

Using Physical Modeling to Optimize the Aluminium Refining Process

 , ,
, ,  ,
,  , , and
, , and
Abstract
1. Introduction
2. Construction of Model Stand
3. Research Methodology
4. Research Results
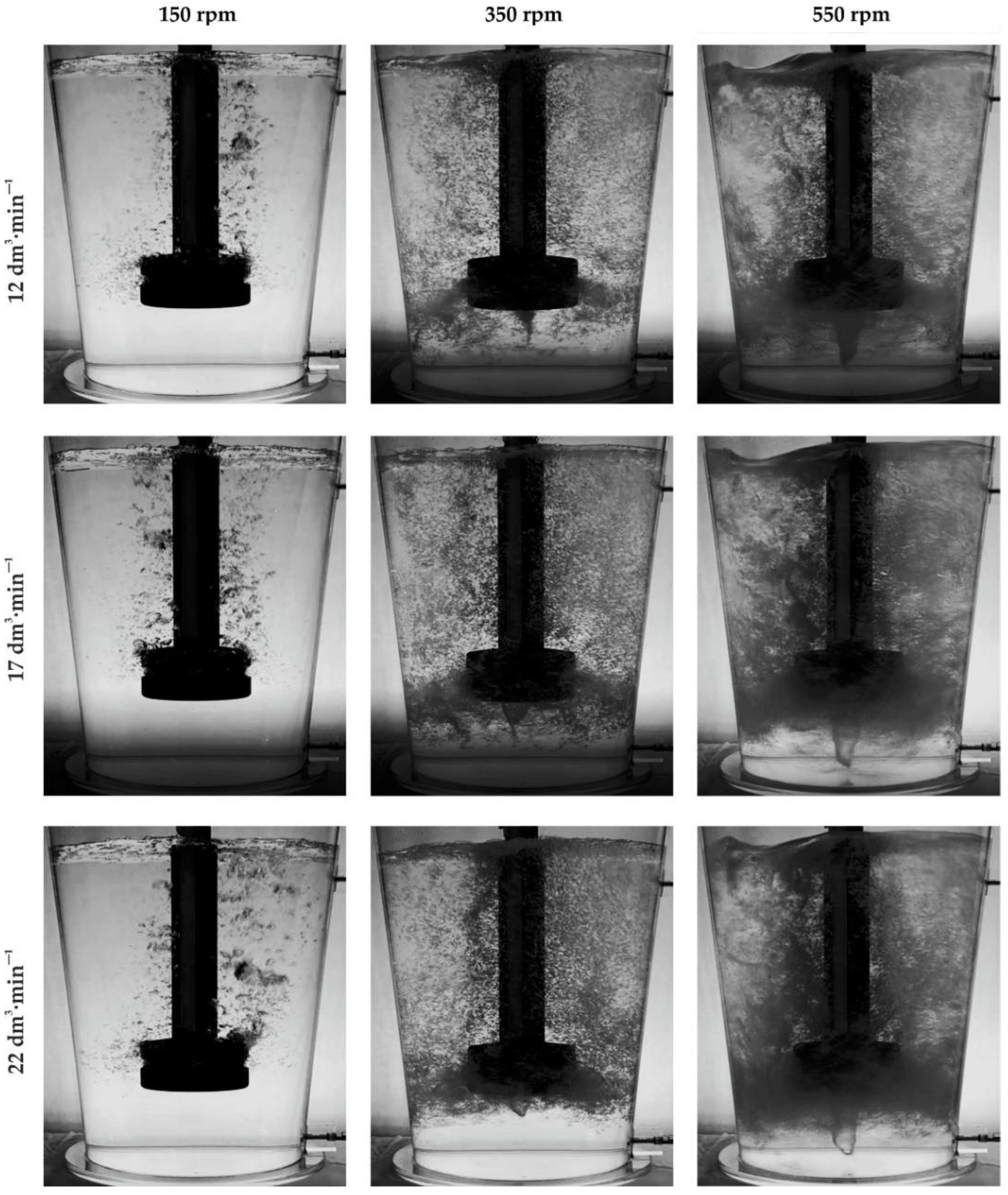
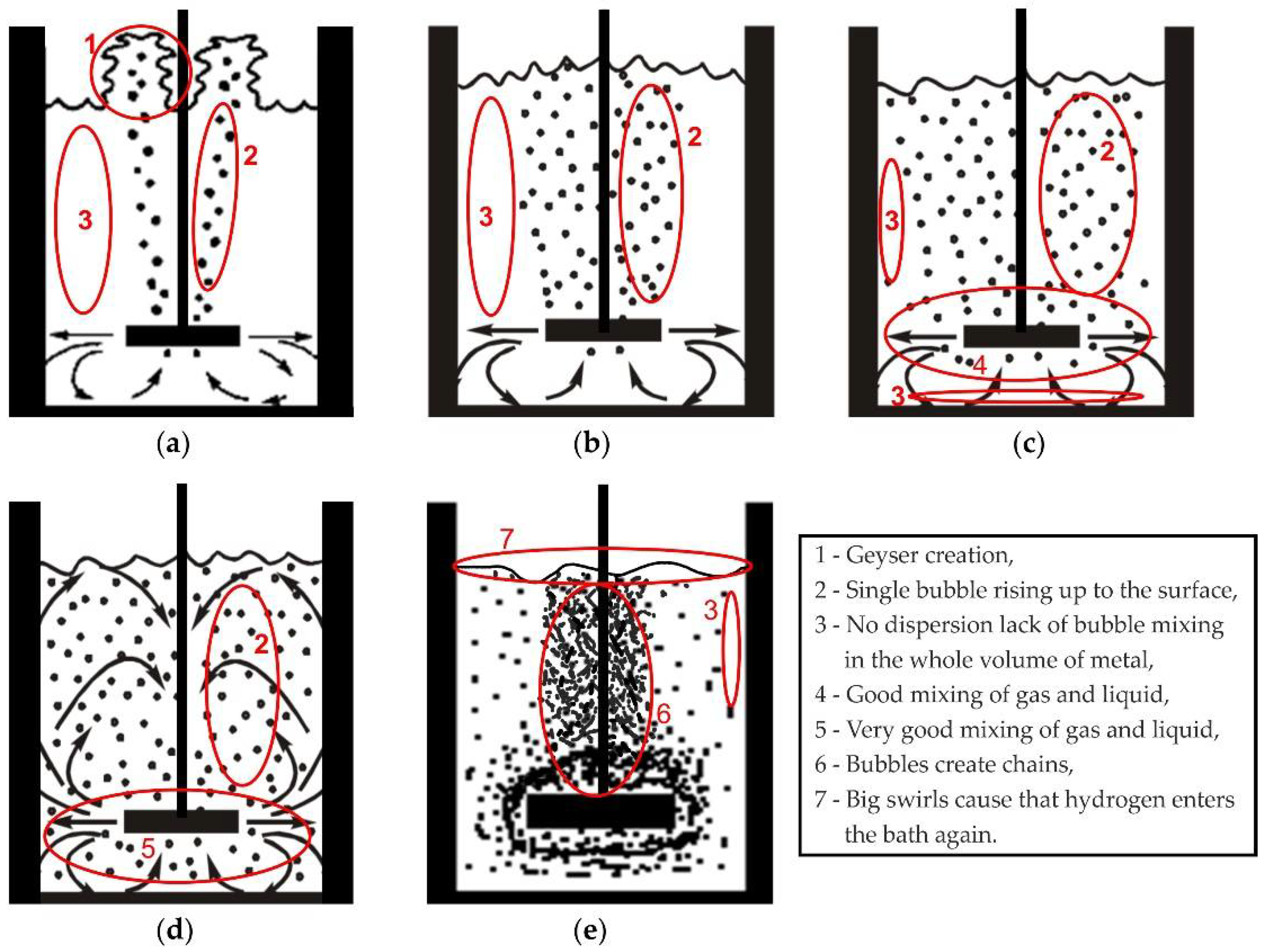
4.1. Results of Visualization
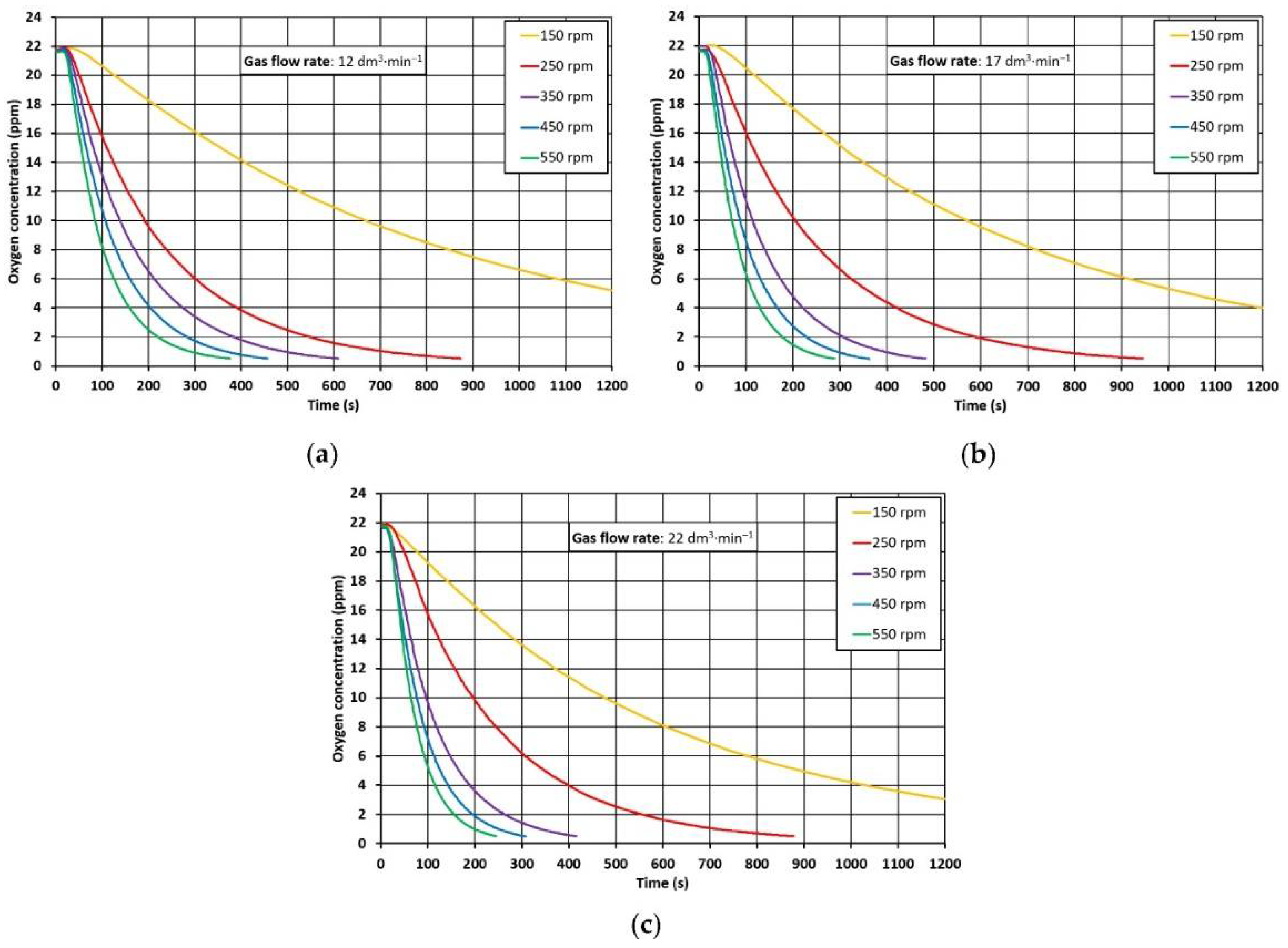
4.2. Oxygen-Removal-Rate Curves
5. Conclusions
- The efficiency of refining liquid Al using a rotor reactor depends mainly on the correct distribution of gas-bubble dispersion in the bath volume and the intensity of the metal mixing. The required formation of the physical phenomena is influenced by the proper selection of the process parameters, which are the intensity of the blown gas and the rotor speed.
- The required course of the refining of liquid Al can be achieved through a reasonable compromise between the values of the technological parameters. With the increase in the rotor speed, the fragmentation and the number of gas bubbles in the bath increase, as well as the risk of creating excessive waves on its surface.
- The rotor speed has a dominant influence on the movement of the surface of the liquid Al. Centrifugal force breaks the stream of gas into small bubbles moving in the bath perpendicular to the axis of the refining vessel. This movement has a positive effect on limiting the undulations of the bath surface.
- The selection of the process parameters should, therefore, be carried out so that with the minimum possible rotor speed, the rate of the blown-gas stream ensures uniform dispersion of its bubbles in the metal bath.
- Uniform dispersion was obtained with a rotor speed of at least 350 rpm for the tested rotor structure and the volume of the refining ladle, but this value should not exceed 450 rpm. At a rotor speed of 550 rpm, turbulence and chain flow are observed at each rate of gas flow, leading to excessive dispersion. Excessive dispersion is a case of the formation of swirls or vortices, or even small geysers, on the surface of a liquid metal. From the point of view of the process, this is not advantageous, as it may lead to the reintroduction of hydrogen into the aluminum and its alloy and the appearance of porosity in the alloy and, thus, a reduction in its mechanical and strength properties.
