
Study on Residual Stress in Disc-Milling Grooving of Blisks

 ,
,  and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
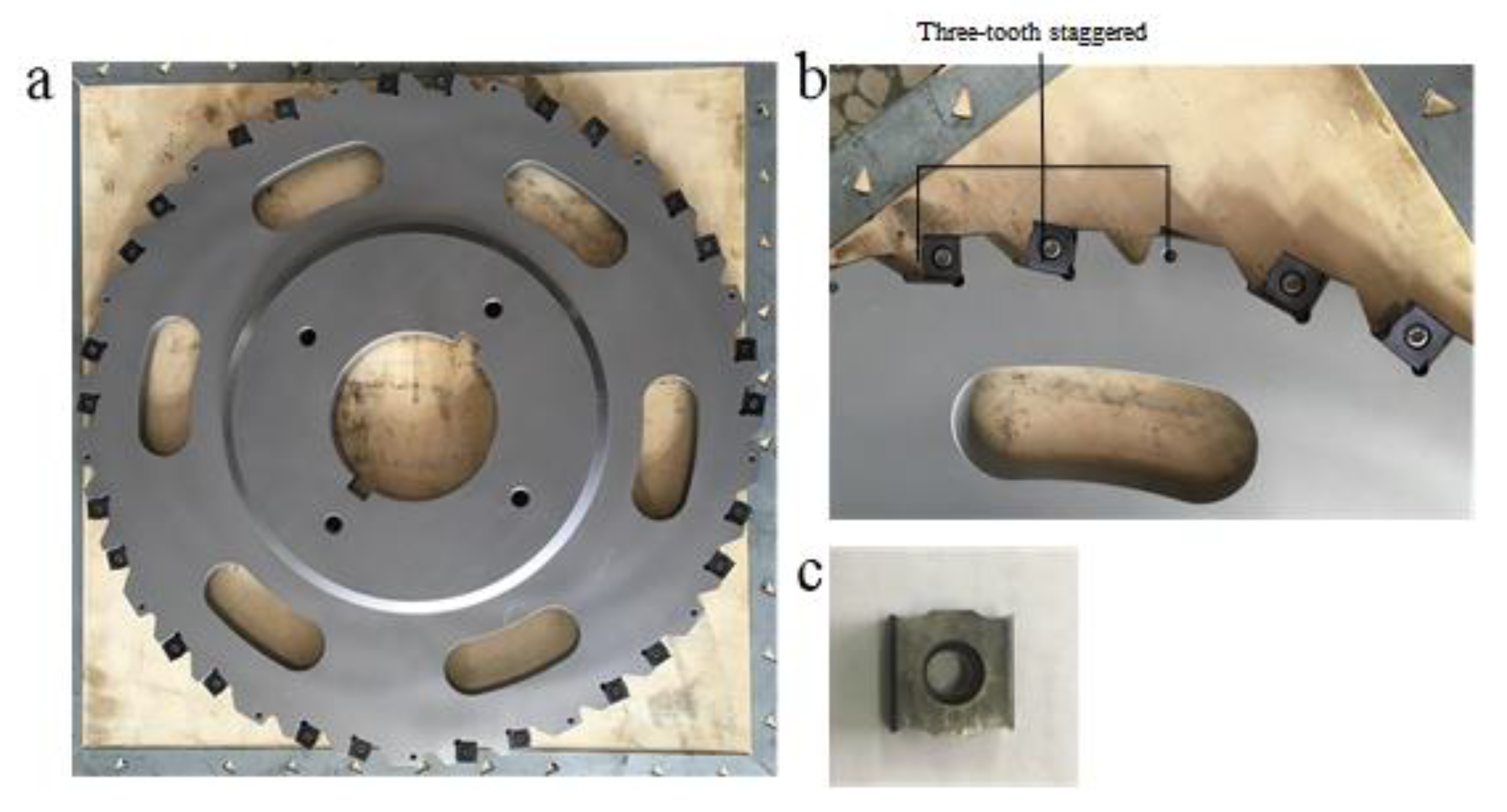
2.3. Disc-Milling Cutter
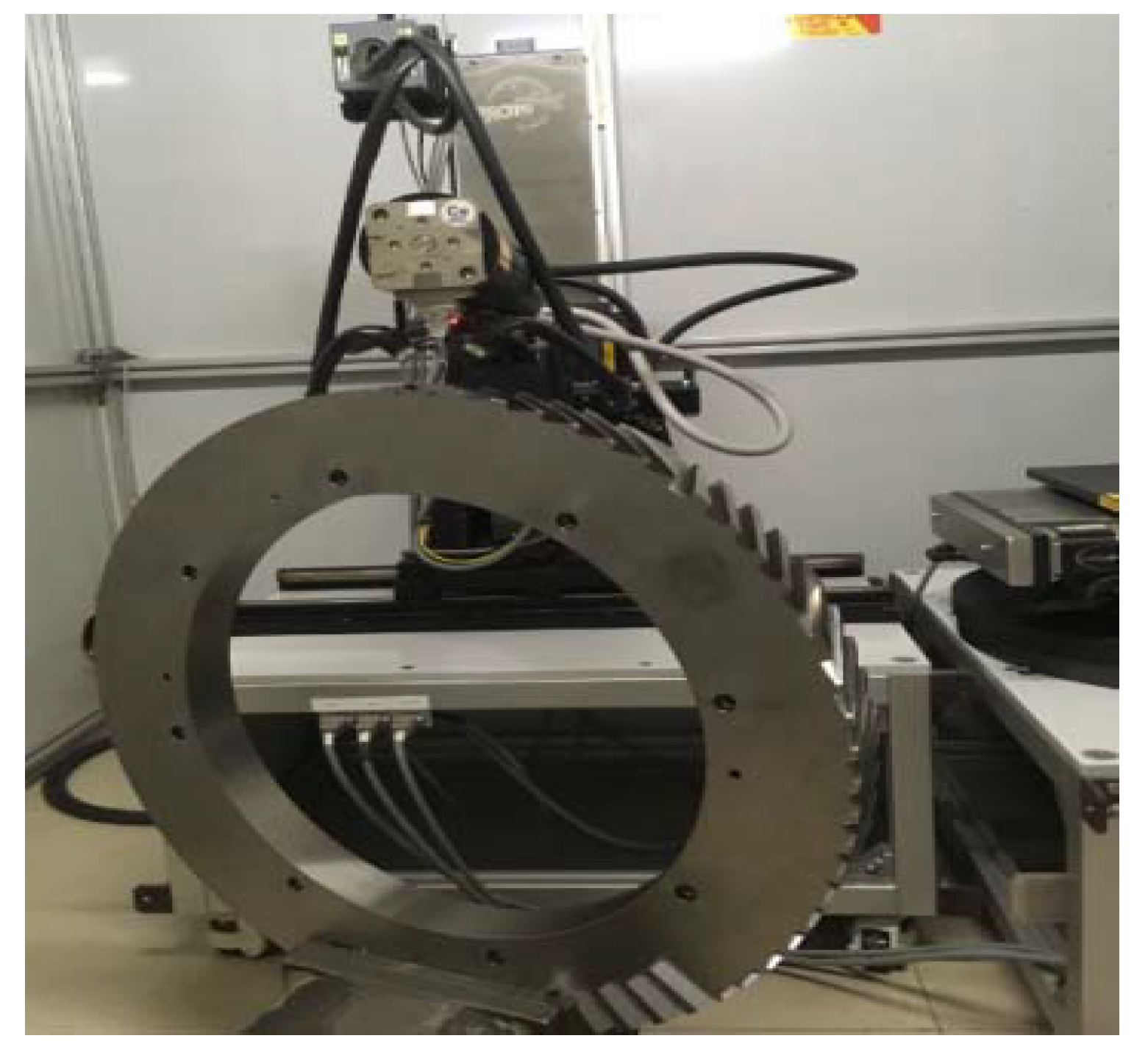
2.4. Residual Stress Test Method
3. Results and Discussion
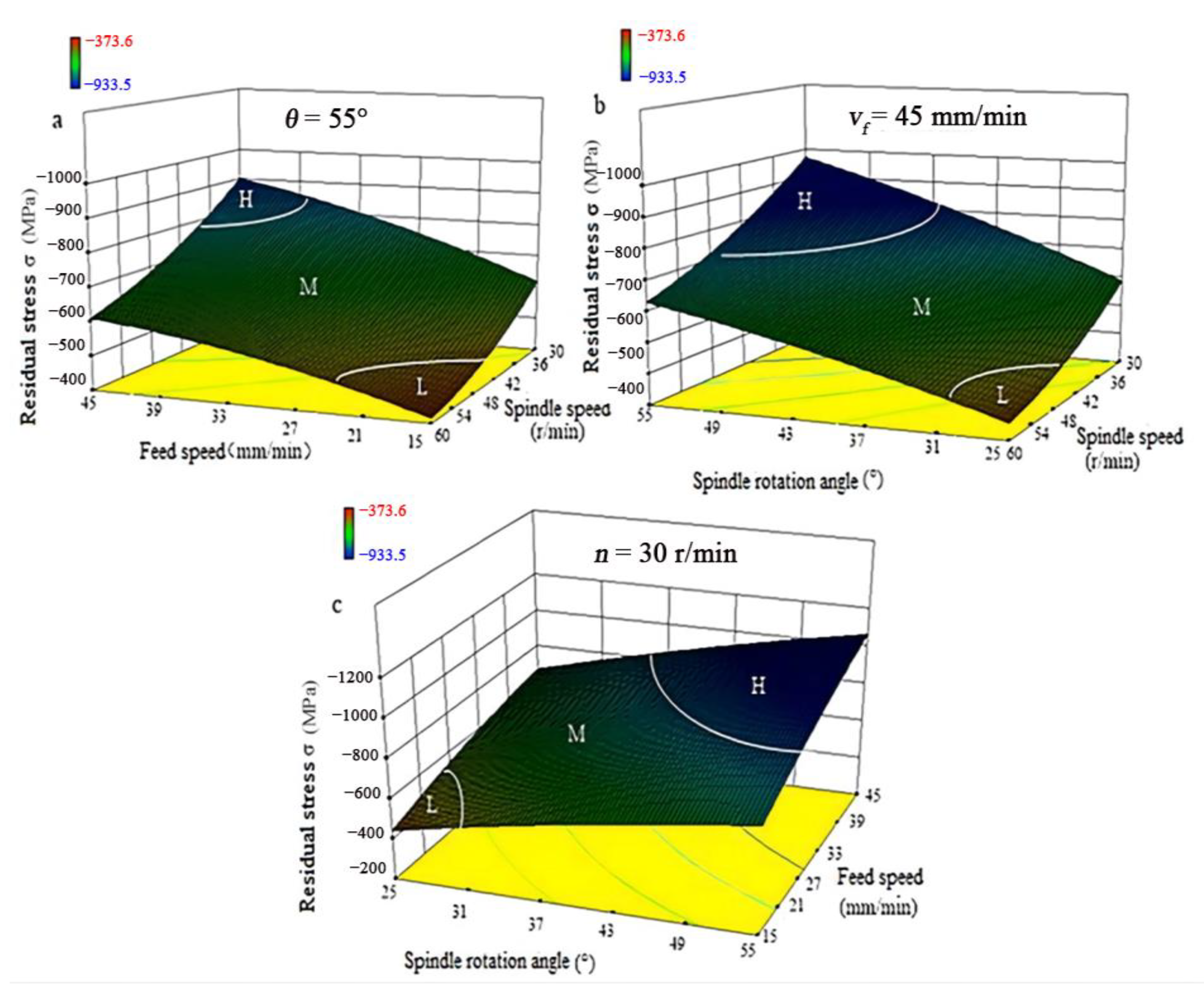
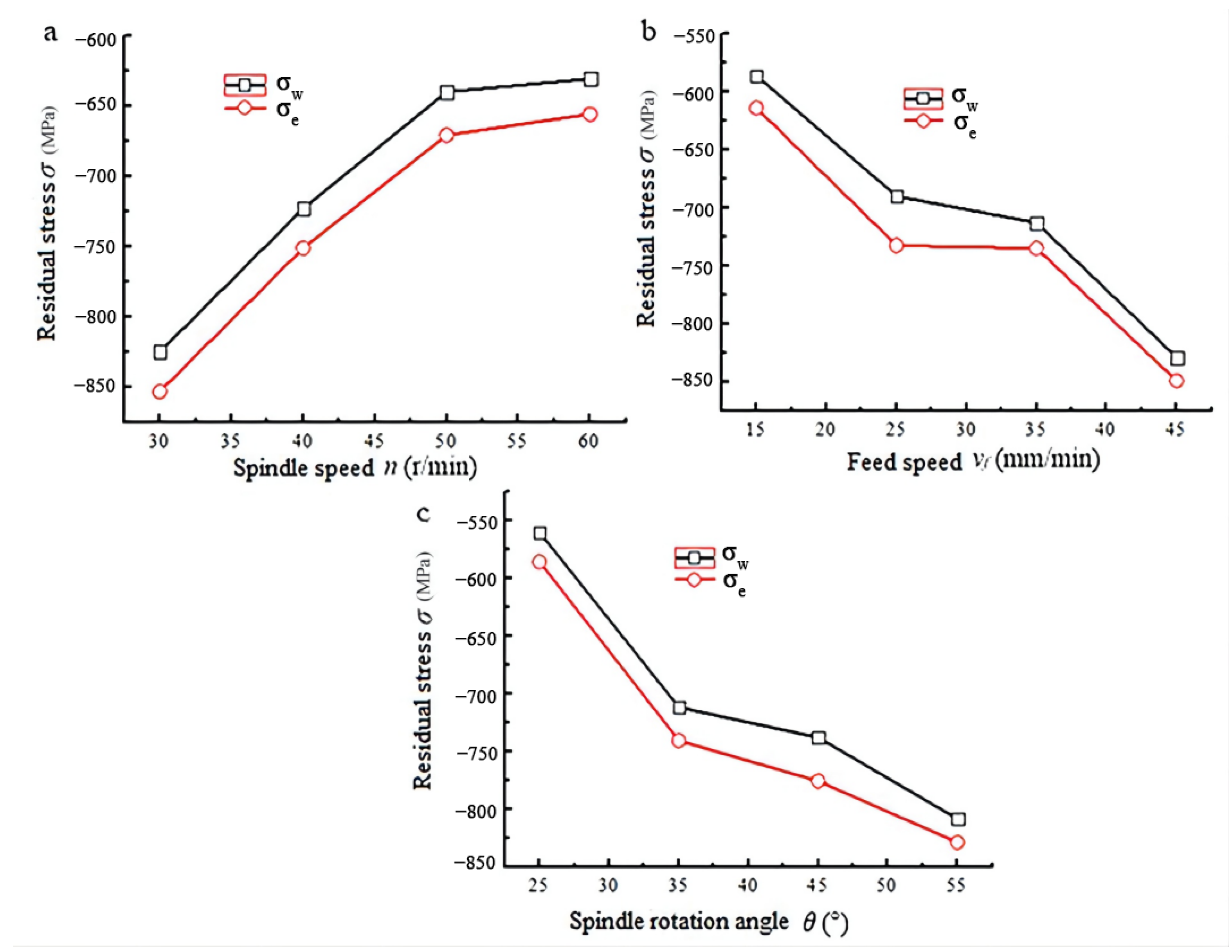
3.1. Effect of Milling Parameters on Surface Residual Stress
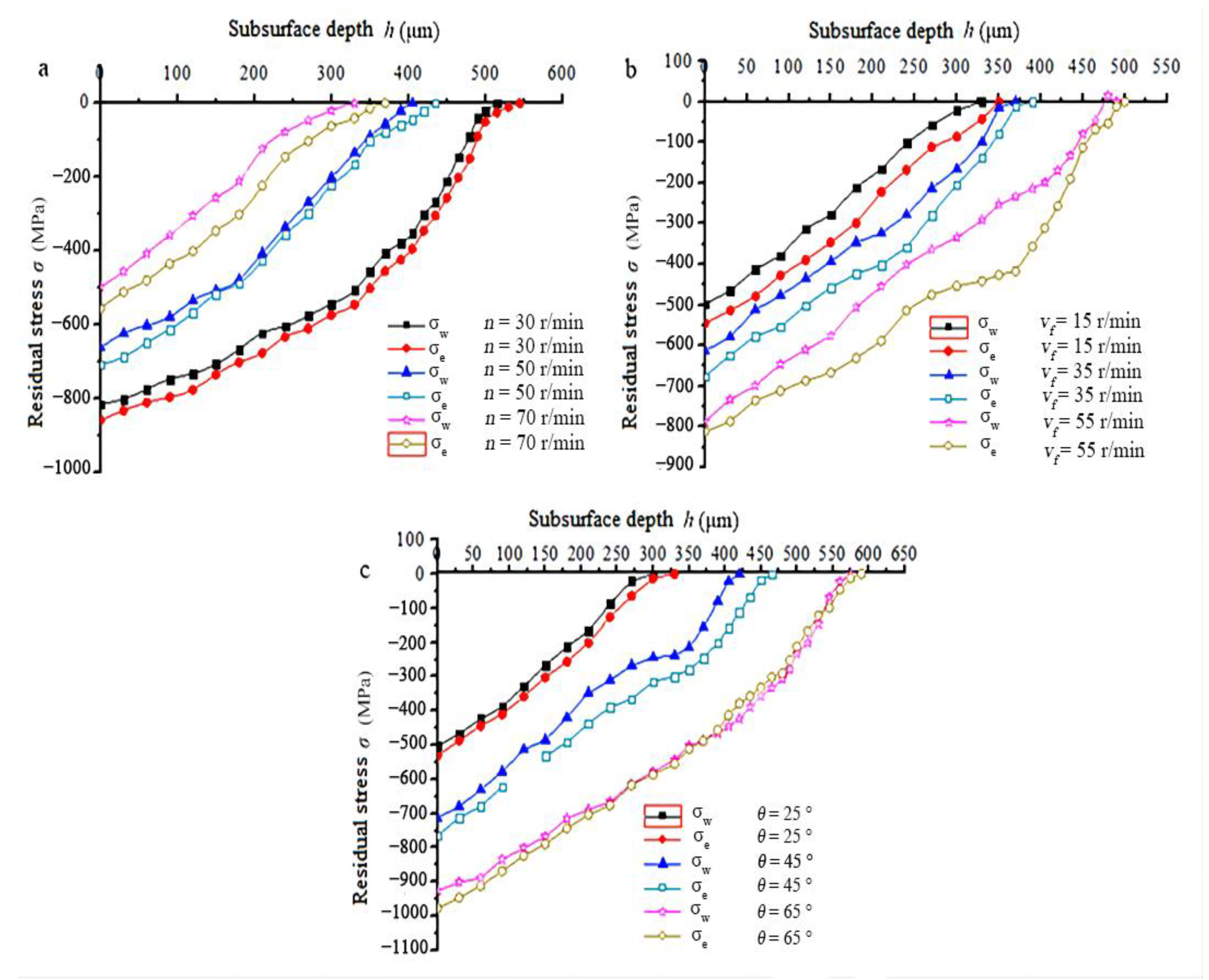
3.2. Residual Stress Distribution of the Subsurface
4. Discussion
5. Conclusions
- (1)
- The machined surface of the blisk disc-milling groove is under compressive stress, and the formation of residual stress is dominated by the milling force.
- (2)
- The residual stress is most sensitive to the change of the rotation angle of the spindle, the influence of the spindle speed on the residual stress is second, and the effect of the feed speed on the residual stress is not obvious.
- (3)
- The residual stress decreases with increasing spindle speed and increases with increasing feed speed and spindle rotation angle.
- (4)
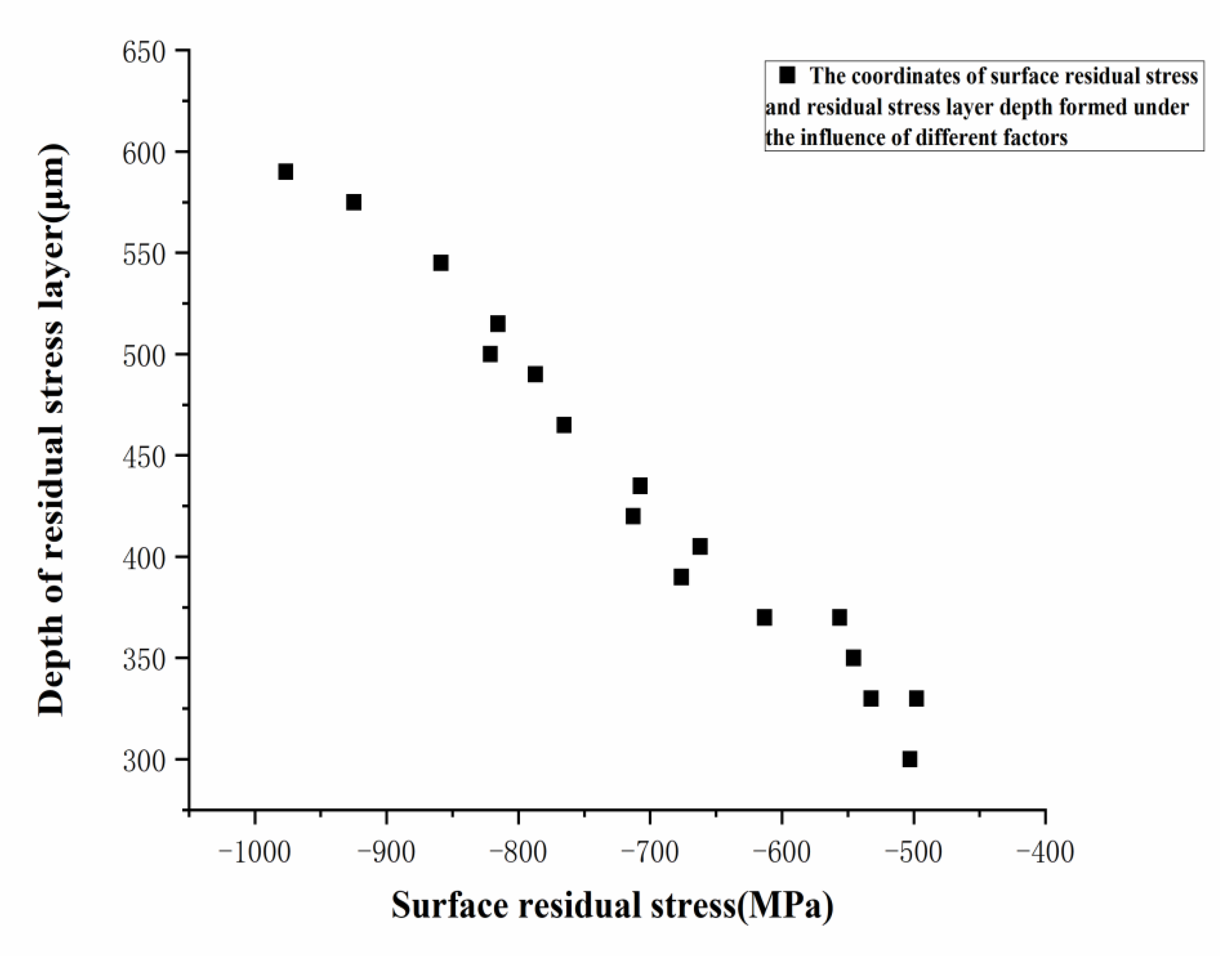
