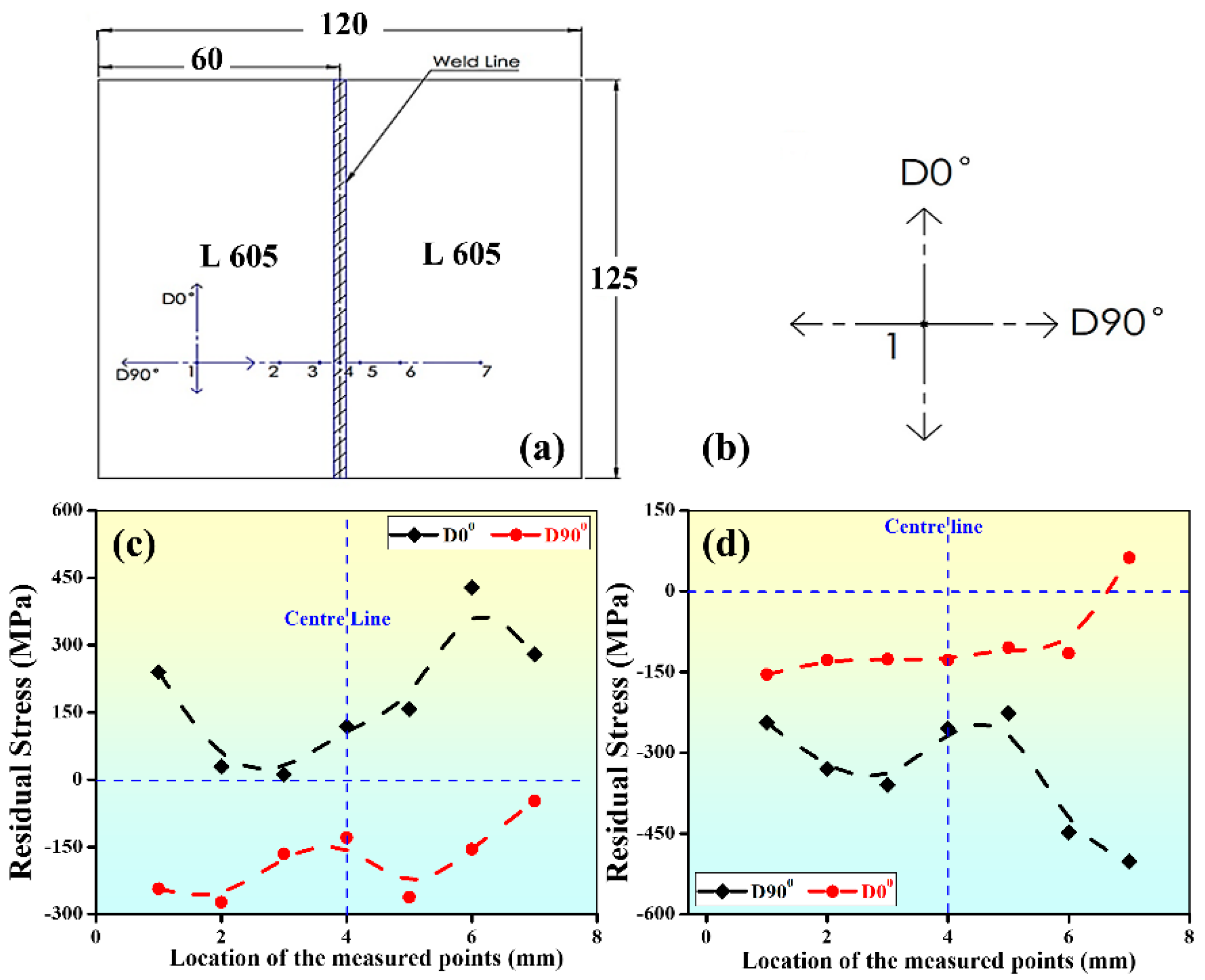
3.3.4. Residual Stress Measurement
3.3.5. Fractography Study
4. Conclusions
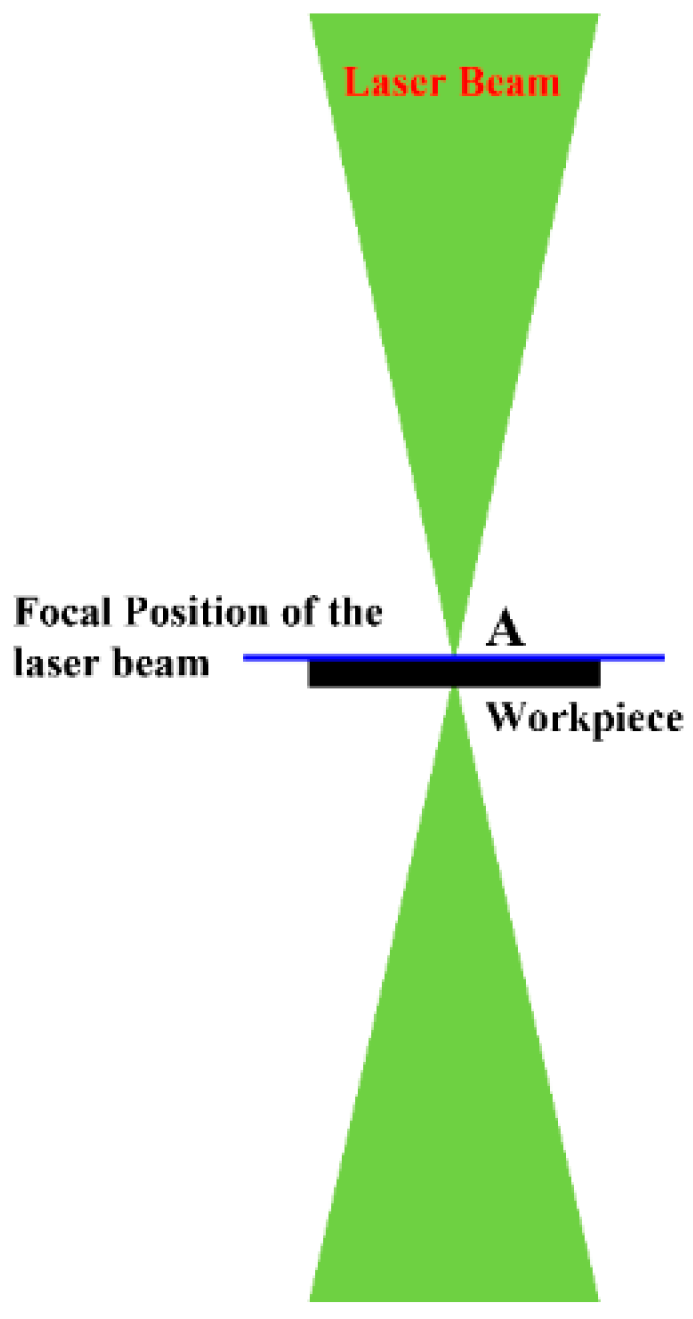
- Response surface methodology was used for the development of regression equations to correlate the input and output process parameters. Within the present range of laser welding parameters, the work