

Modeling of Hydrogen Diffusion in Inhomogeneous Steel Welded Joints



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
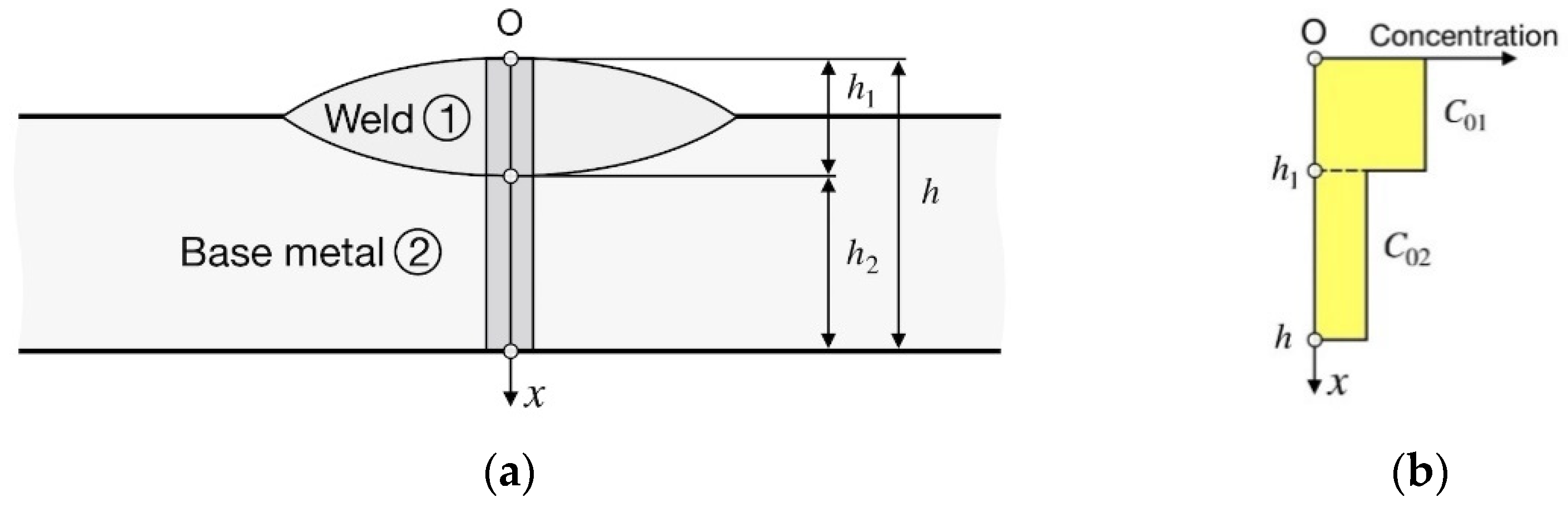
2. Statement of the Hydrogen Diffusion Problem
- (1)
- Mass transfer equation (Fick’s law):where is the time.
- (2)
- (3)
3. Solution of the Hydrogen Diffusion Problem
4. Results and Discussion
5. Conclusions
- (1)
- The obtained functional-analytical solutions make it possible to analyze hydrogen diffusion in inhomogeneous butt-welded joints considering the weld dimensions, initial hydrogen distribution, diffusion coefficients, and solubilities.