- The residual stress under emulsion oil cooling is greater than that of water cooling. A higher residual stress produced on the machined surface would lead to a deeper layer of residual stress.
Author Contributions
Funding
Informed Consent Statement
Conflicts of Interest
References
- Liu, X.; Sun, Y.; Yue, C.; Wei, X.; Sun, Q.; Liang, S.Y.; Wang, L.; Qin, Y. Surface roughness prediction method of titanium alloy milling based on CDH platform. Int. J. Adv. Manuf. Technol. 2022, 119, 7145–7157. [Google Scholar] [CrossRef]
- Xiaoming, K.; Yang, Y.; Tao, X.; Zhao, W. Integral Shrouded Blisk EDM Pre-rough Machining by Using Simplified Electrode. Procedia CIRP 2018, 68, 411–414. [Google Scholar]
- Chen, X.; Xu, Z.; Zhu, D.; Fang, Z.; Zhu, D. Experimental research on electrochemical machining of titanium alloy Ti60 for a blisk. Chin. J. Aeronaut. 2016, 29, 274–282. [Google Scholar] [CrossRef]
- Amaia, C.; Tabernero, I.; Ealo, J.A.; Campa, F.J.; Lamikiz, A.; de Lacalle, L.N.L. Feed rate calculation algorithm for the homogeneous material deposition of blisk blades by 5-axis laser cladding. Int. J. Adv. Manuf. Technol. 2014, 74, 1219–1228. [Google Scholar]