surface was kept at the laser beam focal plane, which gave different weld quality in the experimentation at different laser input parameters.
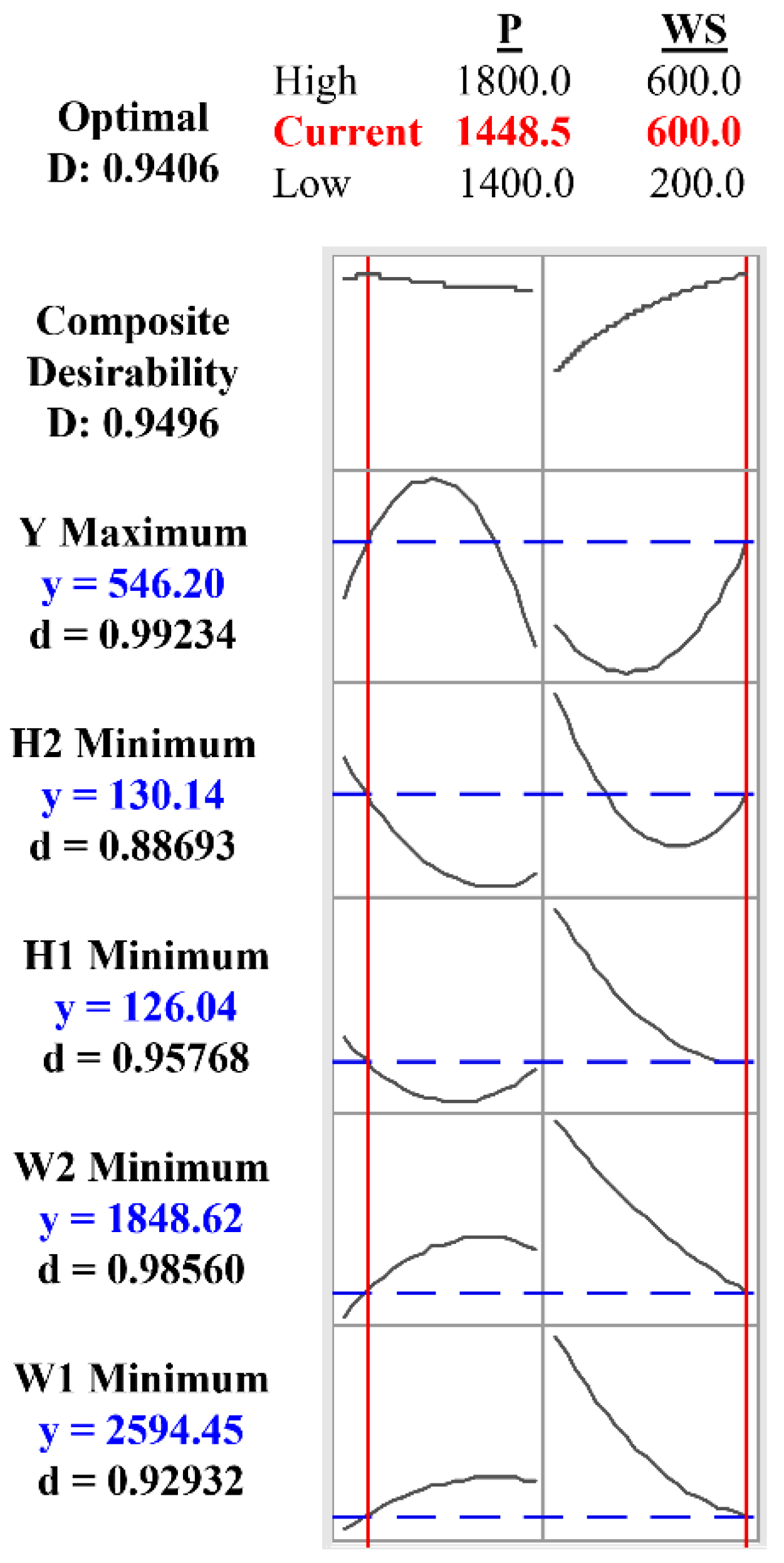
- Regression models were developed, and their predictability was checked through ANOVA. The best weld bead geometry of top width (W1): 2594.45 µm, bottom width (W2): 1848.62 µm, bead