- As for the gas flow rate, the most economical is 17 dm3·min−1. Good results can also be obtained with 22 dm3·min−1, but for industrial conditions, it is not advisable. Rather, the rotor speed should be increased to 400 or 450 rpm. This could shorten the refining time by about 25%, which is highly recommended for industrial use.
- Another solution that should be taken into account in subsequent tests is the height of the rotor. The rotor could be lowered, and then in some cases no dead zones would be formed under the rotor (without dispersion).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Johansen, S.; Graadahl, S.; Tetlie, P.; Rasch, B.; Myrbostad, E. Can rotor-based refining units be developed and optimized based on water model experiments? In Light Metals; TMS: Warrendale, PA, USA, 1998; pp. 805–810. [Google Scholar]
- Liu, Y.; Zhang, T.; Sano, M.; Wang, Q.; Ren, X.; He, J. Mechanical stirring for highly efficient gas injection refining. Trans. Nonferr. Met. Soc. China 2011, 21, 1896–1904. [Google Scholar] [CrossRef]
- Li, J.H.; Hao, Q.T. Develop the degassing and purification equipment of molten aluminium alloys by rotary impeller. Zhuzao/Foundry 2007, 56, 731–734. [Google Scholar]
- Mancilla, E.; Cruz-Mendez, W.; Garduno, I.E.; Gonzalez-Rivera, C.; Ramirez-Argaez, M.A.; Ascanio, G. Comparison of the hydrodynamic performance of rotor-injector devices in a water physical model of an aluminum degassing ladle. Chem. Eng. Res. Des. 2017, 118, 158–169. [Google Scholar] [CrossRef]
- Saternus, M.; Merder, T. Physical modelling of aluminum refining process conducted in batch reactor with rotary impeller. Metals 2018, 8, 726. [Google Scholar] [CrossRef]
- Engh, T.A. Principles of Metal Refining; Oxford University Press: Oxford, UK, 1992. [Google Scholar]
- Liu, Y.; Sano, M.; Zhang, T.; Wang, Q.; He, J. Intensification of bubble disintegration and dispersion by mechanical stirring in gas injection refining. ISIJ Int. 2009, 49, 17–23. [Google Scholar] [CrossRef]
- Zhang, L.; Lv, X.; Torgeson, A.T.; Long, M. Removal of impurity elements from molten aluminum: A review. Miner. Process. Extr. Metall. Rev. 2011, 32, 150–228. [Google Scholar] [CrossRef]
- Sigworth, G.K.; Engh, T.A. Refining of liquid aluminium—A review of important chemical factors. Scand. J. Met. 1982, 11, 143–149. [Google Scholar]
- Warke, V.S.; Tryggvason, G.; Makhlouf, M.M. Mathematical modelling and computer simulation of molten metal cleansing by the rotating impeller degasser Part I. Fluid flow. J. Mater. Process. Technol. 2005, 168, 112–118. [Google Scholar] [CrossRef]
- Abreu-López, D.; Amaro-Villeda, A.; Acosta-González, F.A.; González-Rivera, C.; Ramírez-Argáez, M.A. Effect of the impeller design on degasification kinetics using the impeller injector technique assisted by mathematical modelling. Metals 2017, 7, 132. [Google Scholar] [CrossRef]
- Laakkonen, M.; Moilanen, P.; Alopaeus, V.; Aittamaa, J. Modeling local bubble size distribution in agitated vessels. Chem. Eng. Sci. 2007, 62, 721–740. [Google Scholar] [CrossRef]
- Luo, H.; Svendsen, H.F. Theoretical model for drop and bubble breakup in turbulent dispersions. AIChE J. 1996, 42, 1225–1233. [Google Scholar] [CrossRef]
- Lehr, F.; Milles, M.; Mewes, D. Bubble-size distributions and flow fields in bubble columns. AIChE J. 2002, 48, 2426–2443. [Google Scholar] [CrossRef]
- Kálal, Z.; Jahoda, M.; Fořt, I. Modeling of the bubble size distribution in an aerated stirred tank: Theoretical and numerical comparison of different breakup models. Chem. Process Eng. 2014, 35, 331–348. [Google Scholar] [CrossRef]