- Kar, B.C.; Panda, A.; Kumar, R.; Sahoo, A.K.; Mishra, R.R. Research trends in high speed milling of metal alloys: A short review. Mater. Today Proc. 2020, 26 Pt 2, 2657–2662. [Google Scholar] [CrossRef]
- Zhang, Z.; Tong, J.; Zhao, J.; Jiao, F.; Zai, P.; Liu, Z. Experimental study on surface residual stress of titanium alloy curved thin-walled parts by ultrasonic longitudinal-torsional composite milling. Int. J. Adv. Manuf. Technol. 2021, 115, 1021–1035. [Google Scholar] [CrossRef]
- Terentyev, E.V.; Marchenkov, A.Y.; Borodavkina, K.T. Influence of Residual Stresses on the Weld Metal Hardness of 5V Titanium Alloy. Defect Diffus. Forum 2021, 6216, 359–365. [Google Scholar] [CrossRef]
- Xiao, G.; Song, K.; Zhou, H.; He, Y.; Dai, W. A multi-particle abrasive model for investigation of residual stress in belt grinding of titanium alloys. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 1739–1750. [Google Scholar] [CrossRef]
- Li, K.; Wang, C.; Hu, X.; Zhou, Y.; Lai, Y.; Wang, C. DEM-FEM coupling simulation of residual stresses and surface roughness induced by shot peening of TC4 titanium alloy. Int. J. Adv. Manuf. Technol. 2021, 118, 1469–1483. [Google Scholar]