- (2)
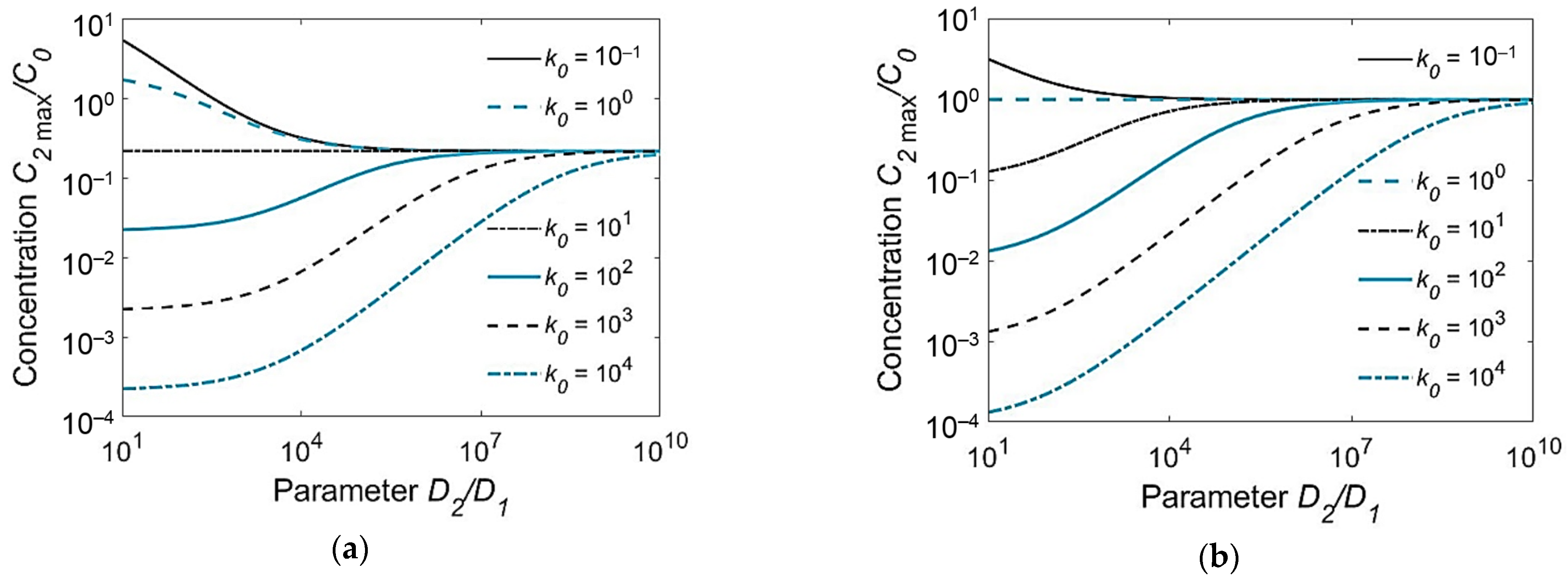
- The peak hydrogen concentration in the HAZ of inhomogeneous joints varies in direct proportion to the initial hydrogen concentration in the WM and in inverse proportion to the ratio of hydrogen solubilities in the WM and BM. It is nonlinear in the diffusion coefficient ratio of the BM and WM.
- (3)
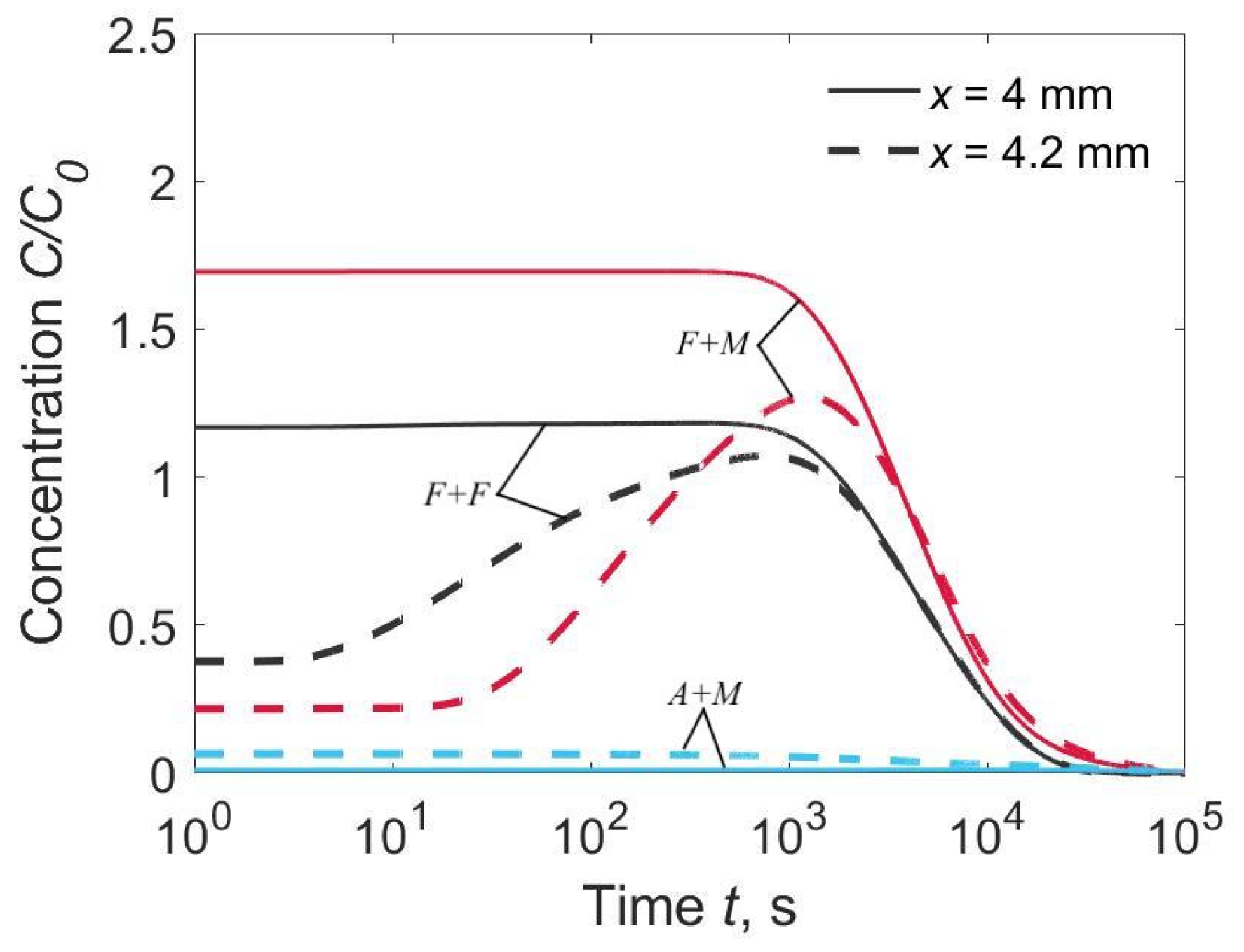
- In the welding of martensitic steel with ferritic welding consumables, the peak hydrogen concentration in the HAZ can exceed 170% of the average initial concentration in the joint, thus contributing to the susceptibility to cold cracking.
- (4)
- Application of austenitic consumables leads to aa dramatic reduction in the hydrogen concentration in the HAZ in comparison with non-austenitic consumables.
