
Comparison of Physical and Thermal Properties of Mulching Films Made of Different Polymeric Materials

 ,
,  , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Tested Materials
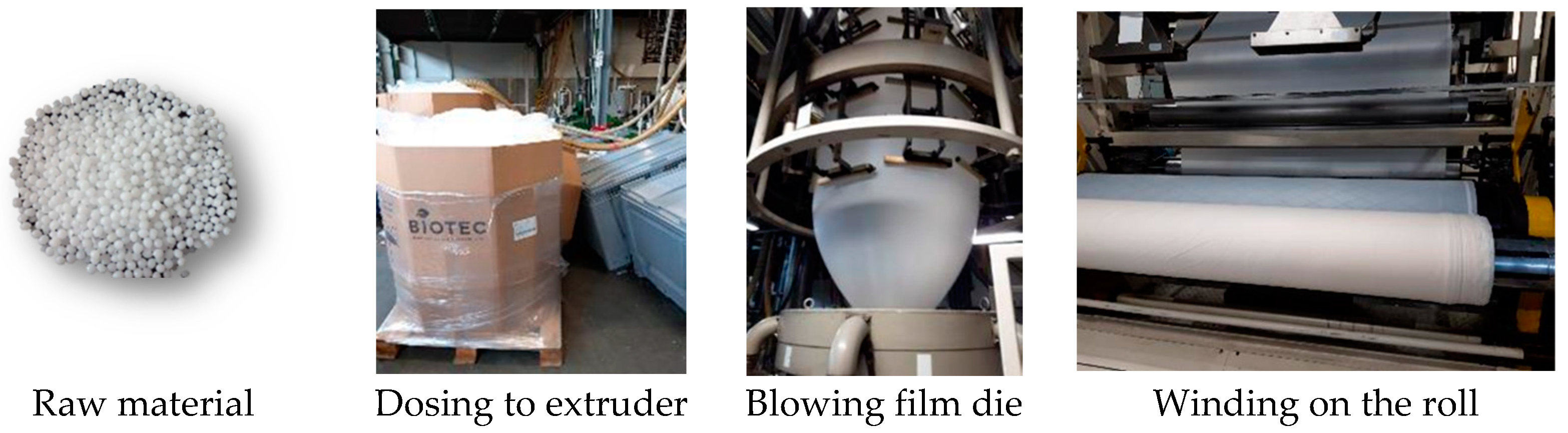
2.2. Technologies Used to Manufacture the Tested Films
2.3. Analysis of Selected Mechanical Properties of Films
- −
- maximum stress determined in the static tensile strength test,
- −
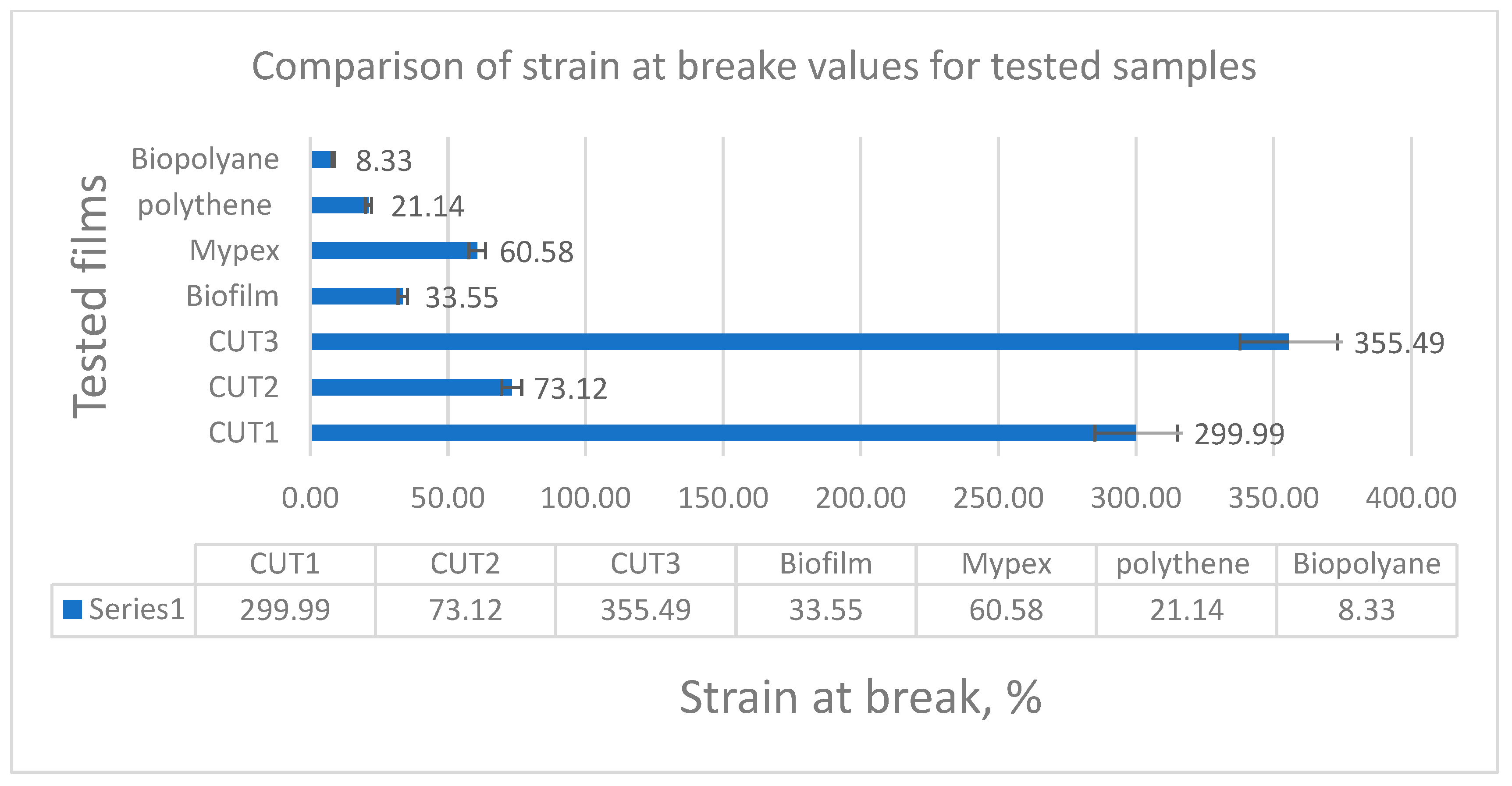
- maximum deformation (percent deformation) of the film during the static tensile strength test.