- Karpenko, O.; Oterkus, S.; Oterkus, E. Investigating the influence of residual stresses on fatigue crack growth for additively manufactured titanium alloy Ti6Al4V by using peridynamics. Int. J. Fatigue 2022, 155, 106624. [Google Scholar] [CrossRef]
- Kyaramyan, K.A.; Nochovnaya, N.A.; Zakharova, N.S.; Kashapov, O.S. Microstructure and Mechanical Properties of the Material and the Surface Residual Stresses of Compressor Impeller Blades Made of a VT41 Titanium Alloy Depending on the Initial State and Incomplete Annealing Conditions. Russ. Metall. (Met.) 2022, 2021, 1587–1593. [Google Scholar] [CrossRef]
- Hongmin, X.; Yaoyao, S.; Liqun, N. Influence of thermal mechanical coupling on surface integrity in disc milling grooving of titanium alloy. Mach. Sci. Technol. 2017, 21, 313–333. [Google Scholar]
- Xie, W.; Zhao, B.; Liu, E.; Chai, Y.; Wang, X.; Yang, L.; Li, G.; Wang, J. Surface integrity investigation into longitudinal-torsional ultrasonic vibration side milling for a TC18 titanium alloy—Part I: The effects of cutting speed on cutting force and surface integrity. Int. J. Adv. Manuf. Technol. 2022, 120, 2701–2713. [Google Scholar] [CrossRef]