height (H1): 126.04µm, and undercut (H2): H2: 130.14 µm along with the highest tensile yield strength (yield stress) of 546.20 MPa were obtained at parameters setting of laser beam power: 1448.5W, scanning speed: 600 mm/min.
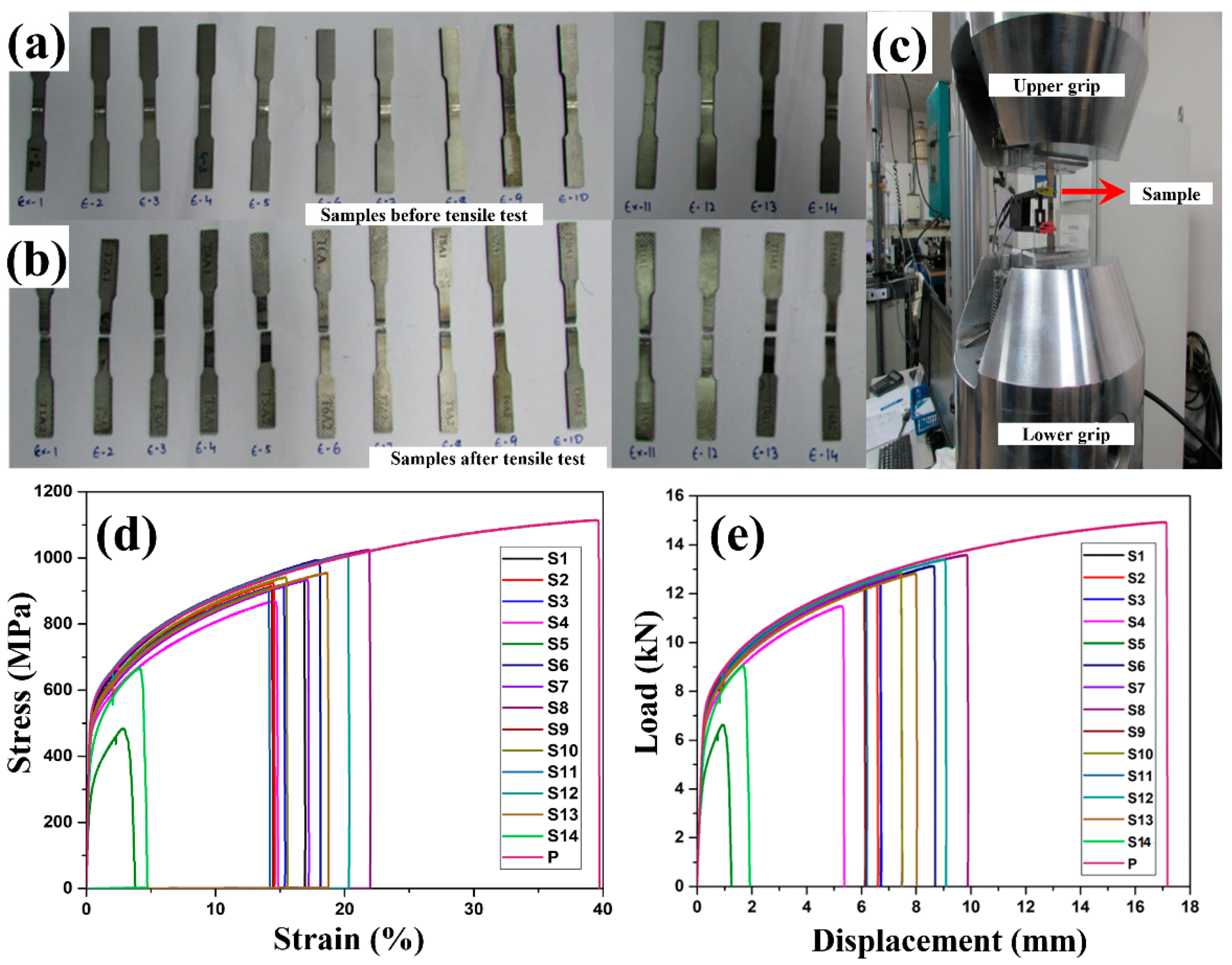
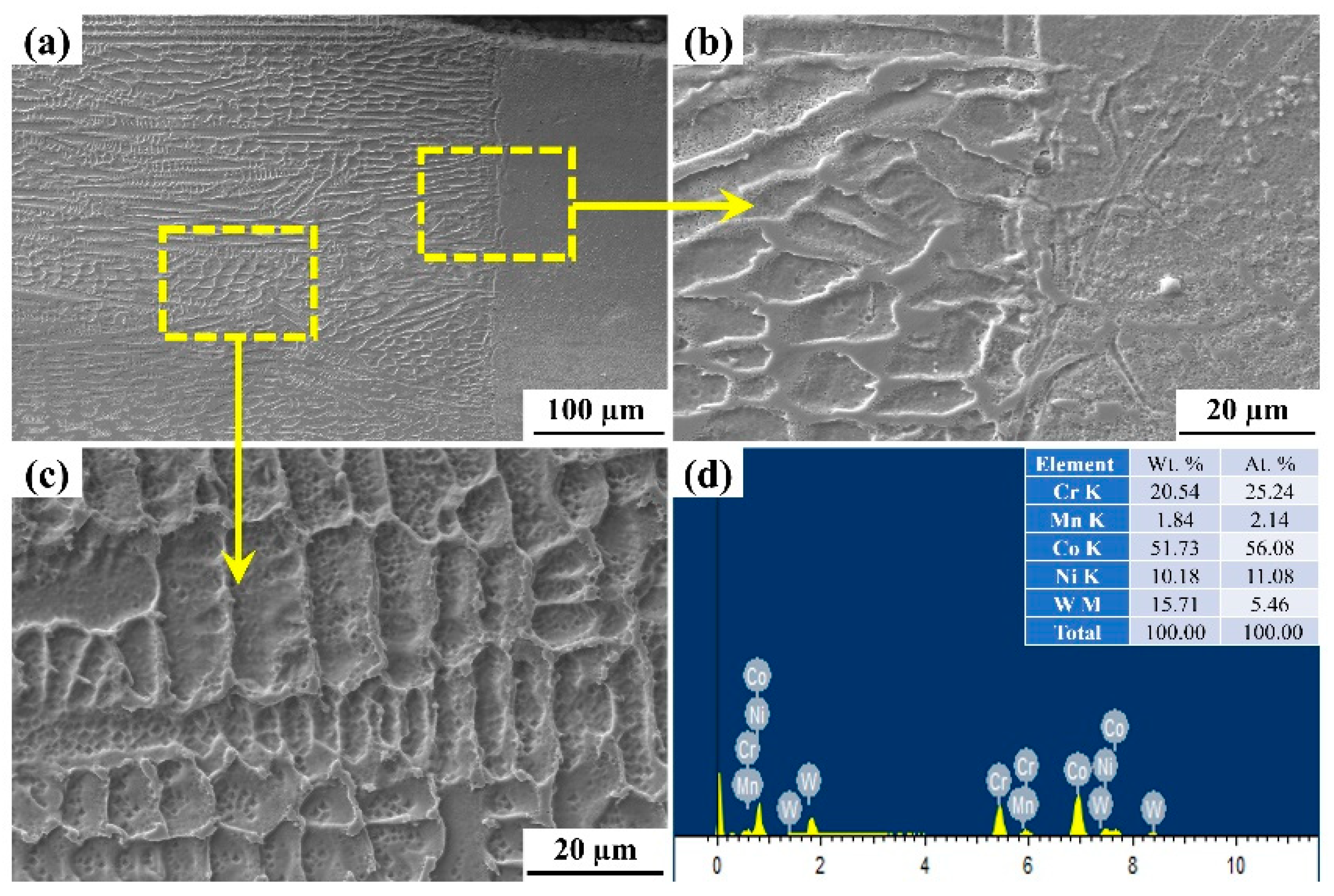
- The failure of tensile test samples occurred in the weld zone due to the formation of epitaxial grains, which was confirmed from the optical micrographs and to avoid this wobble mode of fiber laser welding may be adopted. The ductile failure occurred in the weld zones of the tensile test specimens, which are confirmed by the presence of dimples, intergranular cleavage, and micro voids in the fractured surfaces.