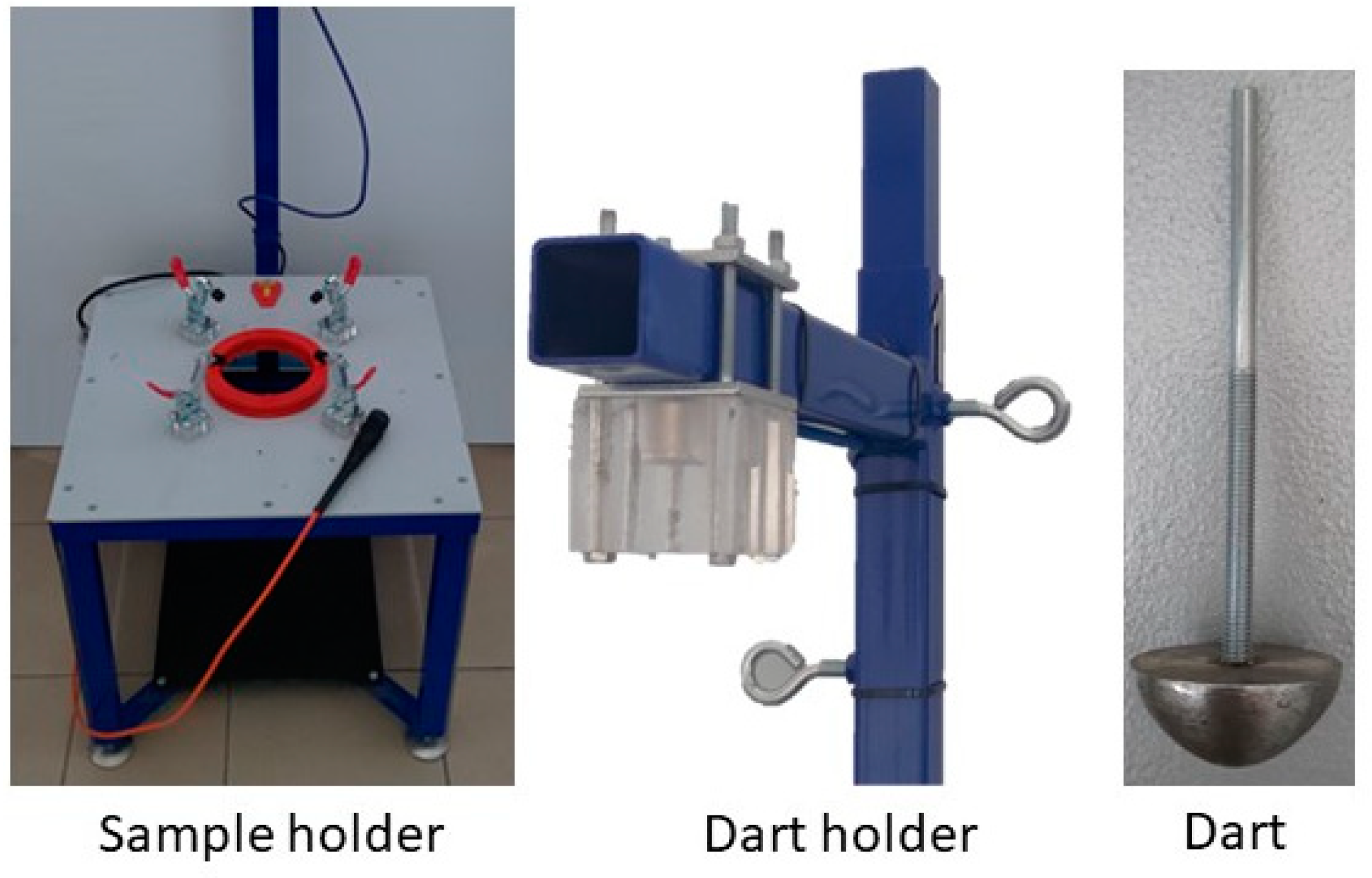
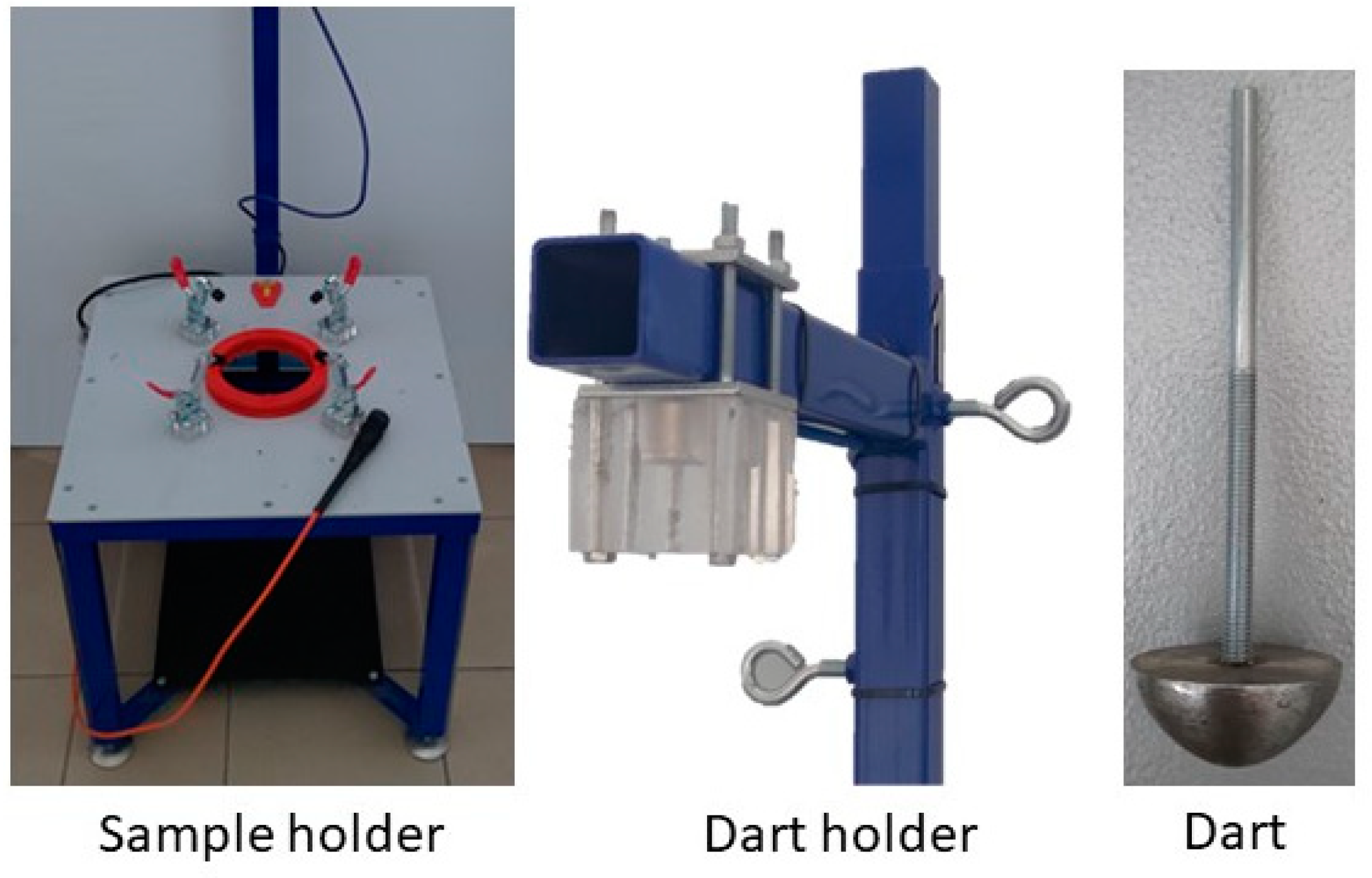
2.4. Determination of Impact Resistance by the Free-Falling Dart Method
2.5. Differential Scanning Calorimetry (DSC)
2.6. Analysis of the Gloss of the Tested Films
3. Results