- Wang, Y.; Zhou, Y.; Sha, A.; Li, X. Effect of Surface Integrity on Hot Fatigue Life of Ti2AlNb Intermetallic Alloy. Materials 2021, 14, 4841. [Google Scholar] [CrossRef]
- Xiaojun, L.; Xin, X.; Yang, R.; Lei, Z.; Sun, L.; Yang, B.; Bai, C.; Yan, Y. Sensitivity analysis and parameter interval optimization for residual stress in polishing process of GH4169 blisk blade. J. Mech. Sci. Technol. 2021, 35, 515–524. [Google Scholar]
- Alcaraz, J.Y.; Zhang, J.; Nagalingam, A.P.; Gopasetty, S.K.; Toh, B.L.; Gopinath, A.; Ahluwalia, K.; Ang, M.G.W.; Yeo, S.H. Numerical modeling of residual stresses during vibratory peening of a 3-stage Blisk—A multi-scale discrete element and finite element approach. J. Mater. Process. Tech. 2022, 29, 117383. [Google Scholar] [CrossRef]
- Xian, C.; Shi, Y.; Lin, X.; Liu, D. Residual stress modeling of aero-engine blades polished by louver impeller. Comput. Integr. Manuf. Syst. 2021, 27, 2204–2214. [Google Scholar]