- Van der Hengel, E.I.V.; Deen, N.G.; Kuipers, J.A.M. Application of coalescence and breakup models in a discrete bubble model for bubble columns. Ind. Eng. Chem. Res. 2005, 44, 5233–5245. [Google Scholar] [CrossRef]
- Stelmach, J.; Musoski, R.; Kuncewicz, C.; Głogowski, M. Turbulent Energy dissipation rate and turbulence scales in the blade region of a self-aspirating disk impeller. J. Appl. Fluid Mech. 2019, 12, 715–728. [Google Scholar] [CrossRef]
- Liao, Y.; Lucas, D. A literature review of theoretical models for drop and bubble breakup in turbulent dispersions. Chem. Eng. Sci. 2009, 64, 3389–3406. [Google Scholar] [CrossRef]
- Solsvik, J.; Jakobsen, H.A. Single drop breakup experiments in stirred liquid–liquid tank. Chem. Eng. Sci. 2015, 131, 219–234. [Google Scholar] [CrossRef]
- Hasan, B.O. Experimental study on the bubble breakage in a stirred tank. Part 1. Mechanism and effect of operating parameters. Int. J. Multiph. Flow 2017, 97, 94–108. [Google Scholar] [CrossRef]
- La Forgia, N.; Helno Herø, E.; Jakobsen, H.A. High-speed image processing of fluid particle breakage in turbulent flow. Chem. Eng. Sci. X 2021, 12, 100117. [Google Scholar] [CrossRef]
- Ashar, M.; Arlov, D.; Carlsson, F.; Innings, F.; Andersson, R. Single droplet breakup in a rotor-stator mixer. Chem. Eng. Sci. 2018, 181, 186–198. [Google Scholar] [CrossRef]
- Gomez, E.R.; Zenit, R.; Rivera, C.G.; Trapaga, G.; Ramirez-Argazez, M.A. Physical modelling of fluid flow in ladles of aluminium equipped with impeller and gas purging for degassing. Metall. Mater. Trans. B 2013, 44, 974–983. [Google Scholar] [CrossRef]
- Camacho-Martinez, J.L.; Ramirez-Argaez, M.A.; Zenit-Camacho, R.; Juarez-Hernandez, A.; Barceinas-Sanchez, J.O.; Trapaga-Martinez, G. Physical modelling of an aluminium degassing operation with rotating impellers a comparative hydrodynamic analysis. Mater. Manuf. Process. 2010, 25, 581–591. [Google Scholar] [CrossRef]
- Hernández-Hernández, M.; Camacho-Martínez, J.L.; González-Rivera, C.; Ramírez-Argáez, M.A. Impeller design assisted by physical modeling and pilot plant trials. J. Mater. Process. Technol. 2016, 236, 1–8. [Google Scholar] [CrossRef]
- Yamamoto, T.; Kato, K.; Komarov, S.V.; Ueno, Y.; Hayashi, M. Investigation of melt stirring in aluminium melting furnace through water model. J. Mater. Process. Technol. 2018, 259, 409–415. [Google Scholar] [CrossRef]
- Oldshue, J.Y. Fluid Mixing Technology; McGraw Hill Higher Education: New York, NY, USA, 1983. [Google Scholar]
- Saternus, M.; Merder, T. Physical Modeling of the Impeller Construction Impact on the Aluminum Refining Process. Materials 2022, 15, 575. [Google Scholar] [CrossRef]
- Yamamoto, T.; Suzuki, A.; Komarova, S.V.; Ishiwata, Y. Investigation of impeller design and flow structures in mechanical stirring of molten aluminum. J. Mater. Process. Technol. 2018, 261, 164–172. [Google Scholar] [CrossRef]
- Chen, J.; Zhao, J.C.; Lacey, P.V.; Gray, T.N.H. Flow Pattern in a Melt Treatment Water Model Based on Shaft Power Measurements. In Light Metals; TMS: Warrendale, PA, USA, 2001; pp. 1021–1025. [Google Scholar]
- Johansen, S.T.; Robertson, D.G.C.; Woje, K.; Engh, T.A. Fluid dynamic in bubble stirred ladles: Part I. Experimentals. Metall. Mater. Trans. B 1988, 10, 745–754. [Google Scholar] [CrossRef]
- Hasan, B.O. Breakage of drops and bubbles in a stirred tank: A review of experimental studies. Chin. J. Chem. Eng. 2017, 25, 698–711. [Google Scholar] [CrossRef]
- Martin, M.; Montes, F.; Galan, M. Influence of impeller type on the bubble breakup process in stirred tanks. Ind. Eng. Chem. Res. 2008, 47, 6251–6263. [Google Scholar] [CrossRef]
- Guofa, M.; Shouping, Q.; Xiangyu, L.; Jitai, N. Research on water simulation experiment of the rotating impeller degassing process. Mater Sci. Eng. A 2009, 499, 195–199. [Google Scholar]