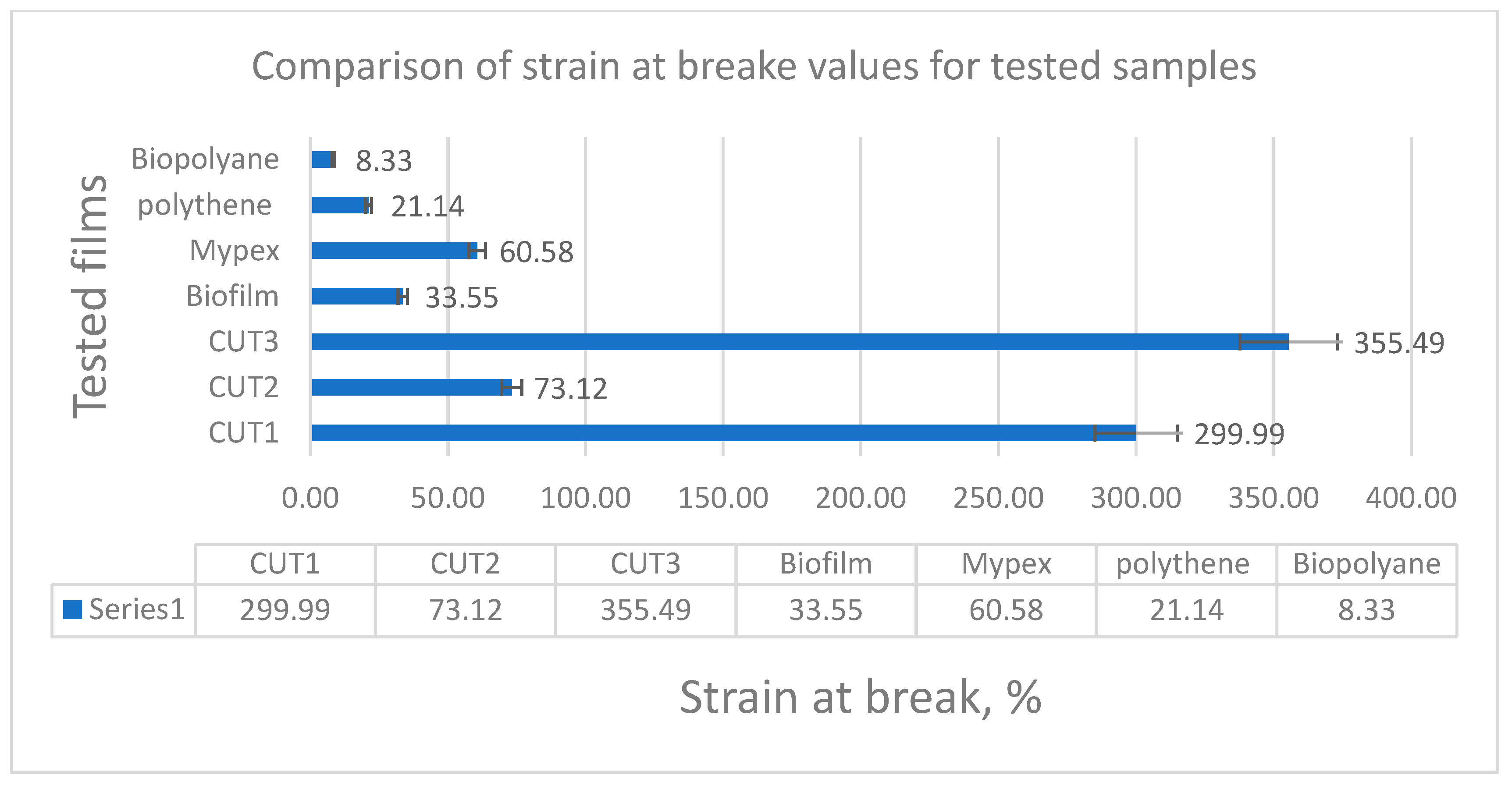
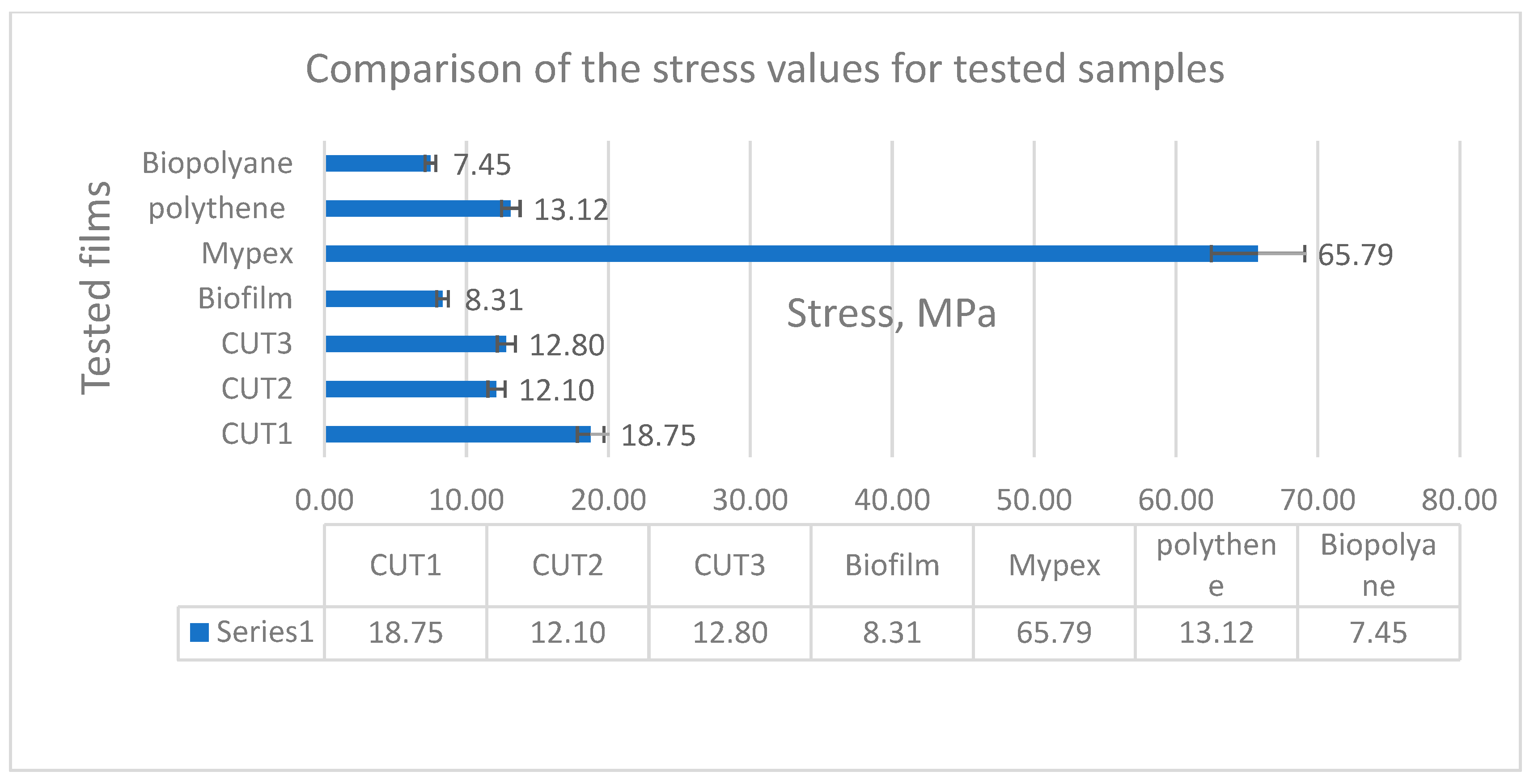
3.1. The Results of the Analysis of the Mechanical Properties of the Tested Films
3.2. The Results of Determination of Impact Resistance by the Free-Falling Dart Method