- Wu, D.; Wang, H.; Zhang, K.; Lin, X. Research on flexible adaptive CNC polishing process and residual stress of blisk blade. Int. J. Adv. Manuf. Technol. 2019, 103, 2495–2513. [Google Scholar] [CrossRef]
- Tang, Z.T.; Liu, Z.O.; Ai, X. Experimentation on the superficial residual stresses generated by high-speed milling aluminum alloy. China Mech. Eng. 2008, 19, 699–703. [Google Scholar]
- Moussaoui, K.; Mousseigne, M.; Senatore, J.; Chieragatti, R. The effect of roughness and residual stress on fatigue life time of an alloy of titanium. Int. J. Adv. Manuf. Technol. 2015, 78, 557–563. [Google Scholar] [CrossRef]
- Yao, C.F.; Wu, D.X.; Jin, Q.C.; Huang, X.C.; Ren, J.X.; Zhang, D.H. Effect of cutting parameters on surface residual and its mechanism in high-speed milling of TB6. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 227, 483–493. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Al | Zr | Sn | Mo | Cr | Fe | C | N | H | O |
|---|---|---|---|---|---|---|---|---|---|---|
| Wt (%) | 4.5~5.5 | 1.5~2.5 | 1.5~2.5 | 3.5~4.5 | 3.5~4.5 | ≤0.25 | ≤0.05 | ≤0.05 | ≤0.012 | 0.08~0.13 |
| σb (Mpa) | σr0.2 (Mpa) | δ (%) | ψ (%) |