- The SEM analysis indicates the absence of micro-cracks in the weld zone. The microstructure (EBSD analysis shows a narrow HAZ, wherein a uniform grain size has been noticed. This region shows the grain growth compared to base metal, as this region is exposed to higher temperatures below the melting point of the base material. The strain energy stored in the base materials, along with the temperature above recrystallization temperature, has resulted in grain growth.
- All experiments in this work were conducted at room temperature and the material properties reported here also carried at room temperature. However, testing and characterization at high operating temperature will be considered as a part of future work.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- You, D.Y.; Gao, X.D.; Katayama, S. Review of Laser Welding Monitoring. Sci. Technol. Weld. Join. 2014, 19, 181–201. [Google Scholar] [CrossRef]
- Sun, F.; Mantovani, D.; Prima, F. Carbides and Their Role in Advanced Mechanical Properties of L605 Alloy: Implications for Medical Devices. Mater. Sci. Forum 2014, 783, 1354–1359. [Google Scholar] [CrossRef]
- Rathod, V.R.; Anand, R.S.; Ashok, A. Comparative Analysis of NDE Techniques with Image Processing. Non-Destr. Test. Eval. 2012, 27, 305–326. [Google Scholar] [CrossRef]
- Wang, Z.; Tang, S.Y.; Scudino, S.; Ivanov, Y.P.; Qu, R.T.; Wang, D.; Yang, C.; Zhang, W.W.; Greer, A.L.; Eckert, J.; et al. Additive manufacturing of a martensitic Co-Cr-Mo alloy: Towards circumventing the strength-ductility trade-off. Addit. Manuf. 2021, 37, 101725. [Google Scholar] [CrossRef]
- Shahriary, M.S.; Gorji, Y.M.; Kolagar, A.M. Gas metal arc welding in refurbishment of cobalt base superalloys. In IOP Conference Series: Materials Science and Engineering, Proceedings of the 5th Global Conference on Materials Science and Engineering, Taichung City, Taiwan, 8–11 November 2016; IOP Publishing: Bristol, UK, 2017; Volume 164, p. 012016. [Google Scholar] [CrossRef]
- Osoba, L.O.; Ding, R.G.; Ojo, O.A. Microstructural analysis of laser weld fusion zone in Haynes 282 superalloy. Mater. Charact. 2012, 65, 93–99. [Google Scholar] [CrossRef]
- Chen, Z.W.; Phan, M.A.L.; Darvish, K. Grain growth during selective laser melting of a Co–Cr–Mo alloy. J. Mater. Sci. 2017, 52, 7415–7427. [Google Scholar] [CrossRef]
- Kurz, W.; Trivedi, R. Rapid solidification processing and microstructure formation. Mater. Sci. Eng. A 1994, 179, 46–51. [Google Scholar] [CrossRef]
- Shamanian, M.; Valehi, M.; Kangazian, J.; Szpunar, J.A. EBSD characterization of the L-605 Co-based alloy welds processed by pulsed Nd: YAG laser welding. Opt. Laser Technol. 2020, 128, 106256. [Google Scholar] [CrossRef]
- Nistazakis, H.E.; Stassinakis, A.N.; Muhammad, S.S.; Tombras, G.S. BER estimation for multi-hop RoFSO QAM or PSK OFDM communication systems over gamma gamma or exponentially modeled turbulence channels. Opt. Laser Technol. 2014, 64, 106–112. [Google Scholar] [CrossRef]
- Anand, M.; Das, A.K. Issues in fabrication of 3D components through DMLS Technique: A review. Opt. Laser Technol. 2021, 139, 106914. [Google Scholar] [CrossRef]
- Huang, Y.; Yuan, Y.; Feng, Y.; Liu, J.; Yang, L.; Cui, L. Effect of activating flux Cr2O3 on microstructure and properties of laser welded 5083 aluminum alloys. Opt. Laser Technol. 2022, 150, 107930. [Google Scholar] [CrossRef]
- Wang, Z.; Ummethala, R.; Singh, N.; Tang, S.; Suryanarayana, C.; Eckert, J.; Prashanth, K.G. Selective Laser Melting of Aluminum and Its Alloys. Materials 2020, 13, 4564. [Google Scholar] [CrossRef] [PubMed]