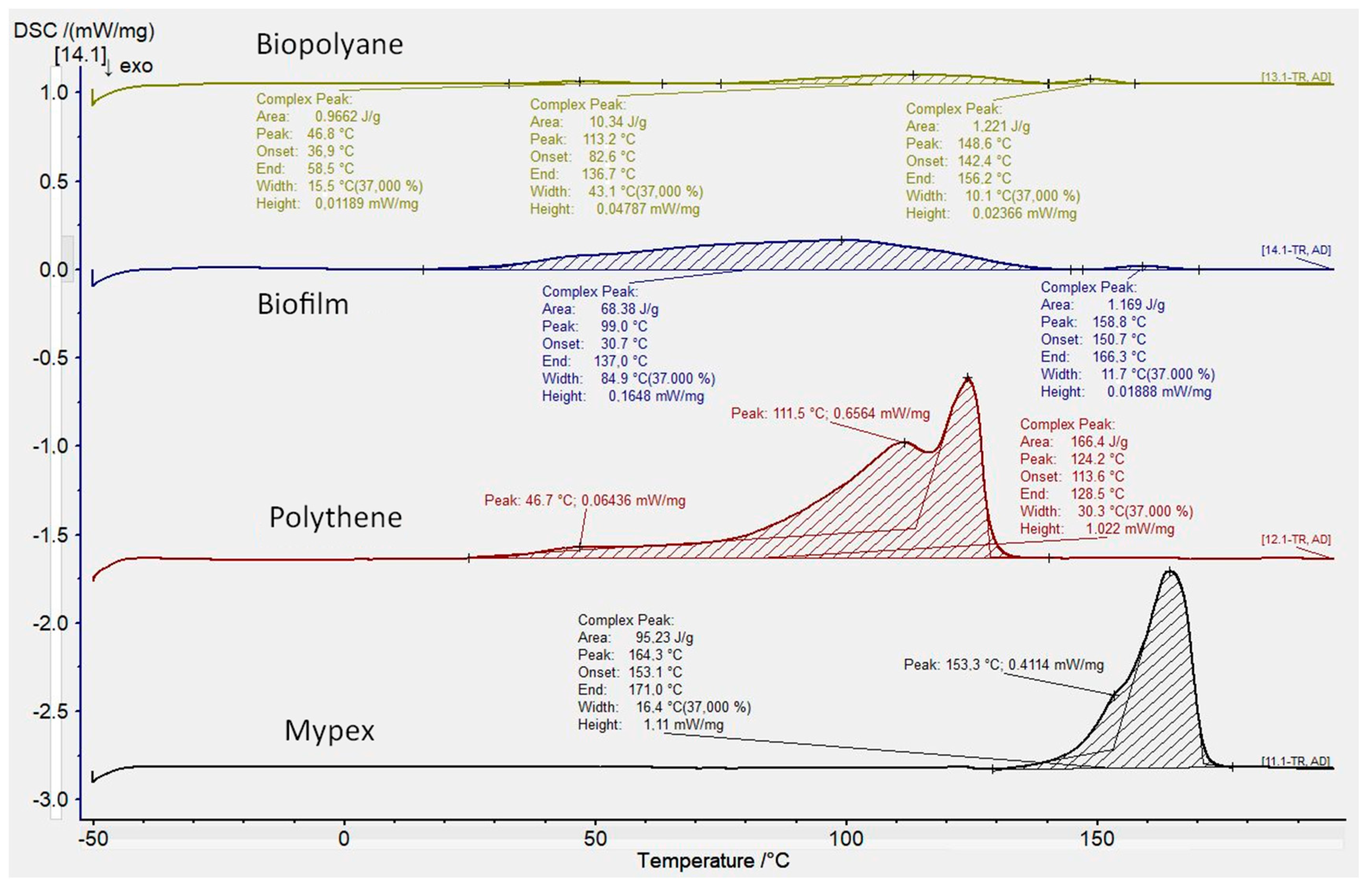
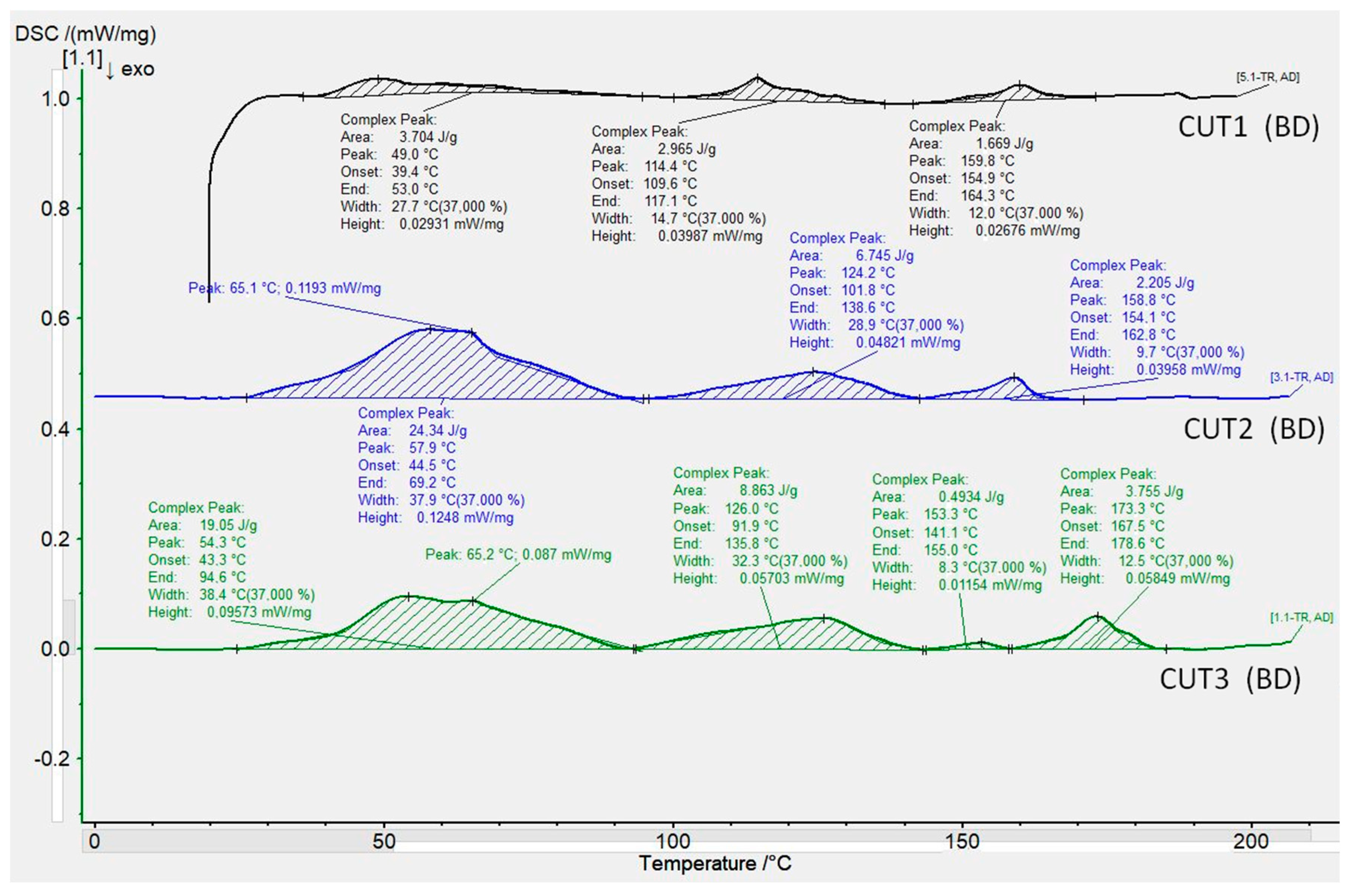
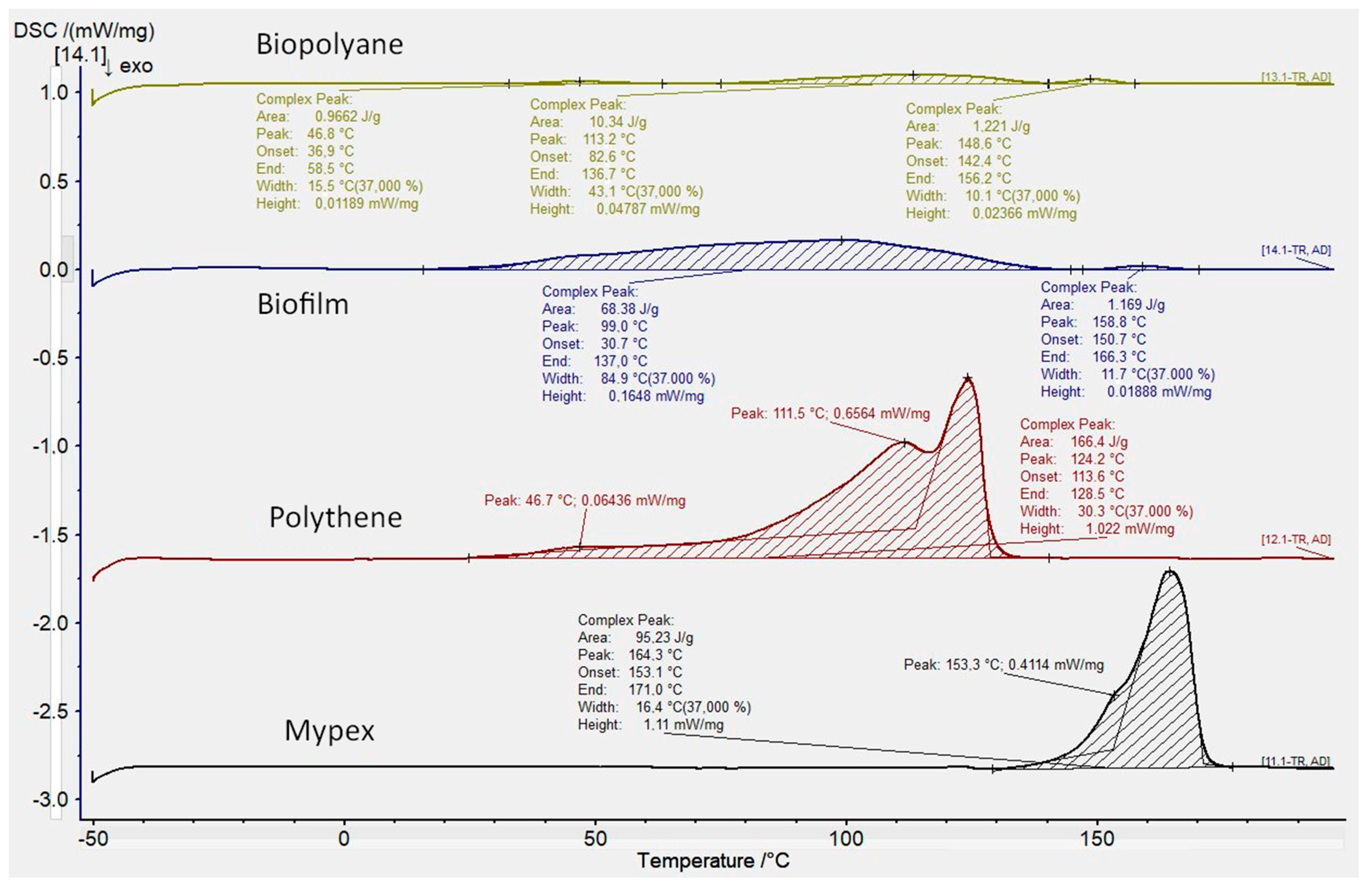
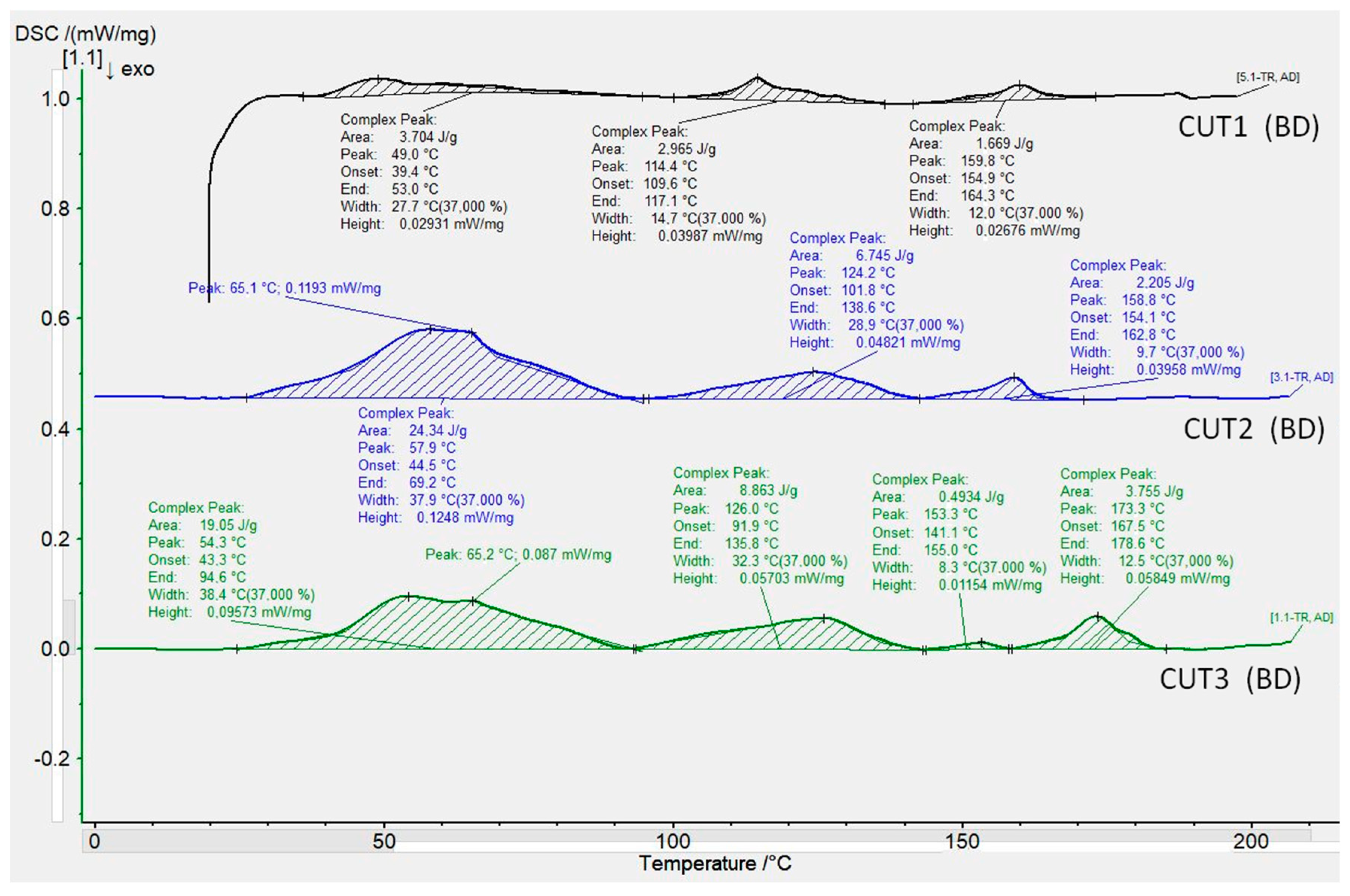
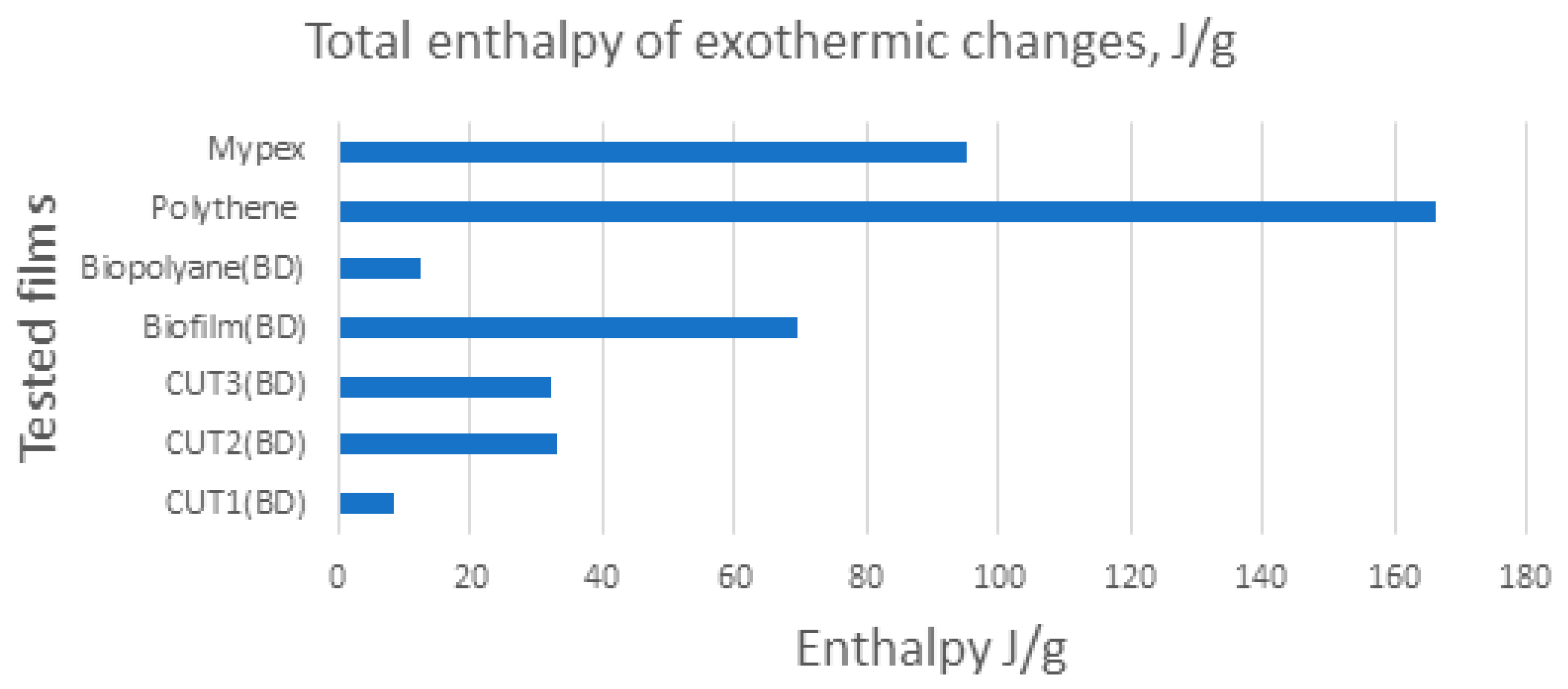
3.3. Thermal Properties Analysis Results
- −
- peak temperature value,
- −
- enthalpy of melting transformation,
- −
- peak width and height,
- −
- onset and the end of the transformation.
3.4. Results of Determination of Gloss Measurement
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Plastics Europe-Association of Plastic Manufacturers. An Analysis of European Plastics Production, Demand and Waste, Data, Plastics–the Facts 2021. Available online: https://plasticseurope.org/knowledge-hub/plastics-the-facts-2021/ (accessed on 9 September 2022).