|---|---|---|---|
| ≥1180 | ≥1110 | ≥10 | ≥17.5 |
| Diameter (mm) | Tooth Number | Tool Thickness (mm) | Body Material | Blade Material | Rake Angle | Relief Angle | Tool Nose Radius (mm) | Inclination Angle |
|---|---|---|---|---|---|---|---|---|
| 420 | 39 | 15 | 3Cr2MnNIMo | YBG212 | 20° | 0° | 0.8 | 0° |
| No. | n(r/min) | vf (mm/min) | θ (°) |
|---|---|---|---|
| 1 | 30 | 15 | 25 |
| 2 | 30 | 25 | 35 |
| 3 | 30 | 35 | 45 |
| 4 | 30 | 45 | 55 |
| 5 | 40 | 15 | 55 |
| 6 | 40 | 25 | 45 |
| 7 | 40 | 35 | 35 |
| 8 | 40 | 45 | 25 |
| 9 | 50 | 15 | 25 |
| 10 | 50 | 25 | 55 |
| 11 | 50 | 35 | 45 |
| 12 | 50 | 45 | 35 |
| 13 | 60 | 15 | 55 |
| 14 | 60 | 25 | 25 |
| 15 | 60 | 35 | 35 |
| 16 | 60 | 45 | 45 |
| No. | n (r/min) | vf (mm/min) | θ (°) |
|---|---|---|---|
| 1 | 30 | 35 | 45 |
| 2 | 50 | 35 | 45 |
| 3 | 70 | 35 | 45 |
| 4 | 50 | 15 | 45 |
| 5 | 50 | 35 | 45 |
| 6 | 50 | 55 | 45 |
| 7 | 50 | 35 | 25 |
| 8 | 50 | 35 | 45 |
| 9 | 50 | 35 | 65 |
| Parameter | Freedom | Quadratic Sum SS | Mean Square Sum MS | F Statistic | F0.01 (3, 12) | F0.05 (3, 12) |
|---|---|---|---|---|---|---|