- Krajewski, A.; Kołodziejczak, P. Analysis of the Impact of Acoustic Vibrations on the Laser Beam Remelting Process. Materials 2022, 15, 6402.108143. [Google Scholar] [CrossRef] [PubMed]
- Anand, M.; Das, A.K. Grain Refinement in Wire-arc Additive Manufactured Inconel 82 Alloy Through Controlled Heat Input. J. Alloy. Compd. 2022, 929, 166949. [Google Scholar] [CrossRef]
- Selvam, J.; Raja, D.; Dinaharan, I.; Mashinini, P.M. Microstructure and mechanical characterization of Nd: YAG laser beam welded AA6061/10 wt% ZrB2 aluminum matrix composites. Opt. Laser Technol. 2021, 140, 107084. [Google Scholar] [CrossRef]
- Zhou, S.; Wang, B.; Wu, D.; Ma, G.; Yang, G.; Wei, W. Effect of pulse energy on microstructure and properties of laser lap-welding Hastelloy C-276 and 304 stainless steel dissimilar metals. Opt. Laser Technol. 2021, 142, 107236. [Google Scholar] [CrossRef]
- Kupiec, B.; Urbańczyk, M.; Radoń, M.; Mróz, M. Problems of HLAW Hybrid Welding of S1300QL Steel. Materials 2022, 15, 5756. [Google Scholar] [CrossRef]
- Chatterjee, S.; Mahapatra, S.S.; Bharadwaj, V.; Upadhyay, B.N.; Bindra, K.S.; Thomas, J. Parametric appraisal of mechanical and metallurgical behavior of butt welded joints using pulsed Nd: YAG laser on thin sheets of AISI 316. Opt. Laser Technol. 2019, 117, 186–199. [Google Scholar] [CrossRef]
- Li, G.; Lu, X.; Zhu, X.; Huang, J.; Liu, L.; Wu, Y. The interface microstructure, mechanical properties and corrosion resistance of dissimilar joints during multipass laser welding for nuclear power plants. Opt. Laser Technol. 2018, 101, 479–490. [Google Scholar] [CrossRef]
- Fang, Z.C.; Wu, Z.L.; Huang, C.G.; Wu, C.W. Review on residual stress in selective laser melting additive manufacturing of alloy parts. Opt. Laser Technol. 2020, 129, 106283. [Google Scholar] [CrossRef]
- Hagenlocher, C.; Weller, D.; Weber, R.; Graf, T. Reduction of the Hot Cracking Susceptibility of Laser Beam Welds in AlMgSi Alloys by Increasing the Number of Grain Boundaries. Sci. Technol. Weld. Join. 2019, 24, 313–319. [Google Scholar] [CrossRef]
- Anand, M.; Bishwakarma, H.; Kumar, N.; Ujjwal, K.; Das, A.K. Fabrication of multilayer thin wall by WAAM technique and investigation of its microstructure and mechanical properties. Mater. Today Proc. 2022, 56, 927–930. [Google Scholar] [CrossRef]
- Baba, N.; Watanabe, I.; Liu, J.; Atsuta, M. Mechanical Strength of Laser-Welded Cobalt-Chromium Alloy. J. Biomed. Mater. Res. Part B Appl. Biomater. 2004, 69, 121–124. [Google Scholar] [CrossRef] [PubMed]
- Li, R.; Zhang, F.; Sun, T.; Liu, B.; Chen, S.; Tian, Y. Investigation of Strengthening Mechanism of Commercially Pure Titanium Joints Fabricated by Autogenously Laser Beam Welding and Laser-MIG Hybrid Welding Processes. Int. J. Adv. Manuf. Technol. 2019, 101, 377–389. [Google Scholar] [CrossRef]
- Palma, D.P.D.S.; Nakazato, R.Z.; Codaro, E.N.; Acciari, H.A. Morphological and structural variations in anodic films grown on polished and electropolished titanium substrates. Mater. Res. 2019, 22. [Google Scholar] [CrossRef]
- Shanmugarajan, B.; Padmanabham, G.; Kumar, H.; Albert, S.K.; Bhaduri, A.K. Autogenous Laser Welding Investigations on Modified 9Cr–1Mo (P91) Steel. Sci. Technol. Weld. Joint. 2011, 16, 528–534. [Google Scholar] [CrossRef]