- Ebnesajja, S. Handbook of Biopolymers and Biodegradable Plastics Properties, Processing, and Applications; William Andrew: Norwich, NY, USA, 2013. [Google Scholar]
- Malinconico, M. Soil Degradable Bioplastics for a Sustainable Modern Agriculture; Springer: Berlin/Heidelberg, Germany, 2017. [Google Scholar] [CrossRef]
- Pilla, S. Handbook of Bioplastics and Biocomposites Engineering Applications; Wiley: New York, NY, USA, 2011. [Google Scholar]
- Endres, H.J.; Siebert-Raths, A. Engineering Biopolymers Markets, Manufacturing, Properties and Applications; Hanser Publishers: Munich, Germany, 2011; ISBN 978-3-446-42403-6. [Google Scholar]
- Nandwani, D. Organic Farming for Sustainable Agriculture; Springer: Cham, Switzerland, 2016. [Google Scholar] [CrossRef]
- Guerrini, S.; Borreani, G.; Voojis, H. Chapter 3, Biodegradable Materials in Agriculture: Case Histories and Perspectives. In Soil Degradable Bioplastics for a Sustainable Modern Agriculture, Green Chemistry and Sustainable Technology; Malinconico, M., Ed.; Springer: Berlin/Heidelberg, Germany, 2017. [Google Scholar] [CrossRef]
- Das, O.; Sarmah, A.K.; Bhattacharyya, D. A sustainable and resilient approach through biochar addition in wood polymer composites. Sci. Total Environ. 2015, 512–513, 326–336. [Google Scholar] [CrossRef] [PubMed]
- Aup-Ngoen, K.; Noipitak, M. Effect of carbon-rich biochar on mechanical properties of PLA-biochar composites. Sustain. Chem. Pharm. 2020, 15, 100204. [Google Scholar] [CrossRef]
- Ning, R.; Liang, J.; Sun, Z.; Liu, X.; Sun, W. Preparation and characterization of black biodegradable mulch films from multiple biomass materials. Polym. Degrad. Stab. 2021, 183, 109411. [Google Scholar] [CrossRef]
- Pirsa, S.; Sharifi, K.A. A review of the applications of bioproteins in the preparation of biodegradable films and polymers. J. Chem. Lett. 2020, 1, 47–58, Online ISSN2717-1892. [Google Scholar]
- Gouveia, T.I.A.; Biernacki, K.; Castro, M.C.R.; Gonçalves, M.P.; Souza, H.K.S. A new approach to develop biodegradable films based on thermoplastic pectin. Food Hydrocoll. 2019, 97, 105175. [Google Scholar] [CrossRef]
- Caetano dos Santos, K.; Lopes, N.A.; Costa, T.M.H.; Brandelli, A.; Rodrigues, E.; Hickmann Flôres, S.; Cladera-Olivera, F. Characterization of active biodegradable films based on cassava starch and natural compounds. Food Packag. Shelf Life 2018, 16, 138–147. [Google Scholar] [CrossRef]
- Majzoobi, M.; Pesaran, Y.; Mesbahi, G.; Golmakani, M.T.; Farahnaky, A. Physical properties of biodegradable films from heat-moisture-treated rice flour and rice starch. Starch/Stärke 2015, 67, 1053–1060. [Google Scholar] [CrossRef]
- Bazzaz, A.E.; Hakimzadeh, V.; Noghabi, M.S. Preparation and study of carboxymethyl cellulose biodegradable films properties containing Mentha pulegium essential oil. J. Thermoplast. Compos. Mater. 2019, 34, 1213–1233. [Google Scholar] [CrossRef]
- Rodrigues, A.A.M.; da Costa, R.R.; dos Sasntos, L.F.; de Melo Silva, S.; de Britto, D.; Coelho de Lima, M.A. Properties and characterization of biodegradable films obtained from different starch sources. Food Sci. Technol. 2021, 41, 476–482. [Google Scholar] [CrossRef]
- Jiménez-Regalado, E.J.; Caicedo, C.; Fonseca-García, A.; Rivera-Vallejo, C.C.; Aguirre-Loredo, R.Y. Preparation and Physicochemical Properties of Modified Corn Starch–Chitosan Biodegradable Films. Polymers 2021, 13, 4431. [Google Scholar] [CrossRef]
- Xu, Y.; Li, Q.; Man, L. Bamboo-derived carboxymethyl cellulose for liquid film as renewable and biodegradable agriculture mulching. Int. J. Biol. Macromol. 2021, 192, 611–617. [Google Scholar] [CrossRef] [PubMed]
- Sun, Z.; Ning, R.; Qin, M.; Liang, J.; Jiang, J.; Sun, W.; Liu, X.; Zi, M. Sustainable and hydrophobic polysaccharide-based mulch film with thermally stable and ultraviolet resistance performance. Carbohydr. Polym. 2022, 295, 119865. [Google Scholar] [CrossRef] [PubMed]
- Chen, N.; Li, X.; Shi, H.; Yan, J.; Hu, Q.; Zhang, Y. Modeling maize evapotranspiration and associated processes under biodegradable film mulching in an arid dripped field. Agric. For. Meteorol. 2021, 297, 108247. [Google Scholar] [CrossRef]
- Sin, L.T.; Rahmat, A.R.; Rahman, W.A.W.A. Polylactic Acid PLA Biopolymer Technology and Applications; Elsevier LTD: Oxford, UK, 2012. [Google Scholar]
- Hann, S.; Fletcher, E.; Sherrington, C.; Molteno, S.; Elliott, L. Conventional and Biodegradable Plastics in Agriculture; Final Report; Eunomia Research & Consulting Ltd.: Bristol, UK, 2021. [Google Scholar]
- Dróżdż, D.; Malińska, K.; Postawa, P.; Stachowiak, T.; Nowak, D. End-of-Life Management of Biodegradable Plastic Dog Poop Bags through Composting of Green Waste. Materials 2022, 15, 2869. [Google Scholar] [CrossRef] [PubMed]
- Pudełko, A.; Postawa, P.; Stachowiak, T.; Malińska, K.; Dróżdż, D. Waste derived biochar as an alternative filler in biocomposites -Mechanical, thermal and morphological properties of biochar added biocomposites. J. Clean. Prod. 2021, 278, 123850. [Google Scholar] [CrossRef]
- Briassoulis, D.; Giannoulis, A. Evaluation of the functionality of bio-based plastic mulching films. Polym. Test. 2018, 67, 99–109. [Google Scholar] [CrossRef]
- Boeira, C.P.; Flores, D.C.B.; dos Santos Alves, J.; de Moura, M.R.; Sousa Melo, P.T.; Bueno Rolim, C.M.; Nogueira-Librelotto, D.R.; Severo da Rosa, C. Effect of corn stigma extract on physical and antioxidant properties of biodegradable and edible gelatin and corn starch films. Int. J. Biol. Macromol. 2022, 208, 698–706. [Google Scholar] [CrossRef]
- Surya, I.; Chong, E.W.N.; Abdul Khalil, H.P.S.; Funmilayo, O.G.; Abdullah, C.K.; Sri Aprilia, N.A.; Olaiya, N.G.; Lai, T.K.; Oyekanmi, A.A. Augmentation of physico-mechanical, thermal and biodegradability performances of bio-precipitated material reinforced in Eucheuma cottonii biopolymer films. J. Mater. Res. Technol. 2021, 12, 1673–1688. [Google Scholar] [CrossRef]
- Scarascia-Mugnozza, G.; Schettini, E.; Vox, G.; Malinconico, M.; Immirzi, B.; Pagliara, S. Mechanical properties decay and morphological behaviour of biodegradable films for agricultural mulching in real scale experiment. Polym. Degrad. Stab. 2006, 91, 2801–2808. [Google Scholar] [CrossRef]
- Di Mola, I.; Ventorino, V.; Cozzolino, E.; Ottaiano, L.; Romano, I.; Duri, L.G.; Pepe, O.; Mori, M. Biodegradable mulching vs traditional polyethylene film for sustainable solarization: Chemical properties and microbial community response to soil management. Appl. Soil Ecol. 2021, 163, 103921. [Google Scholar] [CrossRef]
- Othman, N.A.F.; Selambakkannu, S.; Seko, N. Biodegradable dual-layer polyhydroxyalkanoate (pha)/polycaprolactone (pcl) mulch film for agriculture: Preparation and characterization. Energy Nexus 2022, 8, 100137. [Google Scholar] [CrossRef]
- ISO 527-1; Plastics—Determination of Tensile Properties—Part 1: General Principles. ISO: Geneva, Switzerland, 2019.