| σw | 3 | 0.111343 | 0.037114 | 34.29 | 5.953 | 3.49 |
| 12 | 0.012985 | 0.001082 | / | / | / | |
| 15 | 0.124328 | / | / | / | / | |
| σe | 3 | 0.104195 | 0.034732 | 55.86 | 5.953 | 3.49 |
| 12 | 0.00746 | 0.000622 | / | / | / | |
| 15 | 0.111655 | / | / | / | / |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xin, H.; Xing, T.; Dai, H.; Zhang, J.; Yao, C.; Cui, M.; Zhang, Q. Study on Residual Stress in Disc-Milling Grooving of Blisks. Materials 2022, 15, 7261. https://doi.org/10.3390/ma15207261
Xin H, Xing T, Dai H, Zhang J, Yao C, Cui M, Zhang Q. Study on Residual Stress in Disc-Milling Grooving of Blisks. Materials. 2022; 15(20):7261. https://doi.org/10.3390/ma15207261
Chicago/Turabian StyleXin, Hongmin, Taotao Xing, Hui Dai, Jian Zhang, Changfeng Yao, Minchao Cui, and Qinggui Zhang. 2022. "Study on Residual Stress in Disc-Milling Grooving of Blisks" Materials 15, no. 20: 7261. https://doi.org/10.3390/ma15207261
APA StyleXin, H., Xing, T., Dai, H., Zhang, J., Yao, C., Cui, M., & Zhang, Q. (2022). Study on Residual Stress in Disc-Milling Grooving of Blisks. Materials, 15(20), 7261. https://doi.org/10.3390/ma15207261