- Quazi, M.M.; Ishak, M.; Fazal, M.A.; Arslan, A.; Rubaiee, S.; Aiman, M.H.; Qaban, A.; Yusof, F.; Sultan, T.; Ali, M.M.; et al. A comprehensive assessment of laser welding of biomedical devices and implant materials: Recent research, development and applications. Crit. Rev. Solid State Mater. Sci. 2021, 46, 109–151. [Google Scholar] [CrossRef]
- Dinesh Babu, P.; Buvanashekaran, G.; Balasubramanian, K.R. The Elevated Temperature Wear Analysis of Laser Surface–Hardened En25 Steel Using Response Surface Methodology. Tribol. Trans. 2015, 58, 602–615. [Google Scholar] [CrossRef]
- Chandrasekhar, N.; Ragavendran, M.; Ravikumar, R.; Vasudevan, M.; Murugan, S. Optimization of Hybrid Laser–TIG Welding of 316LN Stainless Steel Using Genetic Algorithm. Mater. Manuf. Process. 2017, 32, 1094–1100. [Google Scholar] [CrossRef]
- Bandhu, D.; Abhishek, K. Assessment of Weld Bead Geometry in Modified Shortcircuiting Gas Metal Arc Welding Process for Low Alloy Steel. Mater. Manuf. Process. 2021, 36, 1384–1402. [Google Scholar] [CrossRef]
- Datta, S.; Raza, M.S.; Saha, P.; Pratihar, D.K. Effects of Process Parameters on the Quality Aspects of Weld-Bead in Laser Welding of NiTinol Sheets. Mater. Manuf. Process. 2019, 34, 648–659. [Google Scholar] [CrossRef]
- Das Neves, M.D.M.; Lotto, A.; Berretta, J.R.; De Rossi, W.; Nilson Dias, V., Jr. Microstructure Development in Nd: YAG Laser Welding of AISI 304 and Inconel 600. Weld. Int. 2010, 24, 739–748. [Google Scholar] [CrossRef]
- CJ, A.; Mohan, D.G. Predicting the ultimate tensile strength and wear rate of aluminium hybrid surface composites fabricated via friction stir processing using computational methods. J. Adhes. Sci. Technol. 2021, 36, 1707–1726. [Google Scholar] [CrossRef]
- Prabakaran, M.P.; Kannan, G.R.; Pandiyarajan, R. Effects of welding speed on microstructure and mechanical properties of CO2 laser welded dissimilar butt joints between low carbon steel and austenitic stainless steel. Adv. Mater. Process. Technol. 2020, 6, 1–12. [Google Scholar] [CrossRef]
- Verma, A.; Natu, H.; Balasundar, I.; Chelvane, A.; Niranjani, V.L.; Mohape, M.; Mahanta, G.; Gowtam, S.; Shanmugasundaram, T. Effect of Copper on Microstructural Evolution and Mechanical Properties of Laser-Welded CoCrFeNi High Entropy Alloy. Sci. Technol. Weld. Joint. 2022, 27, 197–203. [Google Scholar] [CrossRef]
- Khan, M.S.; Razmpoosh, M.H.; Biro, E.; Zhou, Y. A Review on the Laser Welding of Coated 22MnB5 Press-Hardened Steel and Its Impact on the Production of Tailor-Welded Blanks. Sci. Technol. Weld. Joint. 2020, 25, 447–467. [Google Scholar] [CrossRef]
- Wu, S.C.; Hu, Y.N.; Duan, H.; Yu, C.; Jiao, H.S. On the fatigue performance of laser hybrid welded high Zn 7000 alloys for next generation railway components. Int. J. Fatigue 2016, 91, 1–10. [Google Scholar] [CrossRef]
- Wu, S.C.; Qin, Q.B.; Hu, Y.N.; Branco, R.; Li, C.H.; Williams, C.J.; Zhang, W.H. The microstructure, mechanical, and fatigue behaviours of MAG welded G20Mn5 cast steel. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 1051–1063. [Google Scholar] [CrossRef]
- Cheepu, M.; Kumar Reddy, Y.A.; Indumathi, S.; Venkateswarlu, D. Laser Welding of Dissimilar Alloys between High Tensile Steel and Inconel Alloy for High Temperature Applications. Adv. Mater. Process. Technol. 2020, 2020, 1–12. [Google Scholar] [CrossRef]
- Ramkumar, K.D.; Sridhar, R.; Periwal, S.; Oza, S.; Saxena, V.; Hidad, P.; Arivazhagan, N. Investigations on the structure–Property relationships of electron beam welded Inconel 625 and UNS 32205. Mater. Des. 2015, 68, 158–166. [Google Scholar] [CrossRef]