- ISO 527-3; Plastics—Determination of Tensile Properties—Part 3: Test Conditions for Films and Sheets. ISO: Geneva, Switzerland, 2019.
- ISO 7765-1; Plastics Film and Sheeting—Determination of Impact Resistance by the Free-Falling Dart Method—Part 1: Staircase Methods. ISO: Geneva, Switzerland, 2005.
- ISO 11357-1; Plastics—Differential Scanning Calorimetry (DSC)—Part 1: General Principles. ISO: Geneva, Switzerland, 2016.
- ISO 2813; Paints and Varnishes—Determination of Gloss Value at 20°, 60° and 85°. ISO: Geneva, Switzerland, 2014.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Commercial Non-Biodegradable Cover Films | ||
|---|---|---|
| Sample Name | Properties Description | View of Sample |
| Mypex | Woven mulch fossil-based polypropylene, Thickness: 0.25 mm, Colour: Black. Commercial product. Non-biodegradable |  |
| Polythane | Thickness: 0.04 mm. Colour: Black, glossy. Commercial fossil-based polyethylene. Non-biodegradable |  |
| Biofilm (BD) | Thickness: 0.015 mm. Colour: Black, mat. Commercial non fossil based. Biodegradable |  |
| Biopolyane(BD) | Thickness: 0.015 mm. Colour: Black, mat Commercial non fossil based. Biodegradable |  |
| CUT1 (BD) | Thickness: 0.025–0.030 mm Colour: transparent, glossy, structure ABA Layer A—Bioplast 400 ELIT longer time of degradation Layer B—Bioplast 400 D faster degradation without filler |  |
| CUT2 (BD) | Thickness: 0.030–0.035 mm Colour: semi-transparent, glossy, structure ABA Layer A—Bioplast 400 ELIT longer time of degradation Layer B—Bioplast 400 D faster degradation + 20% of calcium carbonate filler CaCO3 (biobased from sea shells) |  |
| CUT3 (BD) | Thickness: 0.038–0.042 mm Colour: black, non-transparent, glossy, structure ABA Layer A—Bioplast 400 ELIT longer time of degradation Layer B—Bioplast 400 D faster degradation + 5% BLACK colourbatch FDM 85911 BK BIO1 MASTERBATCH-PolyONE certificated bio based and biodegradable black pigment |  |
| Parameter | Bioplast 400 ELIT (Inner Layer B) | Bioplast 400 D (Outer Layer A) |
|---|---|---|
| Density | 1.16 g/cm3 | 1.28 g/cm3 |
| Bulk density | 745 kg/m3 | 820 kg/m3 |
| Mass Flow Rate (MFR) (190 °C/5 kg) | 12.4 g/10 min. | 7.5 g/10 min. |
| Moisture content | less than 0.3% weight | |
| Film Name | Dart | Dart + Initial Weight | Dart + Max. Weight | Impact Damage Mass—mf [g] |
|---|---|---|---|---|
| CUT1 | foil puncture | - | - | 95 |
| CUT2 | foil puncture | - | - | 95 |
| CUT3 | no puncture of the foil | foil puncture | 115.8 | |
| Biofilm | foil puncture | 95 | ||
| Mypex | no puncture of the foil | no puncture of the foil | no puncture of the foil | no puncture of the foil |
| Polythene | foil puncture | 95 | ||
| Biopolyane | foil puncture | 95 |
| 20° | SD | 60° | SD | 85° | SD | |
|---|---|---|---|---|---|---|
| CUT1 | 4.86 | 0.25 | 34.56 | 0.84 | 45.76 | 1.50 |
| CUT2 | 1.96 | 0.06 | 13.43 | 0.47 | 20.53 | 1.48 |
| CUT3 | 2.4 | 0.26 | 33.93 | 1.12 | 50.03 | 2.47 |
| Biofilm | 0 | 0.00 | 0.3 | 0.10 | 4.5 | 0.26 |
| Mypex | 0.16 | 0.06 | 5.9 | 0.92 | 6.06 | 0.64 |
| Polythene | 1.1 | 0.30 | 15.73 | 1.75 | 34.26 | 3.55 |
| Biopolyane | 0 | 0.00 | 0.33 | 0.21 | 2.36 | 1.65 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stachowiak, T.; Postawa, P.; Malińska, K.; Dróżdż, D.; Pudełko, A. Comparison of Physical and Thermal Properties of Mulching Films Made of Different Polymeric Materials. Materials 2022, 15, 7610. https://doi.org/10.3390/ma15217610
Stachowiak T, Postawa P, Malińska K, Dróżdż D, Pudełko A. Comparison of Physical and Thermal Properties of Mulching Films Made of Different Polymeric Materials. Materials. 2022; 15(21):7610. https://doi.org/10.3390/ma15217610
Chicago/Turabian StyleStachowiak, Tomasz, Przemysław Postawa, Krystyna Malińska, Danuta Dróżdż, and Agnieszka Pudełko. 2022. "Comparison of Physical and Thermal Properties of Mulching Films Made of Different Polymeric Materials" Materials 15, no. 21: 7610. https://doi.org/10.3390/ma15217610
APA StyleStachowiak, T., Postawa, P., Malińska, K., Dróżdż, D., & Pudełko, A. (2022). Comparison of Physical and Thermal Properties of Mulching Films Made of Different Polymeric Materials. Materials, 15(21), 7610. https://doi.org/10.3390/ma15217610