- Ramos Gomez, E.; Zenit, R.; González Rivera, C.; Trápaga, G.; Ramírez-Argáez, M.A. Mathematical modeling of fluid flow in a water physical model of an aluminum degassing ladle equipped with an impeller-injector. Metall. Mater. Trans. B 2013, 44, 423–435. [Google Scholar] [CrossRef]
- Waz, E.; Carre, J.; Le Brun, P.; Jardy, A.; Xuereb, C.; Ablitzer, D. Physical modelling of the aluminium degassing process: Experimental and mathematical approaches. In Light Metals; TMS: Warrendale, PA, USA, 2003; pp. 901–907. [Google Scholar]
- Ruizhi, W.; Jun Wang, D.S.; Baode, S.; Milin, Z. Flow field and gas-bubble size analysis in water model for the process of aluminum melt degassing by particle image velocimetry. Mater. Sci. Forum. 2007, 546–549, 1087–1092. [Google Scholar]
- Camacho-Martinez, J.L.; Ramirez-Argaez, M.A.; Juarez-Hernandez, A.; Gonzalez-Rivera, C.; Trapaga-Martinez, G. Novel degasification design for aluminium using an impeller degasification water physical model. Mater. Manuf. Process. 2012, 27, 556–560. [Google Scholar] [CrossRef]
- Michalek, K. The Use of Physical Modeling and Numerical Optimization for Metallurgical Processes; Publishing of the VSB: Ostrava, Czech Republic, 2001. [Google Scholar]
- Müller, L. Application of Dimensional Analysis in Model Research; Publishing of the PWN: Warszawa, Poland, 1983. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Industry | Physical Model | Unit |
|---|---|---|---|
| Value | |||
| Liquid aluminium/water-reactor capacity | 0.074 | m−3 | |
| Reactor height | 0.840 | m | |
| Liquid working level | 0.720 | m | |
| Scale | 1:1 | - | |
| Material for rotor (impeller) | Graphite | - | |
| Amount of baffle | 1 | - | |
| Inert gas | Nitrogen | Argon | - |
| Liquid | Aluminium | Water | - |
| Temperature | 993 | 293 | K |
| Density | 2345 | 998 | kg·m−3 |
| Dynamic viscosity | 1005 | 1000 | Pa·s |
| Surface tension | 0.868 | 0.072 | N·m−1 |
| Froude’s number | 0.121 | 0.121 | - |
| Weber number | 133.35 | 595.4 | |
| Parameters | Value | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Variants of experiments | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
| Rotor speed, rpm | 150 | 250 | 350 | 450 | 550 | ||||||||||
| Gas flow rate, dm3·min−1 | 12 | 17 | 22 | 12 | 17 | 22 | 12 | 17 | 22 | 12 | 17 | 22 | 12 | 17 | 22 |
| Parameters | Mark | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Variants of experiments | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
| Type of dispersion | ND | MD | MD | ND | MD | MD | FD | UD | FD | FD | FD | UD | ED | ED | ED |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Prášil, T.; Socha, L.; Gryc, K.; Svizelová, J.; Saternus, M.; Merder, T.; Pieprzyca, J.; Gráf, M. Using Physical Modeling to Optimize the Aluminium Refining Process. Materials 2022, 15, 7385. https://doi.org/10.3390/ma15207385
Prášil T, Socha L, Gryc K, Svizelová J, Saternus M, Merder T, Pieprzyca J, Gráf M. Using Physical Modeling to Optimize the Aluminium Refining Process. Materials. 2022; 15(20):7385. https://doi.org/10.3390/ma15207385
Chicago/Turabian StylePrášil, Tomáš, Ladislav Socha, Karel Gryc, Jana Svizelová, Mariola Saternus, Tomasz Merder, Jacek Pieprzyca, and Martin Gráf. 2022. "Using Physical Modeling to Optimize the Aluminium Refining Process" Materials 15, no. 20: 7385. https://doi.org/10.3390/ma15207385
APA StylePrášil, T., Socha, L., Gryc, K., Svizelová, J., Saternus, M., Merder, T., Pieprzyca, J., & Gráf, M. (2022). Using Physical Modeling to Optimize the Aluminium Refining Process. Materials, 15(20), 7385. https://doi.org/10.3390/ma15207385