- Deng, J.; Zhao, G.; Lei, J.; Zhong, L.; Lei, Z. Research Progress and Challenges in Laser-Controlled Cleaning of Aluminum Alloy Surfaces. Materials 2022, 15, 5469. [Google Scholar] [CrossRef] [PubMed]
- Fernandes, F.A.; Pinto, J.P.; Vilarinho, B.; Pereira, A.B. Laser Direct Joining of Steel to Polymethylmethacrylate: The Influence of Process Parameters and Surface Mechanical Pre-Treatment on the Joint Strength and Quality. Materials 2022, 15, 5081. [Google Scholar] [CrossRef] [PubMed]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Unit | Co | Cr | W | Ni | Fe | Mn | Si | C | S | P |
|---|---|---|---|---|---|---|---|---|---|---|
| Wt.% | Balance | 20.00 | 15.00 | 10.00 | 3.00 | 1.50 | 0.40 | 0.10 | 0.030 | 0.040 |
| Parameter | Units | Level 1 | Level 2 | Level 3 |
|---|---|---|---|---|
| Laser power | Watt (W) | 1400 | 1600 | 1800 |
| Welding speed | mm/min | 200 | 400 | 600 |
| Run Order | Pt Type | Blocks | P | WS | W1 | W2 | H1 | H2 | Y |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 0 | 1 | 1600 | 400 | 4016.83 | 3807.56 | 139.51 | 145.33 | 492 |
| 2 | 1 | 1 | 1800 | 600 | 3051.86 | 2662.39 | 110.45 | 0 | 509 |
| 3 | 0 | 1 | 1600 | 400 | 3650.61 | 3859.88 | 156.95 | 122.07 | 481 |
| 4 | 1 | 1 | 1400 | 200 | 4964.36 | 4656.27 | 226.71 | 168.58 | 474 |
| 5 | 1 | 1 | 1800 | 200 | 5958.4 | 4447.00 | 610.37 | 1150.99 | 299 |
| 6 | 1 | 1 | 1400 | 600 | 2336.85 | 1790.43 | 122.07 | 87.20 | 532 |
| 7 | 0 | 1 | 1600 | 400 | 4016.83 | 3731.99 | 244.15 | 198.82 | 486 |
| 8 | −1 | 2 | 1600 | 200 | 5981.65 | 5830.51 | 412.73 | 494.11 | 540 |
| 9 | 0 | 2 | 1600 | 400 | 3784.31 | 3749.43 | 168.58 | 133.70 | 506 |
| 10 | −1 | 2 | 1400 | 400 | 3197.19 | 2371.73 | 198.82 | 129.40 | 495 |
| 11 | 0 | 2 | 1600 | 400 | 3877.32 | 3685.49 | 238.34 | 249.96 | 487 |
| 12 | −1 | 2 | 1600 | 600 | 3121.62 | 2348.48 | 104.64 | 133.70 | 548 |
| 13 | 0 | 2 | 1600 | 400 | 3830.81 | 3929.63 | 267.4 | 191.83 | 495 |
| 14 | −1 | 2 | 1800 | 400 | 4150.53 | 3865.69 | 325.53 | 395.29 | 409 |
| W1 | W2 | H1 | H2 | Y | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Source | DF | p-Value | DF | p-Value | DF | p-Value | DF | p-Value | DF | p-Value |
| Linear | 2 | 0.000 | 2 | 0.000 | 2 | 0.000 | 2 | 0.000 | 2 | 0.003 |
| Square | 2 | 0.001 | 2 | 0.029 | 2 | 0.137 | 2 | 0.017 | 2 | 0.026 |
| 2-Way Interaction | 1 | 0.357 | 1 | 0.153 | 1 | 0.003 | 1 | 0.000 | 1 | 0.039 |
| Lack-of-Fit | 3 | 0.444 | 3 | 0.001 | 3 | 0.792 | 3 | 0.060 | 3 | 0.001 |
| R-sq | 98.11% | 93.47% | 92.97% | 95.62% | 84.97% | |||||
| R-sq(adj) | 95.78% | 89.39% | 88.57% | 92.89% | 75.58% | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Prasad, B.H.; Madhusudhan Reddy, G.; Das, A.K.; Prashanth, K.G. Fiber Laser Welded Cobalt Super Alloy L605: Optimization of Weldability Characteristics. Materials 2022, 15, 7708. https://doi.org/10.3390/ma15217708
Prasad BH, Madhusudhan Reddy G, Das AK, Prashanth KG. Fiber Laser Welded Cobalt Super Alloy L605: Optimization of Weldability Characteristics. Materials. 2022; 15(21):7708. https://doi.org/10.3390/ma15217708
Chicago/Turabian StylePrasad, B. Hari, G. Madhusudhan Reddy, Alok Kumar Das, and Konda Gokuldoss Prashanth. 2022. "Fiber Laser Welded Cobalt Super Alloy L605: Optimization of Weldability Characteristics" Materials 15, no. 21: 7708. https://doi.org/10.3390/ma15217708
APA StylePrasad, B. H., Madhusudhan Reddy, G., Das, A. K., & Prashanth, K. G. (2022). Fiber Laser Welded Cobalt Super Alloy L605: Optimization of Weldability Characteristics. Materials, 15(21), 7708. https://doi.org/10.3390/ma15217708