- (5)
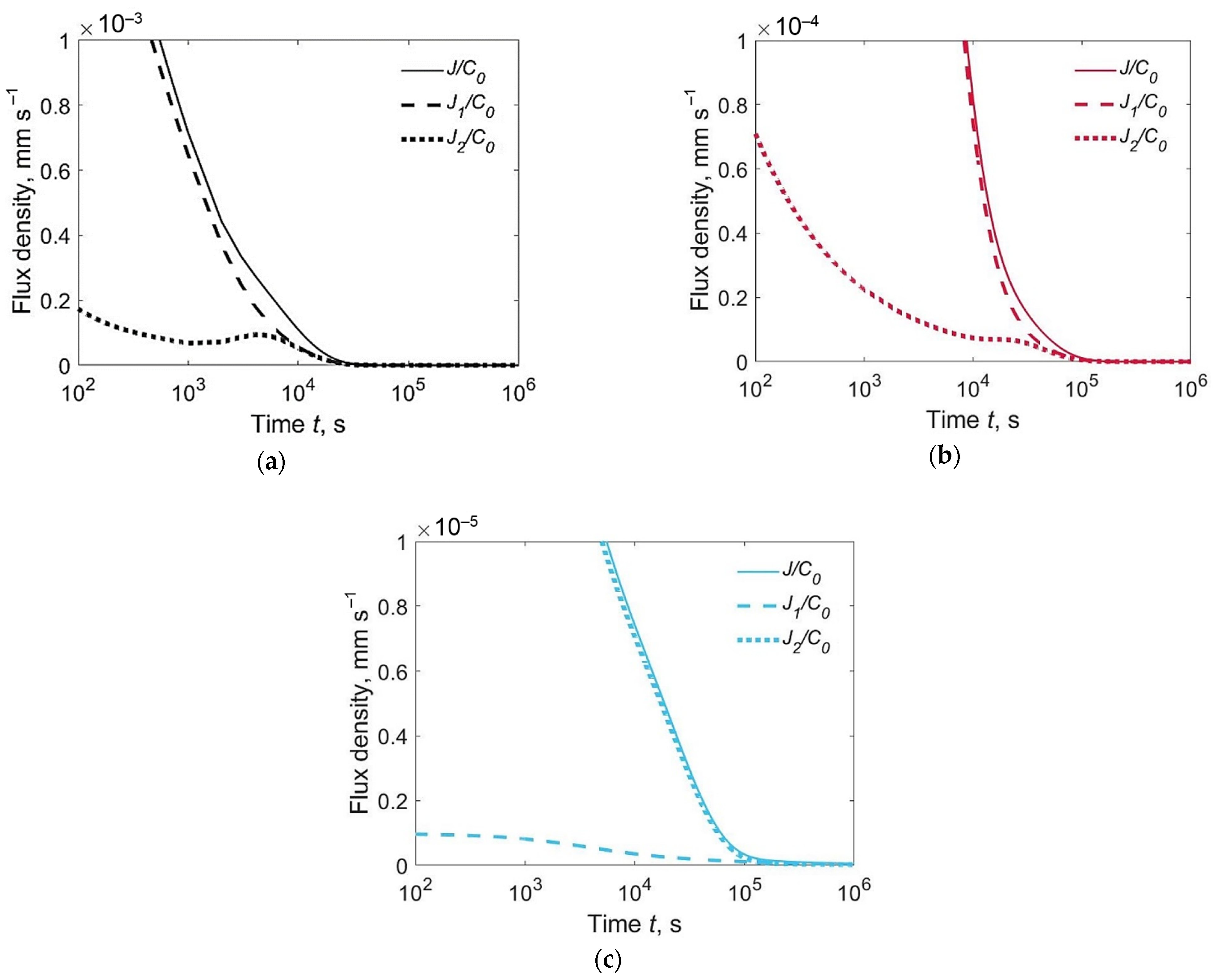
- The time-dependent effusion of hydrogen depends on the inhomogeneity of the welded joint with regard to the solubility and diffusion coefficient. There is no direct relationship between the hydrogen concentration in the HAZ and the flux of effused hydrogen.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lippold, J.C. Welding Metallurgy and Weldability; John Wiley and Sons: Hoboken, NJ, USA, 2015. [Google Scholar]
- Padhy, G.K.; Komizo, Y. Diffusion hydrogen in steel weldments. Trans. Jpn. Weld. Res. Inst. 2013, 42, 39–62. [Google Scholar]
- Andersson, B.A.B. Diffusion and trapping of hydrogen in a bead-on-plate weld. J. Eng. Mater. Technol. 1980, 102, 64–72. [Google Scholar] [CrossRef]
- Leblond, J.B.; Dubois, D. A general mathematical description of hydrogen diffusion in steels: Derivation of diffusion equations from Boltzmann-type transport equations. Acta Metall. 1983, 31, 1459–1469. [Google Scholar] [CrossRef]
- Mundra, K.; Blackburn, J.M.; DebRoy, T. Absorption and transport of hydrogen during gas metal arc welding of low alloy steel. Sci. Technol. Weld. Join. 1997, 2, 174–184. [Google Scholar] [CrossRef]
- Alexandrov, B.T. Hydrogen behaviour in welded joints and evaluation of its role for cold cracking. In Mathematical Modelling of Weld Phenomena 7; Technical University of Graz: Graz, Austria, 2005; pp. 781–846. [Google Scholar]
- Fjaer, H.G.; Aas, S.K.; Olden, V.; Lindholm, D.; Akselsen, O.M. Simulation of multipass welding of a steel pipe including modelling of hydrogen diffusion and fracture mechanics assessment. In Mathematical Modelling of Weld Phenomena 10; Technical University of Graz: Graz, Austria, 2013; pp. 371–399. [Google Scholar]
- Karkhin, V.A.; Levchenko, A.M.; Khomich, P.N. Hydrogen diffusion model at welding high-strength steels. Weld. Int. 2022, 36, 226–236. [Google Scholar] [CrossRef]
- Million, A.; Million, C. L’hydrogene dans les Aciers et dans les Joints Soudes; [Hydrogen in Steels and in Welded Joints]; Dunod: Paris, France, 1971. (In French) [Google Scholar]
- Karkhin, V.A.; Marx, O.Y. Analysis of influence of welded joint inhomogeneity on hydrogen concentration in the heat affected zone. Autom. Weld. 1994, 2, 9–14. (In Russian) [Google Scholar]
- Karkhin, V.A.; Levchenko, A.M.; Starobinskii, E.B.; Parshin, S.G. Effect of microstructural inhomogeneity on hydrogen diffusion in welded joints. Mater. Today Proc. 2020, 30, 462–466. [Google Scholar] [CrossRef]
- Carslaw, H.S.; Jaeger, J.C. Conduction of Heat in Solids, 2nd ed.; Oxford University Press: Oxford, UK, 1973. [Google Scholar]
- Lancaster, J.F. Metallurgy of Welding, 6th ed.; Abington Publishing: Cambridge, UK, 1999. [Google Scholar]
- Boellinghaus, T.; Hoffmeister, H.; Middel, C. Scatterbands for hydrogen diffusion coefficients in steels having a ferritic or martensitic microstructure and steels having an austenitic microstructure at room temperature. Weld. World 1996, 37, 16–23. [Google Scholar]
- Karkhin, V.A.; Aldaiee, Y.; Levchenko, A.M. Hydrogen diffusion coefficient in welded steels. Weld. Diagn. 2021, 6, 20–27. (In Russian) [Google Scholar]
- Parshin, S.G.; Levchenko, A.M.; Maystro, A.S. Metallurgical model of diffusible hydrogen and non-metallic slag inclusions in underwater wet welding of high-strength steel. Metals 2020, 10, 1498. [Google Scholar] [CrossRef]
- Karkhin, V.A. Thermal Processes in Welding; Springer: Singapore, 2019. [Google Scholar]


Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rudskoi, A.I.; Karkhin, V.A.; Starobinskii, E.B.; Parshin, S.G. Modeling of Hydrogen Diffusion in Inhomogeneous Steel Welded Joints. Materials 2022, 15, 7686. https://doi.org/10.3390/ma15217686
Rudskoi AI, Karkhin VA, Starobinskii EB, Parshin SG. Modeling of Hydrogen Diffusion in Inhomogeneous Steel Welded Joints. Materials. 2022; 15(21):7686. https://doi.org/10.3390/ma15217686
Chicago/Turabian StyleRudskoi, Andrei I., Victor A. Karkhin, Egor B. Starobinskii, and Sergey G. Parshin. 2022. "Modeling of Hydrogen Diffusion in Inhomogeneous Steel Welded Joints" Materials 15, no. 21: 7686. https://doi.org/10.3390/ma15217686
APA StyleRudskoi, A. I., Karkhin, V. A., Starobinskii, E. B., & Parshin, S. G. (2022). Modeling of Hydrogen Diffusion in Inhomogeneous Steel Welded Joints. Materials, 15(21), 7686. https://doi.org/10.3390/ma15217686